
Свяжитесь с Чжоусяном
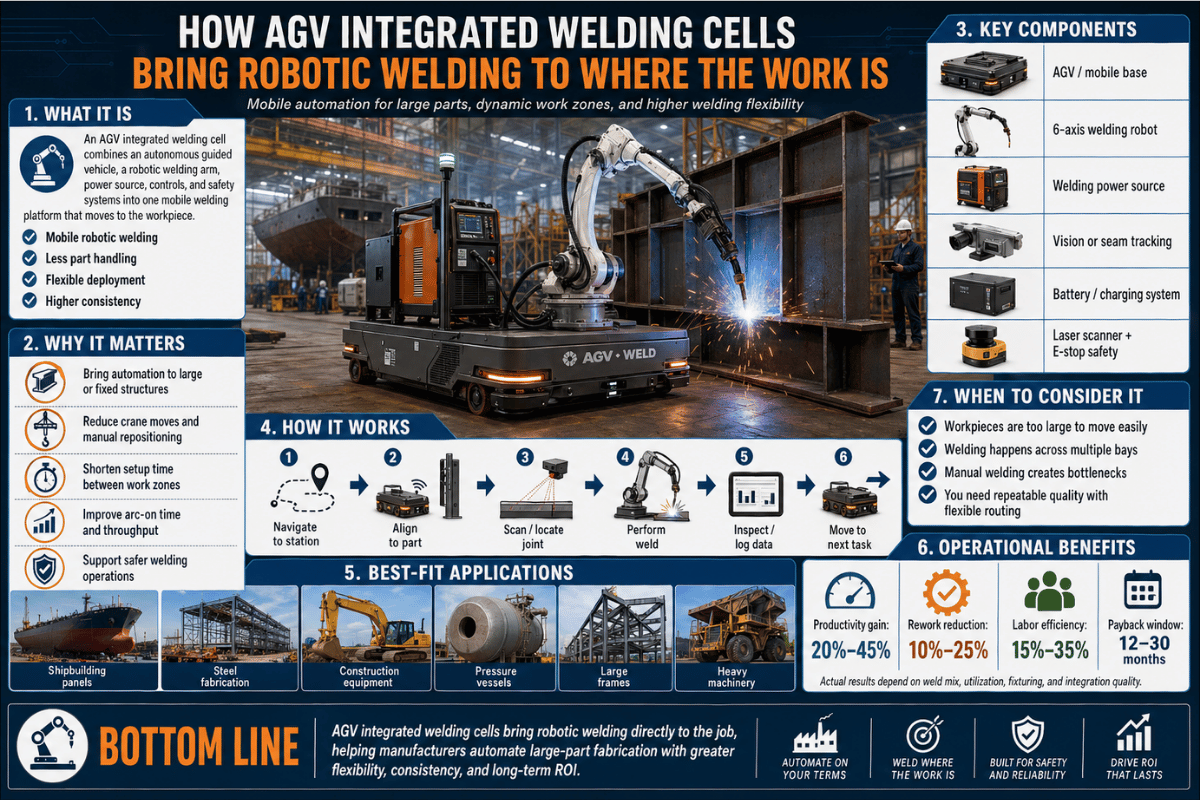
Как интегрированные сварочные элементы AGV переносят роботизированную сварку туда, где находится работа
Ан Встроенная сварочная ячейка AGV является полной роботизированной сварочной системой, установленной на автоматизированном управляемом транспортном средстве, поэтому робот переворачивается к заготовке вместо того, чтобы ждать, пока вилочный погрузчик принесет деталь в фиксированную клетку.Это руководство проходит через то, что это такое, как оно функционирует, когда оно превосходно и когда оно не превосходит, чего это стоит, и как завод-установка одного с использованием инженерных данных из 2025-2026 развертываний и проверенных источников отрасли.
Быстрые характеристики — типичная сварка AGV
| Тип привода | Колесные (бетонные полы)/ Гусеничные (грубые поверхности) |
| Скорость путешествия | 1.0 (диск) 3,0 км/ч под нагрузкой |
| Вес системы (полная настройка) | 2,000 кг — 3 000 кг |
| Рука робота | 6-осевая повторяемость ±0,05 мм |
| Точность обзора камеры | 0,1 мм (лаборатория) /0,2 — 0,3 мм (производство с дуговой вспышкой) |
| Питание | ~50 кВА, 380В/50Гц 3-фазный |
| Сварки процессов | MIG/MAG (наиболее распространенный), TIG, SAW, гибрид волоконного лазера |
| Диапазон капитальных затрат | $80K — $250K+ в зависимости от полезной нагрузки и зрения |
| Типичное окно окупаемости | 12 (24 месяца) (3 (5× ручная пропускная способность) (32 × ручная пропускная способность) |
Что такое интегрированный сварочный элемент AGV?
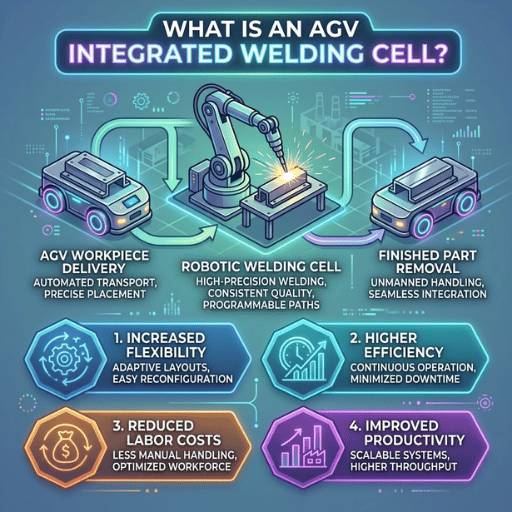
Интегрированная сварочная ячейка AGV - это роботизированная сварочная ячейка, основанием которой является автоматизированное управляемое транспортное средство (AGV) — самоуправляемая тележка, которая переносит робота, источник питания, устройство подачи проволоки и систему обзора к заготовке, затем сварки на месте Обычные автоматизированные сварочные ячейки фиксируют робота в клетке и требуют, чтобы деталь поднималась, отталкивалась и перемещалась в клетку.Ячейки AGV переворачивают эту логику: ячейка переходит в деталь.
AGV выдерживает заранее определенную дорожку с использованием магнитной ленты, QR-маркеров, лазерной триангуляции или гибридной системы наведения, управляемой на уровне безопасности по стандарту ISO 3691-4 (промышленные грузовики без водителя). На стороне сварки ячейка обычно несет 6-осевой шарнирный рычаг, источник питания MIG/MAG 350-500 А и линейно-лазерную или 3D-стереокамеру, которая находит соединение в парковочных местах. Безопасность роботизированной системы контролируется только что опубликованной ИСО 10218-1:2025, при этом безопасность интеграции оставлена на усмотрение ISO 10218-2.
Ячейки AGV находятся в более крупной промышленности роботизированных сварочных элементов, которую, по оценкам исследований и рынков, оценивают $4,22 миллиарда в 2026 году и, по прогнозам, вырастет до $6,08 миллиарда к 2030 году при годовой скорости роста 9,5%. клетки AGV являются самым быстрорастущим подмножеством, поскольку они ослабляют наиболее распространенное ограничение фиксированных клеток: подвижность заготовки.
Эта технология имеет общее семейство с AGV для обработки материалов, используемыми на автомобильных сборочных линиях и на складских перевозках, но вариант сварки добавляет сверху робота, источник питания и датчик отслеживания швов. Там, где обычные системы обработки перемещают поддоны между станциями, AGV для настройки сварки переносит производственную ячейку на деталь (практично), когда деталь слишком велика или тяжела для вилочного погрузчика или конвейерной линии и полезна при масштабировании производительности без расширения пола. Программно-определяемые пути также минимизируют стоимость изменения маршрута при смене планировки магазина.
Что такое интеграция AGV?
Интеграция AGV - это процесс подключения части AGV сварочной ячейки к остальной производственной среде ♪ источник сварочного питания, позиционер или вращатель, сканеры безопасности, инфраструктура наведения на уровне пола и завод PLC или MES. Хорошо сделано, это означает, что оператор загружает задание, AGV перемещается к следующей заготовке, робот сваривает, тележка автоматически заряжается между циклами, а руководитель видит весь парк на одной приборной панели. Сделано плохо, робот прекрасно сваривается на тележке, которая застревает на разложенном бетонном компенсаторе и не имеет возможности предупредить линию.
Как работает сварочный элемент AGV? — Анатомия системы
Сварочная ячейка AGV управляет 5 подсистемами Механические элементы просты; поток информации по набору - это место, где происходит большинство задержек интеграции.
1. База АГВ
Уровень мобильности. привод колес или гусениц, с датчиками для управления направлением, сканером для безопасности, аккумуляторами & интерфейс заряда. скорость 1.0-3.0 км/ч согласно приводу.
Уровень мобильности. привод колес или гусениц, с датчиками для управления направлением, сканером для безопасности, аккумуляторами & интерфейс заряда. скорость 1.0-3.0 км/ч согласно приводу.
2. Рука робота с 6 осями
Шарнирный манипулятор, на котором удерживается сварочная горелка Известен своей повторяемостью (примерно 0,05 мм) и вылетом (около 1,4 м до 2,0 м от основания).Как только тележка паркуется, 6-осевой рычаг выполняет реальный путь сварки.
Шарнирный манипулятор, на котором удерживается сварочная горелка Известен своей повторяемостью (примерно 0,05 мм) и вылетом (около 1,4 м до 2,0 м от основания).Как только тележка паркуется, 6-осевой рычаг выполняет реальный путь сварки.
3. Источник сварочного питания
Конструкционная сталь обычно представляет собой инвертор 350-500 A MIG/MAG с гибридными головками, установленными взаимозаменяемо, TIG, подводной дугой и волоконной лазерной сваркой в качестве модульных вариантов “swap-in”. Пиковая мощность вытяжки составляет 30-50 кВА.
Конструкционная сталь обычно представляет собой инвертор 350-500 A MIG/MAG с гибридными головками, установленными взаимозаменяемо, TIG, подводной дугой и волоконной лазерной сваркой в качестве модульных вариантов “swap-in”. Пиковая мощность вытяжки составляет 30-50 кВА.
4. Видение и отслеживание пласта
Линейно-лазерная или 3D камера сканирует соединение, определяет фактическое положение шва и генерирует соответствующие поправки к пути робота клетки. важно, поскольку заготовка редко находится в пределах 0,05 мм от того места, где она запрограммирована.
Линейно-лазерная или 3D камера сканирует соединение, определяет фактическое положение шва и генерирует соответствующие поправки к пути робота клетки. важно, поскольку заготовка редко находится в пределах 0,05 мм от того места, где она запрограммирована.
5. Уровень безопасности и коммуникаций
лазерные сканеры на 360° и цепочки электронных остановок, а также линия полевой шины (Modbus TCP, EtherNet/IP или PROFINET) к заводской ПЛК. Обязательно согласно ISO 10218-2.
лазерные сканеры на 360° и цепочки электронных остановок, а также линия полевой шины (Modbus TCP, EtherNet/IP или PROFINET) к заводской ПЛК. Обязательно согласно ISO 10218-2.
Повседневный цикл сварки короткий:
- Присвоение позиции — оператор загружает или выбирает программу сварки; система сопоставляет заготовку с картой макета.
- Навигация — целевой AGV перемещается к активным сканерам обнаружения препятствий на протяжении всего пробега.
- Выравнивание (если установлено) после парковки датчик обзора находит соединение и корректирует допуск на позиционирование детали; позиционер (если установлен) наклоняет деталь.
- Сваривайте и перемещайте (6-осевой рычаг следует за швом, тележка движется вперед для длинных швов, а аккумулятор автоматически заряжается во время холостого окна.
📐 Инженерное примечание — разрыв в реальности 0,1 мм
Системы зрения точны до 0,1 мм при ~500 мм противостояния в лаборатории в идеальных, контролируемых условиях освещения. в рабочем магазине вспышка, сварочный дым и охлаждающая жидкость туман закручивается в линзеэффективная точность в производственных ячейках ближе к 0,2-0,3 мм. Это все еще достаточно для одного прохода MIG на конструкционной стали (допуск канавок 3 мм), но не для многопроходного TIG на стенке 0,81,5 мм нержавеющей или аэрокосмических швов, без дополнительной очистки линз и фильтрации изображений.
Установите размеры сварного шва на фигуру рабочего цеха, а не на лабораторную фигуру.
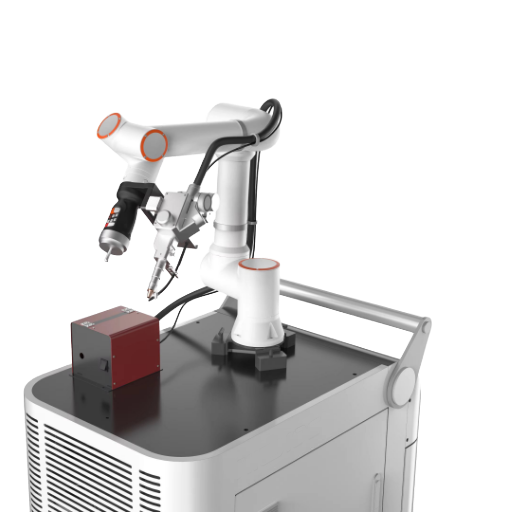
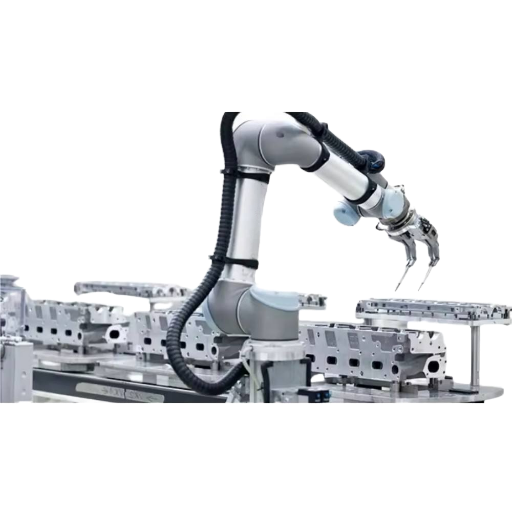
В качестве производственного образца того, как эти подсистемы имеют тенденцию упаковываться, взгляните на подсистемы Чжоусяна Линия продуктов мобильных сварочных роботов AGV, который поставляется с 6-осевым рычагом CRP2010A, источником Aotal NBC500RP Plus 500 A MIG/MAG, видением TracerStudio и интегрированным пакетом сканеров безопасности.
AGV против фиксированной соты против кобота против Gantry — структура принятия решений
Безусловно, наиболее распространенной ошибкой при закупках является покупка неправильного формата. Ячейки AGV не лучше фиксированных ячеек; они просто правильный ответ для конкретной формы задачи. Ниже приводится сравнение "голова к голове" в виде матрицы оценок, которую вы можете применить в своем магазине.
| Размерность | АГВ Селл | Фиксированная ячейка | Кобот | Портальный/Консольный |
|---|---|---|---|---|
| Заготовку можно перемещать? | Нет (клетка движется) | Да (подъем в клетку) | Да (небольшие части) | Длинные части под козловой рельс |
| Гибкость макета | Высокий re-route в программном обеспечении | Низкая anchored клетка | Средний relocate по вилочному погрузчику | Низкий фиксированный пролет рельса |
| Типичное время цикла | Медленнее (транзит + сварка) | Самый быстрый (чистый сварной шов) | Медленно (ограничения скорости безопасности) | Быстро на длинных швах |
| Первоначальные капитальные затраты (типичные) | $80K — $250K+ | $120K — $300K+ | $40K — $120K4T40K | $200K — $800K+ |
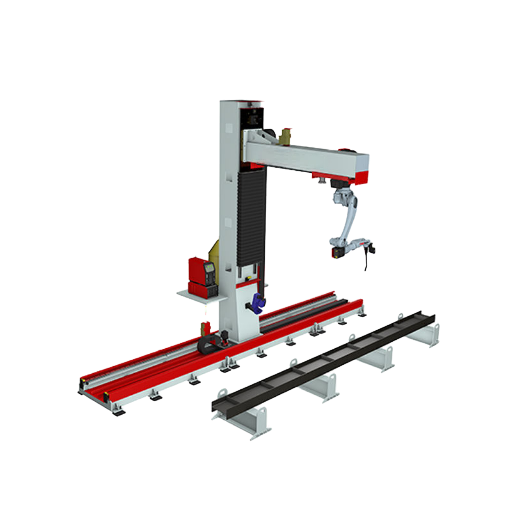
| Лучший подгон | Крупные, недвижимые заготовки; многостанционные цеха | Детали от малого до среднего, большой объем, одиночный SKU | Рабочие цеха, малообъемные, смешанные детали | Длинные балки, колонны, швы корпуса |
Оценка соответствия AGV (6-мерная рубрика принятия решений)
Забейте каждое измерение от 0 до 2 в сравнении с вашей операцией. Общий балл находится между 0 и 12.
- ①
Мобильность заготовок (0 — up) (мобильность заготовок 2) (0 (0 (0)) (мобильность заготовок 2) 1: не может быть экономически перемещено (12 м корпусных панелей, 18 м конструктивных балок). 1: подвижно, но медленно. 0: легко крепится в клетку. - ②
Волатильность макета (0 — (0) (волатильность макета 2) 1: смены в годовом исчислении. 0: стабильный однолинейный процесс. - ③
Многостанционное покрытие (02) 100 500 м²: станции, разбросанные по >500 м². 1: 100 500 м². 0: одиночная скамья. сварка. - ④
Готовность поверхности пола (0 (2) 2: залитый бетон с гладкими компенсаторами. 1: смешанные поверхности. 0: грубый или наружный (в пользу гусеничного варианта или фиксированной ячейки). - ⑤
Наличие навыков оператора (02) 1: плотный рынок. 0: полный стол квалифицированных сварщиков. - ⑥
Цель пропускной способности (цель пропускной способности (002)) 2: нужен 35×токовый вывод без расширения пола. 1: нужен 1.5い2×. 0: сегодняшняя пропускная способность в порядке.
Чтение партитуры
- 8 — 8 → AGV - правильный формат. Преимущества мобильности и гибкого расположения будут доминировать в немного более медленном цикле "транзит плюс сварка".
- 5 — → рассмотреть гибрид. Соедините ячейку AGV для неподвижных частей с фиксированной ячейкой или одностанционная роботизированная сварочная камера для остальных.
- 0-4 → использовать фиксированный формат. Портал, консоль или а сварочный кобот, а не полноценная промышленная ячейка даст лучшее время цикла и меньшие капитальные затраты.
Простая версия этой логики подсчета очков из 4 вопросов живет в Селектор мобильных сварочных роботов AGV если вы хотите получить быструю оценку собственного магазина.
Где выигрывают сварочные клетки AGV (а где нет)
Правда: ячейки AGV подходят для небольшого набора форм задач и плохо подходят для другого небольшого набора. Оба набора имеют значение для закупок.
✔ Где выигрывают клетки AGV
-
- Судостроительные панели корпуса и палубы Документированные развертывания верфи Zhouxiang в среднем ~14 панелей в смену на 12 м двухдонных панелях с расширенным доступом буровые установки (Rigs) rigversus manual 6.
- Конструкционные стальные балки и колонны. Производители цехов, обрабатывающие более 80 уникальных конфигураций балок в неделю, обнаруживают, что изменения компоновки программного обеспечения приводят к переключениям менее чем на 3 минуты.
- Обхватные сварные швы трубопроводов в полевых условиях. агрегаты класса IP65 с активным терморегулированием выполняют кольцевые сварные швы в условиях наружного воздуха с высокой температурой окружающей среды, где рабочие циклы ручного сварщика разрушаются. Прирост производительности по сравнению с ручным зависит от температуры окружающей среды и геометрии соединения, но зазор, управляемый вручную по сравнению с автоматическим швом, увеличивается с нагревом.
- Тяжелый фаб для OEM-контрактов.OEM-контракты уровня 1 все чаще требуют телеметрии на сварку и прослеживаемости жизненного цикла; документированные развертывания Zhouxiang на конструкционных узлах из высокопрочной стали Q690D (включая производство экскаватора-стрелы Янцзы) фиксируют показатели дефектов вблизи 0.3% (далеко ниже типичных контрольных показателей ручной сварки).
7 Где ячейки AGV - неправильный ответ
- Небольшие повторяющиеся части на одной линии. Фиксируется лучше время цикла с меньшими частями, если установка может быть сделана одноподъемной и вместе. обзор роботизированная сварка для мелких деталей большого объема для этого профиля нагрузки.
- Климатически чувствительные чистые помещения или аэрокосмические фабрики. Бюджеты чистоты, контроль FOD и требования класса ISO 14644 для очистки от твердых частиц в полу ударили по колесному движению со свободным грузовым транспортом. Портальный или стационарный ящик - правильный инструмент.
- В существующих магазинах с узкой гибкостью проходов Радиусы поворота AGV - реальность, в магазинах, где проходы для вилочных погрузчиков уже являются более приспособленными, тележка просто не повернет. дополнительный снос пола для перекраски линий проходов часто стоит дороже, чем сама ячейка.
Для более дорогих вариантов использования ознакомьтесь с Zhouxiang's решения судостроительных сварочных роботов и конструкционные стальные роботизированные сварочные решения, которые развертывают ячейки AGV для самых больших частей, а для остальных - конфигурации грунтовых рельсов или консолей.
Стоимость и рентабельность инвестиций: сколько на самом деле стоит сварочный аппарат AGV?
Капитальные затраты зависят от полезной нагрузки, сложности видения и объема интеграции. Три уровня охватывают большинство сценариев закупок.
| Ярус | Диапазон | Лучший для | Типичная окупаемость |
|---|---|---|---|
| $ Стандартный | $80K — $150K | Крытые бетонные цеха; только МИГ/МАГ; магнитное наведение | 12 — 18 месяцев |
| $$ Тяжелый/Лазерный | $150K — $250K | Усиленная платформа, гибрид волоконного лазера, лазерное/SLAM-наведение | 18 — 24 месяца |
| $$$ Пользовательские OEM | $250K+ | Полная пользовательская геометрия, многопроцессное программное обеспечение для управления автопарком | 24 — 36 месяцев (в зависимости от объема) |
Часть калькулятора, специфичная для стоимости рабочей силы, является причиной того, что большинство финансовых директоров смотрят по-разному: пер прогнозы рабочей силы одобрены Американским обществом сварщиков, США нуждается в дополнительных 320,500 профессионалов сварки к 2029 году, с примерно 80,000 открытий ежегодно в период с 2025 по 2029 гг. на плотных рынках разница между двумя неделями простоя ожидания замены сварщика и 180-секундной сменой ячейки решает, будет ли линия продолжать работать. заранее запрограммированные параметры “matrix” позволяют одному оператору контролировать несколько ячеек, в то время как сварщик с боковой линией по-прежнему производит лом и переработку на любой станции, на которую они попадают.
Философия возврата инвестиций имеет три ключевых фактора: избегание затрат на рабочую силу, снижение количества лома и доработки и восстановление мощности. Встроенный телеметрический слой регистрирует каждый параметр сварного шва, поэтому оператор может проверять дефекты, а не размышлять об их причине, с интуитивно понятным интерфейсом обучения и подвески, позволяющим одному техническому специалисту контролировать несколько ячеек. Ячейки с модульным зрением и головками с источником питания подходят для модернизации. Путь обновления (начинается с MIG/MAG), добавляется в лазерную сварку позже (далее), не приобретая новую корзину.
📐 Инженерное примечание — Рабочая формула рентабельности инвестиций
Годовая экономия ≈ (Сварщики заменили × загруженную зарплату × мультипликатор пропускной способности) ≈ (1 оператор × загруженная зарплата + амортизация ячейки + обслуживание + расходные материалы дельта)
Где: загруженная зарплата применяет коэффициент ~30% выгоды-и накладные расходы поверх базы; мультипликатор пропускной способности приводится как 3-5 для работы цикла MIG/MAG; расходные материалы дельта незначительны, но не должны быть упущены из виду в приложениях большого объема. большинство покупателей клеток B2B AGV реализуют ROI в течение двух лет.
12 — 24 мо
Документированный диапазон окупаемости
3–5×
Пропускная способность против ручного
~90%
Снижение дефектности
Более глубокое разложение затрат см. в разделе Чжоусяна разбивка стоимости роботизированных сварочных элементов; чтобы подключить к формуле свою собственную норму рабочей силы и уровень ячейки Оценщик рентабельности инвестиций, специфичный для AGV выводит показатель окупаемости менее чем за минуту.
Запросите индивидуальную цену сотовой связи AGV →
Дорожная карта интеграции: как добавить ячейку AGV на свою производственную линию

Часть AGV редко бывает проблематичной. Интеграция со стороны завода является точкой разрыва. Отчеты об извлеченных уроках отрасли и патологоанатомические обзоры вышедших из строя установок AGV указывают на один и тот же пятиэтапный план и те же три скрытые опасности.
Контрольный список пятиэтапной интеграции
- ✔
Обследование территории и сканирование пола. Составьте карту каждого бетонного компенсатора, сливного канала, монтажного перехода, маршрута вилочного погрузчика и кабельного лотка. Недооценка этого шага является наиболее распространенной причиной проскальзывания развертывания AGV. - ✔
сопоставление интерфейсов ПЛК. Решите, какая полевая шина передает трафик от соты к линии uct Modbus TCP, EtherNet/IP или PROFINET (IP) и документируйте каждый сигнал: запрос задания, запрос на достижение позиции, завершение сварки, неисправность, электронную остановку. - ✔
Синхронизация приспособлений и позиционеров. Если заготовка находится на питаемом позиционере или вращателе, ячейка AGV должна определять время движения. Робот не запускает сварной шов до тех пор, пока позиционер не сообщит “in tolerance.” - ✔
Планирование зоны безопасности. Определите защитное расстояние разделения как для движущегося AGV, так и для сварочной дуги. Соблюдайте ISO 10218-2 для безопасности интеграции; соблюдать Подчасть Q OSHA (Сварка, резка и пайка) для опасностей, связанных со сваркой. - ✔
Обучение операторов и тестирование теневого периода. Запустите ячейку в теневом режиме (запрограммированном, но не несущем для производства) хотя бы на одну смену перед полной передачей обслуживания. фиксируйте каждую неисправность, каждую ошибку, каждый прерванный цикл.
19-КРАТНОЕ Важно — Три риска, которые больше всего покупают, мисс
- Точность съемки пола. дельта высоты 5 мм в компенсаторе невидима на плане этажа и контрольно-пропускном пункте для колесного AGV. В полевых отчетах о запуске AGV в эксплуатацию обычно указывается, что неполные обследования пола являются наиболее цитируемой причиной устранения неполадок после установки.
- Дрейф сложности процесса. раскладки перемещаются. появляются новые приспособления. производители недооценивают сложность развертывания AGV и обнаруживают пробел только тогда, когда тележка не может адаптироваться к ежеквартальному изменению раскладки.
- Протокол аккумулятора и зарядки. ремонт AGV часто связан с пренебрежением уровнем воды в аккумуляторе и медленным износом колес, что снижает точность автоматической навигации. Установите протокол технического обслуживания в контрольные списки смены экипажа с первого дня.
Более глубокий взгляд на сторону интеграции пространственной планировки см принципы проектирования компоновки сварочных ячеек и шире автоматизированные сварочные системы руководство покупателя.
Перспективы отрасли на 2026 год: куда направляются сварочные элементы AGV
Три сигнала будут формировать следующие 24 месяца сегмента сварочных ячеек AGV. Каждый из них упоминается в официальной публикации, а не у поставщика.
Размер рынка — более широкая категория
Исследования и рынки цен на рынке автоматизированных сварочных элементов по адресу $3.84 B (2025) → $4.22 B (2026) → $6.08 B (2030), а 9.5% совокупный годовой темп роста благодаря инвестициям в умные заводы, внедрению сварки на основе искусственного интеллекта и динамике нехватки рабочей силы. Прогноз IFR World Robotics 2025 подтверждает среду добычи: В 2024 году по всему миру было установлено 542 000 промышленных роботов, второй по величине год за всю историю наблюдений.
Сигнал 1 — адаптивная сварка с поддержкой искусственного интеллекта переходит от фазы испытаний к нормативной практике. Непрерывный мониторинг качества сварного шва и регулировка на основе образца технологических факторов при помощи телеметрии мониторинга сварного шва станут явным отличием при разработке продукта в 2026 году: ячейка воспринимает, принимает решения и инициирует регулировку в пределах одного и того же прохода сварного шва.
Сигнал 2 — подключенные парки заменяют одинокие ячейки. блоки закупок развиваются от “купить одну ячейку до ”купить парк, управлять с помощью одной приборной панели.“ Fleetscoordinated на уровне ячейки (кто заряжается, когда; управление потоками трафика; диспетчеризация на работу) begin, чтобы быть конкурентным преимуществом.Переход на одну корзину из одного устройства смягчает задачу с одной точкой отказа, которая замедляет развертывание одной единицы. более выгодной возможностью как для покупателей, так и для интеграторов является пакет программного обеспечения для управления парком, в комплекте с аппаратным обеспечением.
Сигнал 3 — цифровые близнецы обязательны перед развертыванием. Моделирование ячейки до того, как она попадет в магазин, путь к AGV, конверт для достижения робота, зона безопасности перекрывается с человеческими дорожками (прогулки). Закрывает самый большой риск интеграции с трудом фиксируемой интеграцией. К концу 2026 года ожидайте, что это будет по умолчанию для заказов на поставку на сумму более $200 К.
“Настоящее изменение в 2026 году - от кусков изолированных роботизированных ячеек к интеллектуальным, подключенным системам Производители, которые рассматривают свой сварочный пол как флотский пар, чем беспорядок разбросанных роботовfeed it the data AI welding individes on.”
outse Synthesized отраслевой аналитик, опираясь на отчет Pemamek о трендах, формирующих автоматизацию сварки за 2026 год, и прогноз мониторинга сварки Xiris на 2026 год
Одно правило для мониторинга: ISO 10218-1:2025 заменяет издание 2011 года, существующее уже несколько десятилетий. Интеграторы с документацией и оценками опасностей на основе языка 2011 года обнаружат, что им необходимо обновить соответствующим образом. Запросите пакет соответствия 10218-1:2025 у вашего поставщика, прежде чем приступить к заказу, срок действия которого запланирован на 2026 год.
Поговорите с инженерией о своем проекте →
Часто задаваемые вопросы
Вопрос: Сколько стоят роботы AGV?
Посмотреть Ответ
Ячейка AGV сварочного назначения обычно располагается в трех диапазонах: $80K ($80K) $150K для стандартной колесной ячейки MIG/MAG, $150K (K$250K) для конфигурации с тяжелой полезной нагрузкой или лазерно-гибридной конфигурацией и $250K и выше для полностью пользовательских OEM-сборок с управлением автопарком. капитальная цифра составляет лишь половину истории; экономия заработной платы на сварщиках с нагрузкой избегала плюс снижение перезаработки большую часть окупаемости.
Вопрос: В чем разница между AGV, AMR и AGC?
Посмотреть Ответ
AGV (автоматизированный управляемый автомобиль) следует по определенному пути (магнитная лента, QR-коды или лазерная триангуляция).AMR (автономный мобильный робот) динамически перемещается с помощью SLAM- и 3D-камер, перенаправляя маршрут в реальном времени вокруг людей и препятствий. AGC (автоматизированная направляемая тележка) - это более простое и недорогое подмножество AGV, обычно без встроенного интеллекта за пределами слежения за линией. Для сварочных ячеек AGV является, безусловно, наиболее распространенным, поскольку сварка допускает предсказуемые пути и выигрывает от повторяемости процесса.
Вопрос: Сколько вообще стоит сварочная ячейка?
Посмотреть Ответ
Во всех форматах сварочные ячейки работают примерно от $40K для небольшой установки кобота до $800K+ для большой портальной системы с несколькими роботами. Фиксированные промышленные ячейки обычно располагаются на уровне $120K$300K. Ячейки AGV попадают в среднюю полосу ($80K$250K).Ценовые шкалы с полезной нагрузкой, сложностью процесса сварки, сложностью зрения и объемом интеграции.
Вопрос: Может ли сварочная ячейка AGV обрабатывать большие заготовки?
Посмотреть Ответ
Да — это основной вариант использования. Приводы ячеек AGV к заготовке, поэтому размер детали ограничен пространством пола и оболочкой сварного шва, а не размером клетки приспособления. Документированные развертывания включают 12 м панелей корпуса с двойным дном на верфях и 18 м структурных балок на полах изготовления. Для заготовок, длиннее, чем оболочка робота, две скоординированные ячейки или трансляционная рука расширяют покрытие.
Вопрос: Какие процессы сварки поддерживают элементы AGV?
Посмотреть Ответ
МИГ и МАГ являются наиболее распространенными, потому что рабочий цикл, скорость осаждения, и расходная линия подачи все подходят AGV операции. ТИГ поддерживается и используется для тонкостенных нержавеющих или прецизионных аэрокосмических швов, но пропускная способность ниже. сварка под флюсом (SAW) появляется в тяжелой изготовлении. волоконно-лазерные гибридные конфигурации существуют для тонколистовых и высокоскоростных приложений. выбор обусловлен толщиной металла, скоростью осаждения, и окончательным классом проверки сварного шва.
Вопрос: заменяют ли AGV сварщиков?
Посмотреть Ответ
Не так, как следует из заголовка. AGV ячейки изменяют форму сварочной работы в сторону оператора, программиста и обеспечения качества роли, а не устраняют связанную со сваркой численность персонала. прогнозы Американского общества сварщиков показывают, что 320 500 новых специалистов по сварке будут необходимы в США к 2029 году даже с быстрой автоматизацией принятия (спрос предъявляется к квалифицированным операторам, которые могут запускать ячейки, интерпретировать данные о качестве и вмешиваться в крайние случаи. Ячейки обрабатывают повторяющийся объем; люди обрабатывают разнообразие, переработку и квалификацию.
Отзыв отдела исследований и разработок Zhouxiang
Отзыв Чжоусяна Сварочный Робот Подразделение НИОКР (R & D) 33 года автоматизации промышленной сварки, портфель из более чем 200 патентов (включая более 50 патентов на изобретения), и сварочные элементы, развернутые в более чем 60 странах Написано Ли Вэем, Старшим инженером по автоматизации (CWI/AWS Член), с 18 лет в системах автоматизации сварки.
Об этом анализе
Диапазоны затрат и окна рентабельности инвестиций в этом руководстве AGV по интегрированным сварочным камерам основаны на документированных развертываниях верфи Zhouxiang, конструкционной стали, трубопроводов и тяжелых конструкций, сверенных с прогнозом автоматизированных сварочных ячеек Research and Markets на 2026 год (9.5% CAGR), цифрами установки IFR World Robotics 2025 и прогнозами рабочей силы сварщиков США, одобренными AWS. Оценка соответствия AGV оригинальна для этой статьи и отражает то, как интеграторы Zhouxiang оценивают AGV в сравнении с компромиссами фиксированных ячеек в реальных закупочных операциях.
Ссылки и источники
- ISO 10218-1:2025 ♪ Робототехника: Требования безопасности (Часть 1: Промышленные роботы) Международная организация по стандартизации
- ISO 10218-2 ♪ Требования безопасности для промышленных роботов: Интеграция Международная организация по стандартизации
- OSHA 29 CFR 1910 Подчасть Q — сварка, резка и пайка – У.С. Управление по охране труда
- Прогнозы рабочей силы по сварке в США (320 500 новых специалистов, необходимых к 2029 году) одобрено Американское общество сварщиков (AWS); данные взяты из базы знаний Lightcast
- World Robotics 2025 Отчет い 542 000 промышленных роботов, установленных в 2024 году международная федерация робототехники
- Отчет о рынке автоматизированных сварочных аппаратов за 2026 год ♪ $4.22B → $6.08B, 9.5% CAGR – Исследования и рынки
- Тенденции Формирование автоматизации сварки в 2026 году анализ Пэмэк
Связанные статьи
- Как выбрать сварочный робот — Руководство по выбору
- Роботизированная сварка по сравнению с ручной сваркой — стоимость, качество и скорость
- Расчет ROI роботизированной сварки — формула — формула и реальные числа
- Робот-станция для сварки наземной железной дороги — Как это работает и выбор
- 15 лучших производителей сварочных роботов (Roundup) 2026 года в отрасли
- Сварочный кобот против промышленного робота — выбор правильного формата


