Свяжитесь с Чжоусяном

Производитель сварочных роботов — промышленное роботизированное сварочное решение от Zhouxiang
Является агентством по проектированию и производству роботизированных сварочных систем с 1991 г. Сварка и манипуляции роботизированных сварочных систем для стали булидинга, транспортных средств, тяжелых рабочих зданий роста промышленности. 5 конфигурация машины. более 200 на патент. поставляется более чем в 30 стран в гольф Европы, Северной Америки, юго-восток - Азия и Ближний Восток.
Запросить цитату →
34
Года в
Производство
Производство
200+
Патенты
Состоялось
Состоялось
5
Робот
Конфигурации
Конфигурации
30+
Экспорт
Страны
Страны
Что отличает лучшего производителя сварочных роботов?
Практически ни одна из компаний, которые продадут вам сварочного робота, на самом деле не делает его Большинство дистрибьюторов и интеграторов просто закупят роботизированные руки у FANUC, KUKA или Yaskawa, привинтят их к столу и продадут как систему. Это будет делать в общей автоматизации, но в сварке, где угол горелки, скорость движения, точность отслеживания швов и приспособления должны дополнять друг друга, иначе вы получите пористость или пропущенные соединения.
Настоящий производитель сварочных роботов управляет полной инженерной цепочкой кинематики робота, параметры сварочного процесса, системы технического зрения, дизайн приспособлений и интеграция программного обеспечения. когда что-то идет не так на производственном этаже и это будет вы не прыгать между роботом-продавцом, поставщиком видения и сваркой источник питания поставщик пытается выяснить, чья это проблема.
Чжоусян, которая с тех пор является производителем автоматизации сварки 1991. У Чжоусяна их более 200 патентов 50+ патентов на изобретения. Zhouxiang имеет отраслевой, университетско-исследовательский кооператив, интегрирующийся с десятком китайских университетов в области интеллектуальной сварки, 3D машинного зрения и адаптивного управления процессами.
Вот что отличает производителя от реселлера:
Собственный сварочный интеллект
Специально созданное сварочное программное обеспечение, которое автоматически сопоставляет параметры процесса с геометрией соединения, а не обычное управление движением робота.
Внутренние НИОКР с отраслевой направленностью
Специальное тестирование качества сварных швов в реальных сценариях производства, включая изменения толщины пластин, допуск зазора и многопроходное последовательное нанесение.
Интегрированные системы отслеживания и обзора швов
Датчики и программное обеспечение, разработанные для работы с роботом, а не сторонние болтоны, которые добавляют задержку и головные боли при калибровке.
Доставка под ключ
Робот, позиционер, источник питания, приспособления и управляющее программное обеспечение поставляются как единое проверенное калиброванное устройство.
Поддержка разработки приложений
Инженерная поддержка приложений со стороны людей, которые разбираются в сварочной металлургии, а не только в планировании движения роботов.
Роботизированные сварочные системы Zhouxiang — полная линейка продуктов
Точные устройства, разработанные для крупносерийного производства. Каждая система объединяет интеллектуальные контроллеры Bochu с отслеживанием швов в реальном времени и возможностью привода модели 3D CAD.
Длиннопластовое производство
Посмотреть технические характеристики →
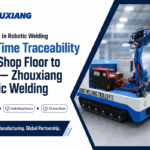
Робот для сварки, установленный на рельсе
Расширяет вылет робота по всей длине заготовки Определяет положения сварных швов и генерирует сварочные процедуры без ручного обучения подвескам.
Слежение за швом: Датчик дальнего действия Бочу
Длина рельса: настраивается на заготовку
Беспреподавательская сварка от импорта 3D CAD
Однопроходная сварка швов во всю длину
Одновременная работа двойной рабочей станции
Основное использование: Н-образные балки, ребра жесткости, пластины
Широкопролетное 3D-видение
Посмотреть технические характеристики →
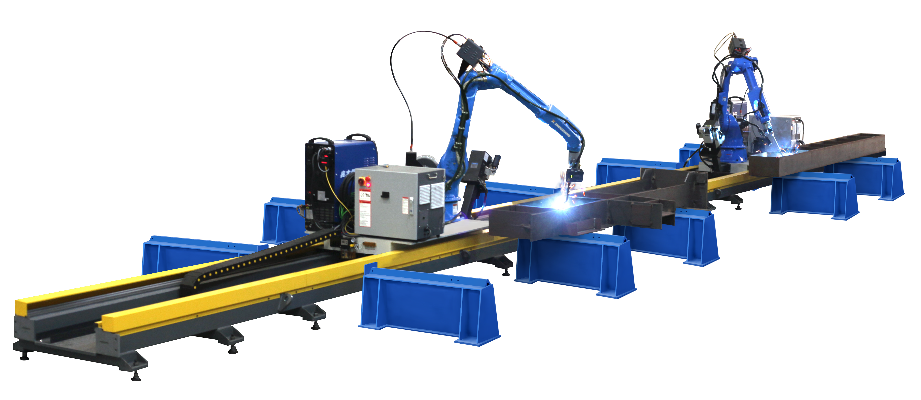
Сварочный робот портального типа
Единая мастерская портальная рама более 5 метров ширины сварного шва Интегрирует большую линейно-сканированную систему 3D-видения для сварки без вытягивания из облаков точек.
Ширина сварки: до 5 000 мм
Видение: облако точек трехмерного сканирования линий
Типы сварных швов: Прямые, дуговые, изогнутые + плоские
Режимы с приводом от модели и без рисования
Обрабатывает горизонтально-вертикальные узлы
Подходит для изготовления мостов и кораблей
Пакетная эффективность
Посмотреть технические характеристики →
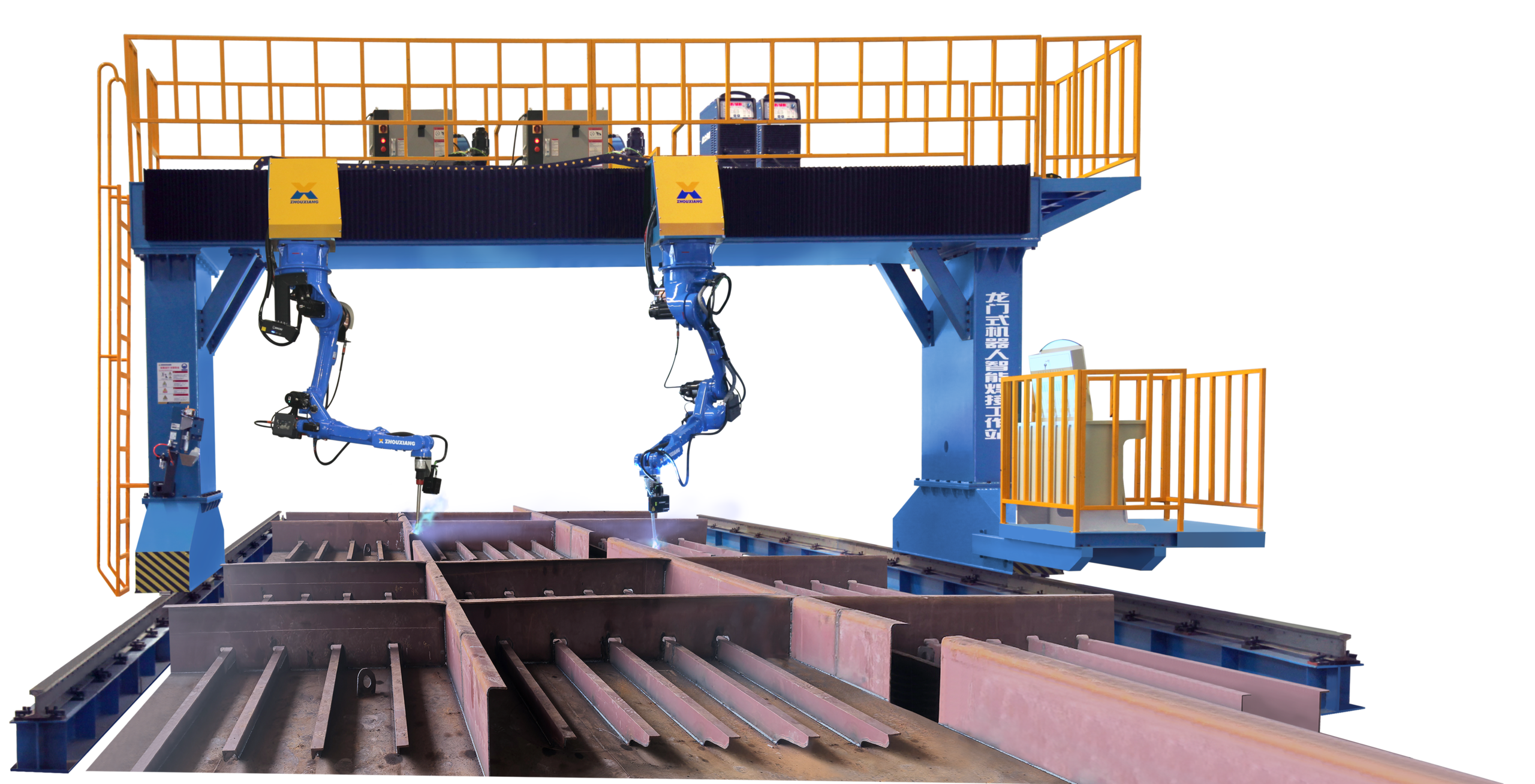
Робот для сварки консольного типа
Подвесная верхняя балка сохраняет пространство пола свободным для загрузки крана (имеет решающее значение для тяжелых партий структурных H-образных балок.
Рельс: Настраиваемая длина, автосмазка
Техническое обслуживание: Автоматическая очистка факела
Видение: 3D-видение с облаком точек рекон
Пакетная загрузка: экономит время крана
Стальная конструкция, мосты и судостроение
Основное применение: Н-образные балки, диафрагменные пластины

Специалист по судостроению
Посмотреть технические характеристики →
Совместный сварочный робот (кобот)
Предназначен для плотных площадок верфи. легкая рама и магнитные зажимы основания к стальным палубам без сверления.
Вес: портативный для одного человека
Монтаж: Магнитное основание, без сверления
Программирование: Перетаскивание и обучение
Отслеживание дуги: коррекция в реальном времени
Безопасность: ограждение не требуется
Настройка: Перемещается между станциями за минуты
Высокообъемное производство
Посмотреть технические характеристики →
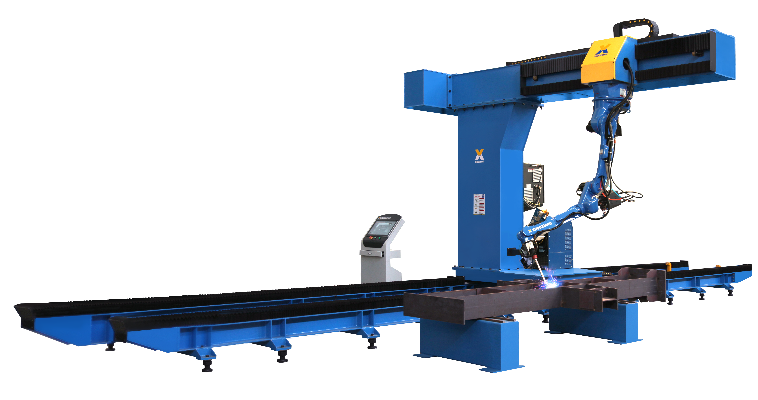
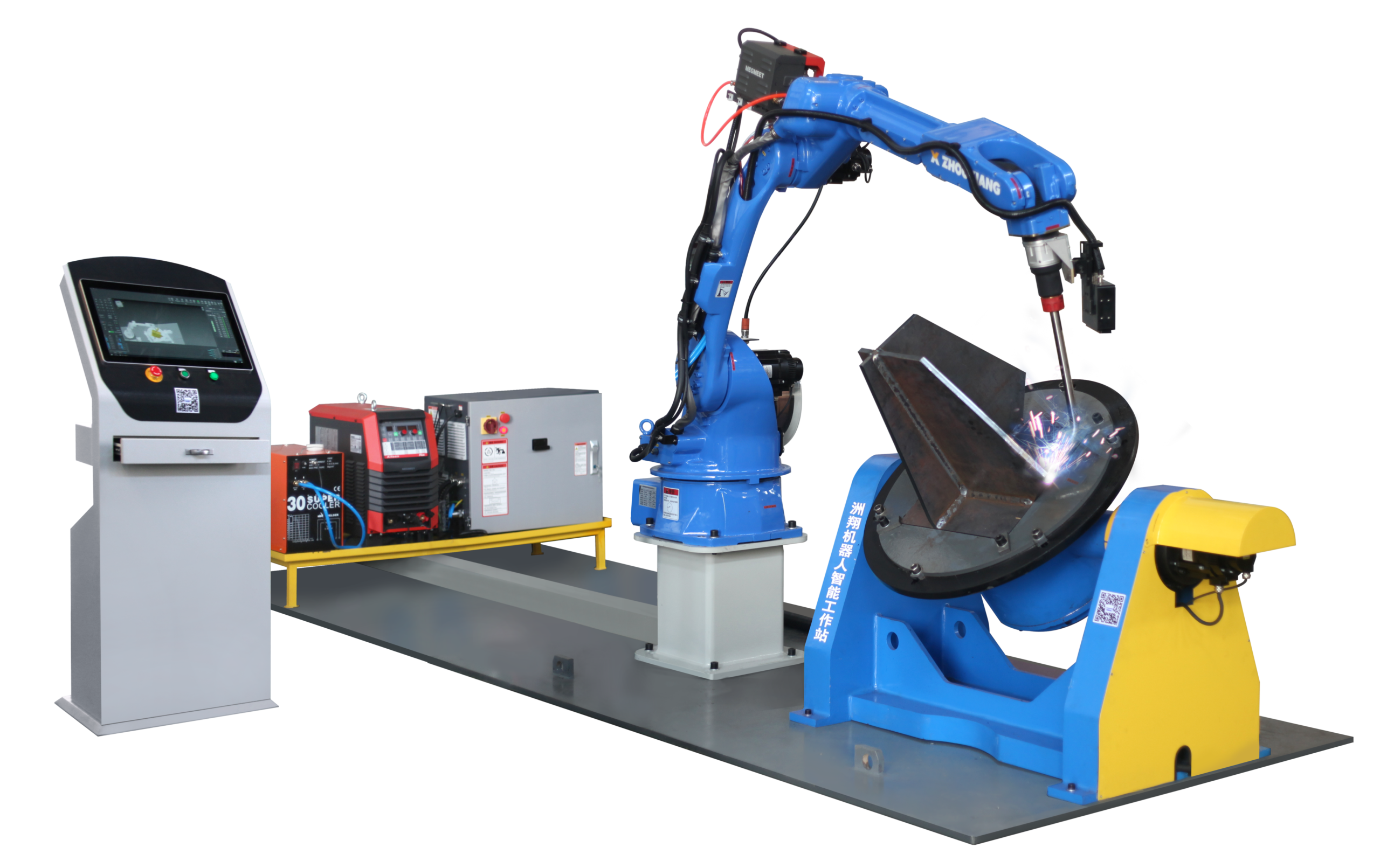
Интеллектуальная сварочная рабочая станция
Фиксированная ячеистая архитектура с полой конструкцией рычаг. Предназначен для жестких сред с пылезащитной конструкцией.
Рука: Полая конструкция, внутренние кабели
Защита: Пыленепроницаемый, капельно-стойкий
Позиционирование: Высокая точность повторения
Скорость: Большой конверт с быстрой работой
Обработка материалов: полуавтоматическая интеграция
Идеально подходит для: Малосмесительного, крупносерийного производства
Интерактивные инструменты для изготовления
Оцените готовность к автоматизации, рассчитайте точную эксплуатационную рентабельность инвестиций и сравните эффективность роботов с процессами ручной сварки.
Контрольный показатель эффективности
Окупаемость инвестиций
Оценка эксплуатационных расходов
Ориентировочная стоимость робота/единица измерения
14.00$
Снижение затрат в ручном режиме
Анализируйте мои детали
-45%
Селектор сварочной системы
Лучшая рекомендуемая система
92% МАТЧ
Получите предложение по железнодорожному транспорту
Робот с рельсовым креплением
Почему подходит: Рельсовая система перемещает робота по линейному пути, за один проход приваривая длинные швы на элементах конструкции.
Альтернатива: Робот-консоль (85% матч ()
Викторина по готовности к автоматизации
Оценка готовности к автоматизации
60/ 100
Первичная рекомендация
Поговорите с инженером
Примите отслеживание пласта
Процессы и технологии сварки, которые мы поддерживаем
Ваш процесс сварки приводит в действие конфигурацию робота, выбор горелки и набор параметров. системы Zhouxiang поддерживают процессы, наиболее распространенные в конструкционном и тяжелом производстве:
Поддерживаемые промышленные дуговые процессы
МИГ/МАГ ГМАУ
Процесс первичной дуговой сварки конструкционной стали. автоматизация подачи проволоки, высокие скорости осаждения, скорость хода 60 — 300 см/мин на типичных угловых сварных швах.
ТИГ ГТАУ
Тонкостенные и критические соединения. малая брызги, точный ввод тепла. используется на трубах из нержавеющей стали, алюминия и сплава.
Точечная сварка РСУ
Сопротивление точечной сварки для листового металла и автомобильных кузовов в сборе Быстрое время цикла, без присадочного материала.
Плазменная сварка ЛАПА
Толстая пластина из нержавеющей стали и сплава. более глубокое проникновение, чем TIG на более высоких скоростях. режим замочной скважины для однопроходных сварных швов на пластине 6 — 12 мм.
Лазерная сварка ЛБВ
Узчайшая зона термического влияния Точные тонкоколейные соединения и высокоскоростная сварка швов, где деформация должна оставаться ниже 0,3 мм.
Программный интеллект платформы Бочу
Интеллект платформы Бочу
С точки зрения технологий платформа Чжоусяна Bochu объединяет три способности, которые отличают ее от управления движением робота:
Безученная сварка
Импортируйте модели Tekla, SolidWorks или UG 3D напрямую. система определяет места сварных швов, сопоставляет параметры процесса с типом соединения и автоматически генерирует программу сварки.
Адаптивное отслеживание швов
Датчик дальнего действия 3D измеряет фактическое положение шва перед факелом и корректирует путь в режиме реального времени. обрабатывает зазоры для посадки ±3 мм без ручного вмешательства.
Реконструкция облаков точек
Для заготовок без 3D-модели система обзора с большим линейным сканированием строит облако точек детали, восстанавливает геометрию и генерирует путь сварки на основе необработанных данных сканирования. чертежи не нужны.
Отрасли и применение роботизированной сварки
Изготовление стальной конструкции
01
Целевые сборки
Н-образные балки, коробчатые колонны, пластинчатые балки, пластины жесткости.
Высокообъемная повторяющаяся дуговая сварка на материал галтельных соединений толщиной 6-40 мм. рельсовые и консольные системы, самые длинные швы. Рабочие станции, комплектные узлы небольших кронштейнов.
Изучите решение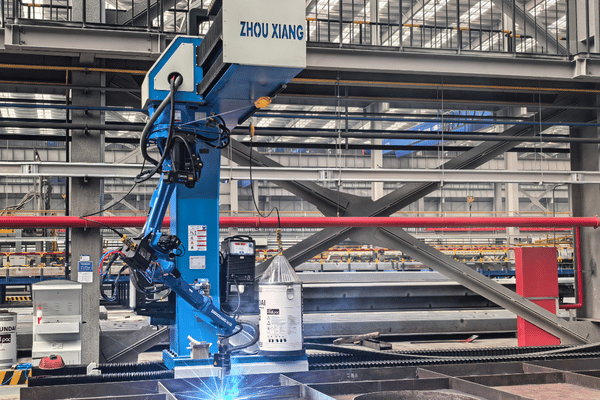
Судостроение
02
Целевые сборки
Панели корпуса, узлы переборок, секции палубы.
Роботы-порталы выполняют работу с широкими пластинами; коботы выполняют сварку в замкнутом отсеке там, где не могут поместиться полноразмерные ячейки. Отслеживание дуги компенсирует изменение посадки, типичное для судовых сборок, сваренных с помощью липкой сварки.
Изучите решение
Мост Строительство
03
Целевые сборки
Коробчатые балки, диафрагменные пластины, поперечины.
портальные системы для установки 5м пролетов используются для обработки слишком больших узлов пластин. сварные швы точечной облачной реконструкции используются для соединения компонентов моста без чистой 3D-модели - это обычно в проектах по восстановлению и модернизации.
Изучите решение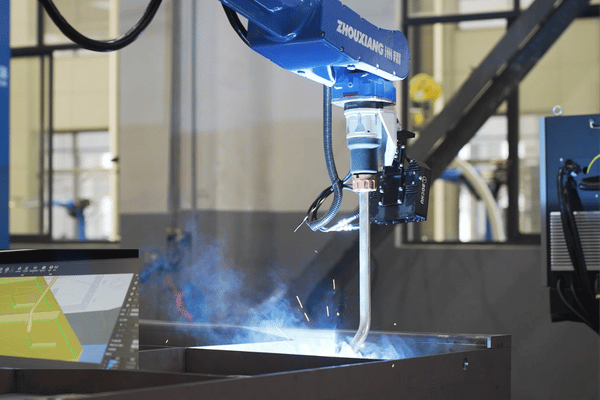
Силовое оборудование
04
Целевые сборки
Трансформаторные баки, корпуса распределительных устройств, рамы генераторов.
Плотные допуски на размеры требуют равномерных сварных швов и низких искажений Ячейки рабочих станций с автоматизированной загрузкой поддерживают равномерность времени цикла при производстве в 3 смены.
Изучите решение
Автомобильное и тяжелое оборудование
05
Целевые сборки
Рамы шасси, корпуса осей, стрелы в сборе.
Роботы точечной сварки для линий "тело в белом"; Ячейки дуговой сварки MIG/MAG для изготовления конструкций. Высокообъемное производство с низким содержанием смеси с целью времени цикла 60 секунд или меньше для каждой сборки.
Изучите решение
ОБЩАЯ НИТЬ
Все это сварка пришла в результате общей резьбы Повторяющиеся соединения на стальной или сплавной плите, большие объемы производства покрывают инвестиции в автоматизацию сварки, и требование для высококачественных последовательных сварных швов, которые ручные сварщики не могут поддерживать в течение всей смены, Если ваш магазин производит более 100 идентичных сварных узлов в месяц.
Тематические исследования по автоматизации сварки
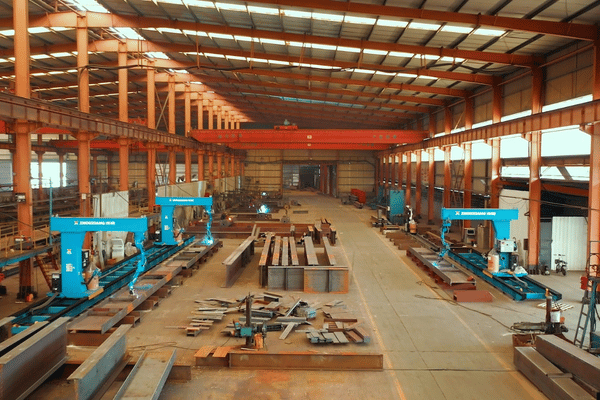
Завод стальных конструкций
Шаньдун, Китай12 → 32Сборки/Смена
8% → 1.2%Переработка Ставка
4 → 1Требуются сварщики
11 моПолная окупаемость
Вызов
Завод, который ежегодно изготавливал 8000 тонн колонн H-образной балки, страдал от более высокого, чем целевое, износа сварщиков, что затрудняло их замену. две станции ручной сварки (работают по 1 сварщику на каждой) производили 12 узлов жесткости H-образной балки/смену. Реконструированная переработка: 8% (неравные профили угловых сварных швов).
Установленная система
2 Чжоусян рельсовый сварочные роботы оснащенные Бочу безучебное программирование и дальний след шва Общая длина рельсов: 14 метров на каждой станции.
Операционное воздействие
Подвесное программирование было полностью устранено системой thrachless Теперь оператор импортирует модель Tekla в начале каждой партии, загружает детали на приспособление и контролирует обоих роботов с одной станции. использование проводов снижается на 15% тремя способами, робот не перехлестывает ноги филе так, как усталый ручной сварщик за 6 час 8-часовой смены.
Панельная линия верфи
Цзянсу, Китай< 5 минВремя настройки
45 см/мСкорость (против 28)
1 СменаТребуется обучение
±3 ммДопуск зазора
Вызов
Верфь среднего размера, необходимая для автоматизации сварки переборок и панелей палубы, но не могла установить постоянные ячейки робота внутри корпуса Пространство между ребрами жесткости измерялось 400 (400 (600 мм), и панели перемещались между сборочными станциями ежедневно.
Установленная система
4 Zhouxiang совместные сварочные роботы с магнитными основаниями и отслеживанием дуги.
Операционное воздействие
Коботы катятся между станциями на палубе, магнитно зажимают, а оператор перетаскивает первый проход. следящее движение обрабатывает зазоры для посадки ±2 — 3 мм, которые являются нормальными на судовых панелях, сваренных с помощью прихваток. Теперь один оператор управляет двумя коботами, освобождая двух квалифицированных сварщиков для сложной совместной работы в машинных отделениях и резервуарах, где роботизированный доступ все еще непрактичен.
Мост Фабрикатор
Юго-Восточной Азии70 см/мСкорость (против 25)
6% → 0,8%Плоскостность отвергается
4 → 2Требуется труд
6 → 4 ВкВремя доставки
Вызов
Раньше 4 сварщика попарно сваривали секции коробчатых балок шириной 3,2 м, глубиной 1,0 м с диафрагменными пластинами в центрах 400 мм. Рабочим приходилось проводить ручную сварку. Проверка качества обнаружила, что 6% балок находятся за пределами допуска плоскостности 2 мм, вызванного тепловыми искажениями от произвольных последовательностей сварки.
Установленная система
1 Чжоусян типа гентри сварочный робот с видением 3D линия-сканирование и реконструкция облака точки Пролет портала: 4,5 м.
Операционное воздействие
Перед сваркой система 3D-зрения сканировала каждую секцию балки, строила модель облака точек фактической геометрии детали и генерировала путь сварки по сканированию, а не по чертежам. Это привело к тому, что робот следовал истинному местоположению каждой пластины диафрагмы, а не теоретическим координатам.
“Мы цитировали 6 недель для партии из 40 балок. После портальной системы та же партия отправляется менее чем за 4 недели.Только улучшение плоскостности избавило нас от необходимости выпрямлять пламя почти каждую пятую балку.”
Производственные возможности и сертификаты
Компания Zhouxiang, расположенная на специальном производственном предприятии в Уси, провинция Цзянсу, имеет собственную механическую обработку, роботизированную сварку, а также электрическую сборку и интеграцию.
Чжоусян получил сотрудничество в области промышленных, университетских и исследовательских исследований с китайскими инженерными университетами для непрерывного развития в области интеллектуальной сварки, трехмерного машинного зрения и адаптивного управления сварочными процессами.
Все изделия предназначены для создания высококачественных сварных швов AWS D1.1 (Конструктивный код сварки — сталь), (Конструктивный код сварки), ЕН 1090 (Выполнение стальных конструкций) и спецификации классового общества (BV, DNV, CCS), где это уместно. С 200+ патентами, включающими более 50 патентов на изобретения, которые отражают подлинные инвестиции в НИОКР в сварочную робототехнику, а не только сборку приобретенных компонентов.

Сертификаты и соответствие стандартам
ИСО 9001:2015
Управление качеством
Маркировка CE
Доступ к рынку ЕС
200+ патентов
50+ изобретений
ИСО 3834
Качество сварки
Инжиниринг и интеграция
Механическая конструкция
Кинематика роботизированных рук, портальные конструкции, рельсовые системы и оснастка для приспособлений разработаны собственными силами с использованием SolidWorks и Tekla для структурной проверки.
Сварка технологического процесса инженерия
Библиотеки параметров для процессов MIG, TIG, плазмы и лазера в углеродистой стали, нержавеющей стали и алюминии, настроенные на толщину пластин от 1,5 мм до 60 мм.
Разработка программного обеспечения
Охватывает платформу Bochu welding intelligence, включая создание безучебного пути, адаптивные алгоритмы отслеживания швов и автономные интерфейсы программирования.
Протокол тестирования
Каждая система запускает полный протокол испытаний сварного шва перед отправкой (включая разрушающие испытания образцов сварных швов для проверки проникновения, плавления и механических свойств согласно применимому коду заказчика.
Руководство по цене сварочного робота — Факторы стоимости
Цены на сварочного робота зависят от трех переменных: конфигурации робота, сложности его видения и интеллектуальной системы, а также оборудования и сложности интеграции вашей детали.
Тип системы
Типичный диапазон цен (долл.США)
Драйвер стоимости ключа
Совместный сварочный робот (кобот)
$10,000 北 $20,000
Источник питания сварки и аксессуары
Интеллектуальная сварочная рабочая станция
$22,500 北 $30,000
Позиционер и автоматическая система загрузки
Рельсовая система (одиночный робот)
$38,500 北 $65,000
Длина рельса и пакет отслеживания шва
Консольная система
$46,000 北 $50,000
Длина рельса, 3D-видение, блок очистки факела
Система портала (с возможностью двойного робота)
$77,000 北 $80,000
Портал-пролет, 3D-видение, программное обеспечение облака точек
Структура расчета рентабельности инвестиций
В среднем математика окупаемости довольно проста для автоматизации сварки. одна роботизированная сварочная ячейка может заменить 2 —3 станции ручной сварки и работать в 2 (3 смены) в отличие от практических 1,5 смен, которые большинство магазинов получают от сварщиков вручную (с учетом перерывов, усталости и пробелов при наборе персонала).
Снижение затрат на рабочую силу
Один робот-оператор управляет ячейками (12) против 23 сварщиков вручную на станцию. At $25 — $40/час загруженная стоимость рабочей силы в Северной Америке или Европе, экономия достигает $80,0000 北$150,000/год на ячейку.
Экономия сварочной проволоки (10 — 18%)
Роботы не перелетают ножки филе или отработанную проволоку при запуске и останавливают работу утомленного сварщика после шестого часа смены.
Ставки на переработку падают
Капли из 5–10% (руководство) к под 2% (роботизированный), поскольку последовательные профили сварки означают меньший ремонт и меньшее шлифование.
Экранирование экономии газа
Точный контроль параметров и более высокая скорость движения снижают общий расход газа на 15–25% на метр сварного шва.
Скачки производительности 3×5×
На прямых швах Рельсовая система сваривает ребра жесткости Н-образной балки при 80 см/мин; ручной сварщик выполняет то же соединение со скоростью 20 25 см/мин.
Большинство изготовителей стальных конструкций, производящих более 200 повторных сборок в месяц, сообщают о окупаемости в течение 12-18 месяцев при условии, что экономия производительности добавляется к экономии затрат на материалы. Производители автомобилей и приборов большого объема часто приходят через 10 месяцев.
Запустить ROI Калькулятор →
Инженерное соглашение SLA: 48 ЧАСОВ
Готовы автоматизировать сварочное производство?
Просто пришлите нам чертежи заготовок и цели производства. Наш отдел разработки приложений проконсультирует вас по правильному сварочному решению и отправит вам точное предложение внутри 48 часов.
Получите бесплатную цену
Никаких обязательств • Экспертная оценка
Послепродажное обслуживание и техническая поддержка
Роботизированная сварочная система является критически важным для производственного свойства, которое оказывает прямое влияние на производительность. простои имеют денежный эквивалент - не только с точки зрения потерянного продукта, но и с точки зрения задержек работы и сверхурочных для восстановления. программа послепродажного обслуживания Zhouxiang построена так, чтобы минимизировать время отклика и восстановить систему на сварку с минимально возможной задержкой.
Соглашения об уровне обслуживания (SLA)
Круглосуточная дистанционная диагностика
Подключитесь к системе через VPN, контроллеры доступа регистрируют, выявляют неисправность и нажимают исправление, не дожидаясь посещения сайта Большинство проблем с программным обеспечением и параметрами решаются в течение 4 часов.
Запасные части в течение 48 часов
Запас распространенных изнашиваемых деталей (вкладыши факела, контактные наконечники, сопла, приводные валки, окна датчиков) доставляется в течение 48 часов в любое место с экспресс-курьерской службой.
Обслуживание на месте в течение 72 часов
При механических или электрических неисправностях, требующих практического ремонта. Бытовой (Китай) ответ - тот же день или следующий день.
Ввод в эксплуатацию и обучение
Инженер по применению контролирует установку, запускает первые производственные сварные швы с вашими операторами и остается на месте до тех пор, пока команда не станет самодостаточной. охватывает ежедневную эксплуатацию, обслуживание горелок, устранение неполадок и автономное программирование.
Удаленная помощь в программировании
Когда вы начинаете сварку новой геометрии заготовки, команда инженеров Чжоусяна помогает генерировать и проверять время установки программы сварки дистанционно для запуска новых продуктов.
Стандартная гарантия 2 года
На механические и электрические компоненты. 1-летняя гарантия на расходные части (факельные узлы, крышки датчиков).Доступны расширенная гарантия и годовые контракты на техническое обслуживание.
Крупнейшие робототехнические компании, такие как FANUC, KUKA, Yaskawa Motoman и ABB, делят ландшафт производителя сварочных роботов с производителями, ориентированными на сварку, такими как Lincoln Electric, ESAB и Zhouxiang. Где они различаются, так это объем: FANUC и KUKA продают роботизированные руки, которые интеграторы затем встраивают в сварочные ячейки, в то время как производители, такие как Zhouxiang, доставляют роботизированные сварочные системы "под ключ" робот-робот, приспособления, отслеживание швов, источник питания для сварки, рельс или козловой портал, спроектированный как одно целое. Если у вас есть собственные возможности интеграции, покупка голого робота работает. Если вам нужна система, которая сваривается в первый день, поищите производителя, который поставляет полные ячейки.
Бюджет $35,000 до $320,000 в зависимости от конфигурации Базовый кобот с магнитной базой для работы верфи запускается около $35,000. монтируемая на рельсе система с программированием без обучения и отслеживанием швов $5,000 T11,000. Портал с 3D видением, двойные роботы и 5-метровый размах на $5,00000, двойное роботы с 3D видением, 000$320,000. имейте в виду, что сама рука робота часто составляет всего 3040% от общей стоимости системы приспособления, позиционеры, источники сварочного питания, защитное ограждение и интеграция составляют остальное.
Размер, скорость и метод программирования. промышленный сварочный робот сидит за защитным ограждением, работает на полной скорости и запрограммирован с помощью обучающего подвеса или автономного программного обеспечения. кобот пропускает ограждение, движется медленнее и программируется, протаскивая руку через путь сварки вручную. выберите кобота для работы на верфи или в мастерской с высоким содержанием смеси. выберите промышленного робота для выделенных линий, выполняющих один и тот же сварной шов сотни раз за смену.
Большинство роботизированных сварочных систем запускают GMAW (MIG/MAG) в качестве основного процесса, потому что автоматизация подачи проволоки и согласованные характеристики дуги делают его проще всего автоматизировать. роботизированные GTAW (TIG) ручки тонкостенные или критические соединения, где малая брызги и прецизионные вещества. роботы для точечной сварки стандартны в автомобильных линиях "тело в белом". Роботы для плазменной сварки ручат более толстую работу из нержавеющей стали и сплава. Роботы для лазерной сварки обеспечивают самую узкую зону термического влияния для тонкококолейных прецизионных соединений. Большинство современных систем могут переключаться между процессами с изменением горелки и заменой параметров.
Изготовление стальных конструкций ведет рынок — балки, колонны и пластинчатые сборки включают в себя большие объемы повторяющихся угловых сварных швов, которые роботы обрабатывают быстрее, чем ручные сварщики. судостроение использует портальные и кобот-системы для панелей корпуса, переборок и секций палубы. Мостостроение, производство энергетического оборудования (трансформаторные резервуары, рамы распределительных устройств) и автомобилестроение также в значительной степени зависят от автоматизации сварки. любая операция, выполняющая более 100 идентичных сварных узлов в месяц, является сильным кандидатом.
Начните с трех вопросов. во-первых: какой ваш самый длинный сварной шов? который приводит в движение длину рельса или пролет портала. во-вторых: каков размер вашей партии и разнообразие деталей? Высокообъемное производство с низким содержанием смеси подходит для специальной ячейки, установленной на рельсе или рабочей станции. Высокосмешанная работа с низким объемом работы благоприятствует коботу или системе без обучения с автономным программированием. в-третьих: каково ваше пространство на полу и доступ к крану? консольные роботы висят над головой и оставляют пространство земли свободным для погрузки. Соответствуйте вылету и полезной нагрузке робота самой толстой пластине и наиболее распространенной геометрии суставов.
Допуск на установку - самое большое практическое ограничение. сварочный робот ожидает, что детали будут расположены в пределах примерно ±1,5 мм от запрограммированного пути. Если ваша настройка варьируется больше, робот не попадает в соединение или сгорает. Это означает, что резка и сборка вверх по потоку должны быть более плотными, чем то, что вы терпите для ручной сварки. Помимо этого, роботы окупаются при повторяющемся производстве. если вы изготавливаете уникальные разовые детали с 20 различными настройками соединений, время программирования может не оправдать инвестиции.
Зависит от системы. программирование подвески занимает 24 недели, чтобы научиться. системы без обучения вырезают это на часы импортировать 3D модель и программное обеспечение генерирует путь. коботы самые быстрые: перетащите руку через сварной шов один раз, удар старт.
Ищите управление качеством ISO 9001, маркировку CE для соответствия европейскому рынку и ISO 3834 для требований к качеству сварки. если ваша продукция должна соответствовать структурным сварочным кодам, подтвердите, что системы производителя могут производить сварные швы, которые проходят сертификаты AWS D1.1, EN 1090 или эквивалентные. Сертификаты, специфичные для вашего экспортного рынка (CU-TR для России/СНГ, BV или DNV для морских применений) имеют значение.Патентный портфель производителя сигнализирует о подлинных инвестициях в НИОКР по сравнению с простой сборкой сторонних компонентов.
Большинство изготовителей стальных конструкций сообщают о окупаемости за 12218 месяцев при замене двух станций ручной сварки одной роботизированной ячейкой. Вот как работают числа: робот работает две или три смены без сверхурочной оплаты, сварные швы 35 раз на прямых швах и отходы 1018TP3T меньше проволоки, потому что она не перегружает ножки филе. Переработка падает с обычного 510% отклоняет ставку до ниже 2%, потому что каждый проход идентичен. Потребление защитного газа падает 1525% из-за скорости движения и более жесткого управления параметрами. На рабочей стороне один оператор, управляющий двумя более быстрыми повторениями, меняет четыре на шесть ручных сварщиков, 1TP400000+ в год в загруженном труде по ставкам заработной платы в Северной Америке или Европе. Высокообъемные одинаковые с 200+ идентичными сборками в месяц часто окупаются до 10 месяцев. Операции вертки вертки вертки вернут немного более длинные, от 14 до 20 месяцев, но все же сильный повторение возвращается в случае более сильных повторных сделок в случае более низких ставок сварки, но все же $100000000000+ в год в загруженном труде в Северной Америке или Европе. Высокообъемные цехах часто достигают более высоких затрат на оплату труда при более длительных операциях верных швах.
Как минимум: круглосуточная дистанционная диагностическая поддержка, запасные части в течение 48 часов и обслуживание на месте в течение 72 часов для критических отказов. хороший производитель также обеспечивает обучение операторов на вашем предприятии, период ввода в эксплуатацию с инженером по приложениям на месте и помощь в удаленном программировании для новых установок заготовок. проверьте стандартные гарантийные условия2 года на механические компоненты и 1 год на расходные части является разумным ориентиром.
Полная автоматизация уже является стандартом для повторяющихся производственных сварочных работautomotive body-in-white lines запускают сотни точечных сварных швов за цикл с нулевым ручным вмешательством Для структурного и тяжелого изготовления направление - адаптивная сварка с 3D-видением и отслеживанием швов, которая обрабатывает вариации "части к части" без ручного повторного обучения Но квалифицированные сварщики остаются необходимыми для оценки посадки, оценки качества, устранения неполадок в приспособлениях и сложных соединений, которые слишком изменчивы или слишком нечасты, чтобы оправдать программирование На практике роль сварщика смещается от удержания горелки к управлению роботизированными ячейками и решению проблем, которые машины не могут.
Ссылки и источники данных
Международные стандарты и системные квалификации
ИСО 9001:2015
— Системы управления качеством ♪
ИСО 3834
Требования к качеству сварки металлов плавлением
AWS D1.1/D1.1M
— Код сварки (Американское общество сварки)
EN 1090-2
ex-обработка стальных конструкций и алюминиевых конструкций
ИСО 10218-1:2011
robots и роботизированные устройства い Требования к безопасности
IIW
рекомендации по квалификации робота-сварщика
Документы спецификации продукта Чжоусян
(2025 — данные линейки продуктов 2026)