
Свяжитесь с Чжоусяном

Технология сварочного робота, отслеживающая лазерный шов, позволяет роботу следовать за реальным сварным соединением в режиме реального времени, корректируя положение горелки по мере ее движения вместо слепого прохождения заранее обученного пути. Эта единственная возможность - это разница между роботом, который сваривает идеальную деталь, и роботом, который укладывает бусину на три миллиметра от соединения, потому что пластина смещается под воздействием тепла. Это руководство объясняет, как работает технология, насколько она точна на самом деле, как она соотносится со сквозным дуговым и сенсорным зондированием, и когда это стоит затрат, с приведенными данными и системой принятия решений, которую конкуренты не учитывают.
Быстрые характеристики: отслеживание лазерных швов
| Принцип чувствительности | Лазерная триангуляция (профиль структурированного света) |
| Типичная точность отслеживания | ≈ ±0.10.3 мм (в зависимости от настройки) |
| Скорость отслеживания | До ~85 мм/с (≈200 дюймов/мин), часто быстрее, чем ход сварного шва |
| Контакт | Бесконтактный (оптический) |
| Заглядывающая дистанция | Датчик ведет дугу на ~10 — 40 мм |
| Лучшие суставы | Задница, филе, колени, V-образная канавка |
| Основные пределы | Светоотражающие/алюминиевые поверхности, брызги на оптике, нужна прямая видимость |
Значения являются типичными отраслевыми диапазонами и варьируются в зависимости от датчика, контроллера и сустава. Подтвердите цифры в соответствии с данными вашего поставщика для ваших деталей.
Что такое лазерное слежение за швами? (И как оно отличается от поиска швов)

Лазерное отслеживание шва - это метод измерения в реальном времени, который удерживает факел сварочного робота в центре сварного шва во время работы дуги. Лазер проецирует линию поперек соединения, камера считывает, как эта линия деформируется по геометрии соединения, и система непрерывно подает коррекцию положения роботу, чтобы путь сварного шва соответствовал той части, которая на самом деле находится перед ним, а не той части, которая была запрограммирована на прошлой неделе.
Люди путают это с поиск шва, но эти два слова не взаимозаменяемы, и использование неправильного слова с интегратором даст вам неправильную цитату. Технику иногда называют отслеживанием сварного шва, и она применима как к угловому сварному шву, так и к стыковому сварному шву или канавочному сварному шву.
В чем разница между поиском пласта и отслеживанием пласта?
Нахождение шва - это одноразовый этап определения местоположения перед ударом дуги: робот касается или сканирует деталь, чтобы найти, где начинается соединение, а затем сваривает исправленный, но фиксированный путь. Отслеживание шва - это непрерывная коррекция во время сварной шов, регулируя факел, как соединение блуждает от теплового искажения, вариации посадки или прихватки тянуть Короче: шов найти ответы “где начинается это соединение?”; шов отслеживание ответы “где соединение прямо сейчас, середине сварки?” Многие производственные ячейки используют оба, находка установить старт, затем отслеживание, чтобы удерживать линию.
Слежение за швом - один из нескольких подходов к зондированию в роботизированной сварке. распространенными семействами являются сенсорное/тактильное зондирование, отслеживание сквозного дугового шва, 2D-лазерное зрение и 3D-лазерное зрение. Остальная часть этого руководства фокусируется на ветви лазерного зрения, потому что именно туда движется большая часть работ по точной автоматизации, но приведенное ниже сравнение справедливо относится к каждому методу.
💡 Ключевой вынос
Шов поиск исправляет начало; шов отслеживание исправляет непрерывно через сварной шов Если ваши соединения движутся под жарой, найти один не спасет шарик.
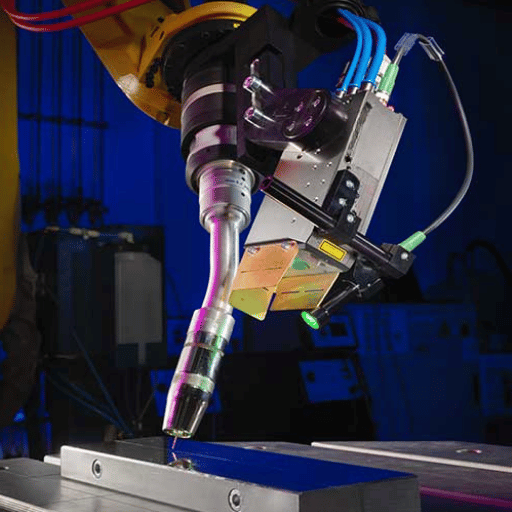
Как работает лазерное слежение за пластами: триангуляция и корректирующая петля

Система слежения за лазерным швом - это замкнутый контур с четырьмя ступенями, работающими много раз в секунду. Понимание контура - это самый быстрый способ предсказать, где система добьется успеха и где ей придется бороться.
Смысл → мера → смещение → правильный цикл
- Проект: лазерная линия (или несколько линий) проходит через соединение перед дугой.
- Мера: камера, установленная под фиксированным углом, видит изгиб линии над профилем сустава; триангуляция преобразует изгиб в трехмерное измерение положения и формы сустава.
- Экстракт: программное обеспечение находит функцию соединения, корень V-образной канавки, угол галтели, и вычисляет смещение между тем, где находится горелка, и тем, где на самом деле находится соединение.
- Правильно: смещение поступает на контроллер робота, который подталкивает факел в реальном времени Цикл непрерывно повторяется вниз по сварному шву.
Здесь имеет значение геометрия. потому что камера ведет дугу на дальность просмотра вперед (часто 10 — 40 мм), система немного измеряет соединение перед его сваркой, давая контроллеру время среагировать.Установите слишком короткое заглядывание и задержку коррекции; установите его слишком длинным и датчик считывает соединение, которое еще может сместиться до прибытия горелки.Поэтому лазерный датчик зрения настроен на определенное окно противостояния, а не установлен произвольно, и почему положение сканера относительно сварочной ванны является частью пусконаладочных работ.
Почему лазерная триангуляция, а не более простые методы, потому что это бесконтактный, быстрый, и высокоточный, три свойства академическая работа последовательно идентифицирует как ключи к отслеживанию в реальном времени в роботизированной сварке, согласно рецензируемым исследованиям на отслеживание швов лазерным зрением опубликовано в Национальной медицинской библиотеке. Отсутствие контакта означает отсутствие зонда, который можно было бы изнашивать или разрушать; скорость означает, что датчик не отстает от сварного шва; точность означает, что смещение заслуживает доверия. Ну и что? Это единственный основной метод, который измеряет полную форму соединения, а не только его наличие, что делает адаптивную сварку возможной после него.
Лазер против сквозной дуги и сенсорное зондирование: выбор метода
Одно предположение, которое стоит убить заранее: лазерное отслеживание не является автоматически правильным ответом. Сквозное и сенсорное зондирование владеют нишей, а хороший интегратор выбирает по совместному, материальному и бюджетному, а не по брошюре. Вот честное сравнение с конкретными различиями.
| Метод | Как это чувствует | Корректирует во время сварки? | Лучший подгон | Ограничение ключа |
|---|---|---|---|---|
| Сенсорный/тактильный | Проволока или горелка физически зондируют деталь, чтобы определить местонахождение соединения | Нет только предварительного обнаружения | Тяжелые, жесткие части; простые соединения | Добавляет ~3 — 5 s для каждого поиска; находит только начало, не может адаптироваться в середине сварки |
| Сквозная дуга (ВКУС) | Считывает сварочный ток при переплетении горелки через соединение | Да | Филе/канавка толстого сечения, многопроходная | Требуется ткачество + более толстый материал; нет данных о зазорах/форме |
| 2D лазерная линия | Одиночная лазерная полоса + триангуляция камеры | Да | Общая приклад/филе с умеренной точностью | Ограниченные данные профиля; брызги/светоотражающие чувствительные |
| 3D лазерное зрение | Структурированный светлый профиль, фиксирующий форму соединения + зазор | Да | Точный лазер/MIG, различные соединения, измерение зазора | Более высокая стоимость; светоотражающий/алюминий + брызги; нужна прямая видимость |
Отслеживание сквозного дугового шва заслуживает уважения. у него нет оптики, которая могла бы загрязниться брызгами, он не нуждается в четкой линии обзора и сравнительно дешев, именно поэтому он остается обычным явлением при тяжелых структурных работах. Как выразился один производитель, работающий на ячейке Линкольна/Фанука, их сквозная дуговая система “ может объяснить изменчивость соединения, может использовать систему камер в качестве варианта обновления. Его компромисс: TAST нуждается в переплетении и достаточной толщине материала, чтобы считывать значимые текущие изменения, и он ничего не говорит вам о ширине зазора или форме сустава.
✔ Преимущества отслеживания лазерных швов
- Непрерывная коррекция в реальном времени, субмиллиметровый класс
- Измеряет форму и зазор сустава, а не только положение
- Бесконтактный; нечего носить или разбиваться
- Достаточно быстро, чтобы превзойти типичные скорости хода сварного шва
- Работает на тонком материале, где TAST не может
ЕТ Ограничения на планирование
- Светоотражающие и алюминиевые поверхности рассеивают лазер
- Брызги и дым могут ослепить оптику
- Требуется прямая видимость перед дугой
- Более высокая стоимость оборудования и интеграции
- Требуется калибровка и контролируемое окно противостояния
Ярлык решения: какой метод по соединению и материалу
- Тонкий лист, разнообразные соединения, прецизионная MIG и лазерная сварка → 3D лазерное зрение
- Толстое многопроходное филе/канавка, тяжелое брызги → сквозная дуга (ВКУС)
- Тяжелые жесткие детали, повторяемая посадка, просто нужна начальная точка → сенсорное зондирование
- Магазин смесителей с хорошей отделкой и плотной повторяемостью → может, никакой (см. раздел ROI)
Точность и бюджет ошибок: что на самом деле обеспечивает отслеживание “Real-Time

Продавцы любят говорить “high precision.” Покупателям нужен номер и условия за ним. отслеживание лазерного шва обычно удерживает факел в пределах примерно ±0.10.3 мм от сустава в контролируемых условиях, но эта цифра является выходом бюджета ошибок, а не фиксированной спецификации, и обращение с ним как с фиксированным - это то, как магазины сжигаются.
Насколько точно отслеживание лазерного шва?
Точность зависит от полной цепочки: разрешение датчика, качество калибровки, устойчивость в противостоянии, поверхность детали, повторяемость робота и интерференционная среда вокруг дуги. Исследования по извлечению шва в реальном времени показывают, что дуговой свет и брызги являются критическими источниками помех для датчиков лазерного зрения, работающих вблизи дуги под напряжением, см. работу над извлечение шва в реальном времени с использованием лазерного зондирования зрения. Новые подходы сужают ошибку: исследование 2026 года объединило алгоритм адаптивного уточнения с лазерной триангуляцией с фиксированной геометрией точность датчика отслеживания швов выше. Итак, честный ответ: субмиллиметр реалистичен, но число, которое вы на самом деле получаете, является худшим звеном в вашей цепи.
📐 Инженерное примечание — Правило "Один-Третий"
Специфицируйте точность отслеживания вашего датчика не хуже примерно одной трети допустимого допуска сварного шва соединения. Если стыковое соединение допускает размещение борта ±0,6 мм, вы хотите, чтобы отслеживание удерживалось на уровне ≈±0,2 мм, чтобы датчик потреблял только треть бюджета, оставляя место для повторяемости робота и теплового дрейфа. Уложите ошибки: ошибка отслеживания + повторяемость робота + промах при креплении все равно должны вписываться в допуск на сварку. Если все трое вместе превысят его, большая точность датчика не спасет сварной шов; сначала необходимо изменить приспособление или конструкцию соединения.
“На длинных проездах по наземным железным дорогам мы рассматриваем точность отслеживания как один термин в бюджете ошибок, а не весь ответ. Наибольшие выгоды обычно дает стабилизирующее противостояние и приспособление, а не погоня за более плотным листом спецификации датчика.”
Интеграция лазерного слежения за пластами со сварочными роботами
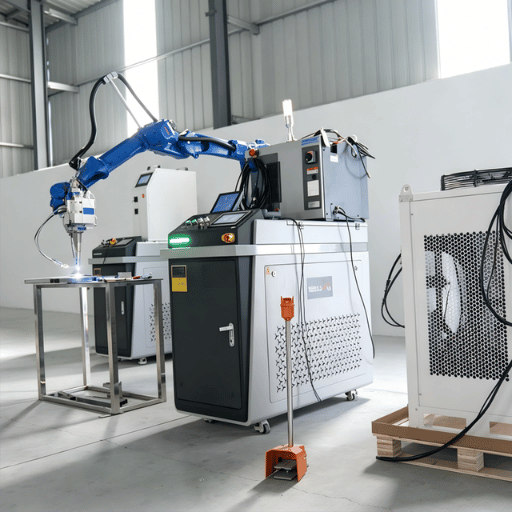
Датчик слежения за швом не является автономным гаджетом; это узел в системе. головка датчика измеряет соединение, контроллер превращает измерения в смещения, и контроллер робота применяет их к траектории сварки. Большинство основных экосистем поддерживают это: FANUC, Yaskawa Motoman, ABB, Lincoln Electric, Fronius и специализированные производители датчиков, такие как Servo-Robot, Scansonic и Meta Vision, предлагают отслеживание швов, которое связано с их платформами роботов или источников энергии. Важно то, что отслеживание осуществляется через интерфейс, насколько чисто головка датчика передает данные вашему контроллеру и как данные смещения отображаются на ваши параметры сварки.
Отслеживание также взаимодействует с программированием. если вы уже используете автономное программирование для сварочных роботов, отслеживание шва обрабатывает разрыв между смоделированным путем и реальной частью, программа приближает вас, и отслеживание поглощает отклонение. эти два дополняют друг друга, а не избыточны: офлайн-программирование устанавливает намерение, отслеживание исправляет реальность.
Где находится датчик зависит от машины Длинный конструктивный шов на a наземно-рельсовая сварочная роботизированная станция перемещает робота вдоль заготовки, поэтому датчик должен удерживать противостояние на метрах хода А рабочая станция робота для сварки порталов или а консольный сварочный робот достигает по-разному, что меняет линию прямой видимости и достижимый взгляд вперед. Интеграционная работа, калибровка, интерфейс контроллера и настройка движения также являются местом применения стандартов роботизированной дуговой сварки, таких как те, которые поддерживаются Американское сварочное общество (AWS), наряду со стандартами роботизированной сварки ISO, применяются к безопасности и процедурам.
Где лазерное слежение за швами окупается, а где нет

Отслеживание пласта зарабатывает себе на жизнь, когда совместный ход и вы не можете экономически остановить его от перемещения. Это указывает на четкий набор приложений: большой структурная сварка сборки, судостроение, сосуды под давлением, и любой длинный сварной шов, где тепловой искажения вытягивает соединение с обученного пути, большая, более горячая часть означает, что соединение блуждает больше, что означает лучшую окупаемость и лучшую точность позиционирования от отслеживания, Для этих работ, автоматизация сварки стальных конструкций при отслеживании сварного шва сварные швы, подверженные лому, превращаются в повторяемые, при этом адаптивное управление необходимо для поддержания качества сварного шва с длинными канавками.
Рассмотрим 12-метровый коробчатый луч, приклеенный при комнатной температуре. когда первая длинная галтель лежит, неуравновешенное тепло подает луч на несколько миллиметров по его длине, соединение на дальнем конце больше не там, где программа его покинула. не отслеживая, факел смещается из угла, и бусина не попадает в корень. с лазерным слежением датчик считывает движущееся соединение, и факел следует за носом, удерживая сварной шов в углу от конца до конца. Это сценарий, который продает отслеживание шва.
Сейчас конкуренты детали редко признают: иногда правильный ответ - это вообще не покупать отслеживание швов. В магазинах с высоким микшированием и малым объемом затрат стоимость - это не только аппаратное обеспечение, это время программирования и квалифицированный персонал. Сварочный интегратор публично утверждает, что добавление отслеживания швов может свести на нет цель простой автоматизации, и что хорошая конструкция приспособлений с повторяемыми приспособлениями часто превосходит дополнительную сложность. Они имеют смысл. Если ваша установка повторяема, а ваши детали малы, время цикла и инженерные затраты на зондирование, вспомните, что только поиск перед сваркой может добавить несколько секунд каждый, может стоить дороже, чем он возвращается.
Стоит ли отслеживание лазерных швов? Проверка сценария
| Ваша ситуация | Рекомендация |
| Крупные детали, длинные сварные швы, видимые тепловые искажения | Отслеживание сильной окупаемости |
| Переменную подгонку вверх по течению не починишь | Отслеживание защищает качество сварки |
| Большие объемы, повторяемые, хорошо закрепленные детали | Часто сначала пропускают — инвестируют в приспособления |
| Высокосмесительные, малообъемные, небольшие простые детали | Обычно превышают накладные расходы на программирование пропуска — скип |
Перед тем, как совершить, запустите цифры на своей части микс Быстро сварочный робот ROI калькулятор расскажет вам, окупится ли отслеживание быстрее, чем лучшее приспособление.
Почему отказы в отслеживании пласта: распространенные подводные камни

Когда лазерное отслеживание швов разочаровывает, это редко алгоритм, это физика цеха Знание режимов отказа позволяет спроектировать их до того, как они обойдутся вам в смену.
- ⚠Светоотражающие и алюминиевые поверхности рассеивайте лазерную линию, поэтому камера теряет функцию соединения. матовые детали отслеживают чисто; блестящие нуждаются в настройке угла, поляризации или другой длине волны.
- ⚠Брызги и дым покрыть оптику и заливать камеру дуговым светом, доминирующие помехи, выявленные в исследованиях лазерного зрения, Воздушные ножи, экранирование и дальность просмотра вперед - все это помогает.
- ⚠Клейкие сварные швы и предшествующие буртики может сбить с толку извлечение функций, заставив систему читать ложное соединение. Хорошее программное обеспечение их отвергает; дешевые системы - нет.
- ⚠Потерянная линия видимости на плотной геометрии датчик остается слепым, факел может дотянуться туда, где лазер не видит.
Работает ли отслеживание лазерных швов на алюминиевых и отражающих поверхностях?
Может, но это самый сложный случай Полированный алюминий и нержавеющая отражаются лазер зеркально вместо того, чтобы рассеивать его обратно на камеру, поэтому совместный сигнал выпадает Интеграторы справляются с этим с регулировкой угла датчика, узкополосной фильтрацией, а иногда и многострочными датчиками, которые дают алгоритму больше функций для фиксации. Планируйте дополнительное время ввода в эксплуатацию отражающего материала и проверяйте его на реальных деталях, а не на чистом купоне.
19-КРАТНОЕ Самое большое заблуждение: отслеживание - это не приспособление
Слежение за швом следует за швом — он не добавляет объем наполнителя. Если ваш зазор превышает предел преодоления зазора в вашем процессе, отслеживание будет добросовестно направлять факел через зазор, который он не может заполнить, и вы все равно получите отсутствие слияния или прожога. Отслеживание исправляет позиция; это не спасает плохую подгонку. За окном моста зазора вам нужен адаптивный контроль параметров или лучшая подготовка, а не просто лучший датчик. Ловить эти ошибки заранее - это также причина проверка сварного шва остается важным даже на отслеживаемых сварных швах, и почему понимание распространенные дефекты сварного шва помогает прочитать, что отслеживание может и не может предотвратить.
Перспективы отрасли: AI-адаптивная и бесфиксационная сварка (2025 — 2026)

Отслеживание пластов втягивается в более масштабный сдвиг в сторону адаптивной сварки на основе искусственного интеллекта. Начните с фона рынка, который представляет собой рост: более широкий рынок роботизированной сварки оценивался примерно в 6,54 миллиарда долларов США в 2025 году и, по прогнозам, достигнет примерно 12 миллиардов долларов США к 2030 году по совокупной годовой ставке около 9% за штуку Максимизировать исследования рынка. При этом спрос на зондирование сконцентрирован в тяжелых вертикалях лазерные трекеры швов для рынка автоматизации судостроения в 2025 году его стоимость оценивалась в 214,6 миллиона долларов США, и, по прогнозам, за десятилетие он резко увеличится.
Для покупателей сейчас важны два изменения технологии Во-первых, 2D-слежение линий уступает место полному 3D-зазору и измерению объема: патентная деятельность в 2025 году, включая заявки, связанные с Path Robotics, указывает на триангуляцию структурированного света, которая измеряет зазор по длине шва, а не только по его центральной линии. Эти данные подают адаптивное управление параметрами, система меняет напряжение, скорость или переплетение в зависимости от зазора, который она видит. Второй, сварка без приспособлений появляется идея, согласно которой усовершенствованное отслеживание и зондирование уменьшают зависимость от тяжелых приспособлений, и эта идея работает только в том случае, если отслеживание достаточно надежно, чтобы заменить его зажимом.
Если вы задаете систему в 2026 году, задайте один конкретный вопрос: делает ли она только 2D-отслеживание линий или полное 3D-измерение пробелов в зрении, питающее адаптивное управление? Ваш ответ определяет, покупаете ли вы вчерашний путь-последователь или платформу, которая может вырасти в адаптивное, частично бесприспособленное производство Глобальный контекст принятия роботов из Международной федерации робототехники предполагает, что это притяжение автоматизации не замедляется.
Часто задаваемые вопросы
Вопрос: Стоит ли отслеживание лазерного шва для сварки в малых объемах или разовой сварки?
Посмотреть Ответ
Часто нет. Для небольших разовых деталей с повторяемой посадкой приспособление обычно превосходит затраты на программирование.
Вопрос: Может ли отслеживание лазерных швов работать с нержавеющей сталью и тонким листом?
Посмотреть Ответ
Да, и тонкий лист на самом деле является сильным аргументом для лазерного зрения, потому что сквозное отслеживание дуги борется ниже определенных толщин. полированная нержавеющая сталь может отражать лазер и нуждается в настройке угла или фильтра, но матовая и матовая отделка хорошо отслеживается.
Вопрос: Насколько быстро робот может сваривать сварку, пока активно отслеживание лазерного шва?
Посмотреть Ответ
Редко датчик является узким местом здесь. системы лазерного зрения могут отслеживать со скоростями, сообщаемыми примерно до 85 мм/с (≈200 дюймов/мин), часто быстрее, чем сам процесс сварки. на практике скорость перемещения ограничена металлургией (тепловой ввод, управление сварочным бассейном и скорость осаждения, которую параметры сварки позволяют ≈ не насколько быстро сканер может считывать соединение. Если вы нажимаете скорость, сварной шов сломается раньше, чем это сделает трекер, поэтому сначала настройте процесс и позвольте отслеживанию идти в ногу.
Вопрос: Нужно ли мне по-прежнему автономное программирование, если у меня есть отслеживание швов?
Посмотреть Ответ
Они решают различные задачи. автономное программирование определяет предполагаемый путь эффективно; отслеживание шва исправляет разницу между этим путем и реальной частью. на разнообразных или больших сборках, использование обоих дает вам быструю настройку плюс точность в реальном времени.
Вопрос: Какое обслуживание требуется датчику отслеживания лазерного шва?
Посмотреть Ответ
В основном чистая оптика и периодическая калибровка. загрязненная линза является основной причиной ухудшения слежения.
Вопрос: Можно ли использовать отслеживание пласта и отслеживание сквозной дуги вместе?
Посмотреть Ответ
Да, и некоторые ячейки делают именно это. лазерное слежение обрабатывает положение соединения и общий путь, в то время как сквозная дуговая обратная связь точно настраивает факел внутри соединения во время многопроходных сварных швов. Вы получаете данные о форме соединения лазерного зрения плюс брызги-иммунная обратная связь дугового зондирования underpulous on thick rough welds, где лазер может потерять соединение глубоко в многопроходной последовательности, а дуговая обратная связь заполняет зазор.
Планируете гусеничную роботизированную сварочную линию?
Свариваете ли вы длинные конструкционные швы или узлы с высоким коэффициентом искажения, правильное сочетание чувствительности, крепления и платформы движения определяет качество сварки и окупаемость. Zhouxiang строит и интегрирует эти системы встык.
Наш взгляд на интегратор сварочных роботов
Чжоусян проектирует и строит роботизированные сварочные системы, в том числе наземные и портальные станции, где отслеживание лазерных швов проходит по длинным структурным швам. Это руководство отражает то, как мы сопоставляем отслеживание с приспособлением и проектированием соединений в реальных проектах, поэтому оно тратит столько же времени, когда не отслеживать, сколько на саму технологию.
Ссылки и источники
- Новая техника слежения за пластами с лазерным зондированием зренияНациональная медицинская библиотека (NIH)
- Извлечение швов в реальном времени с использованием лазерного зондирования зренияНациональная медицинская библиотека (NIH)
- Повышенная точность датчиков слежения за пластом за счет адаптивного уточнения и лазерной триангуляции (2026)Международный журнал передовых производственных технологий (Springer)
- Стандарты сварки (роботизированная дуговая сварка)Американское общество сварщиков
- Мировые данные по робототехнике и внедрению роботовМеждународной федерации робототехники
- Рынок роботизированной сварки, глобальный прогноз отраслиМаксимизировать исследования рынка
- Лазерные трекеры швов для рынка автоматизации судостроенияФакт.МР
Связанные статьи
- Руководство по автоматизации сварки H-Beam, отслеживание длинных структурных швов
- Кобот Сварка, когда совместные роботы подходят к вашему магазину
- Неразрушающий контроль сварных швов, проверка гусеничных сварных швов
- Спецификация процедуры сварки, документирующая процесс
- Мобильный сварочный робот, чувствительный в движении


