Get in Touch with Zhouxiang

Welding Robot Manufacturer — Industrial Robotic Welding Solution by Zhouxiang
Been the design and production agency for robotic welding systems since 1991. Welder and manipulation robotic welding systems’s for steel of buliding, vehicle, heavy work-building growth industry. 5 configuration of machine. More than 200 to patent. Delivered to more than 30 countries in the golf of Europe, North America, southeast is Asia and Middle East.
Request a Quote →
34
Years in
Manufacturing
Manufacturing
200+
Patents
Held
Held
5
Robot
Configurations
Configurations
30+
Export
Countries
Countries
What Sets a Top Welding Robot Manufacturer Apart?
Virtually none of the companies that will sell you a welding robot actually make one. Most of the distributors and integrators will simply purchase robot arms from FANUC, KUKA or Yaskawa, screw them to a table and sell it as a system. That will do in general automation but in welding, where torch angle, travel speed, seam tracking precision and fixturing have to compliment each other or you will get undercut porosity or missed joints.
A genuine welding robot manufacturer controls the full engineering chain: robot kinematics, welding process parameters, vision systems, fixture design and software integration. When something goes wrong on the production floor—and it will—you are not bouncing between a robot vendor, a vision vendor and a welding power source vendor trying to figure out whose problem it is.
Zhouxiang, which has been a welding automation manufacturer since 1991. Zhouxiang have more than 200 patents — including 50+ invention patents. Zhouxiang has an industry-university-research cooperative integrating with a dozen of Chinese universities in the field of intelligent welding, 3D machine vision and adaptive process control.
Here is what separates a manufacturer from a reseller:
Proprietary welding intelligence
Purpose-built welding software that matches process parameters to joint geometry automatically, not generic robot motion control.
In-house R&D with industry-specific focus
Dedicated testing of weld quality across real production scenarios, including plate thickness variations, gap tolerance and multi-pass sequencing.
Integrated seam tracking & vision systems
Sensors and software developed to work natively with the robot, not third-party bolt-ons that add latency and calibration headaches.
Turnkey delivery
The robot, the positioner, the power source, the fixtures and the control software arrive as a single tested, calibrated unit.
Application engineering support
Application engineering support from people who understand welding metallurgy, not just robot motion planning.
Zhouxiang Robotic Welding Systems — Full Product Line
Precision arrangements engineered for high-volume fabrication. Each system integrates Bochu intelligent controllers with real-time seam tracking and 3D CAD model drive capability.
Long-Seam Production
View Technical Specifications →
Rail-Mounted Welding Robot
Extends the robot’s reach along the full workpiece length. Identifies weld seam positions and generates welding procedures without manual pendant teaching.
Seam tracking: Bochu long-range sensor
Rail length: customizable to workpiece
Teachless welding from 3D CAD import
One-pass welding of full-length seams
Dual workstation simultaneous operation
Primary use: H-beams, stiffeners, plates
Wide-Span 3D Vision
View Technical Specifications →
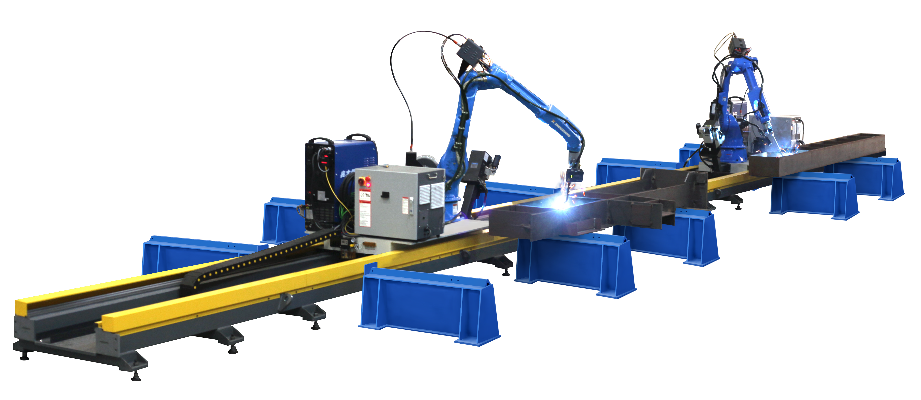
Gantry-Type Welding Robot
Single workshop portal frame over 5 meters of weld width. Integrates a large line-scan 3D vision system for drawing-free welding from point clouds.
Welding width: up to 5,000 mm
Vision: 3D line-scan point cloud
Weld types: Straight, arc, curved + flat
Model-driven and drawing-free modes
Handles horizontal-vertical assemblies
Suited for bridge and ship fabrication
Batch Efficiency
View Technical Specifications →
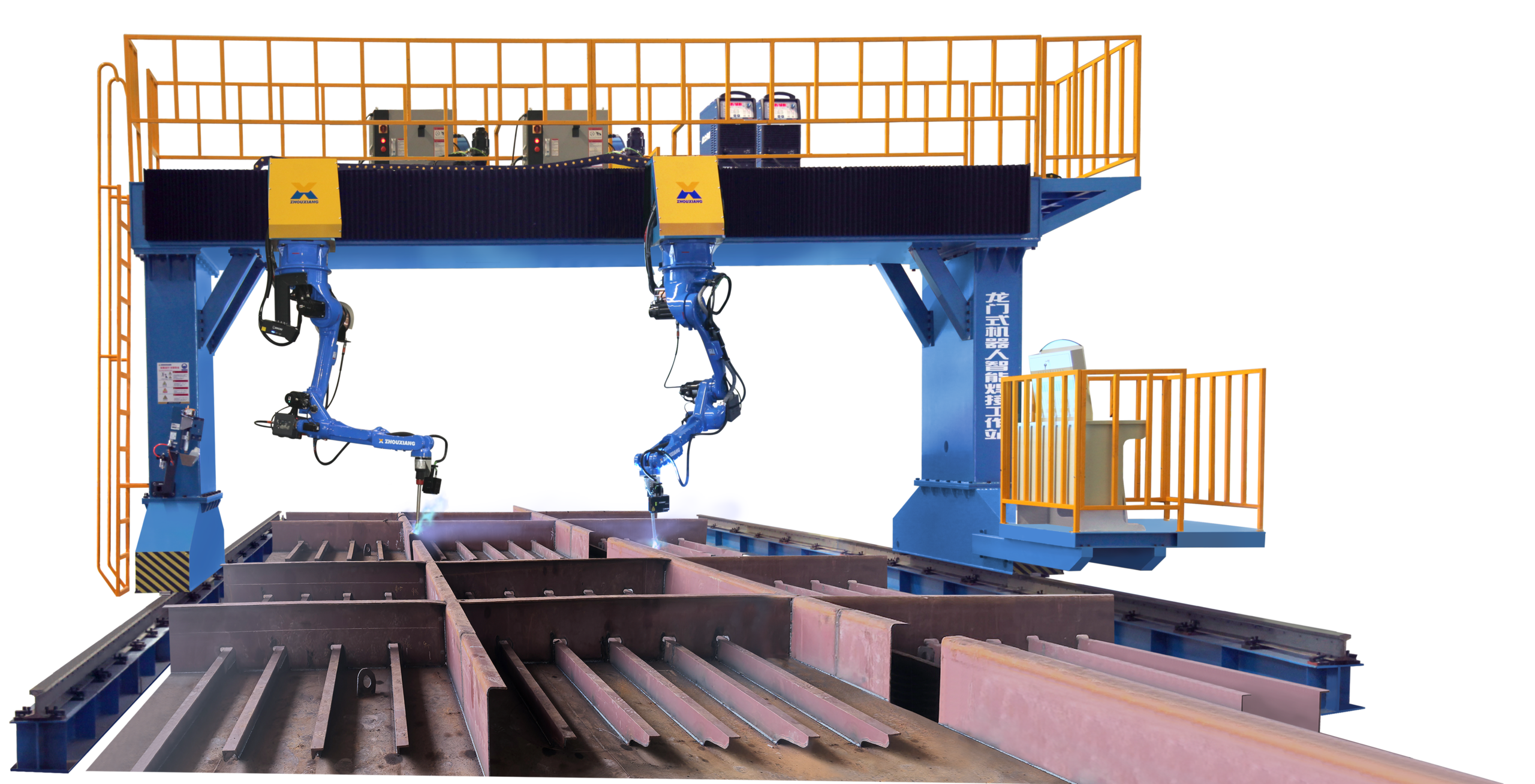
Cantilever-Type Welding Robot
Suspended overhead beam configuration keeps floor space clear for crane loading—crucial for heavy batches of structural H-beams.
Rail: Customizable length, auto-lube
Maintenance: Automatic torch cleaning
Vision: 3D vision with point cloud recon
Batch loading: Saves crane time
Steel structure, bridge and shipbuilding
Primary use: H-beams, diaphragm plates

Shipbuilding Specialist
View Technical Specifications →
Collaborative Welding Robot (Cobot)
Designed for tight shipyard sites. Lightweight frame and magnetic base clamps to steel decks without drilling.
Weight: Single-person portable
Mounting: Magnetic base, no drilling
Programming: Drag-and-teach
Arc tracking: Real-time correction
Safety: No fencing required
Setup: Moves between stations in mins
High-Volume Production
View Technical Specifications →
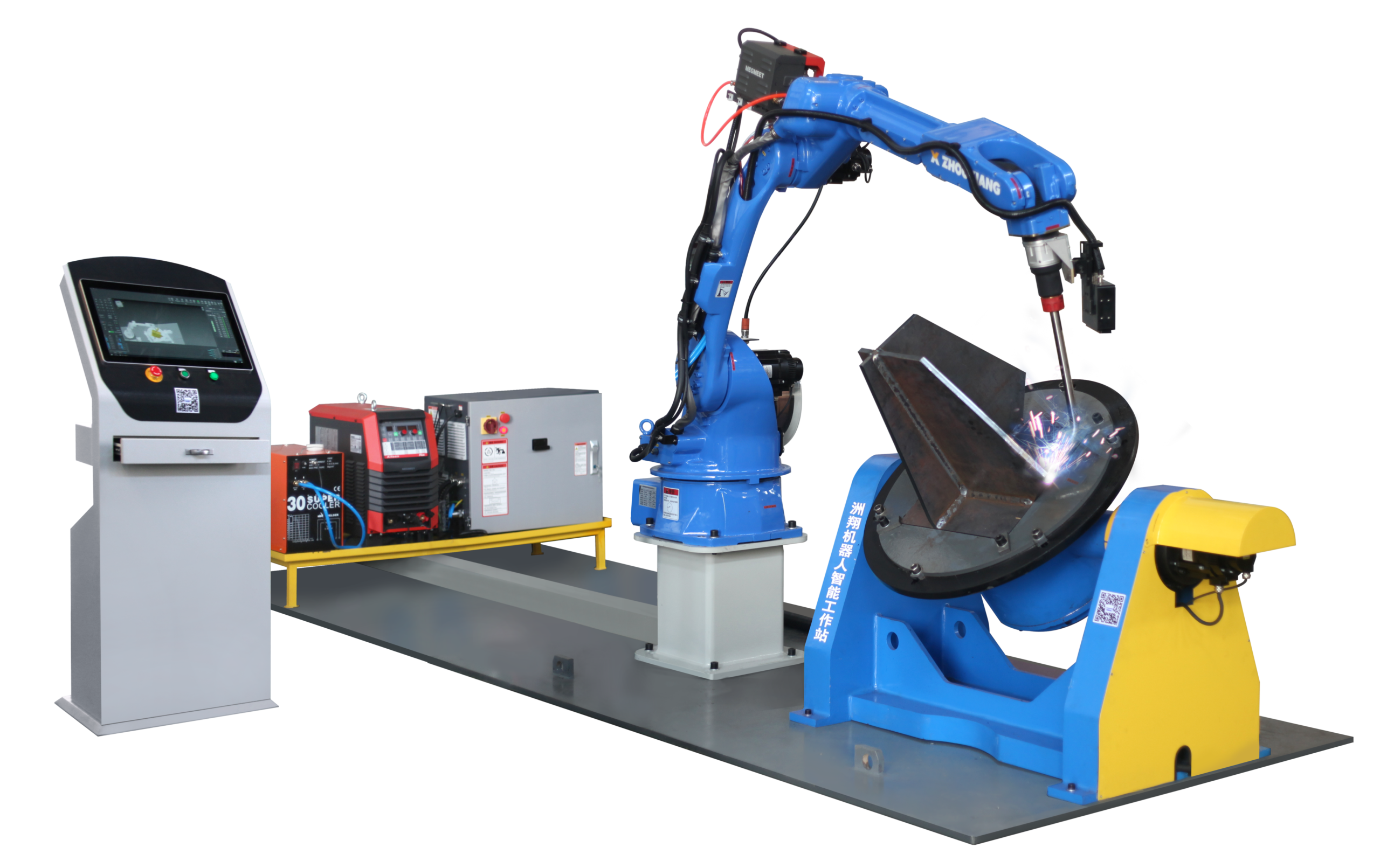
Intelligent Welding Workstation
Fixed cell architecture with hollow-structure arm. Designed for tough environments with dustproof construction.
Arm: Hollow structure, internal cables
Protection: Dustproof, drip-proof
Positioning: High repeat accuracy
Speed: Large envelope with fast operating
Material handling: Semi-auto integrated
Ideal for: Low-mix, high-volume production
Interactive Fabrication Tools
Evaluate your automation readiness, calculate precise operational ROI, and benchmark robotic efficiency against manual welding processes.
Efficiency Benchmark
Investment Payback
Operational Cost Estimator
Welding System Selector
Top Recommended System
92% MATCH
Get Quote for Rail-Mounted
Rail-Mounted Robot
Why it fits: The rail system moves the robot along a linear track, welding long seams on structural members in a single pass.
Alternative: Cantilever Robot (85% match)
Automation Readiness Quiz
Welding Processes and Technologies We Support
Your welding process drives the robot configuration, torch selection and parameter set. Zhouxiang systems support the processes most common in structural and heavy fabrication:
Supported Industrial Arc Processes
MIG / MAG GMAW
Primary arc welding process for structural steel. Wire-feed automation, high deposition rates, 60–300 cm/min travel speed on typical fillet welds.
TIG GTAW
Thin-wall and critical joints. Low spatter, precise heat input. Used on stainless, aluminum and alloy pipe work.
Spot Welding RSW
Resistance spot welding for sheet metal and automotive body assemblies. Fast cycle times, no filler material.
Plasma Welding PAW
Thick stainless and alloy plate. Deeper penetration than TIG at higher speeds. Keyhole mode for single-pass welds on 6–12 mm plate.
Laser Welding LBW
Narrowest heat-affected zone. Precision thin-gauge joints and high-speed seam welding where distortion must stay under 0.3 mm.
Bochu Platform Software Intelligence
Bochu Platform Intelligence
In terms of technology, Zhouxiang’s Bochu platform brings together three abilities, which distinguish it from robot motion control:
Teachless welding
Import Tekla, SolidWorks or UG 3D models directly. The system identifies weld seam locations, matches process parameters to joint type and generates the welding programme automatically.
Adaptive seam tracking
A long-range 3D sensor measures the actual seam position ahead of the torch and corrects the path in real time. Handles fit-up gaps of ±3 mm without manual intervention.
Point cloud reconstruction
For workpieces without a 3D model, the large line-scan vision system builds a point cloud of the part, reconstructs the geometry and generates the weld path from raw scan data. No drawings needed.
Industries and Applications for Robotic Welding
Steel Structure Fabrication
01
Target Assemblies
H-beams, box columns, plate girders, stiffener plates.
High-volume repetitive arc welding onto fillet joints material 6-40 mm thick. rail-mounted and cantilever systems, longest seams. Workstations, complete small bracket assemblies.
Explore Solution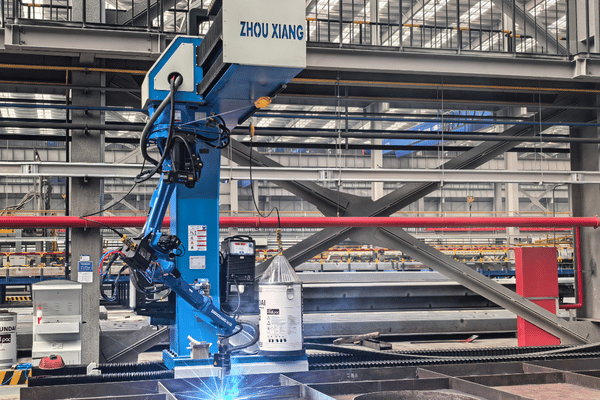
Shipbuilding
02
Target Assemblies
Hull panels, bulkhead assemblies, deck sections.
Gantry robots span wide plate work; cobots handle confined compartment welding where full-size cells cannot fit. Arc tracking compensates for the fit-up variation typical of tack-welded ship assemblies.
Explore Solution
Bridge Construction
03
Target Assemblies
Box girders, diaphragm plates, cross-frames.
gantry systems to fit 5m spans are used for handling the over-sized plate assemblies. point cloud reconstruction welds are used to join bridge components without a clean 3D model-common in refabrication and retrofit projects.
Explore Solution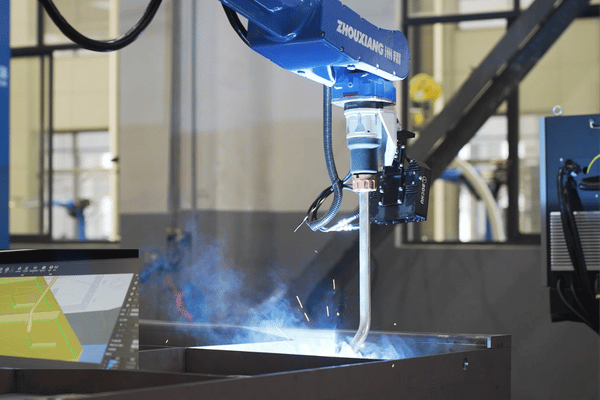
Power Equipment
04
Target Assemblies
Transformer tanks, switchgear enclosures, generator frames.
Tight dimensional tolerances require uniform welds and low distortion. Workstation cells with automated loading maintain cycle time uniformity across 3-shift production.
Explore Solution
Automotive & Heavy Equipment
05
Target Assemblies
Chassis frames, axle housings, boom assemblies.
Spot welding robots for body-in-white lines; MIG/MAG arc welding cells for the structural fabrication. High-volume, low-mix production with cycle time aim of 60 seconds or less for each assembly.
Explore Solution
THE COMMON THREAD
All of this welding came as a result of a common thread. Repetitive joints on steel or alloys plate, large production volumes cover the welding automation investment, and the requirement for high-quality consistent welds that manual welders cannot maintain over an entire shift. If your shop produces more than 100 identical welded assembly per month.
Welding Automation Case Studies
Steel Structure Plant
Shandong, China12 → 32Assemblies / Shift
8% → 1.2%Rework Rate
4 → 1Welders Required
11 moFull Payback
The Challenge
A plant that fabricated 8,000 tonnes of H-beam columns annually was suffering higher than targeted attrition of welders, making it difficult to replace them. Two manual welding stations (running 1 welders on each) produced 12 H-beam stiffener assemblies/shift. Fit-up rework: 8% (unequal fillet weld profiles).
Installed System
2 Zhouxiang rail-mounted welding robots fitted with Bochu teachless programmation and long-range seam tracking. Total Rails Length: 14 meters at each station.
Operational Impact
Pendant programming has been fully eliminated by the teachless system. Now the operator imports the Tekla model at the start of each batch, loads the pieces onto the fixturing and supervises both robots from a single station. Wire use is down 15% in three ways, the robot does not overshoot fillet legs the way a fatigued manual welder in hour 6 of an 8 hour shift.
Shipyard Panel Line
Jiangsu, China< 5 MinSetup Time
45 cm/mSpeed (vs 28)
1 ShiftTraining Required
±3 mmGap Tolerance
The Challenge
A mid-size shipyard needed to automate bulkhead and deck panel welding but could not install permanent robot cells inside the hull. Space between stiffeners measured 400–600 mm, and the panels moved between assembly stations daily.
Installed System
4 Zhouxiang collaborative welding robots with magnetic bases and arc tracking.
Operational Impact
Cobots roll between stations on deck, clamp magnetically, and the operator drag-teaches the first pass. Arc tracking handles the ±2–3 mm fit-up gaps that are normal on tack-welded ship panels. One operator now manages two cobots, freeing two skilled welders for complex joint work in engine rooms and tanks where robotic access is still impractical.
Bridge Fabricator
Southeast Asia70 cm/mSpeed (vs 25)
6% → 0.8%Flatness Rejects
4 → 2Labor Needed
6 → 4 WkDelivery Time
The Challenge
Previously 4 welders in pairs would weld 3.2 m wide, 1.0 m deep box girder sections with diaphragm plates at 400 mm centers. Workers had to carry out manual welding. Quality inspection found 6% of the girders were outside the flatness tolerance of 2 mm caused by heat distortion from arbitrary welding sequences.
Installed System
1 Zhouxiang of the gantry type welding robot with vision 3D line-scan and point cloud reconstruction. Portal span: 4.5 m.
Operational Impact
Before welding, the 3D vision system scanned each girder section, built a point cloud model of the actual part geometry and generated the weld path from the scan rather than from drawings. This resulted in the robot following the true location of each diaphragm plate rather than the theoretical coordinates.
“We had been quoting 6 weeks for a 40-girder batch. After the gantry system, the same batch ships in under 4 weeks. The flatness improvement alone saved us from having to flame-straighten nearly every fifth girder.”
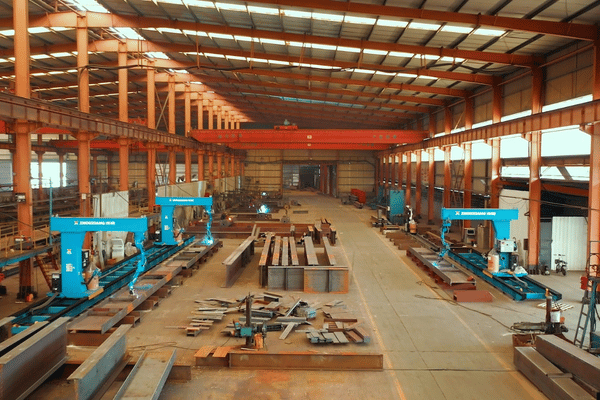
Manufacturing Capabilities and Certifications
Zhouxiang, based in a dedicated production facility in Wuxi, Jiangsu Province, has in-house machining, robotic welding and electrical assembly and integration.
Zhouxiang has received industrial-university-research collaborations with Chinese engineering universities for continuous development in intelligent welding, 3D machine vision and adaptive welding process control.
All products are designed to create high-quality welds to AWS D1.1 (Structural Welding Code – Steel), EN 1090 (Execution of steel structures) and class society specs (BV, DNV, CCS) where appropriate. With 200+ patents—including over 50 invention patents—that portfolio reflects genuine R&D investment in welding robotics, not just assembly of purchased components.

Certifications and Standards Compliance
ISO 9001:2015
Quality Management
CE Marking
EU Market Access
200+ Patents
50+ Invention
ISO 3834
Welding Quality
Engineering and Integration
Mechanical design
Robot arm kinematics, gantry structures, rail systems and fixture tooling designed in-house using SolidWorks and Tekla for structural verification.
Welding process engineering
Parameter libraries for MIG, TIG, plasma and laser processes across carbon steel, stainless steel and aluminum, tuned for plate thicknesses from 1.5 mm to 60 mm.
Software development
Covers the Bochu welding intelligence platform, including teachless path generation, adaptive seam tracking algorithms and offline programming interfaces.
Testing protocol
Every system runs a full weld test protocol before shipment — including destructive testing of sample welds to verify penetration, fusion and mechanical properties per the customer’s applicable code.
Welding Robot Price Guide — Cost Factors
Pricing for welding robot is a function of three variables: The robot configuration, sophistication of its vision & smart system and fixtures & complexity of integrating your work piece.
System Type
Typical Price Range (USD)
Key Cost Driver
Collaborative Welding Robot (Cobot)
$10,000 – $20,000
Welding power source and accessories
Intelligent Welding Workstation
$22,500 – $30,000
Positioner and automatic loading system
Rail-Mounted System (single robot)
$38,500 – $65,000
Rail length and seam tracking package
Cantilever System
$46,000 – $50,000
Rail length, 3D vision, torch cleaning unit
Gantry System (dual robot capable)
$77,000 – $80,000
Portal span, 3D vision, point cloud software
ROI Calculation Framework
On average the payback math is quite straightforward for welding automation. A single robotic welding cell can replace 2–3 manual welding stations and run 2–3 shifts as opposed to the practical 1.5 shifts most shops get from manual welders (accounting for breaks, fatigue and recruitment gaps).
Labour cost reduction
One robot operator manages 1–2 cells versus 2–3 manual welders per station. At $25–$40/hour loaded labour cost in North America or Europe, savings reach $80,000–$150,000/year per cell.
Welding wire savings (10–18%)
Robots do not overshoot fillet legs or waste wire on starts and stops the way a fatigued welder does after hour six of a shift.
Rework rates drop
Drops from 5–10% (manual) to under 2% (robotic) because consistent weld profiles mean fewer repairs and less grinding.
Shielding gas savings
Precise parameter control and faster travel speed reduce total gas consumption by 15–25% per metre of weld.
Productivity jumps 3–5×
On straight seams. A rail-mounted system welds H-beam stiffeners at 80 cm/min; a manual welder does the same joint at 20–25 cm/min.
Most steel structure fabricators producing 200+ repeat assemblies per month report payback of 12-18 months, provided productivity savings are additive to the material cost savings. High volume auto and appliance manufacturers often come in at 10 months.
Launch ROI Calculator →
Engineering SLA: 48 HOURS
Ready to Automate Your Welding Production?
Just send us your workpiece drawings & production objectives. Our applications engineering department will advise you on the right welding solution and send you a precise quotation within 48 hours.
Get a Free Quote
No Obligation • Expert Review
After-Sales Service and Technical Support
A robotic welding system is a critical-to production property that has a direct impact on productivity. Downtime has a cash equivalent-not just in terms of lost product, but in terms of job delays and overtime to recover. Zhouxiang’s after-sales programme is built to minimize response time and restore the system to welding with the minimum delay possible.
Service Level Agreements (SLA)
24-hour remote diagnostics
Connect to the system via VPN, access controller logs, identify the fault and push a fix without waiting for a site visit. Most software and parameter issues are resolved within 4 hours.
Spare parts within 48 hours
Stock of common wear parts (torch liners, contact tips, nozzles, drive rolls, sensor windows) ships within 48 hours to anywhere with express courier service.
On-site service within 72 hours
For mechanical or electrical faults requiring hands-on repair. Domestic (China) response is same-day or next-day.
Commissioning and training
An applications engineer supervises installation, runs the first production welds with your operators and stays on-site until the team is self-sufficient. Covers daily operation, torch maintenance, troubleshooting and offline programming.
Remote programming assistance
When you start welding a new workpiece geometry, Zhouxiang’s engineering team helps generate and validate the welding programme remotely—cutting setup time for new product launches.
Standard 2-year warranty
On mechanical and electrical components. 1-year warranty on consumable parts (torch assemblies, sensor covers). Extended warranty and annual maintenance contracts available.
Major robotics companies like FANUC, KUKA, Yaskawa Motoman and ABB share the welding robot manufacturer landscape with welding-focused manufacturers like Lincoln Electric, ESAB and Zhouxiang. Where they differ is scope: FANUC and KUKA sell robot arms that integrators then build into welding cells, while manufacturers like Zhouxiang deliver turnkey robotic welding systems—the robot, the fixtures, the seam tracking, the welding power source, the rail or gantry—all engineered as one unit. If you have in-house integration capability, buying a bare robot arm works. If you need a system that welds on day one, look for a manufacturer that ships complete cells.
Budget $35,000 to $320,000 depending on configuration. A basic cobot with a magnetic base for shipyard work starts around $35,000–$55,000. A rail-mounted system with teachless programming and seam tracking runs $55,000–$110,000. A full gantry with 3D vision, dual robots and a 5-meter span sits at $180,000–$320,000. Keep in mind the robot arm itself is often only 30–40% of the total system cost—fixtures, positioners, welding power sources, safety fencing and integration make up the rest.
Size, speed and programming method. An industrial welding robot sits behind safety fencing, runs at full speed and is programmed with a teach pendant or offline software. A cobot skips the fencing, moves slower and is programmed by dragging the arm through the weld path by hand. Pick a cobot for high-mix shipyard or job-shop work. Pick an industrial robot for dedicated lines running the same weld hundreds of times per shift.
Most robotic welding systems run GMAW (MIG/MAG) as the primary process because wire-feed automation and consistent arc characteristics make it the easiest to automate. Robotic GTAW (TIG) handles thin-wall or critical joints where low spatter and precision matter. Spot welding robots are standard in automotive body-in-white lines. Plasma welding robots handle thicker stainless and alloy work. Laser welding robots deliver the narrowest heat-affected zone for thin-gauge precision joints. Most modern systems can switch between processes with a torch change and parameter set swap.
Steel structure fabrication leads the market—H-beams, columns and plate assemblies involve high volumes of repetitive fillet welds that robots handle faster than manual welders. Shipbuilding uses gantry and cobot systems for hull panels, bulkheads and deck sections. Bridge construction, power equipment manufacturing (transformer tanks, switchgear frames) and automotive fabrication also rely heavily on welding automation. Any operation running more than 100 identical welded assemblies per month is a strong candidate.
Start with three questions. First: what is your longest weld seam? That drives rail length or gantry span. Second: what is your batch size and part variety? High-volume, low-mix production suits a dedicated rail-mounted or workstation cell. High-mix, low-volume work favours a cobot or teachless system with offline programming. Third: what is your floor space and crane access? Cantilever robots hang overhead and leave ground space clear for loading. Match the robot’s reach and payload to your thickest plate and most common joint geometry.
Fit-up tolerance is the biggest practical constraint. A welding robot expects parts positioned within about ±1.5 mm of the programmed path. If your tack-up varies more than that, the robot misses the joint or burns through. That means upstream cutting and assembly must be tighter than what you tolerate for manual welding. Beyond that, robots pay off on repetitive production. If you fabricate unique one-off pieces with 20 different joint setups, the programming time may not justify the investment.
Depends on the system. Pendant programming takes 2–4 weeks to learn. Teachless systems cut that to hours—import a 3D model and the software generates the path. Cobots are the fastest: drag the arm through the weld once, hit start.
Look for ISO 9001 quality management, CE marking for European market compliance and ISO 3834 for welding quality requirements. If your products must meet structural welding codes, confirm the manufacturer’s systems can produce welds that pass AWS D1.1, EN 1090 or equivalent. Certifications specific to your export market (CU-TR for Russia/CIS, BV or DNV for marine applications) matter. A manufacturer’s patent portfolio signals genuine R&D investment versus simple assembly of third-party components.
Most steel structure fabricators report payback in 12–18 months when replacing two manual welding stations with one robotic cell. Here is how the numbers work: a robot runs two or three shifts without overtime pay, welds 3–5 times faster on straight seams, and wastes 10–18% less wire because it does not overshoot fillet legs. Rework drops from a usual 5–10% reject rate to under 2% because every pass is identical. Shielding gas consumption falls 15–25% due to faster travel speed and tighter parameter control. On the labour side, one operator managing two robotic cells replaces four to six manual welders, saving $100,000+ per year in loaded labour costs at North American or European wage rates. High-volume shops with 200+ identical assemblies per month often hit payback closer to 10 months. Shipyard and bridge fabrication operations see slightly longer payback—14 to 20 months—because of lower repetition rates, but still strong returns given the skilled welder shortage in those trades.
At minimum: 24-hour remote diagnostic support, spare parts within 48 hours and on-site service within 72 hours for critical failures. A good manufacturer also provides operator training at your facility, a commissioning period with an applications engineer on-site and remote programming assistance for new workpiece setups. Check the standard warranty terms—2-year on mechanical components and 1-year on consumable parts is a reasonable benchmark.
Full automation is already standard for repetitive production welding—automotive body-in-white lines run hundreds of spot welds per cycle with zero manual intervention. For structural and heavy fabrication, the direction is toward adaptive welding with 3D vision and seam tracking that handles part-to-part variation without manual re-teaching. But skilled welders remain essential for fit-up assessment, quality judgment, fixture troubleshooting and the complex joints that are too variable or too infrequent to justify programming. In practice, the welder’s role shifts from holding a torch to managing robotic cells and solving problems that machines cannot.
References & Data Sources
International Standards & System Qualifications
ISO 9001:2015
— Quality management systems — Requirements
ISO 3834
— Quality requirements for fusion welding of metallic materials
AWS D1.1/D1.1M
— Structural Welding Code — Steel (American Welding Society)
EN 1090-2
— Execution of steel structures and aluminium structures
ISO 10218-1:2011
— Robots and robotic devices — Safety requirements
IIW
— Guidelines on welding robot system qualification
Zhouxiang product specification documents
(2025–2026 product line data sheets)