
Свяжитесь с Чжоусяном

Дизайн компоновки роботизированных сварочных ячеек: лучшие практики
Плохо спроектированные роботизированные компоновки сварочных ячеек стоят строительным производителям десятки тысяч долларов на переработку, потерянное время производства и инциденты безопасности, которые никогда не должны были произойти. относительно мало решений о покупке, которые вы принимаете до того, как сталь будет разрезана или робот будет прикреплен болтами к полу магазина, делают разницу между ячейкой, которая надежно работает в режиме безотказной работы 90%, и ячейкой, которая хромает в точке 60%. Это руководство проходит через ключевые соображения, досягаемость робота, приспособление, моделирование последовательности сварных швов, безопасность и капитальное оборудование, стоимость которого для предварительно спроектированных и пользовательских ячеек (так что вы можете сделать это правильно с первого раза).
Что входит в компоновку роботизированных сварочных аппаратов?
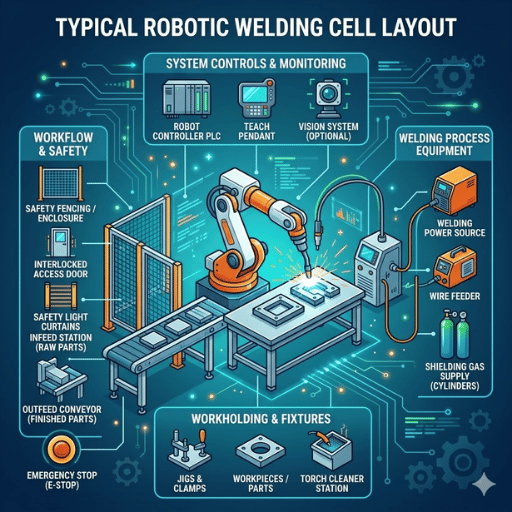
Компоновка роботизированной сварочной камеры представляет собой расположение роботов, позиционеров, приспособлений, датчиков, барьеров безопасности и путей перемещения материалов внутри четко определенного пространства пола, предназначенное для обеспечения последовательных сварных швов в заданное время цикла для машины и оператора, одновременно защищая всех людей от дуговой вспышки, воздействия дыма и перемещения роботизированного оборудования. Каждое решение о местоположении компонентов влияет на пропускную способность, технологические возможности и эксплуатационные расходы.
Правильное проектирование компоновки начинается с планирования рабочего процесса. вам следует составить подробную карту пути, который проходит каждый компонент, начиная с доставки сырья, через приспособление, сварку, охлаждение и разгрузку упаковки. если вы спроектируете роботизированную сварочную ячейку, которая требует от операторов пересекать рабочий диапазон машины для загрузки деталей, вы в конечном итоге увидите либо травму на рабочем месте, либо серьезно поврежденное производство.
Размещение компонентов должно следовать за рабочим процессом. каждая роботизированная сварочная система нуждается в роботе руки, расположенной так, чтобы вылет робота покрывал все сварные соединения без изменения положения. каждый позиционер находится внутри этой оболочки. крепления монтируются на позиционер. датчики, станции очистки сопел и устройства смены инструментов группируются на неоператорской стороне ячейки, где они остаются легко доступными для обслуживания, но вне рабочего пути.
Площадь пола определяется потоком материала. Зоны нагрузки и разгрузки должны быть смежными, когда это возможно, поскольку оператор должен иметь возможность сбросить готовую сборку, не переходя более чем на шаг или два, пока поднимает новую необработанную сборку.
Зоны безопасности составляют периметр роботизированной компоновки сварочных ячеек Световые шторы, физическое ограждение, блокировки, аварийные остановки определяют, где люди могут и не могут находиться во время работы робота Эти зоны должны придерживаться ANSI/RIA R15.06-2012, который регулирует интеграцию промышленных роботов системы в США (Стандарты робототехники OSHA).
Из более чем 1000 проектов автоматизации сварки, которые мы реализовали, хорошие решения по компоновке, принятые на начальном этапе проектирования, определяют почти 80% долгосрочной пропускной способности ячейки. перемещение позиционера после заливки бетона и прокладки трубопровода будет стоить 10X, что это будет стоить вам на бумаге.
Ключевые компоненты, необходимые каждому сварному элементу

Ваш роботизированный сварочный элемент эффективен только так же, как и его самый слабый элемент. каждый элемент оборудования движения материала должен быть размер, интегрирован, и выбран для работы с любым другим компонентом в ячейке. вот как определить, как выбрать каждый элемент для вашего производства-готовый сварочный робот клетка.
| Компонент | Функция | Критерии выбора |
|---|---|---|
| Роботизированная рука (6 осей) | Перемещает сварочную горелку по запрограммированным путям сварки | Достигайте 65000 мм, полезная нагрузка от нескольких кг до 1000+ кг в зависимости от применения (на одно) Данные IFR) |
| Сварочный Факел | Подаёт дугу и присадочный металл к сварному соединению | МИГ, ТИГ или лазер; возможность вращения на 360°; номинальная рабочая сила для объема производства |
| Позиционер | Вращает и наклоняет заготовку для плоской сварки | Поворотный стол или передняя бабка-задний бабок; сервопривод переменного тока; грузоподъемность (например, 1445 фунтов на сторону) |
| Фиксации | Удерживайте геометрию заготовки в пределах допуска при сварке | Допуск ±0,022″ для провода 0,045″ на провод Рекомендации Линкольн Электрик |
| Датчики | Отслеживайте положение шва и компенсируйте изменение детали | Лазерное отслеживание швов, сквозное дуговое зондирование или сенсорное зондирование в зависимости от типа соединения |
| Станция очистки форсунок | Удаляет скопление брызг из сопла горелки между циклами | Автоматическая развертка с распылителем; монтируйте в пределах досягаемости робота, но вдали от зоны оператора |
| Оборудование безопасности | Защищает операторов от дуги, дыма и движения роботов | Световые шторы, физическое ограждение, блокировки, электронные остановки согласно ANSI/RIA R15.06 |
В то время как промышленный робот является центральным элементом, но позиционер часто определяет, выполнит ли ячейка время цикла. что сервоприводной позиционер позволяет роботу сварного шва следовать запрограммированной траектории в плоском положении в каждом совместном месте. Быстрее всего, ориентация лучшего качества путем поворота заготовки вместо принуждения сварочных рычагов через опасные верхние и вертикальные положения.
Крепления заслуживают большего рассмотрения при проектировании, чем им дают большинство магазинов. крепление для роботизированной сварки требует более жестких допусков, чем ручная сварка. так как робот сварной шов запрограммирован следовать по пути, он не может адаптироваться на лету, как умелый сварщик. Lincoln Electric опубликованные спецификации требуют точности крепления в пределах 0.022″ при работе 0.045″ проволоки примерно в два раза меньше диаметра проволоки.
Всегда размер вашего позиционера для самой тяжелой детали плюс вес приспособления (подчеркивание) - самая распространенная ошибка в планировании сварных ячеек.
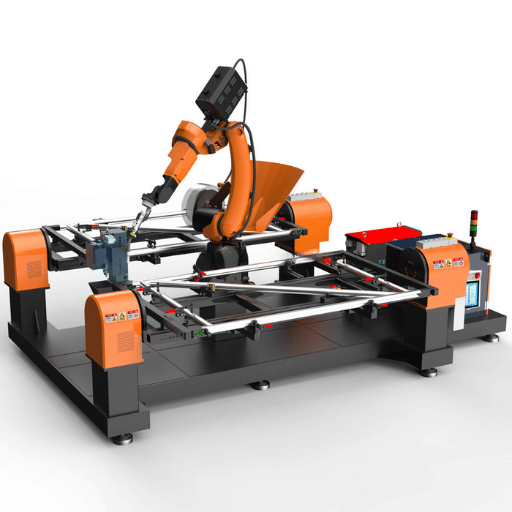
Если вы выбираете свою первую роботизированную сварочную камеру, одноробот сварочная рабочая станция благодаря встроенному позиционеру и защитному кожуху большинство стандартных приложений обрабатываются без усложнения компоновки нескольких роботов.
Как робот достигает и размер детали формирует ваш макет

Шестиосевые промышленные роботы, производимые для сварки, могут обрабатывать конверты для достижения от 650 мм для настольных блоков меньшего размера до более 3000 мм для больших конструктивных узлов (стандартный боты-гид). Размер свариваемой детали определяет, какого робота вы выберете, а эти размеры, в свою очередь, определяют каждое другое измерение в компоновке ячейки.
Выбор роботов следует одному правилу: размер его для наибольшей части Установка маленького робота на большую заготовку - это глупо: робот может достичь только некоторых сварных соединений без изменения положения базы. Репозиция добавляет время цикла, напольные анкеры и сложность программирования. Установка большого робота на маленькие детали совершенно глупа: более высокая инерция может фактически ухудшить качество сварки тонкоколейного материала, поскольку он перелетает на высоких скоростях.
Спроектируйте свою ячейку для самой тяжелой части. Бернард и Трегаскисс рекомендуют проклейку всей ячейкиполезная нагрузка позиционера, нагрузка зажима приспособления робота, полезная нагрузка зажима полезной нагрузки для самой большой и самой тяжелой заготовки в смеси. гораздо проще сварить небольшую деталь в приспособлении увеличенного размера, чем вдавить тяжелую деталь в меньшую ячейку. Проектирование сварочной ячейки вокруг самой большой заготовки предотвращает дорогостоящие модернизации, когда производство переходит на более тяжелые сборки.
В некоторых комбинациях размер и весовая емкость так же важны, как и вылет. Рука робота с вылетом всего 2000 мм, но полезной нагрузкой 6 кг не сможет нести тяжелый фонарь MIG и его проволочный питатель. вес фонаря, платье кабеля и все, что установлено спереди, - все это имеет значение для обозначения полезной нагрузки робота. Перейдите на сто граммов или три, и у вас возникнут неисправности сервопривода, отклонение пути и ранние отказы соединений, которые влияют на согласованность сварного шва на протяжении всего производственного цикла.
Сварка на краю огибающей вылета вызывает непостоянные углы факела, плохое качество сварки, ускоренный износ кабелей Всегда держите критические сварные соединения в пределах 85% от максимального вылета робота.
Планируя расположение ячейки вне, нарисуйте круг 85% на плане пола. каждое сварное соединение в каждой части вашего смеси должно оставаться в пределах этого круга. если вы свариваете край, и одно из этих соединений приземляется за его пределами, выберите робота большего размера или добавьте позиционер, чтобы приблизить заготовку.
Последовательность сварки и сокращение времени цикла посредством компоновки
Макет и последовательность сварки неразделимы. как робот сваривает каждое соединение, связано с балансом теплопривода, управлением искажениями, а также общим временем цикла (при этом физическая компоновка ячеек либо облегчает, либо борется с последовательностью сварки.
Твердые данные подтверждают это в проверенной конструкции. исследование, всплывшее на ResearchGate, обнаружило экономию времени цикла 12.7% за счет простого изменения порядка последовательности сварки на автомобильной роботизированной сварочной ячейке - двух роботах, сбритых на 68 секунд с 532-секундного цикла, доведя его до 464 секунд. Другой случай, обнаруженный в книге TOA-SE, сбрил время цикла 45% путем переключения с двухроботной компоновки ячеек на многостанционную компоновку шести роботов - даже с более высокой пропускной способностью, ячейка закончила быстрее:
Данные по сокращению времени цикла
- 12.7% сохранил время цикла - два робота сварных швов, идущих в новую последовательность [без аппаратных изменений], (ResearchGate автомобильный пример)
- эффективность -68 секунд, полученная на тех же деталях, в той же ячейке - когда ячейка из шести роботов была модернизирована до линии с несколькими станциями для улучшения компоновки. (пример TOA-SE)
- 45% сохранил обновление времени цикла до компоновки ячеек с шестью роботами для улучшения размещения станций. (пример TOA-SE)
Позиционеры с сервоприводом регулируют последовательность сварки путем вращения заготовки по индексу, в то время как робот выполняет большинство сварочных задач. ввод тепла более эффективен, искажения минимизированы, и каждое соединение укладывается ровно там, где осаждение может прогрессировать с быстрым зажимом с меньшим количеством дефектов. Процесс сварки проходит быстрее, когда сила тяжести помогает, а не борется с осаждением.
💡 Совет профессионалов
Позиционируйте зоны нагрузки и разгрузки так, чтобы оператор работал, пока робот сваривает. в ячейке с двумя станциями оператор загружает необработанную деталь на станцию А, в то время как робот сваривает станцию В. Когда робот заканчивает, позиционер индексирует, и робот запускает станцию А сразу нутр времени простоя робота. Этот параллельный рабочий процесс может удвоить эффективную пропускную способность по сравнению с ячейкой с одной станцией, где робот простаивает во время каждого цикла нагрузки.
Один роботизированная сварочная рабочая станция включение двухстанционного позиционера обеспечивает более мелкие цеха такой эффективностью параллельного рабочего процесса, не требуя конструкции с конвейерной подачей, разделенной защитным экраном:
Ключ: Правильное качество сварки в сочетании с быстрым временем цикла не является компромиссом. Компоновка, разработанная для обеспечения хорошей последовательности сварки, дает и то, и другое, а также прибыль от производительности с каждым сдвигом, который может выполнять линия:
Моделирование и автономное программирование перед созданием

Программное обеспечение автономного программирования позволяет инженерам программировать робота на виртуальной модели клетки до установки какого-либо физического оборудования. Согласно Визуальные компоненты, OLP может быть до 10x быстрее, чем обучение подвесному программированию — одно документированное время программирования на вырезке из регистра от 13 часов до менее 3 часов с использованием автономных программ.
Скорость, однако, не является основным драйвером в моделировании. расчет столкновения является. моделирование способно обнаружить помехи между зажимами горелки и приспособления и даже позиционером до того, как произойдут физические столкновения. программное обеспечение для моделирования может подтвердить, что робот может достичь всех сварных соединений в запрограммированной последовательности, прежде чем когда-либо захватить реальную деталь. Программное обеспечение может дополнительно подтвердить, что вращение позиционера не приводит части слишком агрессивно в базу робота или подвергает опасности слишком много ограничений на изгиб кабеля:
Проверки доступности во время раннего проектирования позволяют избежать самых дорогостоящих ошибок в компоновке формы. Когда моделирование показывает, что робот не может достичь сварного соединения под заданным углом позиционера, вы удаляетесь в свою компьютерную систему, чтобы перепрограммировать компоновку ячейки, возможно, переместив базу робота на 200 мм, изменив высоту позиционера или повернув приспособление, вы удалитесь на все эти затраты, моделируя все что угодно, и все они стоят тысячи долларов на оборудовании. Прежде чем приступить к закупкам оборудования, потратьте время на моделирование компоновки сварных ячеек в автономном программировании.
Испытание на помехи приспособлениям проводится параллельно с проверкой достижимости. моделирование импортирует модель САПР приспособления и проверяет, что точки зажима не блокируют доступ сварного шва к любому сварному соединению. если они это делают, конструкция приспособления пересматривается перед изготовлением. эта единственная проверка устраняет то, что мы считаем наиболее распространенным источником задержек в установке новых ячеек, из-за приспособлений, которые кажутся прекрасными на двухмерных чертежах, но вызывают всевозможные проблемы в трехмерном формате.
Уделите время моделированию компоновки сварочных ячеек перед резкой стали. инвестиции в моделирование $5,000 могут предотвратить переработку $50,000.
После того, как конструкция ячейки запрограммирована и проверена в моделировании, физическая сборка ячейки представляет собой просто сборку. Компьютеры управления роботами поставляются с функциональными программами, приспособления поступают калиброванными и готовыми к установке, а время ввода в эксплуатацию сокращается с недель до дней.
Предварительно спроектированные и изготовленные на заказ роботизированные сварочные элементы

Два варианта стоят перед любым клиентом, строящим роботизированный сварочный элемент. Вы можете купить стандартный пакет или разработать индивидуальную систему? Оба варианта удовлетворяют законные потребности клиентов, и оба могут привести к растрате, если они выбраны неправильно.
| Фактор | Предварительно спроектированный | Пользовательский |
|---|---|---|
| Стоимость | $50,0000 北TP4T150,000 | $150,0000 北TP4T250,000+ |
| Время выполнения | 4 ₽8 недель | 12 — 20 недель |
| Гибкость | Фиксированные конфигурации | Полностью адаптирован к заготовке и рабочему процессу |
| Лучший Для | Стандартные детали, большой объем | Сложные детали, уникальные рабочие процессы |
| Масштабируемость | Ограниченный | Возможна модульная экспансия |
Сварочные ячейки коботов стали решением этой дилеммы в отрасли Для установок начального уровня $25,000-$50,000 предлагает ячейку для сварки коботов в качестве альтернативы защитному ограждению и ограничениям площади помещения в ячейке промышленного робота Меньше и медленнее, чем промышленные роботы, коботы позволяют осуществлять роботизированную автоматизацию взаимозаменяемости в рабочей ячейке с минимальным перепрограммированием после установки вашего первоначального процесса.
Стандартные диапазоны размеров позиционера, которые соответствуют вашим средним размерам заготовки, в сочетании с менее чем пятью семействами деталей на одно задание, делают предварительно спроектированную ячейку лучшим выбором рентабельности инвестиций Система промышленной автоматизации отображается на вашей погрузочной платформе, проверенной и откалиброванной, готовой производить детали в течение нескольких дней. Более крупные и разнообразные заготовки в сочетании с конкретными потребностями в сварке и различными требованиями к обращению с материалами делают инвестиции в специальную роботизированную ячейку стоящими вашего времени.
Сравнение затрат поддерживает эти выборыНадежные данные от отраслевых партнеров сообщают о рентабельности инвестиций за 1-3 года по большинству роботизированных сварочных систем, с экономией затрат на материалы до 50% в высокообъемных сварочных приложениях. Использование, превышающее капитальные затраты, определяет общую окупаемость. Изготовленная на заказ ячейка $150 000, используемая в две смены, окупается быстрее, чем предварительно сконструированная ячейка $75 000 в одну смену при использовании 60%.
Будущее расширение хорошо обслуживается компоновкой сварочных ячеек поддерживает рост, когда планировочный инвестиционный зал оставляет по крайней мере на одной стороне ячейки для второго робота или другой позиционной станции. Умная компоновка кондуитгаза, мощности, данныхс запасными мощностями сегодня позволяет модернизировать для сварки в больших объемах в будущем без полного сноса и перестройки установки.
Если ваш магазин собирается ввести в эксплуатацию свой первый проект роботизированной сварки, изучите предварительно сконфигурированные сварочные ячейки, созданные для производства — это наиболее распространенные роботизированные приложения для стальной конструкции, работы с пластинами и общего изготовления, а также проверенные компоновки, готовые к отправке на сварку. Проектирование ячейки с предварительно проверенной робототехникой и расходными упаковками экономит месяцы первоначальной проектной работы.
Зоны безопасности и соответствие требованиям при проектировании сварных ячеек

ANSI/RIA R15.06-2012 - это стандарт, которому необходимо соответствовать для промышленной безопасности роботов в США. Это охватывает как производство, так и развертывание роботизированных систем, и это тот же стандарт, который ОША обращается к при осмотре роботизированных установок. OSHA не имеет правил набора инструментов, специфичных для роботов, но инспекторы и работодатели OSHA полагаются на ANSI/RIA R15.06 и общее положение об обязанностях, чтобы определить, безопасна ли компоновка роботизированных сварочных ячеек (Веб-магазин ANSI).
Вы требуете документально подтвержденной оценки риска, прежде чем заказывать единое защитное оборудование для любой роботизированной сварочной ячейки. Это должно выявить опасности (дуговой вспышки, выхлопных газов, точек защемления, плавающего брызг, движения робота) и назначить управление этими опасностями. без оценки риска ваше стремление к достижению результатов проекта рискует привести к упущениям в проектировании, которые подорвут безопасность завершенной установки. ANSI/RIA R15.06 Часть 2 предписывает это для каждой новой или измененной роботизированной установки, независимо от типа роботизированного применения или объема производства.
Эти лучшие практики - это проверки безопасности, которые вы проверите у нас, прежде чем подписываться на расположение ячеек:
- ✔
Выполните оценку риска согласно ANSI/RIA R15.06 Часть 2, документированную и подписанную квалифицированным интегратором - ✔
Физические меры предосторожности — ограждение по периметру, световая завеса на отверстиях для груза/разгрузки, блокировки дверей с блокировкой питания - ✔
Размещение аварийной остановки в пределах досягаемости от всех станций оператора и всех точек доступа ТО - ✔
Требования к вытяжке сварочного дыма, отвечающие требованиям AWS Z49.1 — локальный вытяжной канал на дуге, а не только вентиляция цеха общего назначения - ✔
положения для СИЗ — сварочные шлемы с автоматическим затемнением для ближайших рабочих, шторки-вспышки для защиты соседних рабочих мест - ✔
Защита от брызг для датчиков, кабелей и любых открытых соединений роботов — приводит к накоплению брызг датчиков и ускоренному износу кабелей - ✔
Регулярный график проверки расходных контактных наконечников, расширителей станций очистки сопел и газовых диффузоров - ✔
Процедуры блокировки/маркировки, размещенные на каждом вороте доступа для ввода технического обслуживания в рабочий конверт робота
Ячейки для сварки MIG и точечной сварки генерируют самые высокие объемы брызг среди всех типов сварочных процессов, и эти брызги попадают на все внутри корпуса. сварочные приспособления, линзы датчиков, пучки кабелей и поверхность позиционера - все это требует защиты. соединение для защиты от брызг на поверхностях приспособлений и регулярные циклы очистки сопел предотвращают постепенное наращивание, которое ухудшает качество сварных швов в течение нескольких недель производства.
Надлежащие методы обеспечения безопасности не являются центром затрат (они являются надбавкой за производительность.Использовать роботизированную сварочную ячейку, которая сводит к минимуму сомнения оператора и его производительность, тратит больше часов на смену, чем планировка, которая заставляет работников нервничать по поводу зоны нагрузки. избегание инцидентов и наличие хорошо организованных деталей потока и последовательности сварки сводит к минимуму время простоя и продлевает срок службы всей системы.
Часто задаваемые вопросы

Вопрос: Как расположение сварных ячеек сокращает время производства?
Посмотреть Ответ
Хорошо спланированные схемы расположения сварных ячеек сводят к минимуму время простоя робота, позиционируя станции нагрузки и разгрузки, где операторы могут работать параллельно циклу сварки, правильный порядок деталей и последовательность сварки уменьшают непроизводительное движение Исследования показали более 12% сокращения времени цикла в хорошо спланированных схемах.
Вопрос: Предварительно спроектированный или изготовленный на заказ роботизированный сварочный аппарат (который подойдет моему магазину?
Посмотреть Ответ
Предварительно спроектированные ячейки ($50K-$150K) могут быть эффективны для магазинов, производящих стандартные детали со средним и большим объемом, со сроками выполнения 4-8 недель. Пользовательские ячейки ($150K-$250K+) более подходят для магазинов с большими тяжелыми деталями, исключительными требованиями к потоку материала или которые планируют расти. прежде чем принимать какое-либо решение, рассмотрите свои семьи частей, цели пропускной способности и доступность пространства.
Вопрос: Можно ли расширить роботизированную сварочную ячейку после установки?
Посмотреть Ответ
Да, пока вы проектируете для роста Модульные ячейки с открытым пространством пола с одной или обеих сторон, универсальная мощность и данные, и резервная емкость веса (позиционеры) будут поддерживать дополнительных роботов или станции.Инвестировать в расположение гибкой планировки с самого начала на 10x дешевле, чем добавить его лет вниз по линии.
Вопрос: Какие стандарты безопасности применяются к роботизированным сварочным элементам?
Посмотреть Ответ
Основной стандарт промышленных роботов в США - ANSI/RIA R15.06-2012, охватывающий как проектирование роботов, так и системную интеграцию. OSHA не имеет стандарта, специфичного для робототехники, но применяет пункт об общих пошлинах и ссылается на ANSI/RIA R15.06. AWS Z49.1 касается требований к безопасности сварки, вентиляции и удалению дыма.
Вопрос: Сколько стоит роботизированная сварочная камера?
Посмотреть Ответ
Конфигурации коботов начального уровня начинаются с $25,000-$50,000. предварительно спроектированные ячейки, с одним роботом, позиционером и защитным корпусом, составляют от $50,000 до $150,000. полностью пользовательские ячейки, с несколькими роботами, интеллектуальными датчиками и интеграцией погрузочно-разгрузочных работ, составляют $250,000 и более. Большинство машин стоят 1-3 года, чтобы стать прибыльными за счет экономии труда и увеличения пропускной способности.
Вопрос: Нужно ли роботу достигать всех сварных соединений за одну установку?
Посмотреть Ответ
Не обязательно. позиционер автоматически вращает заготовку, чтобы представить различные сварные соединения в разных положениях, а многостанционные ячейки могут обрабатывать сварной шов робота одной частью, пока оператор загружает следующую. Но ваша компоновка может достичь всех соединений в требуемом диапазоне охвата только в том случае, если вы не измените положение основы, что увеличивает время цикла и сложность.
Запросите консультацию по индивидуальному макету соты →
Об этом руководстве по макетам
Это руководство основано на 30-летнем опыте Чжоусяна в проектировании и монтаже мастерских в области стальной конструкции, судостроения и тяжелого оборудования. Хотя конкретные рекомендации по компоновке будут различаться в зависимости от геометрии и объема вашей заготовки, мы видели аналогичные закономерности в более чем 1000 завершенных проектах автоматизации сварки. Мы рекомендуем использовать собственную оценку рисков и квалифицированного интегратора для принятия всех решений, связанных с безопасностью и соблюдением требований.
Ссылки и источники
- Стандарты робототехники OSHA – Департамент труда
- ANSI/RIA R15.06-2012 американский национальный институт стандартов
- Отчет IFR World Robotics 2025 международная федерация робототехники
- Крепление для роботизированной сварки ѕринц ћикр
- Как OLP повышает эффективность роботизированной сварки Визуальные компоненты
- Оптимизация времени цикла в сварочной камере робототехники – исследования
- Рабочий конверт для промышленных роботов – стандартный бот


