
Свяжитесь с Чжоусяном
Быстрые характеристики
Метрика:
Принятые сварные швы при первом осмотре/общее количество проверенных сварных швов
Принятые сварные швы при первом осмотре/общее количество проверенных сварных швов
Не смешивать:
Первоочередная приемка с окончательной приемкой после ремонта
Первоочередная приемка с окончательной приемкой после ремонта
Лучшее использование:
Конструктивные стальные балки, коробчатые колонны, фермы, части мостов, тяжелые рамы
Конструктивные стальные балки, коробчатые колонны, фермы, части мостов, тяжелые рамы
Необходимые доказательства:
WPS, записи проверок, коды дефектов, ввод тепла, примечания к приборам, журналы повторного тестирования
WPS, записи проверок, коды дефектов, ввод тепла, примечания к приборам, журналы повторного тестирования
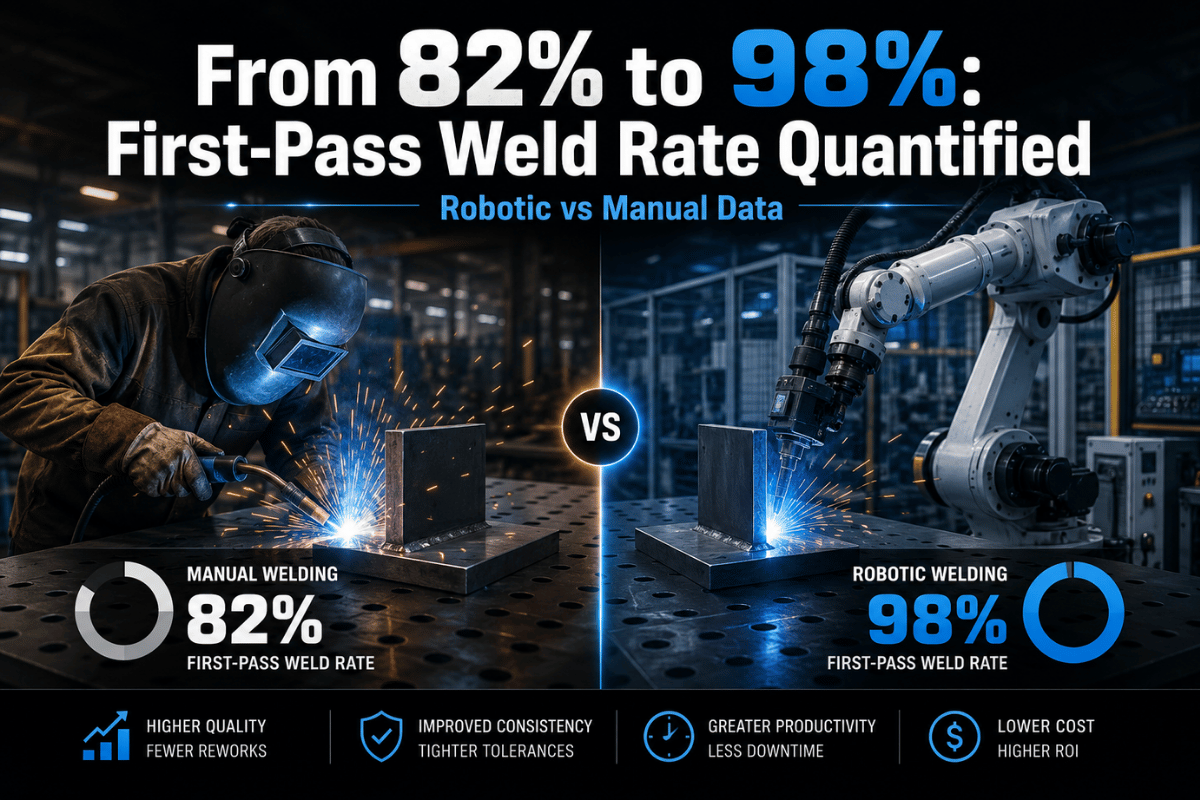
Один пример проекта конструкционной стали Zhouxiang показывает, что производитель Юго-Восточной Азии перешел с ручной скорости первого прохождения 82% на 98,5% после установки двух роботизированных систем. Пример проекта моста показывает падение коэффициента отклонения с 8.2% до 1.3%. Эти цифры являются полезными ориентирами, но не универсальными средними значениями. Спросите вместо этого: какие элементы управления процессом сделали эти сварные швы более повторяемыми, и может ли ваш магазин измерить те же затраты перед покупкой робота?
Это руководство отделяет логику скорости принятия от более широкой роботизированная сварка против ручной сварки дебаты. Здесь фокус уже: причины бракованной сварки, проверка, математика доработки и пилотные данные для автоматизации стальных конструкций.
Какие показатели приемки сварных швов первого прохождения

Скорость приемки сварного шва первого прохождения - это доля сварных швов, принятых при первом осмотре по критериям проекта Любой сварной шов, который не прошел визуальный контроль, ультразвуковой контроль, рентгенографический контроль, магнитные частицы испытания или другие необходимые проверки, не считается, даже если он позже пройдет после ремонта.
Формула: коэффициент приемлемости сварного шва первого прохождения = принятые сварные швы при первом осмотре/общее количество проверенных сварных швов x 100.
Это определение имеет значение, потому что окончательное принятие может скрыть истинную стоимость плохого качества сварки Магазины могут достичь 100% окончательной приемки после шлифования, выкалывания, ремонта сварки, и повторного тестирования. данные первого прохождения показывают, сколько отходов произошло до того, как окончательная запись выглядела чистой.
Для конструкционной стали правило приемки обычно указывается в спецификации проекта, спецификации процедуры сварки, плане проверки и применимом коде. AWS D1.1/D1.1M:2025 это код структурной сварки - сталь для сварных конструкций из углеродистых и низколегированных конструкционных сталей. ИСО 3834-1:2021 дается общая схема требований к качеству сварки плавлением и критерии выбора правильного уровня качества.
Роботизированная и ручная скорость приема сварки: матрица из 9 линий

Роботизированная сварочная система может повысить приемку первого прохода, когда изменение контролируется до начала дуги. Ручная сварка все еще может привести к отличным сварным швам, особенно с опытным сварщиком на низкоповторяемой работе. Используйте матрицу ниже, чтобы увидеть, где каждый метод имеет тенденцию приобретать или терять согласованность принятия.
| Коэффициент приемки | Риск ручной сварки | Роботизированное управление сваркой | Доказательства, которые нужно запросить |
|---|---|---|---|
| Устойчивость к фитингу | Сварщик настраивается по ощущениям | Данные крепления плюс отслеживание шва | Карта пробелов по совместной семье |
| Угол факела | Изменения переключения передач и усталость влияют на угол | Запрограммированный путь руки робота | Контрольный лист TCP |
| Ввод тепла | Скорость движения может дрейфовать | Параметры сварки в замке | Журнал записи и запуска WPS |
| Управление сварочным бассейном | Отлично подходит для ремонта и нечетного доступа | Повторяющееся движение на известных суставах | Макротест или запись первой статьи |
| Экранирующий газ | Ошибки потока могут остаться незамеченными | Проверки ячеек могут проверить поток | Журнал газовых потоков |
| Расходные материалы | Совет износа изменения стикаут | Процедура замены развертки и наконечников | Интервал обслуживания |
| Искажение | Порядок сдачи зависит от привычки | Запрограммированная последовательность сварки | План последовательности и ограничительная записка |
| След инспекции | Бумажные заметки могут быть неполными | Журнал роботов связывает сварку с программой | Идентификатор сварного шва и экспорт параметров |
| Пакетное повторение | Навык применяется по одному сварному шву за раз | Один и тот же путь повторяется по частям | Проверка первой и десятой частей |
Робот не делает хороший сварной шов автоматически, На практике робот делает процесс сварки более легким для повторения после того, как приспособление, программа, точка центра горелки, источник питания, подача проволоки, и WPS находятся под контролем.
Почему ручные конструкционные сварные швы не принимают первый проход

Ручная сварка пропускает прием первого прохода по многим причинам, которые не являются признаками плохого сварщика. большие детали конструкции перемещаются. края пластины различаются. Открытия копа, подложка, зазор корня, окалина мельницы, качество липкости и доступ - все это влияет на сварочную ванну. Квалифицированные сварщики могут компенсировать, но компенсация меняется от человека к человеку и от смены к смене.
К распространенным драйверам отбраковки относятся сварные швы меньшего размера, подрез, отсутствие сплавления, пористость, шлаковые включения, дуговые удары, чрезмерная выпуклость и искажения, которые вытягивают члена из толерантности. Более глубокую таксономию дефектов см. в руководствах Чжоусяна дефекты сварки, проверка сварного шва, и сварные испытания.
- Вариант установки: открытие корня и несоответствие деталей могут вывести квалифицированный пакет процедур сварки за пределы практического окна.
- Дрейф тепловой мощности: скорость движения вручную меняет профиль борта, проникновение и искажение.
- Ограничения доступа: тяжелые балки и коробчатые колонны создают неудобные углы факела, что увеличивает риск дефектов.
- Расходный вариант: износ контактного наконечника, сопротивление вкладыша и проблемы с подачей проволоки меняют стабильность дуги.
- Задержка обратной связи при проверке: если дефекты обнаружены через несколько часов, та же ошибка уже может повториться во многих сварных швах.
Для разового ремонта или ограниченных полевых соединений ручная сварка остается подходящим инструментом. Для повторяющихся сварных швов балки с усилителем, колонны, полотна, фланца и кронштейна изменение с большей вероятностью будет технологическим отходом, чем полезной гибкостью.
Как роботизированные сварочные системы повышают повторяемость
Конструктивный стальной робот повышает скорость принятия, превращая скрытые ручные регулировки в управляемые входы. Сильные примеры начинаются до движения руки робота: семейства суставов группируются, приспособления определяют местонахождение заготовки, диапазоны WPS блокируются, а обратная связь при проверке подключается к изменениям программы.
Чжоусян роботизированная сварка конструкционной стали в рабочем процессе используется безучебный подход 3D-видения для балок, коробчатых колонн, ферм и деталей мостов. Сопутствующие продукты, такие как интеллектуальная система сварки стальных конструкций и наземная железнодорожная станция сварочных роботов предназначены для больших повторяющихся стальных элементов, а не для небольших деталей скамейки.
| Функция робота | Эффект скорости принятия | Вопрос покупателя |
|---|---|---|
| Лазерное слежение за швами | Находит изменения положения сустава до или во время роботизированной сварки | Какой диапазон совместных разрывов он может исправить? |
| 3D-сканирование | Сокращает ручное обучение на переменных стальных элементах | Может ли он читать мои семейства лучей и столбцов? |
| Блокировка параметров | Удерживает ток, напряжение, скорость движения и подачу провода внутри установленного окна | Как обрабатывается одобрение изменений WPS? |
| Порядок обслуживания факела | Защищает TCP, газовое покрытие и устойчивость дуги | Каков интервал проверки контактного наконечника и сопла? |
| Прослеживаемость программы | Подключает каждый сварной шов к программе, оператору и истории параметров | Можно ли экспортировать записи по идентификатору сварного шва? |
Точные примечания: Типы роботизированной сварки для пилотов приемки

Не каждый сварочный робот принадлежит в одном и том же пилоте приемки первого прохода. для конструкционной стали обычной отправной точкой является роботизированная дуговая сварка в защищенной роботизированной сварочной ячейке, поскольку робот может контролировать скорость движения, длину дуги, подачу проволоки и сварочную горелку через повторяющиеся соединения. Роботизированная сварка использует программируемое движение; значение возникает из-за того, что одно сварное соединение ведет себя как следующее сварное соединение.
Другие виды роботизированной сварки все еще могут иметь значение. цех может сравнить сварку MIG, сварку TIG, лазерную сварку, плазменную сварку, точечную сварку и контактную точечную сварку во время раннего планирования процесса. детали из нержавеющей стали, элементы из углеродистой стали и приспособления из сплавов не реагируют одинаково на нагрев, защитный газ и ограничения. Вот почему термические искажения, выбор металла наполнителя и проверки целостности сварного шва должны быть привязаны к производственным требованиям, прежде чем будет приобретена роботизированная система.
| Опция процесса | Где подходит | Осторожность по скорости принятия |
|---|---|---|
| Роботизированная дуговая сварка | Повторные угловые и канавочные сварные швы на элементах конструкции | Требуется контроль приспособления перед началом многопроходной сварки |
| Роботизированная роботизированная сварка TIG или TIG | Точная работа, при которой тщательно проверяются теплозатраты и профиль борта | Более низкая скорость может скрыть потери при обращении |
| Совместные роботы и кобот-сварка | Меньшие ячейки, меньший вылет и более простые сварочные установки | Ручное изменение нагрузки все еще может привести к дефектам |
| Точечные сварочные роботы | Лист, кронштейны и повторяющиеся сборки | Логика приемки отличается от контроля структурного сварного шва |
| Лазерная или плазменная сварка | Специальная геометрия, тонкие профили или изготовление металла с высоким контролем | Требуется отдельная квалификация и проверка датчиков |
Ручную сварку нельзя снять с каждой работы, а нехватка квалифицированных сварщиков не меняет правила проверки. Человеческие сварщики по-прежнему привносят сварочный опыт в ремонт, проверку отделки и обратную связь с первой статьей. О роботизированной автоматизации, роботизированной руке или автоматизированной сварочной камере следует судить по тому, улучшает ли она результаты однопроходного и однократного сварного шва в соответствии с кодовым путем Американского общества сварщиков, используемым на работе.
Для пилотов 2026 года попросите интегратора показать программы сварки, записи роботизированного пути, заметки моделирования, данные датчиков и предположения о цифровых двойниках рядом с записью проверки сварного шва. Роботизированные сварочные системы лучше всего справляются с повторной работой, когда запись о приемке доказывает, что машина, приспособление и сварочная дуга остались внутри одного и того же квалифицированного окна.
Практическое руководство по техническому обслуживанию роботов-сварочных изделий поддерживает этот вид системы: обратное выгорание, износ наконечника контакта, проблемы развертки, потери TCP, плохое заземление, ошибки установки расходных материалов и проблемы с траекторией - все это может повлиять на согласованность сварного шва. Движение робота помогает только после того, как процесс станет измеримым.
Инженерная записка
Робот не должен продаваться в качестве замены квалификационной работы. попросите выравнивание WPS, первая статья сварные испытания, планирование удаления дыма, проверка приспособлений, TCP-проверки горелок и письменный план дефектов, обнаруженных во время пилотного проекта.
Что проверяют инспекторы в рабочих процессах AWS D1.1 и неразрушающего контроля

Инспекторы не принимают сварной шов, потому что он был сделан роботом Они принимают его, потому что он соответствует требуемым размерам, профилю, местоположению, и ограничениям на разрыв согласно коду проекта и плану проверки, Именно поэтому записи о приемке первого прохождения должны находиться рядом с WPS, идентификацией сварщика или оператора, деталями нагрева материала, когда это необходимо, и отчетом о неразрушающем воздействии.
Что считается приемом первого прохода при проверке сварного шва?
Подсчитываются только сварные швы, прошедшие указанные проверки перед ремонтом. ASNT перечисляет распространенные методы неразрушающего контроля включая визуальный контроль, рентгенографический контроль, ультразвуковой контроль, магнитно-частичный контроль, пенетрантный контроль и вихретоковый контроль. Это страница визуального тестирования отмечает, что VT ориентирован на поверхность; проблемы с недрами требуют таких методов, как UT или RT.
Для конструкционной стали визуальный осмотр часто является первым фильтром. Он улавливает размер, контур, подрез, кратер, дуговой удар, перекрытие и очевидные проблемы с разрывом поверхности. UT или RT могут потребоваться для более глубоких проверок целостности сварного шва, в зависимости от типа соединения и правил проекта.
- Идентификатор сварного шва и местоположение участника
- Применимый код или спецификация проекта
- Номер WPS и его пересмотр
- Программа робота или идентификатор сварщика
- Метод проверки и критерии приемки
- Код дефекта в случае отклонения
- Действие по ремонту и результат повторного тестирования
Этот рекордный набор дает производителю полезный базовый уровень приемки. Без этого магазин обсуждает только анекдоты.
Переработка математики: превращение нормы приемки в стоимость тонны

Принятие сварного шва первого прохождения становится убедительным, когда оно преобразуется в часы. Переработка - это не только время дуги ремонта. Она также включает в себя проверку дефектов, шлифование или выкалывание, сварку ремонта, время охлаждения, планирование проверки, повторное тестирование, оформление документов и потенциальную задержку краски или сборки.
Избегаемые часы работы: количество сварных швов x снижение скорости отбраковки x среднее количество часов ремонта на один отбракованный сварной шов.
| Пилотный ввод | Ручная базовая линия | Робот-мишень |
|---|---|---|
| Сварные швы проверяются в месяц | 1,000 | 1,000 |
| Приемка первого прохода | 82% | 98.5% |
| Отбракованные сварные швы | 180 | 15 |
| Время ремонта по 0,75 часа каждый | 135 | 11.25 |
| Ежемесячные часы избегаются | – | 123.75 |
В этом примере в качестве сценария, а не гарантии используются проектные показатели Чжоусяна 82% и 98.5%. Количество часов ремонта может быть ниже для сварных швов с коротким галтелем или выше для толстых элементов, которые требуют выкалывания, предварительного нагрева, контролируемого охлаждения и повторного тестирования.
Чтобы смоделировать собственный магазин, начните с магазина Чжоусяна сварочный робот ROI калькулятор, затем замените общие трудовые предположения на свои записи об отбракованной сварке. Скорость приема наиболее полезна, когда она привязана к тоннам отгруженных грузов, часам ремонта и задержке очереди проверки.
Когда ручная сварка все еще находится в процессе
Решения по автоматизации терпят неудачу, когда покупатель рассматривает ручную сварку как проблему, которую нужно устранить, а не возможность правильно разместить. Квалифицированные сварщики могут видеть проблемы с доступом, корректировать нечетные зазоры, устранять небольшие дефекты и выполнять работу на месте, где сварочная ячейка непрактична.
Роботизированная сварка лучше всего подходит, когда...
- Семейства соединений повторяются поперек балок, колонн, ферм или рам.
- Крепления могут удерживать заготовки по известной базовой схеме.
- Записи проверок показывают повторяющиеся дефекты по типу сустава.
- Время цикла и часы доработки влияют на даты доставки.
- Журналы роботов помогут качественным командам отслеживать каждый сварной шов.
Ручная сварка остается ценной, когда...
- Детали мало повторяются или меняются каждую смену.
- Доступ к полю блокирует фиксированную сварочную систему.
- Сварка TIG или небольшие ремонтные работы требуют тщательного человеческого суждения.
- Вариация комплектации слишком высока для бюджета оборудования.
- Безопасная загрузка ячеек нецелесообразна для заготовки.
Используйте смешанный процесс: повторяющиеся структурные сварные швы переходят в роботизированную сварку, в то время как ручные сварщики сосредотачиваются на коррекции посадки, ремонте, обратной связи с приспособлением, нестандартной работе и задачах с высоким суждением. Эта модель укомплектования персоналом также защищает инвестиции в робота, поскольку опытные сварщики знают, когда программа маскирует проблему с приспособлением или материалом.
Как запустить честный пилот с первым проходом

Справедливый пилот начинает с базовых записей. если поставщик получает только чертежи, предложение может быть сосредоточено на охвате, полезной нагрузке, длине рельса и цене, при этом пропуская причину принятия проекта. Отправьте данные об инспекциях и дефектах вместе с чертежами, чтобы пилот мог определить реальную стоимость.
Какие данные должен отправить производитель, прежде чем запрашивать предложение робота?
| Поле пилотов | Почему это важно |
|---|---|
| 1. Часть семейства и годовое количество | Показывает потенциал повторения. |
| 2. Марка стали и диапазон толщины | Frames WPS and heat input limits. |
| 3. Joint types by weld length | Separates high-volume welds from edge cases. |
| 4. Current first-pass acceptance rate | Sets the baseline. |
| 5. Defect Pareto by joint family | Tells the robot integrator what to fix first. |
| 6. Repair hours per defect type | Turns quality into cost. |
| 7. Inspection method and code | Prevents vague acceptance claims. |
| 8. Fixture photos and datum notes | Shows whether the part can repeat. |
| 9. Fit-up tolerance samples | Tests laser seam tracking requirements. |
| 10. Current cycle times | Separates weld time from handling time. |
| 11. Floor layout and crane access | Affects cell layout and material flow. |
| 12. Acceptance target and payback rule | Keeps the pilot tied to business value. |
Zhouxiang can review this worksheet against beam, box-column, bridge, and heavy-frame welding requirements. Useful pilots should return not only cycle time, but also weld acceptance evidence, defect causes, fixture notes, and the changes needed before production launch.
Приемочные пилотные измерительные ленты для конструкционной стали

A fair pilot needs measurement bands before anyone chooses manual welding, robotic welding, or a mixed route. These bands are not universal acceptance limits. They are logging targets that help a welding engineer decide whether the robot, fixture, WPS, inspection plan, or part-prep process should change first.
Use the table below as a decision aid during a 2-week or 4-week acceptance pilot. If the shop cannot collect a field, keep the pilot open and fix the measurement gap before signing off on production requirements. That discipline prevents a strong-looking acceptance rate from hiding a weak process window.
| Pilot measurement | Logging band | Decision rule |
|---|---|---|
| Joint gap spread | 0 mm, 1 mm, 2 mm, 3 mm, and 5 mm samples | If most rejects sit above 3 mm, choose fixture correction before robot speed work. |
| Fillet leg sample | 6 mm, 8 mm, 10 mm, and 12 mm nominal welds | If size scatter is high, choose a tighter WPS window and operator check sheet. |
| Torch TCP drift | 0.5 mm, 1 mm, and 2 mm check points | If drift exceeds 1 mm after service, choose a shorter torch-check interval. |
| Part location repeat | 1 mm, 2 mm, and 4 mm fixture repeat readings | If the workpiece moves more than 2 mm, choose datum changes before program changes. |
| First-piece inspection | 100% VT for first 10 parts | If defects repeat on part 2 or part 3, stop the pilot and correct the cause. |
| NDT sampling change | 10%, 25%, 50%, or 100% inspection lots | If UT or RT rejects cluster by joint family, choose that joint family for rework analysis. |
| Repair-rate trigger | 2%, 5%, 8%, and 10% reject bands | If a cell stays above 5%, choose root-cause review before capacity claims. |
| Preheat record | 50°C, 100°C, and 150°C checkpoints when the WPS requires heat control | If heat control is missed, choose procedure discipline over motion tuning. |
| Distortion review | 2 mm, 5 mm, 8 mm, and 10 mm post-weld readings | If distortion moves above 5 mm, choose sequence changes before adding more weld passes. |
| Acceptance target | 90%, 95%, 97%, and 99% first-pass bands | If the target is 97% or higher, choose a traceable approval route for every program edit. |
These bands give buyers a way to choose the next action. A manual cell with a 95% first-pass result and 1 mm fit-up scatter may not need immediate robotic automation. A repeated beam family at 82% first-pass acceptance, 5 mm gap scatter, and 8% repair rate is a stronger candidate for a robotic welding system, fixture redesign, and tighter WPS governance. A robotic system that cannot hold a 2 mm location window should not be accepted as production-ready just because cycle time looks attractive.
Standards still govern the final decision. AWS D1.1, ISO 3834, ASNT VT, ASNT UT, ASNT RT, WPS, PQR, NDT procedure, material traceability, and project-specific acceptance criteria all need to line up with the pilot data. When those records agree, the buyer can choose a production release with fewer assumptions and fewer repair surprises.
For export or bridge work, map the pilot records twice: first to the local project code, then to the customer’s contract language. A U.S. job may center on AWS D1.1, while a European structural package may also require ISO 3834 quality records and EN 1090 execution controls. If the buyer asks for ISO documentation, do not treat it as a paperwork add-on after welding. Put ISO 3834, EN 1090, WPS approval, PQR evidence, and AWS D1.1 acceptance language in the pilot checklist before the first production run. IFR robot-adoption data can justify the automation trend, but AWS D1.1 and ISO records still decide whether a weld is accepted.
Перспективы на 2026 год: прием сварных швов становится показателем прослеживаемости
Industrial robot demand is still growing. IFR reported 542,000 robot installations in 2024 and forecast 575,000 installations in 2025. That growth does not mean every structural steel shop needs the same cell. It does mean more buyers will expect digital proof of weld quality, not just an installed robot.
Near-term, the shift is from “Can a robot weld this joint?” to “Can the welding automation system prove this weld met the required window?” For structural steel, that proof may include program revision, welding parameters, operator action, inspection result, repair status, and retest outcome by weld ID.
- Build defect codes that match inspection reports.
- Record manual and robotic welding acceptance separately.
- Review robot logs with quality, not only production.
- Keep WPS changes traceable to approved revisions.
- Use pilot data to choose the next workpiece family.
If a shop already uses Tekla models, CNC cutting, and digital inspection records, robotic welding can become part of a traceable fabrication system instead of a stand-alone machine. Acceptance-rate gains are strongest when drawings, fit-up, welding, inspection, and repair feedback all describe the same weld.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Что такое хорошая скорость приема сварного шва при первом проходе?
Хорошие показатели зависят от кода, типа соединения, метода проверки и толщины материала. для пилота-робота сравните с вашим собственным базовым уровнем, а не с общим эталоном. например, переход от 82% к 98.5% имеет смысл, когда оба числа используют одно и то же правило проверки и совокупность сварных швов.
Роботизированная сварка всегда лучше ручной сварки для скорости приемки?
Нет. Роботизированная сварка помогает при повторении семейств деталей, приспособлениях, удерживающих работу, и контролируемых параметрах. Ручная сварка может быть лучше для ремонта в полевых условиях, работы с очень низким повторением и соединений с ограниченным доступом.
Что приводит к тому, что сварные швы не проходят проверку при первом проходе
Общие причины включают подрез, отсутствие плавления, пористость, включение шлака, неправильный размер сварного шва, плохой профиль, удары дуги, избыточные искажения и пропущенные элементы управления WPS.
Как отслеживание швов влияет на приемку сварного шва?
Лазерное отслеживание швов может помочь роботу определить местонахождение соединения при изменении посадки. Это не лекарство от плохого оборудования, больших зазоров или отсутствия технологической квалификации.
Разрешает ли AWS D1.1 роботизированную сварку?
AWS D1.1 касается требований к сварной конструкционной стали. Квалификация по-прежнему имеет значение: процесс должен соответствовать применимой процедуре, правилам проверки и приемки для работы.
Что мне следует измерить перед покупкой робота для сварки конструкционной стали?
Измерьте коэффициент приемки первого прохода, типы дефектов, часы ремонта, длину сварного шва по семейству соединений, допуск на посадку, метод проверки, состояние приспособления и текущее время цикла.
Следующий шаг: сравните базовый уровень сварки с ячейкой робота из конструкционной стали
If first-pass acceptance is already tracked in your shop, Zhouxiang can review representative drawings, defect codes, inspection records, and fixture photos against its structural steel welding robot workflow.
Ссылки
- AWS D1.1/D1.1M:2025 Structural Welding Code-Steel
- ISO 3834-1:2021 quality requirements for fusion welding
- ASNT nondestructive testing methods
- ASNT visual testing overview
- IFR World Robotics 2025 release
- Bernard and Tregaskiss: common failures in robotic welding
- Zhouxiang guide to welding procedure specification


