Get in Touch with Zhouxiang

Industrial Welding Robots — Automated Arc Welding Solutions
Zhouxiang develops and produces welding robot for manufacturing of steel structure, ships and power equipment. teachless Benda is included to 3 racks of 5 Zhouxiang Robot configurations (rail-mounted, cantilever, gantry, collaborative and workstation). Built in are some options teachless offline programming and 3 D seam tracking.
200+
Patents Held
5
Robot Configurations
34
Years in Manufacturing
6
Axis Precision

Innovation Inside
Teachless Benda & 3D Seam Tracking
What Is a Welding Robot and How Does It Work?
From a hands-on perspective, robotic welding of a welding torch equipped with power source and wagon is not actively managed. It welds. A single robotic arm known as arc welding robots from Zhouxiang replaces one process with another by performing MIG, MAG, TIG, flux-cored or plasma welds through multi-axis precision.
Multi-Axis Servo Controlled Precision
Six autonomous servo-controlled wheel axes execute the programmed entry line, in-travel velocity and wire to-burn-on to every joint. This kit incorporate coordinated motion commands to the six servo driven axes (and optional seven/eight axes via ground rail), ensuring consistency beyond veteran welders.
6-Axis Servo Execution
Teachless Logic & CAD Integration
Eliminating the manual bottleneck, teachless systems import models from Tekla, SolidWorks or UG. The system automatically calculates weld seam positions and creates the entire procedure—torch angle, weave pattern, and multi-pass sequences—all before a pendant is touched.
Tekla & SolidWorks Integration
Digital Control & Seam Tracking
A line laser scanner mounted in front of the torch measures real-time groove positions. This closed-loop tracking transmits corrections to the controller, maintaining the wire tip in the joint center even if parts move, while locking in volts, amps, and travel speed parameters.
Laser Vision Correction
Types of Welding Robots — Find the Right Configuration
Robot set-up is primarily determined by three parameters: workpiece size, production volume and floor space. Zhouxiang’s robotic welding solutions span the full gamut from spot welding fixtures mounted on short brackets to the behemoth Garlinca continually pluckin on 12-meter structural beams.
Steel Structure
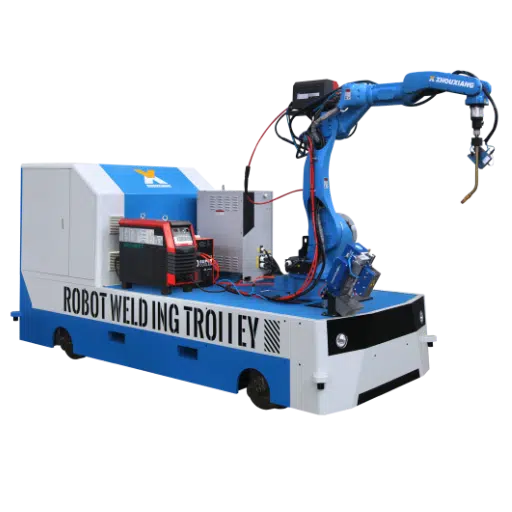
Rail-Mounted Welding Robot
6-axis robotic welding machine traversing on a floor level ground rail of length up to 6m (optional). Ground rails increased the robot’s working distance along the length of the H-beams, box columns and plate girders. Both sides of rail can be used at the same time – one side performs the welding part and another the operator prepares the next batch on the other side, thus halving “dead” time.
Most Compatible With
H-beam stiffener plates, corbels, column base plates, purlin support brackets etc. great for any job where long continuous runs of fillet welds on structural steel. Known to run consistently over two-shift castings without torch drift.
System Capabilities
- Bochu teachless welding system — import Tekla/SolidWorks/UG models directly
- Mingtu line laser seam tracking for real-time weld path correction
- Supports single-robot or dual-robot shared-rail operation
- Repeat positioning accuracy: ±0.05 mm
Steel Structure / Bridge
Cantilever-Type Welding Robot
On an overhead cantilever beam, not on the floor, this robot releases floor space so workpieces can be crane-fed in batches—it saves you a lot of time when cycling bulky structural assemblies through the cell. Rail length is user-configurable (standard 12m), supported by a self-automated lubrication system for the linear guides.
Ideal Application
Secondary processing of steel structure members—gusset plates, diapharm plates, stiffeners. Also, secondary processing of small and medium plate units—ship-bridge fabrication.
System Capabilities
- 7-axis (robot + rail) or 8-axis (robot + rail + column lift) variants
- Friendess teachless welding system with large-FOV 3D seam finder
- Point cloud reconstruction for drawing-free welding when no CAD exists
- Working envelope up to 10 m × 1.3 m × 1.2 m on 12 m rail (8-axis)
Shipbuilding / Bridge
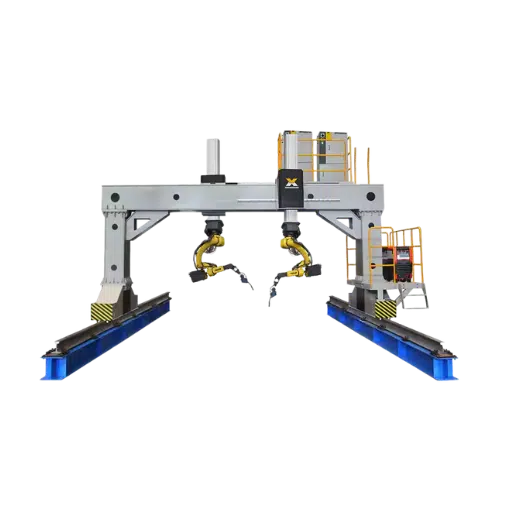
Gantry Welding Robot
Constructed as a portal frame, this gantryis designed to take advantage of the maximum 5 meters clear width of a workpiece and is where the robot travels in both the X and Y directions. This is the setup for large flat panels and wideplate assemblies such as deck sections where a one-rail robot cannot access the entire workpiece width.
Ideal Application
Ship production (panel lines), bridges (girders), power generating equipment (large plate assemblies—the shape of the workpiece exceeds 1.5 m in width and requires full-automatic welding from above.
System Capabilities
- 5 m welding width — handles full-width ship hull panels
- Bochu intelligent welding system with 3D vision
- Supports straight-line, circular arc and curved weld paths
- Flat and vertical welding positions
Shipbuilding / Confined Space
Collaborative Welding Robot (Cobot)
A lighter weight welding cobot that was constructed to make the most of the confined, challenging areas encountered near hulls and between bulkheads in a vessel. Possessing wheels and a magnetized foundation the unit can easily roll in and adhere to any steel plate. One man carries the device in, and with the placement, and begins welding in spaces a gantry or rail system could never occupy.
Ideal Application
In house development, in-situ welding inside ship compartments, method development, field-erected chassis on construction sites – Small volume, high mix fabricated parts.
System Capabilities
- Drag-and-teach programming — user-friendly interface, no coding, no pendant
- Built-in arc tracking corrects deviation in real time during the weld
- Lightweight body designed for single-person handling
- No safety fencing required — collaborative operation by design
Power Equipment / General
Intelligent Welding Workstation
A self contained, robotic welding Cell, utilizing a hollow-structure arm with internal cable management. Protects the sensitive electronics from dust, spatter and moisture. Sized to nest into pre-existing production lines without major retooling investments. Designed for mid-to-high volume production, where the same part is run hundreds or thousands of cycles.
Best For
Transformer tanks, switchgear enclosures, pressure vessels, any production cell processing 200+ same parts / week where weld seam consistency & minimal rework counts are important.
System Capabilities
- Hollow wrist with internal welding cable routing — no external cable snag
- IP-rated dustproof and drip-proof body with protective cover
- High repeat positioning accuracy for consistent weld quality
- Integrates with automatic loading systems for lights-out production
Welding Robot Specifications & Technical Data
Comparative specifications for the main Zhouxiang welding robot model series is shown below, all values are sourced from factory tested production units. Reach, payload and positioning accuracy given per ISO 9283:1998. TCP accuracy- the most significant measure of the actual position of the wire tip in relation to the programmed position- is held at 0.05 mm in all the models.
| Parameter | Rail-Mounted ZXR12-2010 | Rail-Mounted ZXR10W-1440-D | Cantilever 7-Axis | Cantilever 8-Axis | Gantry Type |
|---|---|---|---|---|---|
| Number of Axes | 6 + rail | 6 + rail | 6 + rail | 6 + rail + column | 6 + gantry XY |
| Arm Reach | 2,010 mm | 1,440 mm | 2,010 mm | 2,010 mm | 2,010 mm |
| Payload | 12 kg | 10 kg | 12 kg | 12 kg | 12 kg |
| Repeat Positioning | ±0.05 mm | ±0.05 mm | ±0.05 mm | ±0.05 mm | ±0.05 mm |
| Protection Rating | J1-J2: IP56 / J3-J6: IP67 | J1-J2: IP56 / J3-J6: IP67 | IP56 / IP67 | IP56 / IP67 | IP56 / IP67 |
| Rail / Gantry Length | 6 m (custom) | 6 m (custom) | 12 m (custom) | 12 m (custom) | Custom (≤5 m width) |
| Max. Working Envelope | 6 m × 2 m × 2 m | 6 m × 1.4 m × 1.4 m | 10 m × 1.3 m × 0.4 m | 10 m × 1.3 m × 1.2 m | Custom × 5 m × 2 m |
| Total Power | 4.5 KVA + welder | 4.5 KVA + welder | 10 KVA + 31 KVA | 13 KVA + 31 KVA | ~44 KVA total |
| Robot Weight | 313 kg | 210 kg | ~320 kg | ~350 kg | ~350 kg |
| Welding Speed | 0.3–0.8 m/min | 0.3–0.8 m/min | 0.3–0.5 m/min | 0.3–0.5 m/min | 0.3–0.5 m/min |
| I/O Signals | 16 in / 16 out 24VDC | 16 in / 16 out 24VDC | 16 in / 16 out 24VDC | 16 in / 16 out 24VDC | 16 in / 16 out 24VDC |
| Welding System | Bochu teachless + Mingtu laser | Bochu teachless + Mingtu laser | Friendess teachless + 3D vision | Friendess teachless + 3D vision | Bochu teachless + 3D vision |
| Torch Cleaning | SC220A auto gun cleaning | SC220A auto gun cleaning | Auto gun cleaning included | Auto gun cleaning included | Auto gun cleaning included |
| Power Source Options | Aotai or Megmeet | Aotai or Megmeet | Aotai or Megmeet | Aotai or Megmeet | Aotai or Megmeet |
Industries & Applications for Robotic Welding
welding robots perform repetitive joints more quickly and reliably than manual welding in heavy industries - steel fabrication, ship building, bridge fabrication and power equipment. Robots in the welding roles in these industries take on the large-volume, ergonomically challenging welding jobs that make the human welder's job run out of capacity first. Here are four industries where Zhouxiang technology see the most implementation.
01 / STRUCTURAL
Steel Structure Fabrication
Core Applications
H-beams, box columns, plate girders, stiffener plates, corbels, purlin brackets—rail-mounted and cantilever robots are built for the high number of repetitive fillet welds in a structural steel shop—stiffener-to-flange, base-plate-to-column, gusset-to-web.
02 / MARINE
Shipbuilding & Marine
Core Applications
Hull panel lines, combinations, breal sections, combinations, accessories for pipes. Prior to welding, Robots can joined in the gantry Robots several plates up the 5 m wide is weld. Dock work uses cobots in tight closed sections where cranes cannot reach.
03 / INFRASTRUCTURE
Bridge Construction
Core Applications
Plate girders, diaphragm plates, cross frames, splice plates. Similar to structural steel joints types, but plate (typically 20-50mm), welding code (AWS D1.5) requirements tighter and piece size larger (longer rail or gantry needed to move).
04 / ENERGY
Power Equipment
Core Applications
Transformer tanks, switchgear enclosures, turbine housings, pressure vessels. Sealed hollow arm intelligent welding workstations keep spatter and dirt out of sensitive electrical components while maintaining stable arc conditions to produce leak proof joints.
Real-World Case Studies — Welding Robots in Action
Case 1: Steel Structure Fabricator, Shandong Province
A mid-size structural steel shop that was making approximately 800 metric tons of H-beam components per month would experience a 12% labor attrition rate on its welders due to retirements and personnel changes each year. Remaining welders dedicated approximately 40% of their shift time to welding stiffener plates to beam flanges -- very repetitive 6 mm fillet welds on 8-14 mm plate.
Engineered Solution
2' ZXR12-2010 rail-mounted robots on 6 m ground rails, each with Bochu teachless programming and Mingtu laser seam tracking. Loading stations positioned at each section of the rail so one side welds while the other loads. Separate loading stations are connected to the automation system which links the two robots to a common production scheduler for load sharing cell by cell.
"We brought the robots online in September. By December the stiffener backlog that used to hold up painting was gone. The two operators running the cells were both former manual welders — the transition took about two weeks of hands-on training."

3.2×
Throughput increase
on stiffener welding
on stiffener welding
1.8%
Post-weld rework rate
(was 7.2%)
(was 7.2%)
14 mo
Full payback period
on both robots
on both robots
Case 2: Shipyard Panel Line, Jiangsu Province
A shipyard welding flat panels for bulk carrier hulls was faced with the necessity of increasing throughput on panels without using additional floor space. Panels are 4-5 m wide with hundreds of short fillet welds connecting stiffeners, brackets and collar plates. Manual welders had to walk over to top of panels to reach interior joints—they were slow, brutally demanding physically, and uneconomical.
Engineered Solution
One gantry welding robot on 5 m. Side with Bochu 3D vision and point cloud reconIstraction. Shared rails traversed this on entire panel production line. Rather than having CAD (hull blocks often with fit-up deviations imported), the 3D scanner back to construct the form of these panels from actual steel, then automatically yielded the weld paths.
"The point cloud approach solved our biggest headache. Hull plates warp after cutting and tacking — sometimes 4–5 mm off nominal. The scanner picks up the real position of every stiffener and adjusts the weld path. We stopped chasing fit-up deviations with manual correction."
2.6×
Panel welding
throughput
throughput
0
Arc-burn incidents
(was 3/quarter)
(was 3/quarter)
20 mo
Payback period
achieved
achieved
Case 3: Transformer Manufacturer, Zhejiang Province
The very first power equipment factory that was manufacturing the oil-immersed transformer tanks had a bottleneck in the seam welding machine. It has to be full-penetration welding on a 4-8 mm mild steel plate, to make the tank seams air-tight. A leak within the weld adds to a full regrinding job, the weld has to be perfect. Manual welders achieved acceptable results using correct techniques, but working speeds varied welder to welder. Weld quality on Friday afternoons ran measurably worse than Monday-morning output.
Engineered Solution
2 smart welding stations with hollow-arm robots incorporated into current tank production system. Automatic conveyor would load tanks into cell, weld all four longitudinal seams with robot, then transferred to turntable station for circumferential seams. Sealed design of robot body prevents contamination of servo drives from transformer oil residues or dust from workshop.
"The consistency difference is night and day. We used to budget two extra hours per shift for rework on failed pressure tests. Now we run the test and move on."
99.4%
First-pass pressure
test rate (was 91%)
test rate (was 91%)
40%
Reduction in cycle
time per tank
time per tank
11 mo
Payback period
achieved
achieved
KEY INSIGHT
Robot technology was the clue: placing the arc welding robots in a formlocked weld parameters, eliminates the human inconsistencies that once led to Friday-afternoon dips in quality. Quality control now concentrates exclusively on fixture inspection and incoming off-line material checks rather than on-line (post-weld) rework - the robot's repeatability makes these preceding operations much more reasonable, and cell dependability hasn't dipped below 94% in 14 months of operation.
Certifications, Safety & Quality Assurance
Zhouxiang welding robots is produced in accordance with a quality management system certified to ISO 9001:2015. CE marking ensures conformity with European market regulations, and each unit complies with the fundamental health and safety requirements of the Machinery Directive 2006/42/EC. Welding procedures adhere to the principles of ISO 3834 (quality requirements for fusion welding) and to the structural welding standards stated by our clients AWS D1.1 (Buildings Steel) and AWS D1.5 (Bridge Steel).
CE Marking —
Machinery Directive 2006/42/EC
ISO 9001:2015
Quality Management
ISO 3834
Fusion Welding Quality
200+ Patents
(50+ Invention Patents)
Factory Quality Verification
All robots are tested in factory running 72-hour burn-in before supply. Testing covers various welding cycles at maximum duty cycle, axis calibration checks per ISO 9283:1998 positioning precision standards, and full functional verification of seam tracking, torch position, torch flushing and gas flow systems. All robots will be supplied with a factory test certificate on calculating out the shiping copy of positioning precision and axis repeatability.
Active Safety Mechanisms
Safety features include servo-motor breaking on each axes (robot keeps position on power loss), collision detection and automatic stop, adjustable safety zones through the controller software. All collaborative robots are force-limiting according to ISO 10218-1:2011 and ISO/TS 15066:2016 requirements for fenceless operation.
Interactive Fabrication Tools
Evaluate your automation readiness, calculate precise operational ROI, and benchmark robotic efficiency against manual welding processes.
Efficiency Benchmark
Investment Payback
Operational Cost Estimator
Configuration Selector
Automation Readiness Quiz
Get a Detailed Quotation for Your Application
Describe the size, material, type of joint and planned output of your workpiece - we can tell you exactly which robot to use and give you a firm price in 48 hours.
Request a Quote →

