Get in Touch with Zhouxiang

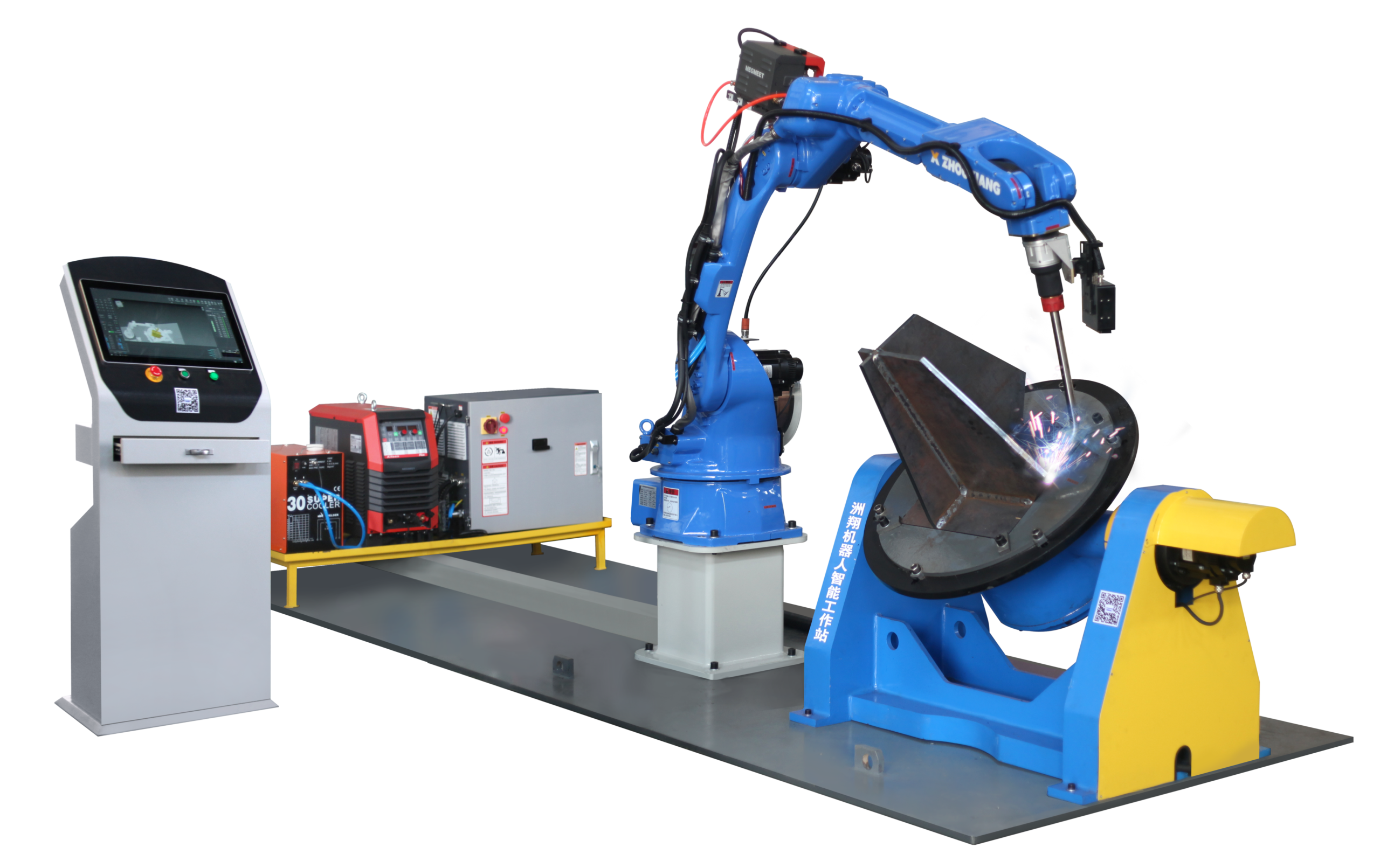
Power Industry Welding Robot
Purpose-built robotic welding systems for power generation equipment. Zhouxiang’s 6-axis welding robots deliver consistent, high-quality welds on boiler headers, turbine components, and transformer tanks — replacing two to three manual welding positions to boost productivity by 40–60%.
200+
Patents held since 1991
±0.05 mm
Repeat positioning accuracy
40–60%
Productivity increase vs. manual
95%+
System uptime with maintenance
_V6.m4v_snapshot_00.22.522.jpg)
_V6.m4v_snapshot_00.33.033.jpg)
_V6.m4v_snapshot_00.59.559.jpg)
What Is a Power Industry Welding Robot?
A power industry welding robot is a 6-axis welding arm specifically configured for the weld processes and material combinations found in power generation equipment manufacturing. Unlike general-purpose industrial welding robots, these systems are engineered for heavy-wall pressure vessels, boiler panels, and thick-section structural steel that form the backbone of energy infrastructure.
Internal Routing & Heavy-Duty Power
Featuring a hollow-wrist design, our system routes torch cables and wire feeds internally to eliminate snag risks in tight vessel interiors. Paired with a 350–500 A continuous-duty power source, the welding cell functions as a self-contained production unit, allowing operators to oversee complex fabrication with minimal manual intervention.
Absolute Consistency at Scale
Manual welding consistency drops significantly after the first few joints due to fatigue. Our robotic cells repeat exact parameters — travel speed, voltage, and weave pattern — on joint 200 just as they did on joint one. For pressure-rated welds requiring strict NDT compliance, this translates to near-zero reject rates and industry-leading throughput.
6-AXIS ARM
Heavy Duty Spec
Types of Robotic Welding Systems for Power Equipment
Choice is dictated by weld process, workpiece geometry, and volume. Power industry systems utilize continuous arc processes, specifically built for high-duty cycles on heavy infrastructure.
MIG Welding Robots
The primary choice for carbon steel fabrication in power plants. Operating solid or flux-cored wire at deposition rates of 3–8 kg/hr, these robots excel at high-volume fillet welds on boiler panels and structural supports. The high deposition rate makes them the workhorse for fill and cap passes on heavy multi-pass joints.
Primary Application Boiler panel fabrication, structural steel, high-volume fillet welds
TIG Welding Robots
Delivering the precision required for root passes on pressure-rated pipe joints and stainless steel internals. While slower (8–15 cm/min), TIG robotic systems produce the clean, full-penetration profile required for ASME X-ray inspections. Frequently used for critical root passes before GMAW fill passes.
Primary Application Pressure vessel root passes, stainless steel, alloy pipe joints
Plasma & Laser Welding Robots
Bridging the gap between conventional arc and laser. With keyhole plasma at 100–300 A, single-pass welds up to 10 mm are achievable without edge prep — significantly reducing pre-weld machining. Laser options offer the narrowest HAZ for distortion-sensitive assemblies at a premium capital investment.
Primary Application Heavy plate single-pass welds, distortion-sensitive assemblies
Welding Cobots
Designed to operate alongside human welders without full safety fencing. With payload limits of 12–16 kg, cobots suit low-volume repair work and high-mix small-batch fabrication. Ideal for power industry maintenance shops handling turbine blade repairs and specialized field service work.
Primary Application Maintenance shops, small-batch repairs, field service
Power Generation Welding Applications & Industry Use Cases
A robotic welding solution serves every stage of power equipment manufacturing, from new-build fabrication to maintenance and life extension work.
Boiler Manufacturing
Boiler panel membrane walls consist of hundreds of parallel tubes joined by continuous fillet welds. A single boiler can require over 3,000 linear meters of welding. Robotic arc welding cells running GMAW handle this volume with consistent penetration depth. Tube-to-header joints — circular welds around each tube penetration into a thick header plate — are where the robot’s repeatability pays off most.
Turbine Component Fabrication
Steam and gas turbine housings involve thick-section alloy steel joints from 25 mm to 80 mm. Multi-pass weld sequences with precise inter-pass temperature control demand robotic parameter discipline. Each pass is logged — voltage, amperage, travel speed, wire feed rate — providing the weld traceability that ASME code compliance requires. TIG welding robots deposit wear-resistant alloy overlays with controlled dilution rates.
Transformer Tank & Radiator Welding
Large rectangular steel enclosures with long, straight seams of 4–8 meters. The predictable weld path and consistent geometry justify automation investment. Radiator fin welding handles joins corrugated steel fins to flat header plates at two to three times the manual rate. Metal fabrication for transformer accessories (conservator tanks, bushings, cable boxes) rounds out the multi-purpose welding cell workload.
Pipe Spool & Pressure Vessel Welding
High-pressure steam pipes (ASME Class 2500) and pressure vessels require real-time monitoring. Systems equipped with laser vision sensors maintain torch position accuracy across circumferential welds, compensating for fit-up variations. Resulting in first-pass radiographic acceptance rates far exceeding manual standards on comparable joints.
Technical Specifications & Performance Data
Reliable Metrics for Zhouxiang’s Advanced Power Industry Welding Systems
±0.05 mm
Repeat Accuracy
98%+
RT Acceptance
IP54
Protection Rating
500A
Duty Cycle
| Parameter | Specification | Notes |
|---|---|---|
| Robot Type | 6-Axis Articulated Arm | Hollow wrist design, internal cable routing |
| Repeat Positioning Accuracy | ±0.05 mm | Per ISO 9283:1998 |
| Arm Design | Hollow-structure arm & wrist | Welding cables routed internally |
| Protection Rating | IP54 (Dustproof, Drip-proof) | Protective body cover for harsh environments |
| Supported Weld Processes | GMAW, GTAW, Plasma, SAW | Multi-process capability with torch change |
| Welding Power Source | 350–500 A continuous duty | Digital inverter, synergic control |
| Material Handling Integration | Automatic loading compatible | Reduces manual labor, pairs with positioner |
| Programming | Teach pendant + offline programming | User-friendly interface, 3D CAD simulation |
| Seam Tracking | Through-arc + optional laser vision | Real-time weld path correction ±0.3 mm |
| Production Suitability | Low-mix, high-volume | Batch sizes from 10 to 10,000+ pieces |
| Weld Seam Quality | Uniform bead profile, X-ray quality | First-pass RT acceptance >98% |
| Safety Compliance | CE, ISO 10218-1 | Full safety-fenced welding cell |
Common Power Industry Joint Parameters
12 mm Carbon Steel Boiler Plate
GMAW Setup: 260–280 A, 28–30 V
Travel Speed: 40–55 cm/min
Wire Feed: 12–14 m/min using 1.2 mm ER70S-6 wire
Schedule 80 Alloy Pipe (Root Pass)
TIG Expectation: 140–180 A, 10–12 V
Travel Speed: 8–12 cm/min
Filler Rod: 2.4 mm ER80S-B2
* Actual settings depend on fit-up, position, and specific qualified welding procedure specifications (WPS).
Case Studies: Welding Automation in Power Plants
Boiler Tube Sheet Production — Coal-Fired Power Plant, Central China
A manufacturer supplying boiler components for a 2×660 MW power station in Henan Province needed to weld 280 tube-to-header joints per boiler header. Manual welding with four rotation welders struggled with a 9% radiographic reject rate.
Equipped with a rotary positioner and through-arc seam tracking, the Zhouxiang cell completed 112 joints per shift. The system maintained inter-pass temperatures below 250°C consistently, reducing RT rejects to 1.8%.
“The robot handles the repetitive joints while our experienced people focus on complex transitions and final inspection.”
— Production Supervisor, Henan Boiler Facility_V6.m4v_snapshot_01.12.072.jpg)
Transformer Tank Seam Welding — Electrical Factory, Eastern China
Fabricating 110 kV and 220 kV transformer tanks required 48 meters of continuous welds. Manual production took 14 hours with distortion issues affecting 30% of the units.
Two workstations on 3-meter tracks covered full-length panels in a single setup. By controlling heat input and weld sequencing, the system achieved uniform 6mm leg length fillets with less than 1mm deviation.
“The post-weld straightening station went from our biggest bottleneck to nearly idle. That alone justified the investment.”
— Plant Manager, Jiangsu Factory_V6.m4v_snapshot_00.49.049.jpg)
Steam Pipe Spool Fabrication — EPC Contractor, Southeast Asia
1,200 high-pressure ASTM A335 P22 pipe spools were required to ASME B31.1 standards for a combined-cycle plant in Vietnam within a strict 9-month window.
Zhouxiang supplied a dual-process TIG/GMAW cell with laser vision. Every weld record was linked to specific material heat numbers, providing full traceability for critical energy infrastructure.

Safety, Certifications & Industry Standards
Power industry welding demands strict compliance with pressure equipment codes, structural welding standards, and occupational safety regulations. Zhouxiang systems are built to exceed global safety benchmarks.
CE Machinery
ISO 9001:2015
ISO 3834-2
ISO 10218-1
ISO 9283:1998
Applicable Welding Codes
- ASME BPVC: Section I (Boilers), Section VIII (Vessels), and Section IX (Qualifications). Procedures qualified with PQR/WPS.
- AWS D1.1: Governing structural supports and platforms in power plants. Mandates full operator qualification testing.
- ASME B31.1 Power Piping: High-pressure steam and feedwater piping requiring RT or UT examination.
- IEEE C57 Series: Standards for power transformer tank fabrication and stringent testing requirements.
Traceability Audit: Every cell logs voltage, current, wire speed, and gas flow in real time. Systems flag deviations >±5%, triggering automatic pauses to satisfy ASME quality audits.
Welding Robot Price Guide for Power Industry
Single-Station Cell
$85,000 – $120k
6-axis robot + power source + basic positioner
Flanges & Brackets
Mid-Range System
$150,000 – $220k
+ Seam tracking, offline programming, safety enclosure
Boilers & Pipe Spools
Full Turnkey Cell
$250,000 – $320k
+ Custom fixtures, material handling, multi-process
Heavy Tanks & Headers
Dual-Robot Line
$380,000 – $500k+
Shared positioner + full production line integration
Membrane WallsReach and Payload Impact
A 1,400 mm reach robot costs 15–25% less than a 2,000 mm unit. However, power industry components (boiler panels/tanks) typically necessitate the larger reach to avoid cell collisions.
Sensor & Accuracy Packages
Through-arc tracking adds $8k–$15k. Laser vision tracking ($20k–$35k) is essential for critical pressure welds where accuracy must remain within ±0.3 mm.
Material Handling Dynamics
A basic 2-axis positioner ($10k–$25k) suits small work, while heavy-duty headstock units for 5-ton transformer tanks range from $30k–$60k based on load stability.
Integration & Lifecycle
Budget 10–15% for commissioning. Zhouxiang offers factory-direct turnkey packages including robot, power source, and training to maximize productivity from day one.
Power Industry Engineering Hub
Interactive tools to validate ROI, estimate operational costs, and select the optimal robotic system for energy infrastructure projects.
Investment Payback Analysis
Operational Cost Estimator
System Configuration Selector
Frequently Asked Questions
A purpose-built power industry welding robot runs between $85,000 and $320,000, depending on reach, payload, and the number of external axes. A basic single-station welding cell starts around $85,000 to $120,000. Mid-range systems with seam tracking sensors and offline programming fall in the $150,000 to $220,000 range. Full turnkey welding cells for boiler tube sheets or large transformer tanks can reach $250,000 to $320,000.
GMAW (MIG) and GTAW (TIG) cover most power industry work. MIG handles carbon steel at 3–8 kg/hr deposition for boiler panels and structural supports. TIG runs root passes on pressure-rated joints and stainless steel internals where weld integrity matters. Some cells add plasma or submerged arc welding for heavy plate.
Yes. Modern 6-axis welding robots equipped with multi-pass programming and adaptive seam tracking weld joints from 6 mm up to 80 mm wall thickness. For heavy boiler headers with 40 to 60 mm walls, the robot runs multiple GMAW fill passes at controlled heat input to avoid hydrogen cracking. Operators program the first article, then the robot repeats the sequence across identical joints with pass-to-pass consistency.
Power industry welding falls under ASME Boiler and Pressure Vessel Code (Sections I, VIII, and IX) and AWS D1.1. Equipment safety certifications include CE marking (Machinery Directive 2006/42/EC) and ISO 10218-1. Quality management calls for ISO 3834-2 for fusion welding and ISO 9001 facility certification.
Not entirely. Robotic welding takes over repetitive, high-volume joints where consistency matters most. Skilled welders remain essential for field repairs, one-off custom joints, and positions robots cannot reach. Experienced welders move into programming, quality inspection, and system supervision. Automation lets facilities produce more with the same headcount rather than replacing professionals.
Most fabricators see payback within 14 to 24 months. A single robotic welding cell often replaces two welding positions while increasing daily output by 40 to 60 percent. Reduced rework adds another 8 to 12 percent in cost savings. Factor in lower consumable waste from precise wire feed control, and the numbers close within two years.
Pendant programming lets an operator guide the robot arm through the weld path and record waypoints; a simple butt joint takes 15–30 minutes. Offline software cuts setup time in half by simulating paths on a 3D CAD model before loading to the robot.
Cobots work alongside humans without safety fencing (payloads <16 kg). Industrial robots operate in enclosed cells (payloads up to 25 kg) at full production speed. Industrial robots are standard for power industry work due to higher duty cycles, larger workpiece sizes, and strict weld quality requirements.
Daily (10–15 min): Clean torch tips, check wire alignment. Weekly: Grease joints and verify TCP calibration. Annual: Full servo motor inspection and reducer grease change. With this routine, uptime rates above 95 percent are normal, and unplanned stoppages drop to under 20 hours per year.
Yes. With a tool-change system, one robot switches between MIG and TIG torches in about 30 seconds. One welding cell can handle both structural fills and precision root passes in the same production cycle.
Ready to Automate Your Power Equipment Welding?
Tell us about your welding application. Our engineering team will recommend the right robotic welding system configuration and provide a detailed quotation.
RESPONSE GUARANTEE // WITHIN 48 HOURS


