Get in Touch with Zhouxiang

Robotic Welding Technology: How It Works, Types & Applications
Contents
show
Robotic Welding Technology: A Field Engineer’s Guide to Automated Welding Systems
Updated March 2026 · 12 min read
Mubo nga Specs – Zhouxiang ZXR12-2010 Ground Rail Welding Robot
| Robot Axes | 6 |
| Reach | 2,010 mm |
| Payload | 12 kg |
| Repeatability | ±0.05 mm |
| Welding Processes | MIG/MAG, TIG, Laser, Plasma |
| Protection Rating | IP56 / IP67 |
| Ground Rail | 6 m standard (customizable) |
What Is Robotic Welding and Why Does It Matter?
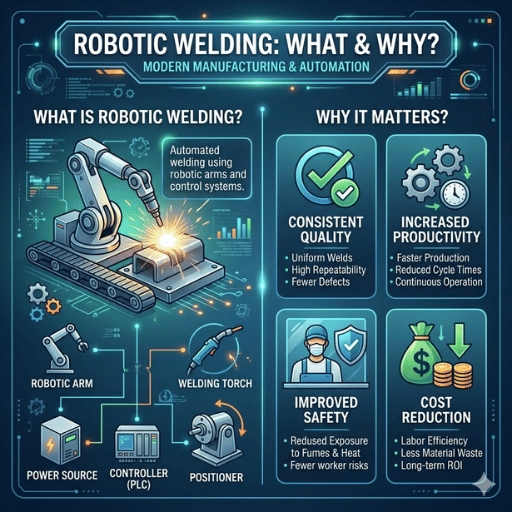
Robotic welding: is the welding process where the machinery involved, usually robots, automatically perform weld operations. The robots are programmed to follow the path designed in the software, delivering precision repeatability (in hundredths of a millimeter) far beyond the aleatory variations inherent in manually maneuvered torches.
Numbers don’t lie. As per the latest IFR World Robotics 2025 Report, over 542,000 industrial robots have been installed by manufacturers in 2024, making the global installed stock to be around 4,664,000 units. Most of those will have been used in weld automation — automotive, structural steel, and heavy equipment fabrication lead adoption.
Global Robot Installations (2024)
542,000 units
U.S. Welder Shortage (Projected 2025)
400,000 welders
Market Size (2024 → 2032)
$15.32B → $27.74B
In the meantime, the American Welding Society estimates a critical shortage of skilled welders at 400,000 by 2025 and with the average age of a professional welder at the mature level of 55 years, the robotics welding technology is replacing them at a rapidly increasing rate. The new robotic welding market in the world (at $15.32 billion in 2024) is expected to reach $27.74 billion in 2032 with a 7.7% rate of CAGR that captures the expanding use of the welding technology in the manufacturing industry.
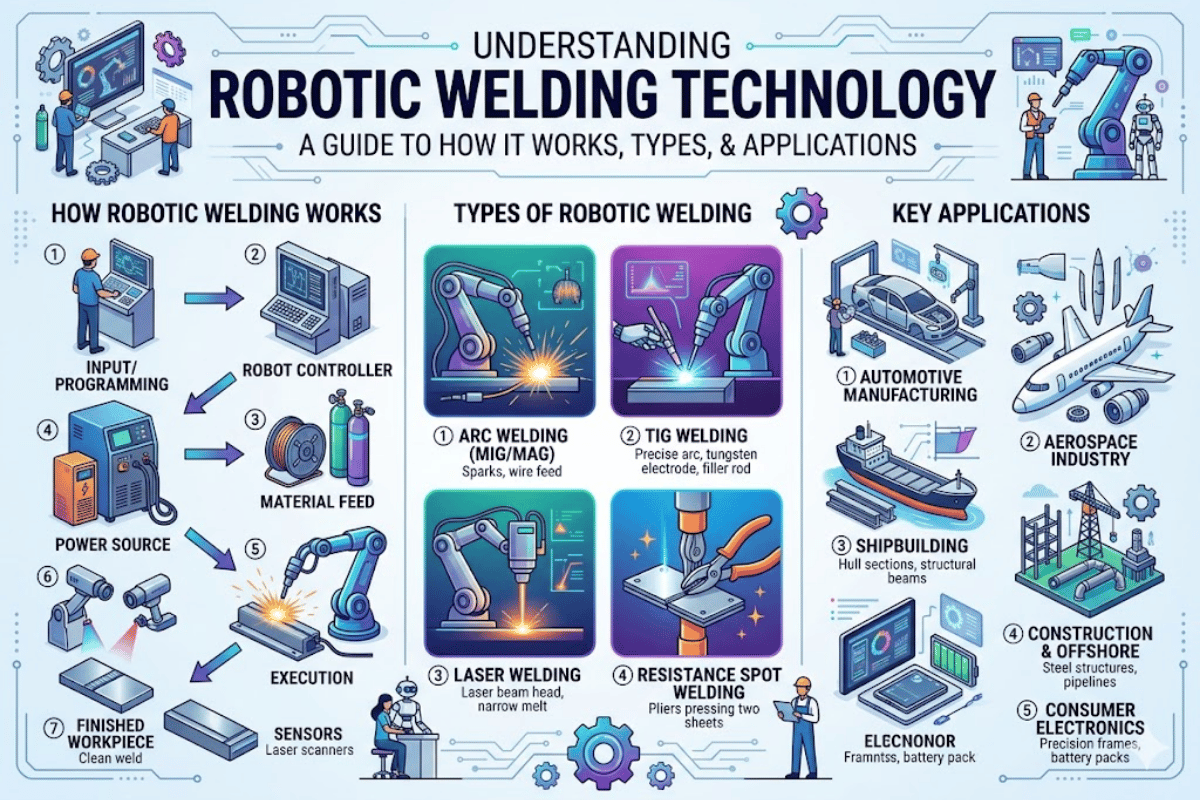
Types of Robotic Welding Processes
Not all weld joints can be handled by a single procedure. Your choice of welding process is determined by the type of material, its thickness, required throughput, and the quality standards of your application. Here is a list of 6 robotic welding procedures and their true parameters.
| Process | Current / Power | Travel Speed | Material Thickness | Applications |
|---|---|---|---|---|
| MIG/MAG (GMAW) | 100–450 A | 30–150 cm/min | 0.5–25 mm | Automotive, structural steel |
| TIG (GTAW) | 5–300 A | 10–40 cm/min | 0.1–10 mm | Aerospace, food-grade |
| Spot (RSW) | 5,000–20,000 A | 20–60 spots/min | 0.5–3 mm per sheet | Auto body panels |
| Laser | 1–20 kW | 1–20 m/min | 0.1–25 mm | Precision, dissimilar metals |
| Plasma (PAW) | 15–400 A | 20–200 cm/min | 0.5–15 mm | Heavy fabrication |
| Friction Stir (FSW) | N/A (mechanical) | 5–50 cm/min | 1–50 mm | Aerospace aluminum |
Robotic arc welding (both MIG and TIG) makes up the largest percentage of installations across industries like automotive and structural steel. These robotic systems are used in manufacturing operations where thick materials need high travel speeds, as the thick materials can be welded at high travel speeds. TIG welding robots are used where a finer gauge of metal is to be welded, the appearance of the weld, as well as penetration control, becomes more of a concern.
Typical applications are aerospace pressure vessels, pharmaceuticals, etc.
Spot weld-ing robots—more correctly resistance spot weld-ing RSW systems—stand as the mainstay of the automotive industry. Over 4,000 spot welds per auto body-in-white can be made with a robot in less than 60 seconds, said E. Caracappa.
Laser welding is gaining momentum too. Travel speeds of up to 20 m/min those are around 13 faster than traditional arc-welding while laser welding robots are used for precision joints on dissimilar metals which would normally take many manual passes. Plasma arc welding will cope with the transition between classical arc-flows and laser welds in, for example, shipbuilding structures, using heavy plate.
Engineering Note: The wire for robotic arc welding should be against the ISO 14341:2020 standards. All welding procedures for structure work should call on the AWS D1.1 Structural Welding Code to qualify the joints.
How a Robotic Welding System Works
A robotic welding system involves more than a robotic arm holding a welding torch. Every part has its unique purpose and if all of the parts are correctly calibrated, the system will operate effectively.
⚙️ Core System Components
| Robot Arm | 6-axis, 2,010 mm reach, ±0.05 mm repeatability |
| Controller | Stores programs, manages I/O, coordinates multi-axis motion |
| Power Source | 4.5 kVA welding power supply with synergic control |
| Wire Feeder | Push-pull system, 1–25 m/min feed rate |
| Welding Torch | Water-cooled, auto cleaning station, 500 A rated |
| Positioner | 2-axis headstock/tailstock or turntable (500–5,000 kg capacity) |
| Safety Enclosure | Light curtains, interlocked doors, fume extraction |
| Seam Tracking Sensor | CP350V laser sensor, real-time path correction |
The ground rail welding robot station from Zhouxiang is equipped with 6m (custom length) rail by which the robot travels to known weld joints on the workpieces which are bigger than the reach of the robot arms. The positioner turns the workpieces accordingly so the robot is welding in the optimal flat or horizontal position, which is a cheap solution with no gravity induced errors.
Here is what a typical robotic welding process cycle looks like:
- Program the weld path—using offline programming software or teach pendant, an engineer specifies joint location, welding parameters (current, voltage, travel speed, weave pattern), and welding order.
- Load the workpiece—the robot operator secures the part on the positioner or fixture; in many cases, simulation-verified programs execute without a teach pendant.
- Robot executes the program—the 6-axis arm carries the welding torch along each joint, precisely controlling standoff distance and tip angle.
- Sensor guides the weld—the laser-seam tracking sensor detects and corrects misalignment in real time.
- Controller adjusts on the fly—welding parameters are automatically adjusted to ensure weld consistency and quality along the entire joint.
Welding off-line—Welding software used for offline programming (creating and testing programs on a virtual model before executing on the real welding robot) reduces setup time 60-80% over teach-pendant programming. This is especially useful in welding cells that carry mixed schedule product.
Key Applications Across Industries
Robotic welding has entered industries well beyond the automotive assembly plant. Here are four industries where automated welding produces measurable efficiency gains.
🚗 Automotive
Automotive accounts for approximately 30% of all industrial robot installations worldwide. Automotive spot and arc welding robots build body-in-white structures at rates of more than 60 spot welds/min and weld chassis and exhaust components in automated welding cells. Automotive plants deploy more than 500 welding robots across their welding lines.
🏗️ Structural Steel
H-beam fabrication, box column welding, and plate girder assembly greatly benefit from stationary ground-rail robot welding systems that move along the workpiece. Zhouxiang’s robotic welding for structural steel supports beams up to 12 meters long on extended rail systems, and multi-pass welds can be completed in a small fraction of manual cycle time. A single station robotic welding cell throughput can reach 40-60 beams per eight-hour shift.
✈️ Aerospace
Aerospace welding requirements demand 0.05mm tolerance on titanium and aluminum alloys. TIG welding robots traveling at 10-40cm/min achieve the minimal heat input needed for these materials. Friction stir welding robots in aerospace build large aluminum fuselage sections with filler-free welds, eliminating porosity problems.
🚢 Shipbuilding
Marine fabrication requires large panel welding, pipe-to-flange joints, and large sub-assembly welding. Robotic welding systems mounted on gantries or ground rails are used to weld panels 1020 meters long. The shear volume of welding in ship manufacturing makes automation a necessity; each vessel contains 200+ km of weld.
In modern manufacturing, the pattern is familiar: any operation involving repeatable weld joints and an output of more than 50 pieces per month could benefit from automation.
Robotic Welding vs. Manual Welding
Comparing robotic welding to traditional welding comes down to measurable production data, not opinion. Here is a six-metric comparison.
| Metric | Robotic Welding | Manual Welding |
|---|---|---|
| Defect Rate | 0.5–3% | 5–10% |
| Arc-On Time | 60–80% | 15–25% |
| Wire Waste | Baseline | +60% over baseline |
| Gas Consumption | Baseline | 5× higher |
| Throughput | 3–5× higher | Baseline |
| Consistency | ±0.05 mm repeatability | Operator-dependent |
✔ Advantages of Robotic Welding
- Consistent, high-quality welds across thousands of parts
- 3-5× productivity gains — helping manufacturers increase productivity across multiple shifts
- 60–80% arc-on time vs. 15–25% manual
- Decreased operator fumes, UV radiation, and heat (OSHA compliance).
- 24/7 operation capability with minimal downtime
⚠️ Limitations to Consider
- Initial investment: $80,000–$500,000+ for industrial systems
- Programming complexity for irregular or variable joints
- Not cost-effective for one-off custom fabrication jobs
- Requires trained technicians for maintenance and programming
- Fixture design adds lead time and cost
One other common myth warrants a straight-up response: no, robotic welding systems do not replace welders. They change the welder’s work. Instead of holding a booth for 8 hours a regular, experienced welder now spends his time programming the robot, running 4-8 welding cells and inspecting quality. Due to the ongoing shortage of skilled welders, IHS Market estimates the industry needs an additional 82,500 new welding workers each year; robots take the mundane, repetitive tasks. Welders take up tasks that robots cannot do, like quality assurance, cell programming and troubleshooting.
For a detailed breakdown of cost savings, see our robotic welding ROI calculation guide. For a side-by-side look at specific weld tests, visit our robotic welding vs manual welding comparison.
Choosing the Right Robotic Welding Machine
Selecting robotic welding equipment is an engineering choice, not a purchase decision. Pick the wrong machine and you burn cash; select the best fit device and your robotics investment can recoup the money in under 3 years. Follow these five equipment selection criteria to guide field engineers and shop managers.
- Volume, part mix – For high-volume and low-mix production (> 500 parts each month of the same design), a dedicated industrial welding robot cell makes economic sense. Otherwise a collaborative robot (cobot) and an operator who can reprogram the system in less than an hour offer flexibility for a lower price tag. The end point is the same: welding automation, just achieved at different investment levels.
- Welding process compatibility – Thick structural steel (10-25mm) requires MIG arc welding. Thin sheet metal (0.1-3mm) calls for TIG welding. High-speed sheet product? Laser welding. Narrow down welding techniques based on part and joint type before shopping for a robot.
- Workspace, part size – Parts over 2 meters long call for a ground rail system. Parts less than 500 mm long work well in an internal turntable positioner combined with a compact CAD-friendly welding cell. See our robotic welding cell layout design guide and robotic welding cell for small parts article.
- Budget Tier — Three distinct tiers exist:
| Tier | Price Range | Typical Setup |
|---|---|---|
| Entry (Cobot) | $35,000–$50,000 | Cobot arm + basic torch + table |
| Mid-Range | $80,000–$150,000 | Industrial robot + positioner + enclosure |
| Full Industrial | $250,000–$500,000+ | Multi-robot cell + ground rail + sensors |
- Training, support, service – Development of remote diagnostics, operator training, system commissioning schedules influence how quickly the business can realize full-payback. Make sure the OEM delivers spare parts fast; check the response time performance guarantees. Our robotic welding cell cost breakdown covers this in depth. Browse our custom robotic welding workstation solutions for turnkey options.
Buy a cobot and a small fabricator can cut costs to the same extent as a DOE1-Fortune 50 company. Managing two electrical CO2 welding cells and one operator at $35,000-$50,000 yielded a 7-month payback schedule in a 21-welder shop.
Our Perspective on This Guide
Zhouxiang sells robotic welding systems worldwide (established 1991), totaling over 200 patents/industrial property rights. The specifications used in this article come from our ZXR-series ground rail welding robot stations supplied to structural steel fabricators across Europe, Southeast Asia and North America. We produce the robotic welding equipment discussed here, and think someone should tell you the truth so you can make an educated choice.
The Future of Robotic Welding Technology

Over the next 3-5 years four technological trends will change robotics for welding.
AI and Machine Learning for Adaptive Welding – New controllers use sensor inputs to modify weld parameters during each weld based on measurements of joint gap, heat buildup, and variations in materials or coatings. This elevates robotic welding from “follow a preset program” to “react to the sensor data.” This results in fewer rejects for parts with greater dimensional tolerance issues.
Growing Adoption of Collaborative Robots – The cobot welding market is projected to grow from $2.14 billion to $11.64 billion by 2030. Small shops with 5-20 employees that have never considered automation before can now justify a cobot cell to increase consistency for low-volume miscellaneous parts. Cobot variants with force-limited joints and integrated safety sensors allow human operators to work side-by-side without guarding.
Simulating a Digital Twin – Engineers can simulate the entire robot program in a virtual twin environment of the part and robot before any welding or fixture is built. They will be able to test reach envelop, collision risks, cycle time, and final weld sequence—all before cutting steel. Manufacturers have realized 40-60% savings in commissioning time.
Cloud Based Weld Monitoring & Record Keeping – Connected automation has every weld upload current, voltage, wire feed speed, number, and cycle time to the cloud. Factory managers and production planners can evaluate weld quality trends, access ISO/AWS records, and create visualizations—by simply opening a web browser. Software companies are converting weld data into a database of continuous improvement.
Frequently Asked Questions

How much does a robotic welding system cost?
Low End cobot welding cells are available at $35,000-$50,000 targeting low-welding volume job shops doing simple MIG welds. Mid range industrial cells with a robot arm mounted on a standard positioner done for a $80,000-$150,000 control system in 0.75 – 2 shifts typically finish within 3-6 months. Large multi robot systems incorporating gantry ground rails, video based seam tracking sensors and offline programming software and range from $250,000 to $500,000+. ROI is typically 12-36 months at most companies, based on full 3-8 shift utilization of the cell.
How does robotic welding work?
A robot welding cycle consists of an engineer designing the path and parameters of the weld, a human operator automatically loading parts onto the fixture, the weld gun attachment following the programmed path, sensors watching the joint in real time, and controllers rapidly and constantly changing current, voltage, weld angle, torch position, etc.
What types of welding can robots perform?
MIG/MAG, TIG, resistance spot welding, laser beam welding, plasma arc welding, and friction stir welding. Most industrial robots run GMAW or submerged arc processes.
Is robotic welding worth it for small manufacturers?
Yes. Cobot welding cells priced at $35,000-$50,000 have made automation accessible to job shops with as few as 5 employees. A single operator can run 2 cobot welding stations at once. For repetitive parts at 50+ units per month, many fabricators recover the full investment in 6-12 months from labor savings alone.
What training is required to operate a welding robot?
20-80 hours of basic robotic welding training will focus on teach pendant wizard programming, program editing, and safety procedures. Several states offer certified robotic welding technician classes for advanced learning in offline programming, sensor calibration, and multi process integration.
Will robotic welding replace manual welders?
No. AWS data shows the welding industry needs 82,500 new workers each year. Robots handle high-volume repetitive weld joints while skilled welders move into programming, quality inspection, and process engineering roles.
References & Sources
- IFR World Robotics 2025 Report — International Federation of Robotics
- AWS Welding Workforce Data — American Welding Society
- OSHA Welding Safety Guidelines — U.S. Department of Labor
- ISO 14341:2020 — International Organization for Standardization
- AWS D1.1 Structural Welding Code — American Welding Society


