
Свяжитесь с Чжоусяном
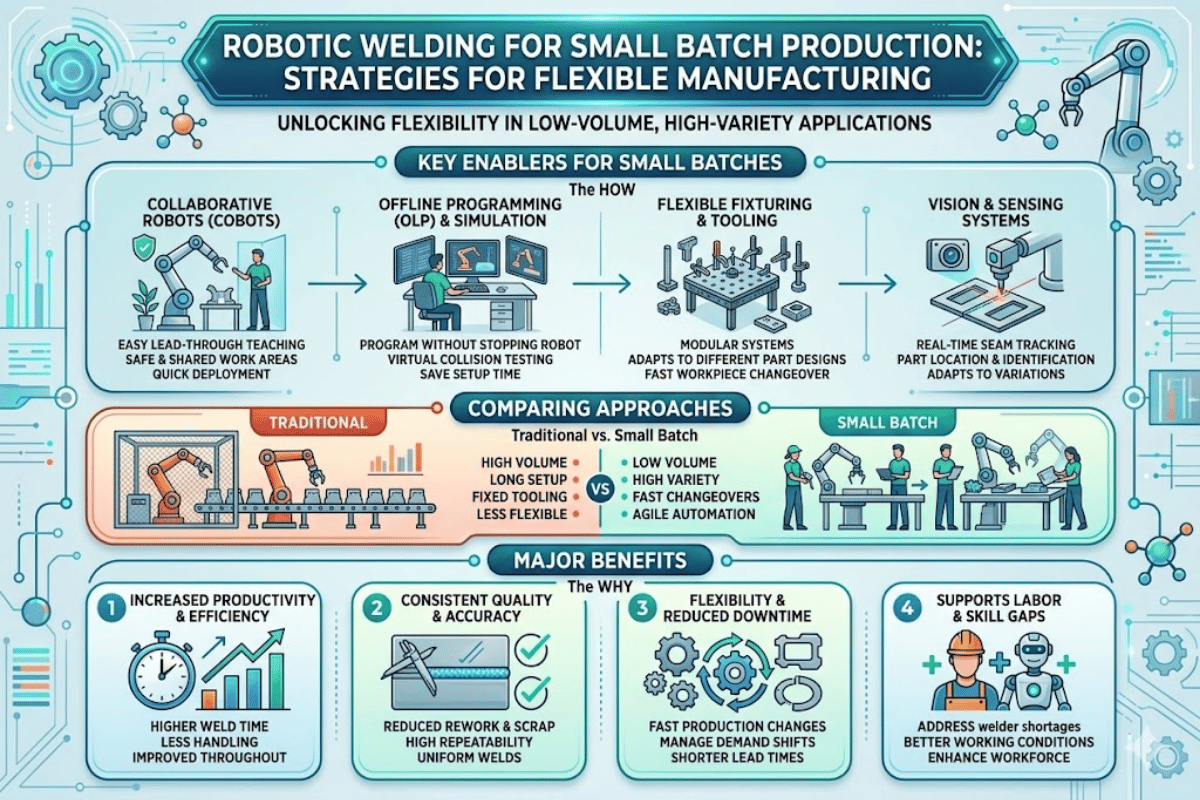
Как роботизированная сварка делает производство небольших партий прибыльным
В течение десятилетий роботизированная сварка была ограничена автомобильной сборочной линией (тысячи идентичных деталей, огромные капитальные бюджеты и месяцы программирования до запуска первой дуги. Небольшие производители, производящие партии от 10 до 500 штук, предполагали, что автоматизация непрактична. Это предположение больше не актуально, и экономика развивалась быстрее, чем осознает большинство производственных цехов. Между совместными роботами, приводящими затраты на системы ниже $130K, и автономным программированием, устраняющим задержки переключения, роботизированная сварка сегодня для мелкосерийного производства не является концепцией будущего. Это современная конкурентоспособная сила.
Ниже: фактические затраты, выбор оборудования и этапы проекта, лежащие в основе прибыльной автоматизации сварки малой партии.
В этой статье
- Барьеры для автоматизации сварки малыми партиями
- Коботы против обычной роботизированной сварки для коротких производственных запусков
- Внутри гибкой роботизированной сварочной камеры для малой периодической работы
- Программирование и переход: секрет гибкости малых партий
- Разбивка затрат и рентабельность инвестиций для мелкосерийной роботизированной сварки
- Подводные камни, которые саботируют инициативы по автоматизации сварки небольших партий
- Как начать с реализации первой малой партии роботизированной сварки
- Часто задаваемые вопросы
Почему сварка в небольших партиях имеет устойчивую автоматизацию
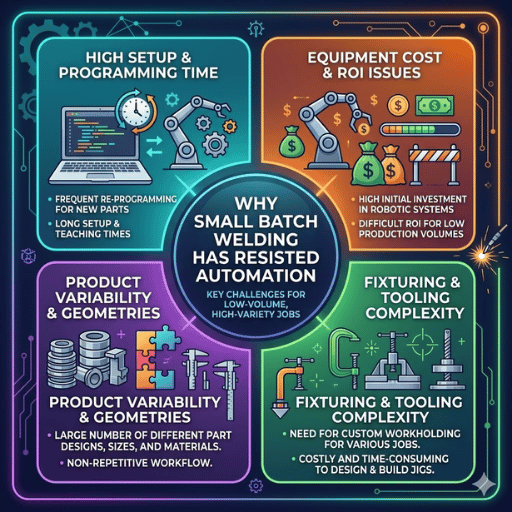
Сохраняется мнение, что роботизированная сварка подходит только для производства больших объемов — восприятие, которое глубоко укоренилось — и раньше было в значительной степени точным. Традиционные роботизированные сварочные системы требовали недель программирования, негибкого крепления для каждой новой детали и инвестиций в шестизначные интеграционные проекты, которые окупились только тогда, когда количество повторяемых сварных швов достигло десятков тысяч. Для производителя, производящего 50 кронштейнов в этом году и 200 рам в следующем году, финансовое обоснование отсутствовало.
Три проблемы не позволили небольшим магазинам партии принять роботизированную сварку Во-первых, это сложность программирования: квалифицированный ручной сварщик может посмотреть на чертеж и начать сварку за несколько минут, в то время как обычная ячейка автоматизации требовала от опытного программиста тратить дни на часть. Во-вторых, время переключения: каждый переход от одного компонента к другому производил часы настройки и перепрограммирования. В-третьих, расходы на приспособление: по мере увеличения разнообразия деталей счет за приспособление пропорционально увеличивается (и предприятия, занимающиеся высоким смешиванием) часто имеют сотни различных номеров деталей.
Дополнительная проблема - трудовой кризис - сделала ручную сварку с высокой производительностью неустойчивой стратегией.
400,000
Дефицит сварщиков прогнозируется Американское общество сварщиков
Возраст 55
Средний возраст квалифицированных сварщиков среди рабочей силы США
82,500
Новые сварочные позиции необходимы ежегодно до 2028 года
The Международной федерации робототехники показывает 542 000 новых промышленных роботов были проданы в 2024 году — в два раза больше, чем десять лет назад И эта тенденция не обусловлена только автомобильными заводами. мелкие и средние производители High-mix ускоряют внедрение робототехники, поскольку они борются с сокращением трудового резерва.
В течение многих лет предполагалось, что традиционная автоматизация требует больших объемов деталей. коботы, модульное приспособление и автономное программирование изменили игру.
Коботы против традиционной роботизированной сварки для коротких серийных запусков

Самым важным решением в контексте производства небольшой партии является выбор между совместным роботом и традиционным промышленным роботом-сварщиком. Ключевыми параметрами являются гибкость, стоимость и устойчивость к переходу.
Совместные роботы-коботы - придерживаются стандартов безопасности, перечисленных в ИСО 10218-1:2025 и ИСО/ТС 15066:2016, используя бортовые датчики силы для работы без барьеров безопасности. в интеграционных проектах приложения cobot последовательно предлагают кратчайшие сроки окупаемости инвестиций магазины со смешанными частями scedules.The math: when your сварочный робот циклы между семействами деталей несколько раз в смену, каждая секунда эффективности, которую вы получаете при каждом переходе, составляет часы дополнительного времени дуги каждую неделю.
| Особенность | Традиционный промышленный робот | Совместный робот (кобот) |
|---|---|---|
| Типичная стоимость системы | $100K — $500K+ | $50K — $130K4T50K |
| Время настройки | От недель до месяцев | Дней в недели |
| Программирование | Требуется специализированный программист | Ручной гид или планшетный интерфейс |
| Инфраструктура безопасности | Полный каркас безопасности + световые шторы | Встроенные датчики силы, без клеток |
| Напольное пространство | Большая выделенная территория | Компактный, настольный |
| Лучший размер партии | Более 1000 идентичных деталей | 5 — 500 штук, частая смена |
| Скорость переключения | Часы в дни | Минуты в часы |
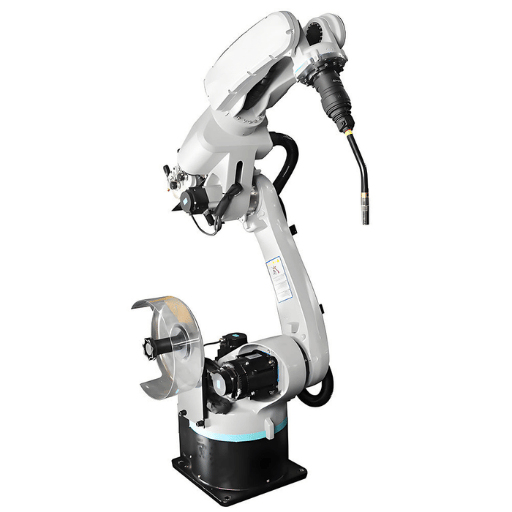
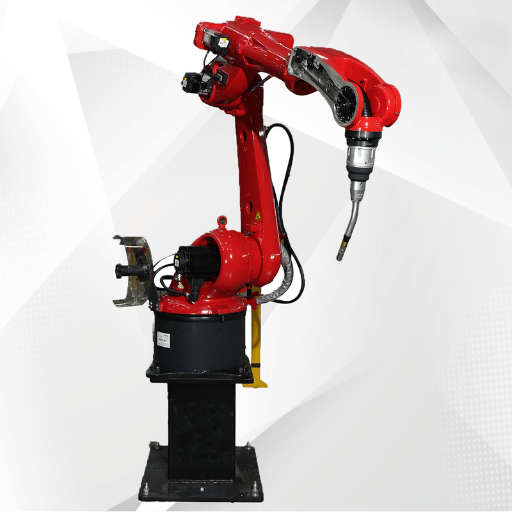
Для магазинов, оценивающих свою первую роботизированную сварочную камеру, a однороботная сварочная станция обеспечивает управляемое введение. эти компактные ячейки объединяют движущуюся дугу между источником питания и заготовками с помощью встроенного позиционера с коботом или мини-рукой промышленного робота, обеспечивая короботизированную сварку без необходимости изменения компоновки.
Компромисс: коботы медленнее. стандартная рука промышленного робота может скользить со скоростью более 2000 миллиметров/сек; коботы ограничены примерно 1500 мм/сек или меньше, чтобы соответствовать границам безопасности. Для серийных серий с большим объемом производства традиционное время цикла вновь подтверждает себя. Но для небольших размеров партий, где робот может слоняться в ожидании смены деталей, более быстрая переключение более чем компенсирует более низкую скорость движения.
Внутри гибкой роботизированной сварочной камеры для малой периодической работы

Сварочный узел, сконфигурированный для гибкой работы, выглядит иначе, чем специальная сварочная ячейка большого объема. каждый компонент выбран для гибкости и универсальности, а не для специализированной скорости на одном номере детали. вот что составляет гибкую сварочную ячейку и смету стоимости каждого.
Рука робота или кобот-Этот компонент образует основу ячейки. для небольших пакетных применений небольшой 6-осевой кобот с полезной нагрузкой 5-10 килограммов обрабатывает большую часть сварки MIG и TIG. Стоимость: $25K-$60 K только для руки.
Источник сварочного питания -A synergic MIG или многопроцессный станок, способный как к сварке MIG, так и к TIG. Наибольшее влияние на качество сварки оказывает этот компонент Стоимость $8K-$25 K.
Сварочная горелка - должна быть совместима с процессом и монтироваться на концевой эффектор робота. роботы MIG - стремятся к более простым соединениям горелок; роботы TIG требуют более точной синхронизации подачи проволоки. факелы с водяным охлаждением поддерживают сварку с высокой температурой.
Позиционер или поворотный стол - определяет угол факела для работы. Два положения станции позволяют оператору загружаться с одной стороны, а робот работает с другой, увеличивая производство на 30-40%.
Крепления и приспособления. Если ваша небольшая ячейка партии заменяет специальные приспособления, она может использовать модульную систему крепления, которая делает каждое приспособление адаптируемым.
Совет профессионала: Модульный дизайн приспособлений
на фото прямоугольное основание приспособления с Т щелевыми каналами, которые в сочетании с регулируемыми зажимами и упорами и 3D-печатными локаторами могут быть перепрограммированы для дюжины или более семейств деталей Стоимость - это доля выделенных приспособлений для каждого номера детали.
Контроллер и программирование интерфейса-Программирует параметры сварки, управляет последовательностью сварки, и взаимодействует с источником питания. системы Cobot работают с планшетными интерфейсами, которые можно узнать за часы.
Система безопасности. Для совместных сварочных конфигураций Требования безопасности робототехники OSHA может быть удовлетворено способностью кобота ограничивать силу В стандартных ячейках используются ограждения по периметру, световые занавески, сблокированные двери.
После правильной настройки a роботизированная гибкая сварочная ячейка способен переключаться с одного семейства деталей на другое менее чем за тридцать минут, в отличие от фиксированной инструментальной ячейки, требующей порядка полудня.
Программирование и переход: ключ к гибкости малых партий
Если вы не можете запрограммировать достаточно быстро проект автоматизации сварки может потерпеть неудачу! четыре часа на часть время программирования с десятью частями в неделю означает целый сдвиг времени, просто потраченного на программирование деталей. сварочный робот никогда не сварка, но всегда ждет программиста.
В современной роботизированной сварке существует три подхода к программированию, которые по-разному подходят для отдельных применений:
| Метод | Время переключения | Требуется время простоя | Лучший Для |
|---|---|---|---|
| Научить кулон | 1 ƒ6 ч | Да | Сложные пути сварки, тонкая настройка |
| Ручное руководство | 15 — 60 минут | Да (кратко) | Простая геометрия, быстрые работы |
| Оффлайн программирование (OLP) | 30 мин 2 часа | Нет (нулевой простой) | Сложные детали, производство высокосмесных материалов |
Обучение программирование подвески по-прежнему широко используется Оператор бежит руку к местам сварки и записывает положение, которое является точным для сложных сварных швов, но оставляет робота неподвижным во время обучения, и, как правило, требуется опыт подвески, чтобы хорошо работать.
Ручное руководство идеально подходит для коботов. просто поднимите руку робота, проведите ее по пути сварки, и контроллер отметит координаты. ручное руководство сокращает сложную программу от часов до минут для одиночных сварных швов, и даже кто-то, кто новичок в робототехнике, может научиться этому всего за одну тренировку.
Автономное программирование (OLP) действительно открывает небольшую автоматизацию сварки партии Инженер может принести модели САПР, определить сварные соединения в сварочной ячейке виртуальный близнец, и генерировать программу робота на рабочем столе Ключевое преимущество: реальный робот может быть сваркой производственных частей, пока следующая программа сварки пишется.
Совет профессионала: автономное программирование для небольших партий
Оффлайн-программирование является наиболее важным мультипликатором силы для серийных запусков с высоким микшированием. даже если вы намерены начать с ручного руководства, у вас есть планы по внедрению OLP в течение первого года. программирование с нулевым простоем оплачивает стоимость программного обеспечения в течение нескольких месяцев в ситуациях, когда вы меняете детали несколько раз за смену.
Переключение - это не просто программирование. изменения процесса путем переключения приспособлений, переключения проводов и газов с одного процесса сварки на другой, а также подкраска после первого тестового сварного шва - все это подпадает под переключение. если в ячейке хранится модульное приспособление и программы, детали до десятков номеров деталей можно сварить с переходом, происходящим за считанные минуты.
Разбивка затрат и рентабельность инвестиций для мелкосерийной роботизированной сварки

Общая стоимость владения - это не просто цена за руку робота. Четкое понимание истинной разбивки затрат гарантирует отсутствие сюрпризов при рассмотрении решений о покупке и поможет в честном расчете рентабельности инвестиций перед инвестициями.
| Категория затрат | Система КОБОТ | Традиционная система |
|---|---|---|
| Рука робота/кобот | $25K — $60K | $40K — $150K4T40K |
| Источник питания сварки | $8K — $25K | $8K — $25K |
| Крепления и инструменты | $5 — $20K | $15K — $50K |
| Инфраструктура безопасности | $ — $5K (без клеток) | $10K — $30K |
| Интеграция и обучение | $10K — $25K | $25K — $75K |
| Всего | $50K — $130K4T50K | $100K — $330K |
Эти цифры говорят лишь о половине истории; ключевой вопрос - период окупаемости (how long thought to pay the serm are pay for the sember with terribution, profactory uppliations, and less rework).
Теперь возьмем пример готового. Система сварки коботов $80K дает результат на выходе одного сварщика, работающего полный рабочий день. согласно Бюро статистики труда США, медианная заработная плата сварщика $51,000; полностью загружен (включая льготы и т.д.), чтобы достичь $65K-$75K в год. с производительностью 3-5x на повторяющихся соединениях, математика указывает 18-месячный показатель окупаемости для этого даже с ежедневными переключениями.Результаты более высокие время дуги на время и более низкие показатели дефектов.
50–90%
Время дугового включения с роботизированной сваркой против 1530% для ручной сварки
25–75%
Уменьшение дефектов сварного шва и доработок при переходе от ручной сварки к автоматизированной
Ручные сварщики посвящают 15-30% дуге-времени (время оставшегося времени уходит на обработку, приспособление, и репозиционирование), роботизированная сварочная система на двухстанционном позиционере может сохранить 50-90% дуги-времени. что дельта производительности является основной причиной, почему умная автоматизация генерирует ROI даже для небольших размеров партии.
The компактная сварочная рабочая станция, предназначенная для гибкого производства чжоусян находится на самом низком уровне ценового спектра системы коботов, что делает ее привлекательной для небольших производителей, тестирующих свои первые инвестиции в автоматизацию.
Ошибки, которые сводят на нет проекты автоматизации сварки небольших партий

Внедрить роботизированную сварку в условиях небольшой партии не так просто, как установить коботов и дать им возможность. Основываясь на нашем опыте проекта в десятках магазинов, эти пять заблуждений вызывают большинство сбоев и разочарований в автоматизации сварки:
Предупреждение: Убийца проекта #1
#1Over-инвестиции в индивидуальные приспособления перед проверкой процесса сварки с коботом - самая дорогостоящая ошибка, с которой мы сталкиваемся. фирмы тратят $15 000-$30 000 на изготовленные на заказ приспособления в их первой части, только чтобы понять, что им необходимо перепроектировать путь сварки или что ориентация детали несовместима с охватом кобота. Используйте приспособление в стиле временного зажима, чтобы сначала доказать путь сварки, а затем вложите средства в производственное приспособление.
1. Сосредоточьтесь на неправильном месте в цепочке создания стоимости: чрезмерные инвестиции в приспособления перед подтверждением того, что робот может выполнить сварку. Экономически эффективные концептуальные приспособления, подтверждающие надежность, позволяют вам проверить путь сварки, прежде чем инвестировать в дорогие приспособления, которые вам действительно нужны.
#2Sвыбрав неправильный процесс сварки для автоматизации Опытный сварщик вручную может компенсировать плохую посадку в режиме реального времени; используется кобот не может отслеживать швы без использования и контактировать с датчиками. Подтвердите, что соединение ваших деталей является последовательным, прежде чем применять процесс сварки к автоматизации, основанной на согласованном позиционировании деталей.
#3Ignoring canchover в расчетах рентабельности инвестиций Поставщики оценивают производительность на основе цельного потока При планировании нескольких небольших партий, если в расчете рентабельности инвестиций не учитывается 30-60 минут времени перехода между партиями, фактический период окупаемости значительно увеличивается.
#4 — Экспектирование без оператора. станция коботов по-прежнему выигрывает от человека-оператора, который загружает детали, проверяет сварные швы и вводит исключения. сварочные коботы умножают производительность оператора; они не заменяют его. Ожидайте 1 оператора на каждые 1-3 рабочих места.
#5Begin с самой сложной деталью В конечном итоге вам захочется автоматизировать самые сложные сварные швы; не делайте этого в первую очередь. выбирайте простые детали с похожими сварочными путями прямолинейных сварных швов, последовательное прилегание и сохраняйте материал тонким1-10 мм. Избегайте сначала многопроходных сварных швов.
Как начать свой первый проект роботизированной сварки малой партии
Вам не нужно капитально ремонтировать свой завод при переходе от ручной сварки к автоматизированной, Используя структурированный шестиступенчатый метод, небольшие компании могут ограничить риск, одновременно увеличивая внутреннюю экспертизу в области автоматизации сварки. Вот пять шагов, которые неоднократно приводили к успеху:
#1Eоценить текущее производство Используйте данные о продажах за последние 12 месяцев; выберите 1 или 2 семейства деталей, которые вы неоднократно заполняли, скажем, деталь, используемая в 20 сборках по 25 единиц каждая, гарантирует 500 единиц в год и отметьте время сварки для каждой.
#2Pick 2 или 3 детали, сваренные оператором, с простыми путями для производства в вашей пилотной программе. используйте детали с линейными или круглыми сварными швами, стандартную посадку и калибр материала 1-10 мм. Выбор детали, требующей многопроходной сварки или сложных присадочных металлов, является ошибкой.
Шаг 3: Выберите свой процесс сварки.Сварка, безусловно, самый простой процесс для роботов, чтобы справиться — это также по умолчанию для большинства роботизированных сварочных ячеек. TIG сварка усложняет контроль, добавляя вопросы подачи проволоки. многопроцессный вариант (MIG + TIG) дороже, но предлагает больше гибкости в будущем.
Шаг 4: Рассмотрите варианты вашей системы. используйте свои знания процесса частичной сварки, чтобы выбрать роботизированную систему, которая будет соответствовать вашим производственным потребностям. для размеров партий до 500, с нисходящими производственными графиками и ежедневными переключениями, лучше всего использовать систему cobot с ручным наведением. более длительное время партии или высокие требования к скорости движения указывают на традиционную, автономно запрограммированную сварочную ячейку. запросите у вашего производителя предоставить демо-версии ваших деталей.
Шаг 5: Проведите пробный сварной шов. Поставьте образцы и спецификации в руки поставщика решений автоматизации. ожидайте, что они предоставят образец сварного шва обратно в течение 2-4 недель для вашей проверки. Качество, время цикла и простота перехода являются основными точками выбора.
Контрольный список перед покупкой для гибкой автоматизации сварки
- ☐ Завершена частичная семейная проверка (просмотрены производственные данные за 12 месяцев)
- ☐ 2 — пилотные детали, идентифицированные простой геометрией сварного шва
- ☐ Выбран процесс сварки (MIG, TIG или многопроцессный)
- ☐ Площадь этажа и инженерные коммуникации проверены на предмет размещения сотовой связи
- ☐ Оценка частоты переключения (переключения за смену)
- Модель ROI включает время простоя при переходе, а не просто время включения дуги
- ☐ Установлен план обучения операторов
- ☐ Испытание сварного шва на основе концепции, запланированное с поставщиком
В Zhouxiang мы имеем предпродажный инженерный анализ, чтобы соответствовать вашим типам деталей и сварочным процессам, чтобы показать вам идеальную конфигурацию системы. мы привносим более 30 лет опыта автоматизации сварки и инноваций в инновации в области сварочных технологий, более 200 патентов и способность проектировать Одностанционная сварочная система Чжоусяна для высокой смеси, производства мелких партий.
Часто задаваемые вопросы

Сколько стоит роботизированная сварочная система для небольших периодических работ?
Посмотреть Ответ
Типичная сварочная ячейка Cobot обеспечит стоимость $50K-$130K полностью приспособленной (источник питания ячейки, робот, защитное оборудование, приспособления, обучение и т. д.). Традиционная роботизированная система $100K-$330K или более. Положительным моментом является то, что общая стоимость обычно будет 2-3x фактической стоимости руки робота, как только вы добавите источник питания, оборудование и рабочую силу.
Какой тип производственного цеха больше всего выигрывает от роботизированной сварки?
Посмотреть Ответ
Машинные цеха, разрабатывающие 10-500 штук размеров партии с повторяемыми деталями производства Компании, пытающиеся решить проблему нехватки квалифицированных сварщиков талант получит самое быстрое время для возврата.
Могут ли коботы выполнять процессы сварки MIG и TIG?
Посмотреть Ответ
Большинство. без какого-либо специального или дополнительного оборудования большинство решений для сварки cobot поддерживают сварку MIG/MAG из коробки. TIG сварка может потребовать специальной установки горелки, но теперь доступна от основных производителей роботов. также начинают появляться многопроцессные блоки, которые позволяют переключаться между двумя процессами на одной машине.
Сколько времени занимает программирование сварочного робота на новую деталь?
Посмотреть Ответ
Руководствуемое обучение занимает 15-60 минут для простых деталей с простыми путями сварки. автономное программирование занимает от 30 минут до 2 часов в зависимости от сложности детали, с нулевым простоем производства, так как программирование происходит на компьютере, пока робот продолжает сварку. Обучение программированию подвески требует 1-4 часов и останавливает производство во время сеанса программирования.
Заменит ли роботизированная сварка ручных сварщиков?
Посмотреть Ответ
Нет. В приложениях большинство роботов выполняют повторяющиеся сварочные задачи, в то время как квалифицированные сварщики справляются со всем, что требует более квалифицированной работы с фигурой, визуального осмотра, проверки и калибровки, а также программирования роботов. хорошие новости: данные AWS показывают, что нехватка сварщиков приводит к увеличению мощности, что приводит к увеличению штата, а не к уменьшению; большинство компаний, которые добавляют робота, на самом деле нанимают больше сварщиков.
Какой минимальный размер партии делает роботизированную сварку целесообразной?
Посмотреть Ответ
Если ваша партия состоит из 5-10 частей, коботы и методы быстрой замены сделают автоматизацию экономичной. Размер партии не имеет значения; важно, возникает ли та же геометрия в последующих работах. Даже часть, которую вы свариваете двадцать раз в месяц, будет составлять всего 240 штук в год; вы заплатите за программирование робота один раз, а затем просто при необходимости используйте сохраненную процедуру. Некоторые из наших клиентов начали с одной повторной работы по скобкам и теперь используют более 40 сохраненных программ в одной ячейке.
Готовы автоматизировать сварку малой партии?
Имея полувековой опыт автоматизации сварки в более чем 50 странах, наша команда проанализирует ваш состав деталей, расскажет вам, насколько мы лучше всего подходим, и проведет бесплатное испытание сварки ваших деталей на соответствие концепции.
Об этом анализе
Эта статья опубликована Zhouxiang, производителем автоматизации сварки, образованным в 1991 году с более чем 200 патентами в области технологии сварки и резки. цифры затрат, контрольные показатели рентабельности инвестиций, данные о рабочей силе - все это получено на основе открытых опубликованных данных Американского общества сварщиков, BLS и Международной федерации робототехники. одобрения продукции сделаны на основе нашего накопленного международного опыта.
Ссылки и источники
- Международная федерация робототехники, Доклад World Robotics 2025 — ifr.org
- Американское сварочное общество, Данные о рабочей силе сварки — weldworkforcedata.com
- Бюро статистики труда США, Сварщики, резцы, паяльщики и пайщики — bls.gov
- ОША, Стандарты безопасности робототехники — оша.гов
- ИСО 10218-1:2025, Роботы и роботы — Требования безопасности — Роботы и роботизированные устройства — iso.org
- ISO/TS 15066:2016, Роботы и роботы-устройства — Collaborative Robots — iso.org


