Свяжитесь с Чжоусяном

Сварка с сопротивлением: сварка пятен, швов и выступов для автомобильной робототехники
Содержание
показывать
Сопротивление сварки самый быстрый, самый чистый способ соединения листов в масштабе — нет заливной штанги, нет защитного газа и нет открытой дуги. Джоуль нагрев (тот же принцип, который питает точечный сварщик на автомобильной линии кузова ♪ также приводит в движение шовный сварщик на вашем воздуховоде HVAC и проекционный сварщик, прижимающий гайки к листовым металлическим кронштейнам. Этот грунтовщик e×проясняет процесс сварки полного сопротивления, от физики до пяти типов процессов, параметры, которые влияют на качество сварки, материалы, которые реагируют лучше всего (и хуже всего), возможности роботизированных и ручных машин, и где технология проходит через ²0²6.
Что такое контактная сварка? Физика процесса
Сварка сопротивлением представляет собой процесс сварки в твердом состоянии и плавлением, который использует электрическое сопротивление и силу зажима для соединения металлических заготовок. электроды несут ток высокого давления, низковольтный ток через детали. на границе раздела между двумя металлическими листами ♪ называется поверхность фаинга сопротивление самое высокое, так что теплогенерация там концентрируетс Металл на поверхности рафинировани достигает температуры плавлени и плавит под давлением ковки электрода, образу а сварной самородок без присадочного металла и защитного газа.
ТВИ Глобал, один из ведущих мировых научно-исследовательских институтов сварки, определяет процесс: “Процессы контактной сварки используются для соединения листовых материалов и состоят из точечной, шовной, проекционной, и высадочной стыковой сварки.” Определяющей особенностью является то, что не требуется ни плавящийся электрод, ни присадочная проволока, ни flu× сами базовые металлы.
— Сопротивление сварки — быстрые характеристики
Сварочный ток
1 кА — — 100 кА 100 кА
Электродная сила
1 кН — 1²0 кН
Время сварки
8 мс (1000 мс) 1000 мс
Материал Толщина
0,1 мм — точка 6 мм (точка)
Наполнитель Металл
Не требуется
Экранирующий газ
Не требуется
⚙ Инженерная записка い Закон Джуля
Q = I² × R × t
Q=I ² Rt где Q = генерируемая тепловая энергия (джоули), I = сварочный ток (амперы), R = электрическое сопротивление на поверхности покрытия (ом) и t = время сварки (секунды). Поскольку ток возводится в квадрат, его удвоение в четыре раза увеличивает тепло, что делает сварочный ток самой мощной переменной для управления.
Как работает процесс сварки с сопротивлением: 4 этапа
- Сжимание: Электроды сжимают две заготовки под контролируемым усилием Установлено контактное сопротивление на поверхности рафинирования.
- Сварка (включен ток): Текущие потоки Джоулевый нагрев приводит к тому, что поверхность раструба достигает точки плавления. начинает формироваться сварной самородок.
- Удерживание (выключение тока): ток прекращается. Электродная сила сохраняется, позволяя самородку затвердеть под давлением, что предотвращает сжатие трещин.
- Освобождение: Электроды удаляются. формирование соединения является полным — не требуется отделка сварного шва, шлифовка или другая очистка.
Источник: Спецификация контактной точечной сварки NASA PRC-0009; Глобальный обзор процесса TWI.
5 типов резистивной сварки — и когда использовать каждый

Электрическая контактная сварка не является единым процессом — это семейство. AWS классифицирует четыре основных типа, при этом сварка оплавлением часто указывается отдельно как пятая часть. каждый вариант использует один и тот же принцип нагрева Джоуля, но отличается геометрией электродов, конфигурацией соединений и формой полученной связи.
❓ Люди тоже спрашивают
Каковы четыре основных типа контактных сварных швов?
Четыре типа процессов, которые признает Американское общество сварки (AWS C1.1): (1) контактная точечная сварка (две точки нажатия на перекрывающиеся листы; (2) электроды контактной сварки (колесо) прокатывают герметичный сустав непрерывно; (3) проекционная сварка (ток) фокусируется на тисненых выступах или крепежных элементах; и (4) стыковая сварка (конец к концевой сварке стержней, труб или рельсов. мгновенная сварка, которая начинается как дуга до того, как давление сталкивает соединение вместе, считается пятым типом процесса типа.
1. Точечная сварка с сопротивлением (RSW)
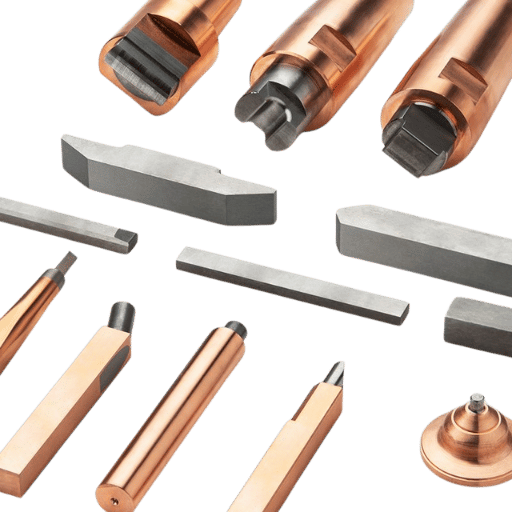
Точечная сварка сопротивлением использует пару электродов из медного сплава для зажима двух или более перекрывающихся металлических листов и пропускания тока через небольшую область контакта, Круговой сварной шов nugget (обычно 312 мм в диаметре — результат Точечная сварка - это процесс точного соединения с наибольшим объемом в производстве, при этом автомобильная сборка кузова опирается на него в масштабе.
Лучше всего для: Авто панели кузова, прибор листовой металл, электрические корпуса, кронштейны.
Тип электрода: Усеченные кончики из медного сплава с конусом или куполом и носом.
Стандарт: AWS C1.1:2019 Спецификация резистивной сварки низкоуглеродистой стали с покрытием.
2. Сварка швов с сопротивлением (RSEW)
Сварка швом заменяет точечно-контактные электроды вращающимися медными колесными электродами, По мере прохождения заготовки перекрывающиеся точечные сварные швы сливаются в непрерывный герметичный шов. при сварке швов бражки используются более узкие колеса, которые одновременно сваривают и уменьшают нахлесточное соединение до толщины, близкой к родительской.
Лучше всего для: Топливные баки, радиаторы, воздуховоды для систем отопления, вентиляции и кондиционирования воздуха, аэрозольные баллончики, сердечники электрических трансформаторов い любых применений, требующих герметичного (газонепроницаемого или непроницаемого для жидкости) шва.
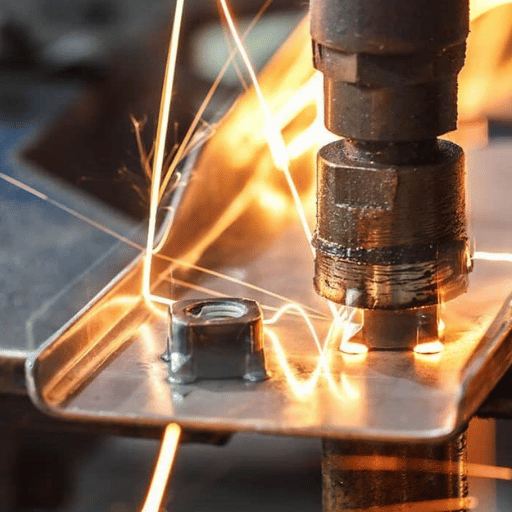
3. Сварка с проекцией (PW)
Сварка проекций фокусируется контактное сопротивление при предварительно сформированных тиснениях (приподнятых неровностях) на одной заготовке, или на интегральных выступах сварочной гайки или шпильки, По мере протекания тока выступ сжимается и сплавляется с сопрягаемой поверхностью, Несколько выступов свариваются одновременно, что делает этот процесс e×определенно эффективным для крепления крепежа большого объема.
Лучше всего для: Сварные гайки, шпильки и болты для крепления к листовому металлу; производство проволочной сетки; решетки поперечной проволоки.
Преимущество: Плоскозабойные электроды имеют длительный срок службы, поскольку площадь контакта не сосредоточена на кончике электрода.
4. Сварка с помощью резистивных кнопок (RBW)
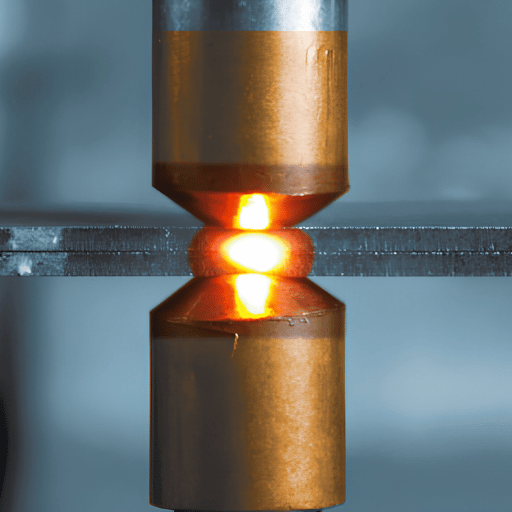
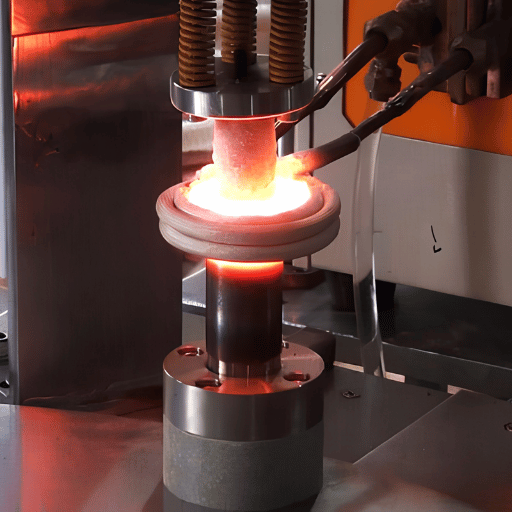
Стыковая сварка сопротивлением — также называется осадкой стыковой сварки — соединяет две металлические детали встык. Обе детали зажимаются в медных зажимных электродах, приводятся в контакт и подается ток. Сопротивление интерфейса создает тепло; давление ковки повышает (сжимает) горячий металл вместе. Дуга не задействована. Обычно используется для сварки проволоки, стержня, звеньев цепи и концов трубок.
5. Сварка флэш-памятью (FW)
Сварка вспышкой представляет собой сквозной процесс, где детали сначала приводятся в легкий контакт под напряжением, генерируя серию небольших дуг (“flash”), которые быстро нагревают поверхности соединения до температуры ковки. Затем детали сжимаются вместе (расстановка) и разрезается ток. Ключевое отличие от стыковой сварки: фаза дугового воспламенения e×pels o×ides и загрязнений перед кузницей, производя исключительно чистое соединение. используется для соединения железнодорожных рельсов, производства пильных полотен и ободов автомобильных колес.
Какой тип резистивной сварки подходит для вашего применения?
| Процесс | Тип сустава | Ключевая особенность | Типичное применение |
|---|---|---|---|
| Точечный (RSW) | Лап | Высокоскоростное точечное соединение | Авто кузов, бытовая техника |
| Шов (RSEW) | Круг (непрерывный) | Герметичный герметичный сустав | Топливные баки, радиаторы |
| Проекция (PW) | Лап (крепеж) | Многоточечный одновременный | Гайки сварные, сетка проволочная |
| Батт (RBW) | Задница (сквозь) | Без наполнителя, полное сечение | Проволока, стержень, цепь |
| Флэш (FW) | Батт (с дуговым подспорьем) | Самоочищающаяся дуговая вспышка | Рельс, колесные диски, пильные полотна |
Модель решения Q=I²Rt: 4 параметра, контролирующие качество сварки
Каждую сложность контактной сварки можно объяснить как один или комбинацию четырех параметров: тока (I), сопротивления (R), времени (t) и сварочного усилия (F). Поскольку закон Джоуля ограничивает выделение тепла Q=IRt, а сила электрода влияет на контактное сопротивление и давление затвердевания сварного шва, четыре рычага модели решения взаимодействуют. Мы называем эту структуру моделью решения Q=IRt для контактной сварки: систематический подход к определению того, какой из них изменить, когда результат не правильный.
| Параметр | Роль в Q=I²Rt | Типичный диапазон (мягкая сталь, 1,5 мм) | Если Слишком Низко | Если слишком высоко |
|---|---|---|---|---|
| Ток сварки (I) | Доминирующий (квадрат) | 8 ƒ12 кА | Холодная сварка/нет самородка | Изгнание/брызги |
| Время сварки (т) | Линейный ввод тепла | 10 — 20 Гц) циклов (60 Гц) | Недоразмерный самородок | Электрод залипающий/прожигающий |
| Контактное сопротивление (R) | Концентрация тепла | Контролируется с помощью подготовки поверхности | Тепло мигрирует к электродам | Образование дуги/повреждение поверхности |
| Электродная сила (F) | Устанавливает R; контролирует затвердевание | 2 — кН | Высокий R → брызги; бедный самородок | Слишком низкий R → холодный сварной шов |
Модель контактной сварки с восемью параметрами SWANTEC основывается не только на четырех основных переменных, но и на таких факторах, как форма электрода, состояние поверхности, толщина заготовки, покрытие и шунтирующий эффект соседних сварных швов. На практике регулировка настроек при настройке и оснастке определяет все, кроме двух.
⚙ Pro Совет — инверторная технология MFDC
MFDC (среднечастотный постоянный ток) инверторные сварщики растут в принятии, особенно передовые для высокопрочных сталей (AHSS) в автомобильном применении В отличие от однофазных сварочных машин переменного тока (англ.)русск, которые остаются наиболее широко используемым типом в промышленности сегодня (англ.)русск. контроллеры MFDC доставляют постоянный ток на 500 (англ.)русск. более высокая частота переключения обеспечивает более быстрое управление обратной связью, более точные формы сигналов тока, и производители сообщают о снижении энергии до 35% по сравнению с эквивалентами переменного тока. Если вы обрабатываете AHSS или двухфазные стали, точность MFDC стоит капитальной премии по сравнению с обычным переменным током.
Совместимость материалов: что может (и не может) быть сварным сопротивлением?
Пригодность металла к контактной сварке определяют два физических свойства: удельное электрическое сопротивление и теплопроводность. сварка сопротивлением требует умеренного удельного сопротивления (достаточно высокого, чтобы производить достаточное джоулевое тепло на поверхности растекания, но достаточно низкого, чтобы свободно пропускать ток без дуги) и умеренной теплопроводности (нежелательно, чтобы значительный тепловой поток перетекал в электроды).Мягкая сталь обеспечивает идеальный баланс и легко поддается сопротивлению сварке; алюминий и медь расположены на самых сложных концах спектра.
| Металл | Электрическая стойкость (мкΩ·см) | Теплопроводность (Вт/м·К) | Рейтинг свариваемости | Ключевой вызов |
|---|---|---|---|---|
| Мягкая сталь (с низким содержанием углерода) | 12–16 | 45–60 | Отлично — — — — — — — — — — — — (отлично) | Нет золотого стандарта |
| Нержавеющая сталь (304) | 70–78 | 15–17 | Хорошо (хорошо) | Закалка работы; необходим меньший ток |
| Алюминий (6061) | 3.7–4.0 | 155–160 | Сложный — 1 | Оксидный слой + высокая проводимость |
| Медь (чистая) | 1.7 | 385–400 | Очень сложно ❌ | Слишком высокая проводимость, тепло не будет фокусироваться |
| Сталь с цинковым покрытием (GI) | 14 — — основа 17 (стальная) (основание стальная) | 45–55 | Хорошо — — 2 | Пары цинка → электродный подборщик |
⚙ Инженерная заметка — сварочный алюминий со спатом
Электропроводность алюминия (примерно в 9 раз выше, чем у мягкой стали) и теплопроводность (примерно в 3 раза выше, чем у мягкой стали) достаточно высоки, так что тепловой поток в окружающий металл происходит быстрее, чем плавление поверхности растекания. природный оксидный слой алюминия (A12O3) обеспечивает высокое удельное сопротивление и должен быть сожжен механическими средствами до формирования линии сварки. Поэтому лучший способ сварить алюминиевый лист электрически - это нанести в 2-3 раза большую плотность тока в течение 2-3 раз дольше (для прогорания оксидного слоя требуется примерно в 2-3 раза больше времени), чем для стали, с повышенной электродной силой для предотвращения выталкивания и дополнительной тенденцией к сплавлению электродных поверхностей с заготовками алюминиевого листа. Электроды изнашиваются быстрее и требуют электродной правки значительно чаще при производстве больших объемов. Точечная сварка алюминия с сопротивлением в крупнообъемном автомобиле обычно включает в себя MFDC и принудительную правку электродов.
— предупреждение — сопротивление сварке меди
Исключительно высокая теплопроводность меди (385 Вт/мК) означает, что какое бы джоулевое тепло ни производилось в рабочем материале на поверхности растекания, оно теряется в окружающем радиаторе контактной сварки быстрее, чем заготовка достигает температуры плавления. эти характеристики должны означать, что конструкция контактного сварного шва с высоким соотношением сторон отверстий для охлаждения не может быть практически изготовлена с использованием традиционных источников радиочастотного питания. Обычно проволока приварена к меди или соединения медь-медь собираются методом контактной пайки, а вместо этого лазерной или ультразвуковой сварки.
Устойчивая сварка против дуговой сварки: какой процесс побеждает?

Сопротивление и дуговая сварка не являются конкурентами, хотя их технологические границы действительно имеют некоторое перекрытие Некоторые заготовки лучше всего соединить с помощью процесса сопротивления, в то время как другие лучше всего соединить с помощью дугового процесса Выбор контактной сварки в дуговом процессе сводится к толщине листа, производительности, доступу к соединению, размеру партии и требованиям к отделке после сварки. Варианты дуговой сварки, включая MIG, TIG и сварка под флюсом сопротивление, а не другие условия производства промышленное сварочное применение часто используйте обе технологии на одной производственной линии.
Является ли резистивная сварка лучше, чем сварка MIG?
Да. для термопластичного калибра 18 листового металла, массовое производство, соединения внахлест, стойкая точечная сварка является наиболее целесообразным решением. время цикла сварки составляет менее 1 секунды без присадочной проволоки, без зависимости от защитного газа и без очистки после сварки. Сварка MIG эквивалентного соединения более чем в 5 раз длиннее требует расходных материалов и оставляет шероховатый профиль поверхности, который часто необходимо шлифовать ровно, если он должен быть окрашен или покрыт. Для элементов конструкции, толстых калибров и производства одной конструкции процессы MIG/TIG более продуктивны.
| Фактор | Сопротивление Сварка | Дуговая сварка MIG/TIG | Лазерная сварка |
|---|---|---|---|
| Скорость (тонкий лист) | ⭐⭐⭐⭐⭐ (самый быстрый) | ⭐⭐⭐ | ⭐⭐⭐⭐ |
| Требуется наполнитель из металла | ❌ Нет | — Да (MIG)/Опционально (TIG) | ❌ Нет |
| Экранирующий газ | ❌ Нет | – Да | Необязательно |
| Требование совместного доступа | Обе стороны | Одна сторона | Одна сторона |
| Диапазон толщины материала | 0.1 — точка) 6 мм (точка) | 0,5 мм — неограниченное количество (0,5 мм) | 0,05 мм (0,05 мм) 0,05 мм (0,05 мм) |
| Послесварной Отделкой | Не требуется | Часто шлифование/очистка | Минимальный |
| Лучший Для | Листовой металл большого объема | Конструктивный, толстого сечения | Точность, тонкая, непохожая |
Промышленное применение контактной сварки по секторам
В то время как дуговая сварка конкурирует с контактной сваркой по толщине листа, она не достигает своих больших объемов производства. Автомобильная промышленность потребляет больше точечных сварных швов сопротивления в год, чем все другие отрасли вместе взятые, с достаточным количеством составных частей, чтобы насчитывать эквивалент десятков триллионов точечных сварных швов сопротивления в год. В настоящее время во всем мире существует гораздо больше установок оборудования для контактной сварки, чем установок для дуговых сварных швов.
📊 Сопротивление сварке — Scale по номерам
2,000–5,000
Точечные сварные швы на кузов автомобиля (исследование AWS)
90М+
Транспортные средства/год, использующие RSW в сборке кузова
~300 мс
Типичное время цикла точечной сварки (сталь, 1,5 мм)
$0
Стоимость металла наполнителя или защитного газа за сварной шов
Применение резистивной сварки по отраслям
🚗 Автомобильная промышленность
Все прочее соединительное оборудование. кузова автомобилей в белом цвете, дверные оболочки и панели, рамы сидений и конструкции отсеков двигателя все сопротивление пятно или шов сварные с использованием полностью программируемых систем автоматизации.AWS D1.1 и OEM-специфические стандарты являются принятым эталоном для управления технологическим процессом.
✈ Аэрокосмическая промышленность
Все прочее соединительное оборудование. кронштейны топливных элементов и другие внутренние компоненты являются контактными точечными сварками с использованием систем управления процессом, соответствующих требованиям AWS D17.2.
— Электроника
Сварка язычка аккумулятора (разряд конденсатора), клеммы, выводы компонентов печатной платы. сверхкороткое время импульса уменьшает подачу энергии и тепловое повреждение термочувствительных компонентов.
🏗 Строительство
Конструкционная сталь проволочная сетка, арматурные решетки, металлические облицовочные панели, воздуховодные соединения HVAC.
🔧 Белые товары
Барабаны стиральных машин, вкладыши холодильников, шкафы сушилки - тонкий лист большого объема, идеально подходит для автоматизированной точечной сварки.
🛢 Энергия
Топливные баки (шовная сварка), корпуса аккумуляторов электромобилей, рамы солнечных панелей Быстрорастущий сегмент отрасли благодаря внедрению электромобилей.
📋 Сценарий применения
Поставщик автомобильной Tier-1, производящий 180 000 автомобильных дверных панелей ежегодно, выполняет 14 точечных сварных швов на дверь - что в сумме составляет 2,52 млн сварных швов в год. используя шестипушечный робот сварочной ячейки, работающий со скоростью 280 мс за цикл, он завершает свою 14 последовательность сварки менее чем за 4 секунды. Точечная сварка с сопротивлением с автоматизацией на этом уровне, безусловно, является самым экономичным процессом соединения.
Автоматизация резистивной сварки: роботизированные системы против ручных машин

Пьедестальные точечные сварщики и сварщики ручных швов десятилетиями обслуживали цеха контактной сварки, но при все более строгих материалах, более коротких циклах и сокращении резерва квалифицированных трудовых навыков экономическое обоснование роботизированной точечной сварки резко изменилось. Сегодняшний вопрос не в том, стоит ли автоматизировать, а в том, какой уровень спроса требует капиталовложений.The Международная федерация робототехники (IFR) неизменно оценивает автомобильный сектор как самого высокого в мире по плотности промышленного пользователя роботов (industrial robot user) с роботами для контактной точечной сварки, представляющими собой одно из наиболее широко применяемых приложений в производстве "тело в белом".
📋 Сценарий обновления реального мира
Изготовитель листового металла с использованием двух точечных сварщиков на пьедестале с тремя операторами на основе смены, производящий 350 корпусов каждый день, имел среднюю производительность 3,8 сварных швов/минуту/оператор и скорость переработки свыше 4% из-за неравномерного давления электродов. после установки одной роботизированной сварочной станции сварные швы на деталь в той же комбинации оператор-машина упали до 1,8/минуту-и время цикла с 4,1 минуты до 1,8 минуты-и скорость переработки снизилась до менее 1%. Теперь один оператор в одной роботизированной ячейке контролирует двухсменную работу, освобождая двух ручных сварщиков от другой работы. Roi был достигнут менее чем за 14 месяцев.
Ручная точечная сварка по сравнению со сравнением производительности роботизированных клеток
| Метрический | Ручной Сварщик Пьедестала | Роботизированная сварочная камера |
|---|---|---|
| Тариф сварки | 3 — сварные швы/мин | 10 — 15 сварных швов/мин |
| Дуга включена/Активное время | 25–35% | 85–95% |
| Позиционная повторяемость | ±1 — зависит от оператора 3 мм (зависит от оператора) | ±0,025 — ±0,02 — 1 мм |
| Уровень дефектов сварных швов | 3 — 8% (varies by operator) | <1% |
| Покрытие смены | 1 — сдвиги (предел усталости) | 3 смены/отключение света |
| Типичная окупаемость рентабельности инвестиций | — | 12 — 24 месяца |
Данные: контрольные показатели производительности роботизированной сварки от специалистов по автоматизации отрасли; Тематическое исследование роботизированного RSW SML ISUZU (Журнал передовых производственных процессов, 2021 г.).
Когда автоматизация роботизированной точечной сварки имеет финансовый смысл?
- Объем производства >200 сборок/день: репрезентативный объем производства от малого до среднего для расчетов рентабельности инвестиций, приводящий к безубыточной окупаемости капитала за 24 месяца при двухсменной работе.
- Консистенция суставов: автоматизированные сварочные элементы требуют очень повторяемого позиционирования деталей, рабочих приспособлений или систем обзора.
- Переделайте критически важные сварные швы: не стоит недооценивать влияние улучшения целостности сварочных ячеек, когда ваша текущая скорость доработки превышает 2-3%.
- Трудовой кризис: один сварочный робот заменяет потребность в 2-3 квалифицированных сварщиках/операторах в смену.
- Работа отключения света: роботы работают три смены в выходные дни.
Идеальная отправная точка для производителя, выставляющего нескольких роботов для сравнения разбивки затрат робота для точечной сварки для различных применений или структуры ячеек: одна сварочная ячейка робота - ферретированная, готовая к эксплуатации конструкция объединяет 6-осевого робота, пистолет для точечной сварки с сервоприводом, позиционер и защитный корпус в кратчайшие сроки. Большие индивидуальные ячейки занимают больше времени и не могут обеспечить более быструю рентабельность инвестиций для приложений с малым и средним объемом.
Чжоусян Сварочная Автоматизация
Готовы автоматизировать точечную сварку?
Конфигурация Zhouxiang одиночный робот робот точечной сварки ячейки, построенный для производителя малого и среднего объема, стремящегося к более быстрому времени цикла, меньшему количеству доработок, безубыточной рентабельности инвестиций в течение 12-24 месяцев.
Общие дефекты сварки с сопротивлением и способы их предотвращения
Оповещение о качестве
Инженеры по сварке неизменно ранжируют износ электродов как первопричину проблемы качества рекуррентной контактной сварки номер один — наиболее ярким примером являются показания диаметра самородка, не соответствующие спецификациям. Состояние электрода следует моделировать как технологическую переменную первого порядка, а не как последующее техническое обслуживание.
Электрод Износ Причины и предотвращение: Аномалии процесса сварки сопротивлением имеют тенденцию следовать предсказуемым паттерам — каждый тип дефекта связан с определенной известной первопричиной уравнения Q=IRt.
После того, как вы определите режим деформации, диагностика и решение станут систематическим упражнением. Этот контрольный список содержит пять основных режимов отказа, которые следует упредить, и связанные с ними меры противодействия в соответствии с рекомендациями производителя электродов, стандартами проверки мест сопротивления и рекомендациями инженера по устранению неполадок. См. наш стандарты проверки сварных швов гид и наш испытания сварных швов и проверка качества глубокое погружение для углубленного анализа.
1. Высылка (сварные брызги)
Причина: Слишком высокая плотность тока, слишком маленькая сила электрода, ухудшенная геометрия электрода Причина: Расплавленный металл выбрасывается из зоны сварного шва.
2. Холодная сварка (негабаритный самородок)
Предотвращение: сбросить ток или увеличить усилие; восстановить первоначальный профиль шестерни: проверить загрязнение рабочего места на заготовках.
3. Деградация электродов (гриб)
Причина: Недостаточный тепловой ток слишком низкий, время сварки слишком короткое, контактное сопротивление, таким образом, слишком низкое из-за наличия изношенных электродов с большим диаметром поверхности. Предотвращение: Проверьте настройку параметров в соответствии с графиком сварки. Увеличьте ток или время сварки.
Наденьте электроды на целевой диаметр поверхности.
4. Загрязнение поверхности/оксидный слой
Причина: Повторный термоциклирование соответствует форме поверхности кончика электрода “ ” диаметр увеличивается (mushrooming) таким образом, еще больше уменьшая плотность тока.
Это наиболее распространенная первопричина постепенного дрейфа качества сварного шва. Предотвращение: Внедрить график автоэлектродной правки (обычно один раз в 50-200 сварных швов в зависимости от материала и покрытия).Колейное количество сварных швов на комплект электродов.
5. Шунтирующий эффект
Причина: Контактное сопротивление бесконтрольно увеличивается на поверхности рафинирования или на кончике электрода из-за масла, окалины, высокого содержания оксидов или капель цинка, загрязняющих поверхность лица или заготовки. Результат: формирование самородка становится длиной и трудно поддается контролю.
Профилактика: очистите сырые металлические листы растворителем перед отправкой их через сварочную ячейку. ожидайте цинкового захвата на электродах при сварке гальванизировать, и планируйте очистку электродов соответствующим образом. удаление оксидов имеет важное значение на алюминиевых поверхностях.
⚙ Инженерная записка — протокол одевания электродов
Если вы поместите новый точечный сварной шов в отверстие, которое слишком близко к существующему сварному шву, ток шунтирует через затвердевший самородок w-449g27f- вместо фокусировки на поверхности рафинирования, уменьшая тепло, подаваемое на сварной шов, и увеличивая частоту дефектов. Минимальный шаг между точечными сварными швами варьируется в зависимости от эффективного диаметра самородка, как указано в стандартах сварки C1.1 Американского общества сварки: типичный минимум составляет 3-5 диаметра самородка.
Общие советы и рекомендации электрода: пластырь для наконечников в сочетании с хорошо запрограммированной ситуацией является лучшим инструментом для минимизации срока службы вашего электрода. пластырь для наконечников - это небольшой автоматизированный резак, который удаляет тонкий слой медного сплава для восстановления диаметра и геометрии контактной поверхности. Переодевание сокращает срок службы, недоодевание позволяет электроду грибковаться.
Автоматизируйте циклы перевязочного устройства наконечника электрода в зависимости от ситуации сварки "нанесение-наборы-с-сквозь-через-через-сварочное" и предложенного производителем срока службы электрода. ведите журнал срока службы наконечника в ходе применения. 2Различные пути нагрева рычагов пистолета приводят к тому, что жизненные циклы наконечника электрода левого и правого пистолета различаются!
Устойчивая сварка в 2025 году (Resistance Welding) 2026: Тенденции рынка и эволюция технологий

Ситуация выглядит более устойчивым, устойчивым путем роста рынка оборудования для контактной сварки, обусловленным главным образом увеличением производства электромобилей, внедрением новых высокопрочных сталей и устойчивым развитием от ручных к автоматизированным сварочным системам. Правильная машина для контактной сварки, которую стоит выбрать сегодня, - это та, которая соответствует наличию материалов и тенденциям технологических процессов в течение следующих пяти лет.
📈 Рынок резистивной сварки い 2026 — Перспективы резистивной сварки 2035
3.8%
Рынок CAGR (2026 北R2035)
$1.22B
Размер рынка 2026 (est.)
$1.71B
Прогнозируемый размер рынка на 2035 год
Источник: BusinessResearchInsights, Отчет о рынке резистивного сварочного оборудования.
Ключевые технологические тенденции. Формирование резистивной сварки до 2026 года
⚡
Внедрение MFDC в обработку AHSS (2024 — 2026)
Технология среднечастотных инверторов постоянного тока получает новые автомобильные применения, особенно для передовых марок высокопрочной стали (AHSS), где хорошее управление током является обязательным. Академические исследования 2024 года подтверждают устойчивый рост технологии среднечастотного постоянного тока (MFDC) в автомобильном кузове в белом, хотя наиболее распространенным типом машины по-прежнему является однофазный переменный ток. Новые новые проекты кузовных цехов автомобилей, как правило, предусматривают оборудование MFDC.
🚗
Корпуса аккумуляторов электромобилей и UHSS стимулируют новый спрос
Платформы электромобилей используют большую долю сверхвысокопрочной стали (UHSS), чем традиционные автомобили с двигателями внутреннего сгорания (вместе с большим количеством алюминия в упаковке аккумуляторов (в результате чего возникает потребность как в более производительном сварочном оборудовании класса сопротивления, способном сваривать стали 1500 МПа, так и в специализированных низкоомных алюминиевых сварочных системах с более коротким временем импульса.
🤖
Индустрия 4.0: Адаптивный контроль и интеграция Интернета вещей
Современные контроллеры контактной сварки предлагают адаптивное управление током с прямой связью (беспроводное управление графиком сварки на основе мониторинга динамических кривых сопротивления от фактического сварного шва в реальном времени. в сочетании с Интернетом вещей (IoT) контролируется количество сварных швов, выгорание электродов и взрыв, активность правки электродов, программно-ориентированная интеграция с прогнозирующими графиками технического обслуживания в конечном итоге устраняет графики правки электродов с фиксированной целью, которые тратят ценный срок службы электродов. Традиционный спор о сварке роботом точечной сварки с помощью сварки вис-дуги идет в сторону роботизированной контактной сварки в этих интеллектуальных заводских условиях.
🔋
Сварка конденсаторного разряда для миниатюрной электроники
Бум на рынке контактной сварки конденсаторного разряда (CD) вызван стрелой производства электроники и аккумуляторов, поскольку он формирует микросекундные импульсы для сварки тонкой фольги, проводов термопар или выступов аккумуляторных элементов таким образом, что синхронизация переменного тока 50/60 Гц невозможна.
Часто задаваемые вопросы — Resistance Welding
Заключение
Прочность сварки сопротивлением - это сочетание скорости, чистоты, консистенции при больших объемах производства Точечные сварные швы на панелях кузова, герметичные швы на топливных баках, гайки проекционного сварного шва на конструктивных кронштейнах (основанная зависимость Q=I²Rt управляет каждым соединением в каждом из этих сценариев Получить четыре параметра право ток, время, контактное сопротивление, и электродная сила — процесс необычайно надежен.
Рынок ячеек контактной сварки созревает: технология MFDC, прежде всего в аэрокосмической и автомобильной промышленности, расширяется в промышленных секторах; роботизированные системы автоматизации сварки ссылаются на возврат инвестиций в цех сборки/день более 200; Адаптивное управление Индустрия 4.0 заменяет графики фиксированных параметров графиками сварки в реальном времени и в реальном времени. Для производителей, балансирующих между ручной контактной сваркой и автоматизацией, факты о времени цикла, согласованности и экономике производства последовательно поддерживают роботизированную автоматизацию, особенно в среде листового металла с высоким повторением нахлеста, где согласованность робота точечной сварки влияет на снижение скорости брака.
Чтобы судить о том, как рабочая ячейка для контактной сварки роботов будет удовлетворять ваши производственные потребности, просмотрите сварочную станцию Чжоусяна с 1 роботом (Zhouxiang), готовую к использованию решение для автоматизации сборки с нахлестом, размер которого рассчитан на изготовителей малого и среднего объема.
Ссылки и источники
- Обзор сварки TWI Global Resistance (Институт сварки, Великобритания)
- Американское общество сварщиков — AWS C1.1:2019, AWS D17.2 (Стандарты сварки с сопротивлением)
- Википедия Электрическое сопротивление сварки (обзор процесса, текущие диапазоны)
- технический стандарт НАСА PRC-0009 い (спецификация диаметра самородка)
- Журнал передовых производственных процессов (2021) роботизированная оптимизация цикла RSW ISUZU
- ResearchGate (2024) — Сравнительное исследование точечной контактной сварки переменного тока и MFDC для марок AHSS
- BusinessResearchInsights — Отчет о рынке сварочного оборудования (CAGR 3.8%, 2026 — 2035)
Связанные статьи
Робот точечной сварки против дуговой сварки: что подходит для вашего объекта?
Технология роботизированной сварки: что должен знать каждый производитель
Разбивка затрат на сварочных роботов: что заложить в бюджет на 2025 год
Применение промышленной сварки: процессы и отраслевое руководство
Роботизированная и ручная сварка: анализ рентабельности инвестиций для мелких производителей
Редакционное примечание: Это руководство было разработано командой технического контента Zhouxiang, опираясь на опубликованные стандарты сварки (AWS, NASA), базы данных отраслевых исследований и данные о процессах производителей.Там, где цитируются сторонние точки данных, ссылаются на источники. Заявления о отраслевой практике без поддержки первичной литературы квалифицируются с такими формулировками, как “welding engineers report” или “industry properts actistics requirect.” Данные рынка, полученные из отчетов сторонних исследований, цитируются в исходной организации; Zhouxiang не проверяет независимо прогнозы размера рынка.Для решений о сварочных процессах, связанных с критически важными для безопасности приложениями, обратитесь к сертифицированному инженеру по сварке (CWE) или к команде разработчиков вашего оборудования по применению.


