Свяжитесь с Чжоусяном

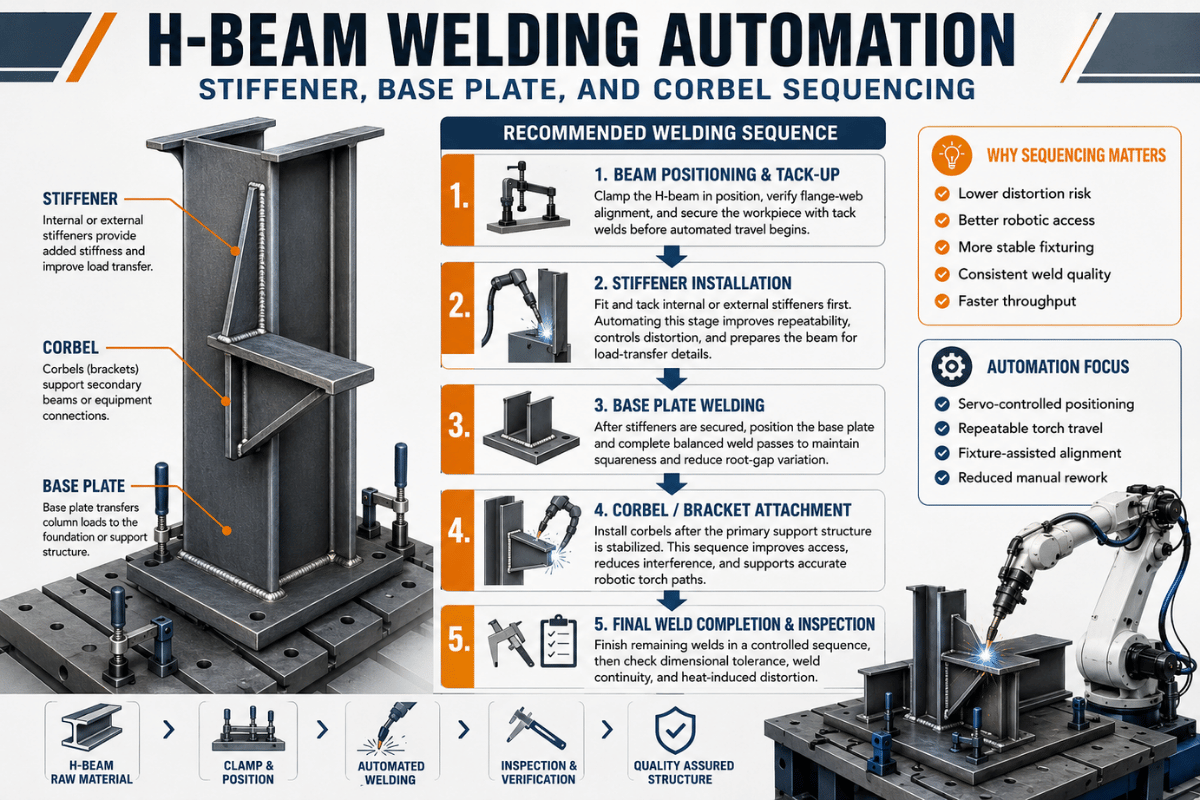
Автоматизация сварки H-образного луча: усилитель жесткости, опорная пластина и секвенирование на кронштейне
Содержание
показывать
Конструкционные стальные изготовители автоматизируя свои линии H-beam имеют аналогичное наблюдение: их первая полная автоматизированная смена выдает больше деталей, чем всю предыдущую неделю ручной сварки. Этот скачок производительности является результатом вырезания потерянной и невидимой доработки по времени, различных уровней усталости ручных сварщиков, flu×es отскобливается - не тот факт, что они работают быстрее машины. В любом виде производства, если вам нужно сделать повторяемые угловые сварные швы над одним и тем же соединением с одними и теми же материалами на одном профиле - будь то четыре сварных шва ’палочка-фланц" на каждом отдельном H-beam или одинаковые точечные сварные швы через передние двери автомобилей - это одна из самых высоких возможностей ROI в автоматизации производства. Это руководство e×plores H-beam автоматизация сварки с трех точек зрения, которые имеют наибольшее значение: Как настроена линия изготовления H-beam; какой уровень автоматизации H-beam подходит для вашей части смешивается; как параметры пилы получают работу на повторяющихся соединениях; и как на этих системах действительно выглядит ваш ROI 2025 года на эти системы.
Что такое автоматизация сварки H-Beam?

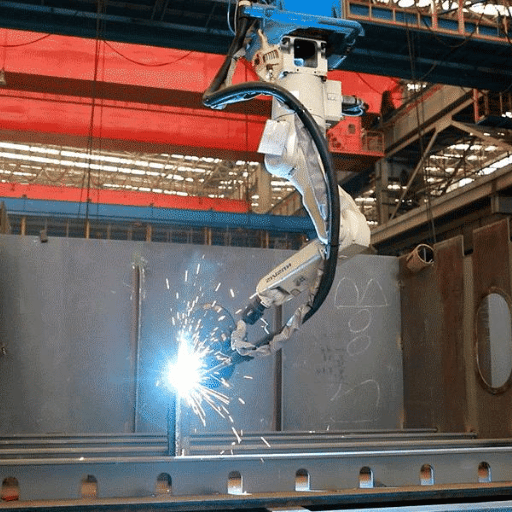
Автоматизация сварки H-образной балкой означает развертывание механизированной или роботизированной сварочной технологии для приваривания перемычки конструкционной стальной балки к двум фланцевым пластинам, создание готового профиля двутавровой балки или двутавровой балки (снижение зависимости от ручной дуговой сварки или ее увеличение). Эта автоматизация может варьироваться от автоматических проходных горелок, которые по-прежнему требуют от оператора позиционирования каждой детали (уровень 1), до полностью автоматизированных ячеек, которые будут определять местонахождение детали для процесса без присутствия человека в петле от детали к детали (уровень 4).
Существует четкое структурное обоснование автоматизации, начиная с ключевого геометрического свойства любого H-луча или двутавра: всего четыре угловых сварных шва соединяют полотно и фланцы, последовательно. Этот идентичный профиль является именно тем, что автоматическая сварка превосходно в производстве: Структурные производители находят свои автоматизированные линии производства H-луча выдают от 3 до пяти раз больше производительности в час или даже в смену по сравнению с идентичными приложениями ручной сварки, благодаря значительно улучшенному времени дуги (автоматизированные системы держат в любом месте между 60- и 80-процентным дугой, по сравнению со средним значением 15- и 25-процентным для ручной сварки, где работнику приходится делать перерывы, настраивать или проверять. Этот резкий рост эффективности производства объясняет, почему автоматизация H-луча обычно окупается в течение 822 месяцев даже при умеренных выходных объемах.
Быстрые характеристики: Стандартный сварочный диапазон H-образной балки
| Параметр | Стандартный диапазон | Диапазон сверхмощных |
|---|---|---|
| Высота паутины | 200 — 1 000 мм 1 000 мм | 1,000 мм — 1,000 мм (1,000 мм) 2,000 мм (2,000 мм) |
| Ширина фланца | 100 — 100 — 100 мм (100 (400 мм) | 400 — — 800 мм 400 — 800 мм (см.) |
| Толщина полотна/фланца | 6 — 8 мм | 18 — 40 мм |
| Длина луча | 5 ƒ12 м | 12 — 18 м 12 — 12 — 18 м |
| Автоматизированная пропускная способность | 18 — балки 30/сдвиг | 8 — балки 18/сдвиг |
Что такое машина для изготовления двутавровых балок?
Сварочный станок H-образной балки (также называемый линией изготовления балки или автоматизированной системой двутавровой сварки ♪ объединяет три скоординированные станции, используемые в цехах производства стали: сборочную сварочную станцию, где два фланца и полотно позиционируются и прижимаются к липкой сварке. в профиль H, проходной станок SAW, автоматически выполняющий все четыре угловых сварных шва полотна с фланцем, и сварочный выпрямляющий блок, который корректирует угловые искажения от тепла, вызванного сваркой. Эти системы варьируются от высоты полотна 200 мм до 2000 мм (от 8 до 80”), ширина фланцев от 100 до 600 мм (от 4 до 24”), с длиной балки от 5 до 18 метров (от 15 до 60 футов). Средняя автоматизированная линия балки заменит от 3 до 5 операторов в зависимости от размера балки и выходного объема.
Внутри 3-станционной линии по производству H-образных балок: сборка, сварка, выпрямление
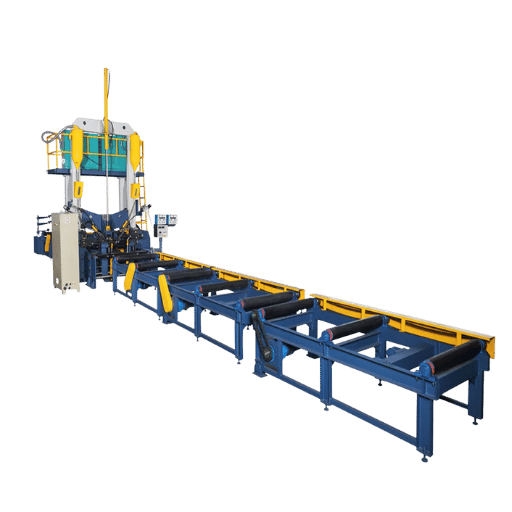
Автоматизированные линии сварки балок для производства H-балки связывают три последовательные станции через моторизованные роликовые конвейеры, передавая сырой продукт непрерывно от одной стадии к другой. Они содержат станцию сборки балки, где пластины позиционируются и прихватываются, сварщик балки ПАВ выполняет продольные угловые сварки, а машина для правки балок сохраняет общую размерную форму после сварки. Физическое разделение этих трех процессов на отдельные станции - это то, что позволяет оптимизировать каждый из них независимо (единственная наиболее важная концепция, которую упускают из виду большинство покупателей автоматизации. Большинство концентрируется только на сварщике ПАВ, настраиваясь на хорошо сложенный сварщик, который они не могут поддерживать с продукцией. Узнайте, как наш широкий ассортимент продукции автоматизированные конфигурации структурной сварки для различных объемов луча продукция может принести пользу вашему бизнесу.
| Станция | Функция | Параметр ключа | Выход |
|---|---|---|---|
| 1 — Машина для сборки | Гидравлические зажимы располагают перемычку вертикально между двумя горизонтальными фланцами; автоматическая сварка прихватками фиксирует Т-образное соединение через заданные интервалы шага | Шаг прихватки: 300 — 500 мм; зазор при посадке ≤1 мм | Н-профиль с липкой сваркой готов к использованию в качестве пилы |
| 2 — сварочный аппарат для пилы | Протяжной сварщик подает балку через горелки с двойной пилой, автоматически завершая все четыре продольных угловых сварных шва; флюс осаждается и восстанавливается непрерывно | Скорость движения: 500 — 1,250 А (3) (3) 2, 000 мм/мин; ток: 500 1,250 А (40) | Полностью сварная Н-образная балка (может иметь угловые искажения) |
| 3 — Прямоугольная машина | Гидравлический роликовый выпрямитель оказывает контролируемое давление, чтобы исправить угловые искажения (закручивание фланца), вызванные сваркой, в пределах допуска | Допуск на коррекцию: ≤L/1000 (обычно ≤3 мм/м) | Готовая H-образная балка в соответствии со спецификацией размеров |
Инженерная записка
Допуск на пластине полотна для посадки Т-образного соединения фланца составляет 1 мм зазор для обеспечения последовательного проникновения в операции сварки под флюсом (SAW).Если зазор превышает 1,5 мм, возникает провал потока, дефекты заполнения и нестабильность дуги, что является источником номер один для переработки на линии H-образной балки. Эта проблема настройки рассматривается в требовании AWS D1.1, пункт 5.22 (требования к установке для Т-образных точек).
Четыре уровня программирования сварочных роботов для изготовления H-образных балок
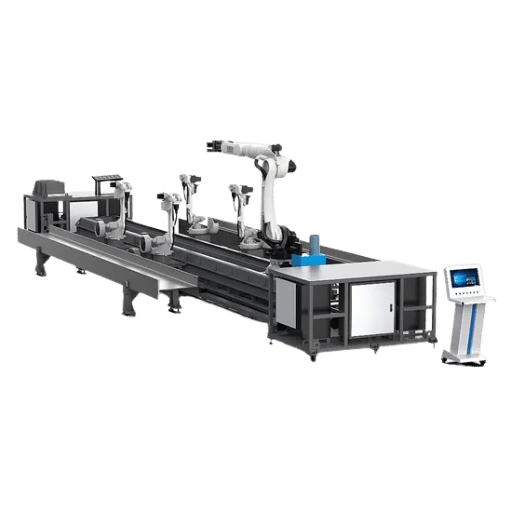
Большая часть разговора в сварочной промышленности об автоматизации сварки рисует дихотомию い выбор либо “manual”, либо “robotic.” Однако существует четырехуровневая система для программирование роботизированная сварка, и большинство конструкторов изготовителей находятся либо на уровне 1, либо на уровне 2 прогресса. каждый уровень представляет собой отдельный рабочий процесс сварки, от ручного управления обучающими подвесками до полностью автономных систем, где специальный контроллер управляет роботом с нулевым вводом оператора между частями. Выбираем неправильный уровень “under-automated (узкие места в процессах) или ”over-autated (CapEx на неиспользуемые возможности) is the most road happ in any welving automatic project.
| Уровень | Метод программирования | Время настройки/луча | Оператор Вход | Изогнутые Балки | Лучший Для |
|---|---|---|---|---|---|
| Уровень 1 | Ручной обучить подвеску — оператор направляет руку робота к каждой точке сварки | 30 — 90 мин. | Высокий оператор полного времени | Нет | Малый объем, детали с высокой вариацией |
| Уровень 2 | Вспомогательное программирование い параметрические шаблоны, оператор выбирает размер балки и тип сварного шва из меню | 5 — мин.15 | Мониторы умеренные, регулировки | Нет | Средний объем, стандартные размеры H-образных балок |
| Уровень 3 | Автономное программирование (OLP) ind weld-пути, созданные на CAD-ПК; небольшие доработки, необходимые на машине | 1 — 5 мин касания | Низкая проверка только | Ограниченный | Высокая громкость, последовательный каталог лучей |
| Уровень 4 | Автономная 3D-геометрия зрения; робот-самопрограмма и сварные швы без вмешательства человека между деталями | Ноль | Минимальная обработка исключений | Да через адаптивное сканирование 3D | Смешанные размеры, изогнутая геометрия с высокими вариациями |
“Робот ‘смотрит’ на заготовку перед ней и сваривает без участия человека.”
Сегодня роботизированные сварочные системы для H-образных балок доступны на всех четырех уровнях автоматизации. Большинство производителей конструкционной стали в настоящее время работают с системами уровня 1 или уровня 2 этого четырехуровневого спектра; Однако технология Level 4, дебютировавшая несколько лет назад в приложениях для раннего внедрения, делает скачок к массовой доступности в 2025-2026 годах.
В чем разница между автономным программированием и автономной сваркой структурных балок?
Автономное программирование (Уровень 3) требует, чтобы программное обеспечение САПР генерировало пути сварки до того, как балка когда-либо будет расположена на рабочей станции робота. в то время как программирование САПР обеспечивает точность, оно предполагает идеальную физическую копию балки, как нарисовано (любое отклонение от посадки потребует ручных подкрасок на машине. Возможность автономной сварки уровня 4 исключает это предположение: трехмерный структурированный световой сканер считывает фактический контур балки в режиме реального времени, и робот динамически корректирует свой путь при сварке. Это исключает время предварительного программирования между балками и позволяет автоматически сварку профили с изменяемой или изогнутой балкой без модификаций приспособлений.
Дуговая сварка под флюсом (SAW): основная технология в линиях производства H-образных балок
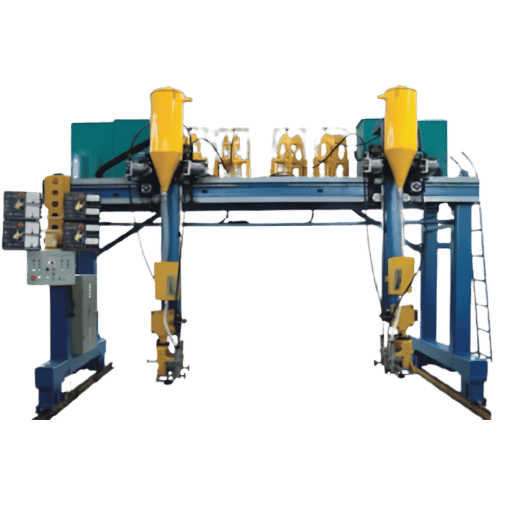
Затопленная дуговая сварка доминирует в изготовлении H-луча по трем причинам, никакие другие процессы не совпадают в масштабе: нормы депозита до 45 кг (почти 100 фунтов.) в час (против.15 кг/час для MIG/MAG), шлаковый щит, который защищает операторов от брызг и УФ-света и скорости перемещения на стандартном полотне до стыка, от 400 до 2000 мм (16 80 дюймов) в минуту. Потому что сварочная дуга погружается под гранулированный флюс (который дает погруженную дуговую сварку его название (неиспользованный флюс автоматически восстанавливается и перерабатывается, что снижает расходные затраты. Полную техническую поломку читайте в нашем специальном выпуске подводная дуговая сварочная направляющая.
| Диаметр проволоки | Текущий диапазон | Напряжение | Типичное применение |
|---|---|---|---|
| 2,4 мм (3/32″) | 250 北 700 А | 22 — 37 В | Тонкие фланцы, сварные швы прихватка-уплотнение (6 12 мм) |
| 3,2 мм (1/8″) — наиболее распространенный | 300 — 900 А | 23 — 37 В | Стандартное филе перемычки H-образного луча (10 — 25 мм) |
| 4,0 мм (5/32″) | 400 (400) 900 А | 24 — 40 В | Средне-тяжелые перемычки (12 — 25 мм) |
| 6,4 мм (1/4″) | 700 — 1600 А, 700 — 1600 1600 А | 30 — 38 В | Тяжелые фланцы и толстые перемычки (25 (40 мм) |
Инженерное примечание (AWS A5.17) Выбор электрода
EM12K (низкомарганцевый, высококремниевый) - стандартный электрод, используемый для структурной ПАВ Н-образных балок, который дает низкий валик с превосходной ударной вязкостью при -30 °C во всем диапазоне толщин для размеров полотна, фланца и балки. Когда требуется более высокий предел текучести наплавленных металлов, для конструкционных применений или применений сосудов высокого давления (мостового качества) EM13K является стандартным выбором.Flux классификация под AWS A5.17 нейтральный поток (EM12K с префиксом F7A2 обозначение), обеспечивает согласованное качество многозамещающей сварки с небольшим риском накопления марганца.
Совет: Близкий, точный, подходит для перемычек толщиной до 18 мм; Устраняет необходимость в скосе в вашем процессе, сбривая 15-20 минут на балку без времени обработки.
Роботизированная сварка против ручной сварки H-образных балок: что показывают данные

Сравнение между роботизированная и ручная сварка часто оформляется как аргумент качества. реальный случай - это аргумент эффективности и последовательности. квалифицированный ручной сварщик не производит сварные швы более низкого качества (это дисперсия, которая вредит производству: усталость оператора в течение смены, время простоя при перестановке и несоответствие допуска при посадке в совокупности делают пропускную способность ручного H-образного луча непредсказуемой.
Роботизированные преимущества
- Высокоэффективное время дугового включения: 60 — 80% сдвига (против 1525% руководство)
- Надежность: частота дефектов 233% против 81% для руководства 2%
- Согласованность времени цикла: ±1% против ±15 ±20% ручная дисперсия
- 1 оператор мониторы 1830 балок/сдвиг 1830 балок/сдвиг
- Круглосуточная работа без присмотра (уровень 3+)
Ограничения
- Высокий авансовый капитал (>$75K+)
- Требуется точность посадки зазор ≤1 мм
- Уровень 1 — не может адаптироваться к изменению луча
- Кривая обучения настройке программного обеспечения (28 недель)
- Квалифицированный техник, необходимый для технического обслуживания
Распространенное заблуждение
“Роботизированные сварочные системы не справляются со смешанными размерами балок.” Это верно для систем уровня 12, которые требуют перепрограммирования для каждого нового размера луча Автономные системы уровня 4 с 3D-зрением прямо опровергают это ограничение (робот сканирует фактическую геометрию и самонастройки каждого луча, обрабатывая смешанные размеры даже изогнутые профили лучей без какого-либо программирования изменения между частями.
Точка данных отрасли: Производитель мостовых компонентов в Северной Америке, перешедший на автономную роботизированную сварку, зафиксировал увеличение сварочных метров на одного оператора на 2,7× за смену, при этом коэффициент приемки первого прохождения UT достиг 97%. Для цеха структурного изготовления, в котором работают 3 сварщика вручную, производящие 8 балок в смену, эта траектория (переход на 1 оператор, мониторинг 22+ балок в смену с постоянным качеством сварного шва (переход) представляет собой реалистичную окупаемость инвестиций в двигатель для автоматизации. Посмотреть наши подробные сведения руководство по расчету ROI роботизированной сварки чтобы смоделировать ваши конкретные цифры.
Окупаемость автоматизации сварки H-Beam: контрольные показатели затрат и анализ окупаемости
Окупаемость автоматизации для линий H-лучей: увеличение стоимости рабочей силы и пропускной способности Формула периода окупаемости является прямым — общая стоимость системы делится на годовую чистую выгоду. Что варьируется в зависимости от магазина, так это загруженная норма рабочей силы и мультипликатор пропускной способности, который обеспечивает уровень автоматизации. Ключевым преимуществом современного оборудования для автоматизации H-лучей является то, что оно масштабируемо: большинство производителей предлагают модульные конфигурации, которые позволяют вам начать с полуавтоматической станции SAW и расширяться до полной линии из 3 станций по мере роста объемов производства. Этот поэтапный подход позволяет снизить авансовый риск капитала, сохраняя при этом достижение прироста пропускной способности, которого требует рынок, без замены основного оборудования. Посмотреть наше полное руководство по расчету ROI роботизированной сварки для работающего примера.
Формула периода окупаемости
Окупаемость (месяцы) = Общая стоимость системы ÷ (Ежемесячная экономия труда + Ежемесячная прибыль от производства)
Пример: Линия полуавтоматической пилы $20000, заменяющая 2 сварщика по $75000/год загружаемая стоимость каждый = $150000/год экономия Добавить $50000/год в дополнительной производственной мощности Общая годовая выгода: $200000. Окупаемость: 12 месяцев.
8–22
окупаемость за несколько месяцев (типичная линия конструкционной стали)
3–5×
увеличение производительности по сравнению с ручной сваркой
$75K — $1M+
диапазон стоимости системы (от кобота до полной портальной линии)
Формула периода окупаемости
Пример: линия полуавтоматической пилы $200000, заменяющая двух ручных сварщиков, стоит $150000/год (загружена).Эта система повышает пропускную способность по сравнению с $75000/год с ручными сварщиками и обеспечивает экономию этой разницы, плюс $50000/год в дополнительной мощности (увеличение 7%).Ежегодная выгода для организации составляет $200000.
Исходя из приведенной выше общей стоимости системы, окупаемость составляет 12 месяцев.
Затраты, использованные на 2024-2025 годы, отражают диапазоны рыночных данных.
Фактические затраты сильно различаются в зависимости от конфигурации, желаемого уровня автоматизации и требований к установке. Получите предложение для вашей конкретной конфигурации.
| Тип системы | Уровень автоматизации | Прим. стоимость (долл.США) | Типичная окупаемость |
|---|---|---|---|
| Пакет сварки коботов | Уровень 1 — 2 | $40,0000 北$75,000 | 6 — 1 месяц |
| Стандартная линия H-образной балки с 3 станциями (полуавтоматическая) | Уровень 2 | $150,0000 北$400,000 | 12 — 22 месяца |
| Полностью автоматическая линия H-beam с ЧПУ | Уровень 3 | $400,0000 北$700,000 | 18 — 30 месяцев |
| Роботизированная портальная ячейка с трехмерным зрением | Уровень 4 | $700,0000 北$1,200,000+ | 24 — 36 месяцев |
Вам нужно знать эти переменные при выборе конфигурации линии сварки H-Beam Выбор вашей линии зависит от двух основных факторов: ваших требований к объему производства и разнообразия размеров балок, с которыми вы должны справиться. недостаточно специализированная линия - это та, которую вы перерастете и потеряете мощность через 18 месяцев. Линия, слишком специализированная, несет в себе вес капитала, который вы никогда не увидите, чтобы окупить ваши инвестиции.
Как настроить линию сварки H-образного луча: Руководство по выбору конструктора

Выбор правой линии сварки H-лучом требует сопоставления трех переменных с вашей производственной реальностью: объем вывода, изменение размера луча и доступное пространство пола. Компактная сварочная ячейка cobot подходит для гибких небольших цехов, работающих менее 10 лучей в день; линия полностью автоматической многостанционной пилы подходит для тяжелых производственных сред, производя более 30 лучей в смену. Используйте структуру ниже, чтобы сопоставить тип системы с вашей работой:
| Ежедневный объем | Изменение размера луча | Рекомендуемая конфигурация | Уровень |
|---|---|---|---|
| <10 лучей/день | Стандартные размеры, низкий разброс | Полуавтоматическая линия ПИЛЫ + ручная сборка | Уровень 2 |
| 10 — 30 лучей/день | Смешанные размеры, умеренные вариации | Полная трехстанционная линия H-луча с ЧПУ, автономное программирование | Уровень 3 |
| >30 лучей/день | Стандартные размеры каталога | Высокоскоростная линия полностью автоматической пилорамы с автоматизированным конвейером | Уровень 3+ |
| Любой том | Высокая вариация ИЛИ изогнутые балки | Рабочая станция робота-портала с 3D сканированием зрения | Уровень 4 |
Контрольный список перед цитатой — "Готовы ли эти числа"
- Требуемая максимальная ширина фланца (также определяла размер машины для изготовления балок)
- Максимальная толщина перемычки и фланцевой пластины (Определяет минимальную мощность тока ПАВ — недостаточный выбор тока является распространенной причиной доработки)
- Самый длинный луч в вашем каталоге (Определяет длину вашей линии и ее общую площадь)
- Цель ежедневного/еженедельного подсчета луча (определяет обоснование уровня автоматизации)
- Какой процент вашей балочной смеси включает нестандартные или изогнутые профили (это может быть индикатором необходимости робота-сварщика 4-го уровня.)
- Доступен 3-фазный источник питания (стандартные линии требуют 380 В/50 Гц, примерно 125 кВт на линию)
Предупреждение конфигурации
Одна из наиболее критических ошибок спецификации, которая вызовет разочарование в вашей линии балки (и, в конечном итоге, переработку), - это выбор сварщика ПАВ с меньшим током, чем необходимо для самой тяжелой пластины, которую вы будете сваривать. Если вам нужно 1000 ампер, но вы купите сварщик на 800 ампер, вам придется сделать несколько проходов, чтобы завершить сварку, что фактически сводит на нет многие эффективности, которые предлагает автоматизация. Zegbrk_0013.
Для проектов в стальная конструкция сварочный робот решения — включая роботизированную ячейку портального типа для гибридных/крупноформатных приложений H-Beam. — свяжитесь с системным интегратором, который может моделировать ваш каталог лучей по сравнению с временем цикла, прежде чем они будут использовать специальное оборудование.
Тенденции автоматизации сварки H-Beam: видение искусственного интеллекта, коботы и цифровая нить (2025 — 2026)
Обзор рынка Рынок роботов для сварки стали оценивался в $3,11 миллиарда в 2024 году и, по прогнозам, достигнет $7,13 миллиарда к 2032 году при среднегодовом темпе 13%, что является самым быстрым темпом среди всех категорий производственных роботов.
В отчете IFR World Robotics 2025 также указывается, что в 2024 году было установлено 542 000 промышленных роботов, а общее количество установок во всех отраслях во всем мире составило 4 664 000 единиц. Четыре основные смены меняют то, что возможно в сварке H-Beam:
- Автономные офлайн-программирование хиты Мейнстрим (2025-2026): сварочные системы уровня 4, доступные от таких поставщиков, как AGT Robotics и Path Robotics, непосредственно считывают детализацию данных программных моделей и сварки без программирования обучения человека, программирование “freeing”, чтобы стать решателем “узких мест, который позволит меньшим магазинам легко достичь уровня 3+.
- Структурное изготовление принимает на вооружение Совместный робот: 10.5% всех новых промышленных роботов установок были коботами в 2023 году. Если ваши магазины производят менее 10 лучей в день, то нет более быстрого пути к рентабельности инвестиций от автоматизации сварки, чем роботизированная ячейка, использующая коботов ($40K-$75K).
- 3D Vision устраняет приспособление и обучение: свет, проецируемый между 100 Гц и 500 Гц камерами со структурированным светом, и измеряет соединение шва в размерах x/y с боковой точностью от 0,1 до 0,3 мм позволяет роботизированную адаптацию траектории инструмента независимо от изменения луча/фитапа (ключевой инструмент уровня 4 для изготовления конструкций).
- Цифровая нить соединяет Программное обеспечение для детализации со сварным элементом: детальное программное обеспечение САПР, такое как Tekla Structures и Revit, интегрируется в автоматизированные сварные ячейки, данные шва “flowing” непосредственно из модели — нет необходимости повторного ввода, минимизация ошибок перевода и p прокладывание пути для цельного потока.
- Предварительная обработка волоконного лазера подается непосредственно в линии луча: процесс резки полотна и фланцевых пластин перемещается к встроенным ячейкам лазерной резки волокна, расположенным перед станцией сборки H-луча. Это исключает межпроцессное обращение с материалом и позволяет производить непрерывную стальную конструкцию (от плоской пластины через резку, сборку, сварку, ПАВ и правку (открытие) в одном непрерывном рабочем процессе.
Совет действий на 2025 год
Если ваш магазин работает на уровне 1-2, высокая рентабельность инвестиций пилотный шаг модернизации идет в сторону роботизированной параметрической сварки шаблона (уровень 2 3), вместо того, чтобы в сторону оборудования зрения. выгоды от решения этого узкого места в одиночку часто поставят 15-25% более высокую пропускную способность для существенно более низкого CapEx.
Заменят ли роботы сварщиков в конструкциях?
Роботы заменят сварщиков?
Нет. даже в автономной сварке уровня 4, люди сварочные инженеры будут нужны для надзора роботизированных приложений; для проверки сварочных процедур (WPS) и результатов неразрушающего контроля. вместо этого они становятся контроль качества надзиратели с навыками более востребованы, не устаревшие, на автоматизированной линии сварки лучом, а не просто класть бусины как показано здесь на этом YouTube пост описывая автоматизированную, 75’ сварка лучом с ИИ зрением: “The робот не имеет его полностью...Есть ПО КРАЙНЕЙ МЕРЕ один специальный сварочный инженер для линии, как это.”
В цехах по производству, принимающих уровень 3+, модель рабочей силы, которая появляется, является последовательной: численность персонала обычно падает с пяти ручных сварщиков до двух роботов-супервайзеров в смену, но эти роли требуют более высокой заработной платы и все чаще требуют удостоверений AWS Certified Welding Inspector (CWI).AWS D1.1 Структурный кодекс сварки требует сертифицированного инспектора знак-off независимо от уровня автоматизации робот не может самостоятельно подтвердить сварное соединение.Магазины, которые успешно переходят, обычно начинают перекрестное обучение своих лучших ручных сварщиков за три-шесть месяцев до установки, сопрягая их с командой ввода в эксплуатацию поставщика. Операторы должны научиться читать спецификации процедуры сварки (WPS), судить допуски на посадку и распознавать, когда отслеживание швов сходит с соединения. Эти навыки не исчезают. Эти навыки являются воротами качества, которые обеспечивают безопасность автоматизированного изготовления конструкций и соответствие кодам.
Часто задаваемые вопросы
В чем разница между требованиями автоматизации сварки H-beam и двутавровой сваркой?
Полки H-образной балки значительно шире, чем у двутавровых балок (европейские профили IPE), что влияет на два параметра автоматизации: ширину удержания потока и угол позиционирования горелки. H-образные балки требуют более широкой опоры слоя потока и более агрессивного наклона горелки, чтобы избежать перелива на кончиках фланцев. Они также приводят к увеличению теплоотдачи на длину, а это означает, что выпрямляющий блок еще более важен в линии H-образной балки, тогда как линия для двутавровых балок может даже работать без него.
Могут ли автоматизированные сварочные машины с Н-образной балкой обрабатывать изогнутые
Типичные сварочные аппараты Н-луча уровня 1-3 работают на прямых балках Уровень 4 рабочих ячеек автономного робота необходим для автоматизированного изготовления изогнутых и изогнутых Н-лучей — для применения на длиннопролетных крышах и мостах. 3D адаптивное сканирование системы следует фактической геометрии кривой, выполняя в реальном времени, реальную кривую, регулировку пути движения головки горелки, вместо слепого перемещения по идеализированной траектории.
Такая динамическая регулировка позволяет преодолеть проблемы с консистенцией сварного шва, вызванные изменением соединений изогнутой балки, и может привести к изменению спецификации до решений портального робота 4-го уровня при работе на кривых.
Какой процесс сварки наиболее распространен в линиях производства Н-образных балок (SAW или MIG/MAG)?
Сварка под флюсом (SAW) широко используется для большинства первичных угловых сварных швов между полотнами на линиях производства H-образных балок из-за беспрецедентного сочетания скоростей осаждения (более 45 кг/час) и отсутствия брызг, что делает ее наиболее экономически эффективным решением для длинных непрерывных сварных швов, необходимых для производства продольно производимой H-образной балки. MIG/MAG (GMAW) обычно рассматривается только как прикрепленное крепление на этапе изготовления/сборки или для добавления любых отделочных сварных швов или соединительных пластин после основной производственной линии. В некоторых меньших системах на основе коботов используется общее решение GMAW, позволяющее снизить экономию процесса этих длинных сварных швов для более дешевого комплекта оборудования и улучшить гибкость диапазона работ для производителя небольшого объема и широкого диапазона.
Сколько времени занимает ввод в эксплуатацию новой линии сварки H-образным лучом?
Базовые 3 станции полуавтоматические линии H-beam обычно устанавливаются в течение 8-16 недель от подтверждения заказа до окончательной работы на борту, включая заводские приемочные испытания (FAT), транспорт, подготовка фундамента, электромонтаж, и обучение операторов. 3D-видение полностью автоматические роботизированные ячейки с приспособлениями, изготовленными по индивидуальному заказу, обычно имеют время выполнения заказа 16-24 недели. основным фактором, зависящим от времени выполнения заказа, является наличие машинного пространства на месте (фундамент, коммунальные услуги), время выполнения изготовления специальных инструментов и сложность интерфейса с любыми сторонними органами управления. система уровня 3+ часто потребует 2-4 недель обучения (операторы, техническое обслуживание), прежде чем достичь полных темпов производства.
Что такое машина для изготовления двутавровых балок?
Машина для изготовления H-образных балок Линия изготовления H-образных балок - это одна производственная линия для изготовления и сборки стальных деталей H-образного сечения с секцией полотна (вертикальной) и двумя секциями (горизонтальной). Типичная производственная линия H-секции включает в себя одну машину H-секции (сборка, прихватка 3 кусков плоского стержня в Н-образную форму), одну машину для сварки под флюсом (для сварки 4 сторон автоматически двух секций и одной вертикальной детали), одну корректирующую машину (выпрямляющую машину для коррекции угловых искажений после сварки). Стандартный производственный диапазон линии - H-секция с секцией полотна 200-2000 мм, фланцевая секция 100-600 мм, длина H-балки 5-18 м, а производственное количество может составлять 8-30 штук/сдвиг с полными автоматическими или полуавтоматическими линиями.
Рассмотрено инженерной командой Чжоусян | Более 15 лет опыта проектирования и внедрения систем автоматизации сварки конструкционной стали для производственных предприятий в Азии, Европе и Северной Америке.
Источники: Отчет IFR World Robotics за 2025 год; Производитель, март 2024 г.; Технические знания о расходных материалах TWI Global SAW; Исследование параметров SAW IJRASET 2024 (DOI: 10.22214/ijraset.2024.64851); Техническое руководство Miller Electric SAW; Рынок роботов для сварки стальных конструкций Intel Market Research, 2024 г.
Отказ от ответственности: это руководство было составлено Zhouxiang, производителем систем автоматизации для производителей конструкционной стали.
Мы ссылаемся на независимые сторонние издания, когда представляем данные о рынке. диапазоны цен относятся к рыночным данным за 2024-2025 годы, а цены варьируются в зависимости от производителя и опций.
Связанное чтение
- → Сварка под флюсом: Руководство по процессу
- → Роботизированная и ручная сварка: полное сравнение
- → Руководство по расчету рентабельности инвестиций в роботизированную сварку
- → Структурная сварка: методы и стандарты
- → Методы программирования сварочных роботов
- → Промышленная сварка 2026: сверхмощные роботизированные решения


