
Get in Touch with Zhouxiang
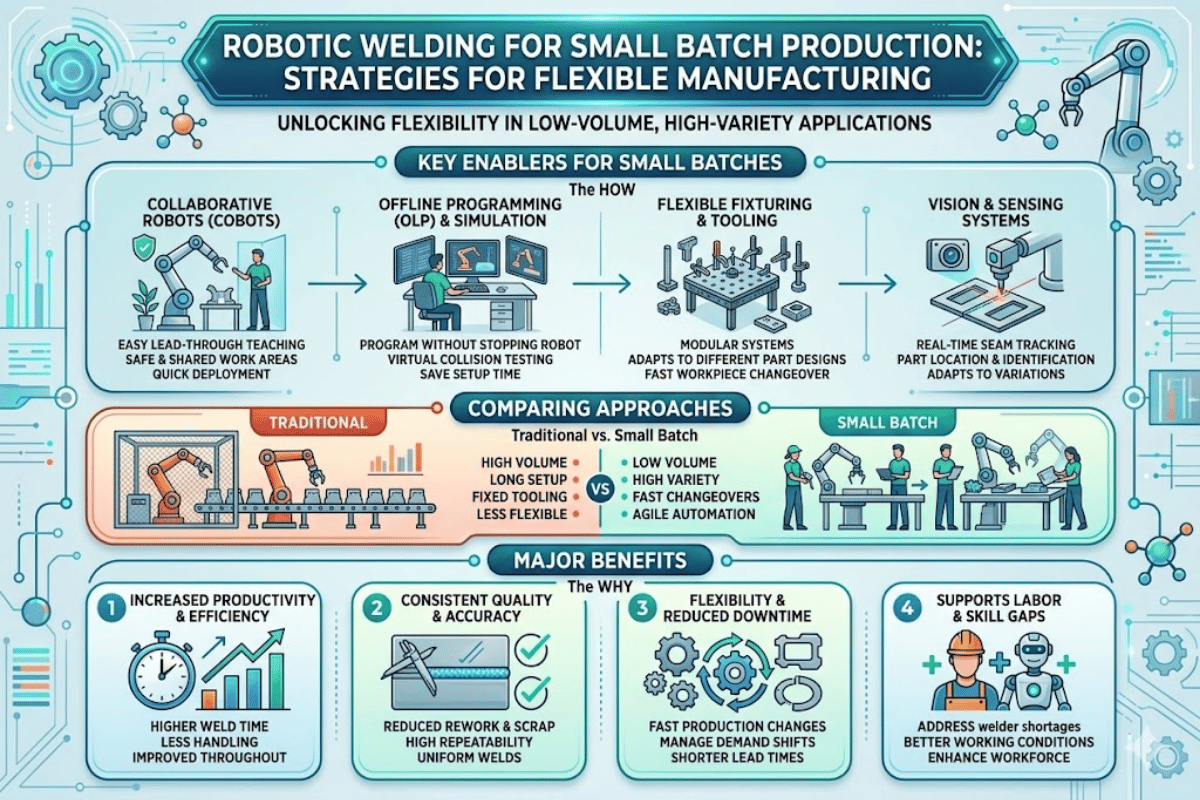
How Robotic Welding Makes Small Batch Production Profitable
For decades robotic welding was limited to the automotive assembly line – thousands of identical parts, enormous capital budgets, and months of programming before the first arc fired. Small manufacturers producing 10 to 500 piece batches assumed automation was impractical. That assumption is no longer valid, and the economics have evolved faster than most fabrication shops realize. Between collaborative robots bringing system costs below $130K and offline programming removing changeover delays, robotic welding today for small batch production is not a concept of the future. It is a present-day competitive strength.
Below: the actual costs, equipment choices, and project steps behind profitable small batch welding automation.
In This Article
- The Barriers to Small Batch Welding Automation
- Cobots vs Conventional Robotic Welding for Short Production Runs
- Inside a Flexible Robotic Welding Cell for Small Batch Work
- Programming and Changeover: The Secret to Small Batch Flexibility
- Cost Breakdown and Return on Investment for Small Batch Robotic Welding
- Pitfalls That Sabotage Small Batch Welding Automation Initiatives
- How to Get Started with Your First Small Batch Robotic Welding Implementation
- Frequently Asked Questions
Why Small Batch Welding Has Resisted Automation
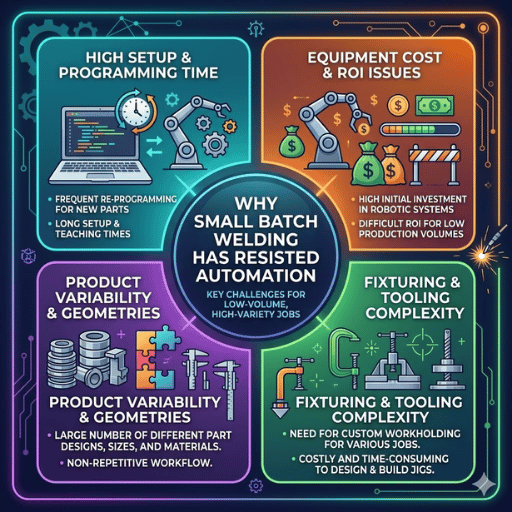
The perception persists that robotic welding is only suitable for high volume manufacturing – a perception that is deeply ingrained – and it used to be largely accurate. Traditional robotic welding systems required weeks of programming, inflexible fixturing for each new part, and investment in six-figure integration projects that only paid off when the number of repeatable welds reached tens of thousands. For a manufacturer producing 50 brackets this year and 200 frames next year, the financial justification was absent.
Three challenges prevented small batch shops from adopting robotic welding. First is the programming complexity: a skilled manual welder can look at a blueprint and start the weld in a few minutes, while a conventional automation cell required an expert programmer to spend days per part. Second is the changeover time: every switch from one component to another incurred hours of setup and reprogramming. Third is the fixture expense: as part variety increases, the fixture bill increases proportionally – and high mix businesses often have hundreds of different part numbers.
The additional challenge, the labor crisis has made high productivity manual welding an unsustainable strategy.
400,000
Welder shortage projected by the American Welding Society
Age 55
Average age of skilled welders in the U.S. workforce
82,500
New welding positions needed annually through 2028
The International Federation of Robotics shows 542,000 new industrial robots were sold in 2024 – twice as many as a decade ago. And the trend is not driven by automotive plants alone. High-mix small and medium manufacturers are accelerating their adoption of robot technology as they struggle with a shrinking labor pool.
For years the assumption was that traditional automation required high volume parts. Cobots, modular fixturing, and offline programming have changed the game.
Cobots vs Traditional Robotic Welding for Short Production Runs

The most important decision in a small batch manufacturing context is selecting between a collaborative robot and a traditional industrial robotic welder. The key parameters are flexibility, cost, and tolerance for changeover.
Collaborative robots- cobots -adhere to safety standards listed in ISO 10218-1:2025 and ISO/TS 15066:2016, employing onboard force sensors to operate without safety barriers. In integration projects, cobot applications consistently offer the shortest investment payback periods shops with mixed-part scedules. The math: when your welding robot cycles between part families several times in a shift, every second of efficiency you gain on every changeover adds up to hours of extra arc-on time every week.
| Feature | Traditional Industrial Robot | Collaborative Robot (Cobot) |
|---|---|---|
| Typical system cost | $100K–$500K+ | $50K–$130K |
| Setup time | Weeks to months | Days to weeks |
| Programming | Specialized programmer required | Hand-guiding or tablet interface |
| Safety infrastructure | Full safety cage + light curtains | Built-in force sensors, cage-free |
| Floor space | Large dedicated area | Compact, benchtop possible |
| Best batch size | 1,000+ identical parts | 5–500 pieces, frequent changeover |
| Changeover speed | Hours to days | Minutes to hours |
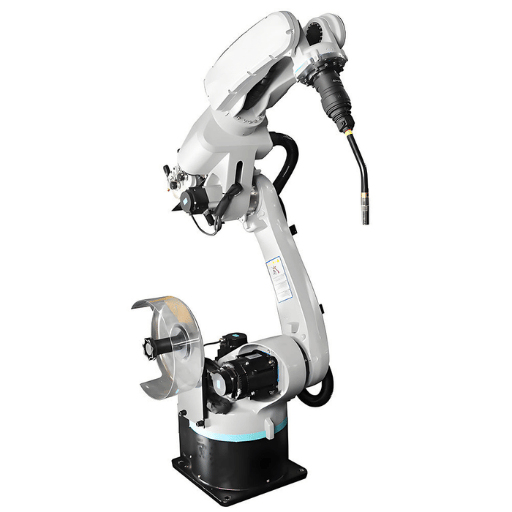
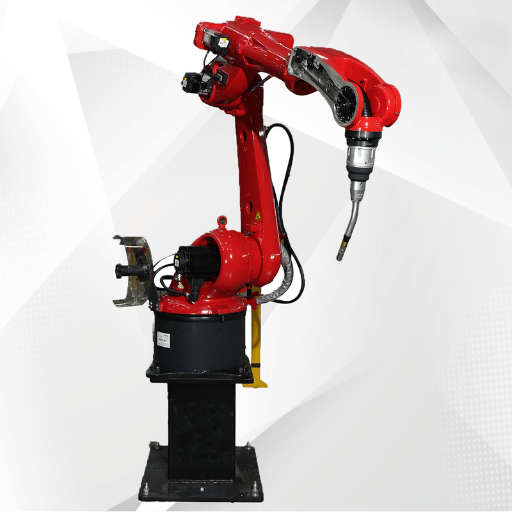
For shops evaluating their first robotic welding cell, a single robot welding station provides a manageable introduction. These compact cells combine the moving arc between the power source and work pieces using an integrated positioner with a cobot or mini industrial robot arm, providing co-robotic welding without requiring layout changes.
A tradeoff: cobots are slower. A standard industrial robot arm can sling around at greater than 2000 millimeters/sec; cobots are limited to around 1500mm/sec or less to fit within safety boundaries. For high volume production runs, traditional cycle times reassert themselves. But for small lot sizes where the robot can hang around waiting for part change, faster changeover more than makes up for slower travel speed.
Inside a Flexible Robotic Welding Cell for Small Batch Work

A welding assembly configured for flexible work looks different from a dedicated high volume welding cell. Every component is selected for flexibility and versatility rather than specialized speed on a single part number. Here is what makes up a flexible welding cell and cost estimates of each.
Robot arm or cobot-This component forms the backbone of the cell. For small batch applications, a small 6-axis cobot with a 5-10 kilogram payload handles most MIG and TIG welding. Cost: $25K-$60 K for the arm alone.
Welding power source -A synergic MIG or multi-process machine capable of both MIG and TIG welding. This component has the greatest influence on weld quality. Cost $8K-$25 K.
Welding torch-should be compatible with the process and mount to the robot’s end effector. MIG robots- tend toward simpler torch connections; TIG robots require more precise wire feed synchronization. Water cooled torches support high amperage welding.
Positioner or turntable-Defines the angle of the torch for the work. Two station positions-ers enable an operator to load on one side while the robot works on the other, boosting production by 30-40%.
Fixtures and fixturing-If your small lot cell replaces dedicated fixtures, it may use a modular fixturing system that makes every fixture adaptable.
Pro Tip: Modular Fixture Design
pictured is a rectangular fixture base with T slot channels that when combined with adjustable clamps and stops and 3D printed locators can be reprogrammed for a dozen or more part families. Cost is a fraction of dedicated fixtures for every part number.
Controller and programming interface-Programs welding parameters, manages the weld sequence, and interacts with the power source. Cobot systems run with tablet interfaces that can be learned in hours.
Safety system- For collaborative welding configurations OSHA robotics safety requirements may be satisfied with the cobot’s force limiting ability. Standard cells use perimeter fencing, light curtains, interlocked doors.
Once set up properly, a robotic flexible welding cell is capable of changing from one family of parts to another in less than thirty minutes, as opposed to a fixed tooling cell requiring on the order of half a day.
Programming and Changeover: The Key to Small Batch Flexibility
If you cannot program quickly enough the welding automation project can fail! Four hours per part programming time with ten parts per week translates to a whole shift of time just spent programming the parts. The welding robot is never welding but is always waiting for the programmer.
There are three programming approaches in modern robotic welding, which are suited to individual applications in various ways:
| Method | Changeover Time | Downtime Required | Best For |
|---|---|---|---|
| Teach pendant | 1–4 hours | Yes | Complex weld paths, fine-tuning |
| Hand-guiding | 15–60 minutes | Yes (brief) | Simple geometries, quick jobs |
| Offline programming (OLP) | 30 min–2 hrs | No (zero downtime) | Complex parts, high-mix production |
Teach pendant programming is still widely used. The operator jogs the arm to the weld points and records the position, which is accurate for complex welds but leaves the robot stationary while teaching, and tends to need experience of the pendant to work well.
Hand-guiding is perfect for cobots. Simply pick up the robot arm, run it along the weld path, and the controller notes the coordinates. Hand-guiding reduces a complex program from hours to minutes for single welds, and even someone new to robotics can learn how in just one training session.
Offline programming (OLP) truly unlocks small batch welding automation. An engineer can bring in CAD models, identify weld joints in the welding cell virtual twin, and generate the robot program on the desktop. The key benefit: the real robot may be welding production parts while the next welding program is being written.
Pro Tip: Offline Programming for Small Batch
Offline programming is the most important force multiplier for high-mix production runs. Even if you intend to begin with hand guiding, have plans to implement OLP within your first year. The zero-downtime programming pays for the software cost within months in situations where you are changing parts several times per shift.
Changeover is not just programming. Process changes by switching fixtures, change wires and gases from one welding process to another, and touch-up after the first test weld all fall under changeover. If the cell has modular fixturing and programs stored, parts up to dozens of part numbers can be welded with changeover occurring in minutes.
Cost Breakdown and ROI for Small Batch Robotic Welding

Total Cost of ownership isn’t just the price for the robot arm. A clear understanding of the true cost break down will ensure there are no surprises when looking at the buying decisions, and will assist in an honest ROI calculation before the investment.
| Cost Category | Cobot System | Traditional System |
|---|---|---|
| Robot arm / cobot | $25K–$60K | $40K–$150K |
| Welding power source | $8K–$25K | $8K–$25K |
| Fixtures & tooling | $5K–$20K | $15K–$50K |
| Safety infrastructure | $0–$5K (cage-free) | $10K–$30K |
| Integration & training | $10K–$25K | $25K–$75K |
| Total | $50K–$130K | $100K–$330K |
These figures tell only half the story; the key issue is payback period—how long it takes for the system to pay for itself in terms of labor savings, productivity improvements, and less rework.
Now take an example off-shelf. An $80K cobot welding system results in the output of one full-time welder. According to the U.S. Bureau of Labor Statistics, median welder wage $51,000; fully loaded (including benefits etc.) to reach $65K-$75K per year. With 3-5x productivity on repetitive joints, the math indicates an 18-month payback rate for this–even with daily changeovers. Results are higher arc-on time and lower defect rates.
50–90%
Arc-on time with robotic welding vs. 15–30% for manual welding
25–75%
Reduction in weld defects and rework when moving from manual to automated welding
Manual welders dedicate 15-30% arc-on time—the remaining time goes to handling, fixturing, and repositioning. A robotic welding system on a two-station positioner can keep 50-90% of arc-on time. That productivity delta is the primary reason why smart automation generates ROI even for small batch sizes.
The compact welding workstation designed for flexible production by Zhouxiang is at the lowest end of the cobot system price spectrum—making it attractive for small manufacturers testing their first automation investment.
Mistakes That Derail Small Batch Welding Automation Projects

Implementing robotic welding in a small batch environment is not as simple as installing the cobots and enabling them. Based on our project experience in dozens of shops, these five misconceptions cause the majority of welding automation failures and disappointments:
Warning: The #1 Project Killer
#1—Over-investment in custom fixtures before validating the welding process with the cobot is the most costly mistake we encounter. Firms spend $15,000-$30,000 on custom machined fixtures in their first part, only to realize they need to redesign the weld path or that the part orientation is incompatible with the cobot’s reach. Use temporary clamp style fixturing to prove out the weld path first, then invest in production fixturing.
1. Focus on the wrong location in the value chain: over-investing in fixturing before confirming the robot can make the weld. Cost-effective proof-of concept fixtures allow you to test your weld path before investing in the expensive fixtures you really need.
#2—Selecting the wrong welding process for automation. An experienced manual welder can compensate for poor fit-up in real-time; a cobot cannot—unless seam tracking and sensor contact are employed. Confirm that the mate-up of your parts is consistent before applying a welding process to automation that relies on consistent part positioning.
#3—Ignoring changeover in ROI calculations. Vendors estimate productivity based on one-piece flow. When planning for several small batches, if your ROI calculation omits 30-60 minutes of changeover time in-between batches, the actual payback period increases significantly.
#4—Expecting operator-free operation. A cobot station still benefits from a human operator who loads parts, checks the welds, and enters exceptions. Welding cobots multiply the operator’s productivity; they do not replace him. Expect 1 operator for every 1-3 workstations.
#5—Begin with your most complex part. You will ultimately want to automate your most challenging welds; don’t do so first. Select simple parts with similar weld paths—straight welds, consistent fitting—and keep the material thin—1-10 mm. Avoid multi-pass welds at first.
How to Start Your First Small Batch Robotic Welding Project
You don’t have to overhaul your factory when switching from manual to automated welding. By employing a structured six-step method, small companies can limit risk while growing internal expertise in welding automation. Here are five steps that have repeatedly led to success:
#1—Evaluate your current production. Use the last 12 months of sales data; select 1 or 2 part families you’ve repeatedly completed—say, a part used on 20 builds of 25 units each warrants 500 units per year—and note the welding times for each.
#2—Pick 2 or 3 operator-welded parts with simple paths to produce in your pilot program. Use parts with linear or circular welds, standard fit-up, and 1-10 mm material gauge. Selecting a part that requires multi pass welding or complex filler metals is a mistake.
Step 3: Choose your welding process. MIG welding is by far the easiest process for robots to handle – it’s also the default for most robotic welding cells. TIG welding complicates the control by adding wire feed issues. A multi-process option (MIG + TIG) is more expensive but offers more future flexibility.
Step 4: Consider your system options. Use your part-welding process knowledge to select the robotic system that will fit your production needs. For batch sizes under 500, with top-down manufacturing schedules and daily changeovers, a cobot system with hand-guiding is best. Longer batch times or high travel speed requirements point toward a traditional, offline-programmed welding cell. Request your manufacturer to providing demos with your parts.
Step 5: Carry out a test weld. Put samples and specifications in the hands of an automation solutions provider. Expect that they will provide a weld sample back within a 2-4 week period for your inspection. Quality, cycle time and ease of changeover are the main selection points.
Pre-Purchase Checklist for Flexible Welding Automation
- ☐ Part family audit completed (12-month production data reviewed)
- ☐ 2–3 pilot parts identified with simple weld geometries
- ☐ Welding process selected (MIG, TIG, or multi-process)
- ☐ Floor space and utilities verified for cell placement
- ☐ Changeover frequency estimated (changeovers per shift)
- The ROI model includes the downtimes for changeover not simply the arc-on times
- ☐ Operator training plan established
- ☐ Proof-of-concept weld test scheduled with vendor
At Zhouxiang we have pre-sales engineering analysis to match your part-types and welding processes to show you the ideal system configuration. We bring 30+ years of welding automation experience and innovation to welding technology innovation, 200+ patents, and the ability to design Zhouxiang’s single-station welding system for high mix, small batch part production.
Frequently Asked Questions

How much does a robotic welding system cost for small batch work?
View Answer
A typical Cobot welding cell will deliver a cost of $50K-$130K fully fitted (cell power source, robot, safety equipment, fixtures, training etc). A traditional robotic system is $100K-$330K or more. On the positive side, overall cost will usually be 2-3x the actual cost of the robot arm once you add the power source, equipment and labor.
What type of fabrication shop benefits most from robotic welding?
View Answer
Machine shops developing 10-500 piece batch sizes with repeatable parts production. Companies trying to solve the lack of skilled welder talent will get the fastest time-to-return.
Can cobots handle both MIG and TIG welding processes?
View Answer
Most. Without any special or additional equipment most cobot welding solutions support MIG/MAG welding out of the box. TIG welding may require a dedicated torch setup but is now available from the major robot manufacturers. Multi-process units which enable switching between the two processes on the same machine are also starting to appear.
How long does it take to program a welding robot for a new part?
View Answer
Hand-guided teaching takes 15-60 minutes for simple parts with straightforward weld paths. Offline programming takes 30 minutes to 2 hours depending on part complexity, with zero production downtime since the programming happens on a computer while the robot keeps welding. Teach pendant programming requires 1-4 hours and stops production during the programming session.
Will robotic welding replace manual welders?
View Answer
No. Applications have most robots handling repetitive welding tasks while skilled welders handle anything that requires more skilled figure work, visual inspection, checking and calibration, and robot programing. In the good news, data from the AWS shows that the welder shortage makes increased capacity result in more staffing, not less; most companies who add a robot are actually hiring more welders.
What is the minimum batch size that makes robotic welding worthwhile?
View Answer
If your batch is 5-10 parts, cobots and quick changeover techniques will make auto- mation economical. The size of the batch doesn’t matter; what counts is whether or not the same geometry occurs in subsequent jobs. Even a part that you weld twenty of every month would only total 240 annually; you’d pay to program the robot once, then just pull a stored procedure whenever needed. Several of our customers began with one repeat bracket job and now operate 40+ stored programs on one cell.
Ready to Automate Your Small Batch Welding?
With half a century of welding automation experience in 50+ countries, our team will analyze your part mix, tell you the best fit we see, and run a free proof-of-concept weld test on your parts.
About This Analysis
This article is published by Zhouxiang, a welding automation manufacturer formed in 1991 with 200+ patents in welding and cutting technology. Cost figures, ROI benchmarks, workforce data are all derived from open published data from the American Welding Society, BLS and International Federation of Robotics. Product endorsements are made from our accumulated international experience.
References & Sources
- International Federation of Robotics, World Robotics 2025 Report — ifr.org
- American Welding Society, Welding Workforce Data — weldingworkforcedata.com
- U.S. Bureau of Labor Statistics, Welders, Cutters, Solderers, and Brazers — bls.gov
- OSHA, Robotics Safety Standards — osha.gov
- ISO 10218-1:2025, Robots and Robotic Devices — Safety Requirements — iso.org
- ISO/TS 15066:2016, Robots and Robotic Devices — Collaborative Robots — iso.org


