Свяжитесь с Чжоусяном

Быстрые характеристики
| Monitored parameters | Voltage, current, wire feed speed, travel speed, seam position |
| Repeat positioning accuracy range | ±0.02 mm (cobot) to ±0.1 mm (vision-guided cantilever) |
| Connectivity protocols | Modbus TCP, EtherNet/IP, PROFINET |
| Relevant codes referenced | ASME BPVC Section IX, AWS D1.1 |
| Typical single-station cell price | $85,000–$120,000 (turnkey cells reach $250,000–$320,000) |
Digital twin сварочный робот production monitoring is the practice of pairing a robotic welding cell’s live sensor telemetry with a synchronized virtual model, turning arc data that would otherwise disappear the moment a weld cools into a live, cloud-reachable record an auditor can actually recreate months later, instead of leaving the production process itself as an opaque black box. That distinction – live and cloud-reachable vs. lost-when-the-arc-stops – is what sets apart a monitored production line from a production line that just has a robot on it.
In essence: A digital twin in robotic welding pairs real-time sensor telemetry (voltage, current, wire feed speed, travel speed) with a corresponding virtual model of the weld path, allowing a plant manager to spot a developing defect before the part cools, and to produce an audit-ready record for any joint that was welded months earlier.
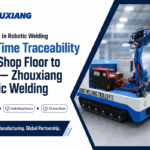
- Just parameter logging isn’t a digital twin model – you need a synchronized model for it to compare itself against, otherwise it’s more of a digital shadow
- The thresholds for an automatic pause triggered by deviation are manufacturer set parameters, not values that appear in any particular section of ASME or AWS code
- The most substantial benefit documented thus far is winning a contract not by virtue of an generic percentage for efficiency, but based on tracing information
None of this is new in spirit. Traditional welding depended on an operator’s feel for the arc; automated welding added repeatable motion without adding quality checks; automatic welding controls introduced closed-loop feedback on one parameter at a time. What a digital twin adds on top of that lineage is synchronization – a live comparison layer sitting above whatever mix of manual, automated welding, and automatic welding a shop already runs. That holds whether the line in question does high-volume electric welding, occasional complex welding on multi-axis parts, or industrial welding work where a single missed deviation can trigger a full parts recall. Modern welding cells still vary widely in how far along this path they’ve actually gotten, and physical welding conditions on a real shop floor – heat, spatter, an operator leaning in to check a bead – rarely match the demo video. Actual welding, as opposed to the simulated version any vendor can show you, is where a monitoring system either earns its price or doesn’t; real welding data collected under production load is the only evidence that matters, and poor welding outcomes still happen on instrumented lines when nobody reviews what the sensors recorded.
What Is a Digital Twin in Robotic Welding?
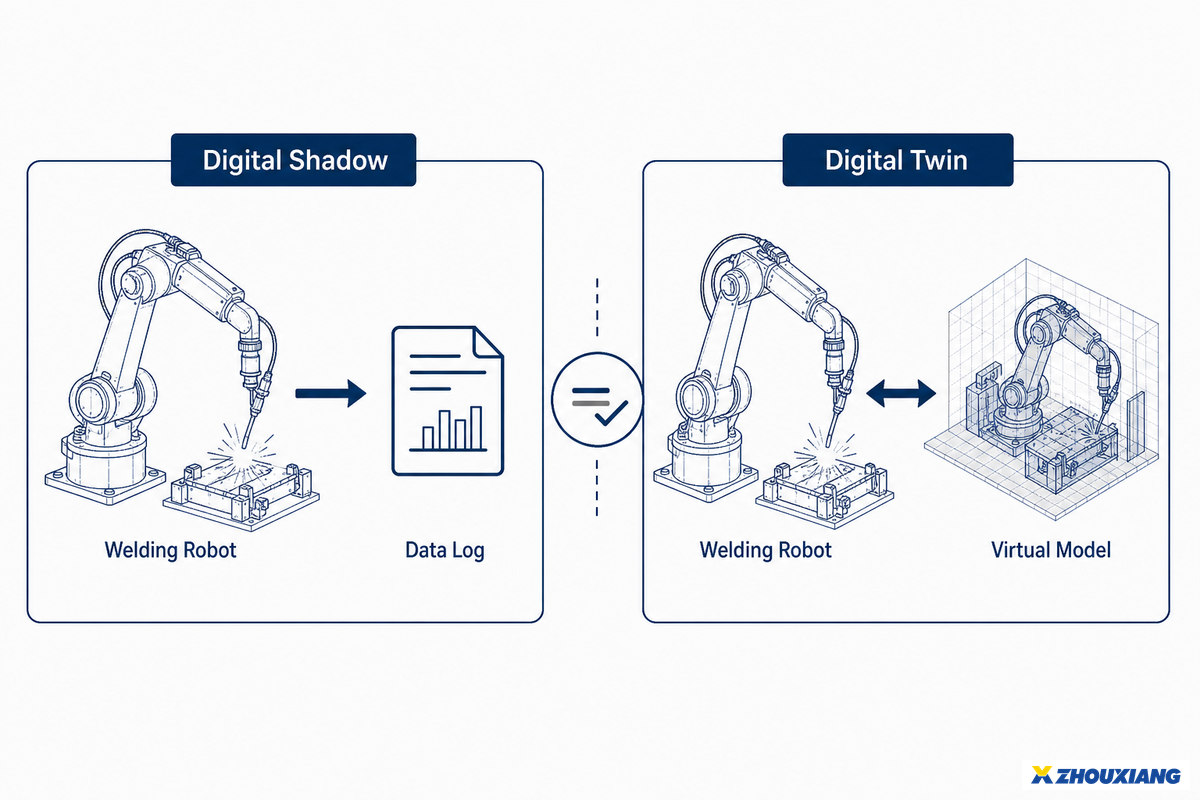
A digital twin in robotic welding is a live virtual model of the weld cell that stays synchronized with real sensor data – voltage, current, wire feed speed, travel speed, and seam position – so a plant manager can compare what is actually happening against what a normal, in-tolerance weld should look like, in real time rather than after the fact.
What Is a Digital Twin?
The NIST definition of a digital twin is a digital representation of a physical object or process that updates from sensor data and is used to perform comparisons with its real-world counterpart, the same working definition welding-robot researchers rely on when describing a synchronized twin rather than a simple logging shadow.
The welding robot digital twin researchers referred to had their own, slightly more specific working definition: a data-driven virtual model of a welding robot arm that mirrors motion and weld characteristics in real-time and is assessed against a five-dimensional, 19-factor model of maturity originally developed by Prof. Tao Fei and his group (Wang et al., 2025).
There’s a problem here that most vendor webpages fail to address: no universally accepted definition of a digital twin-based system exists, even within academia; the debate over such a definition is actually a small part of the larger digital transformation issues in digital twin manufacturing and smart manufacturing faced by most fabricating shops. Previous research in cyber-physical production systems has found a lack of consensus in conceptualization and a clear gap between reference models and deployed systems. NIST’s own work with digital twins in manufacturing uses a somewhat narrower definition worth borrowing (NIST):
| Capability | Digital Shadow | Цифровой Твин |
|---|---|---|
| Data flow direction | One-way: physical → digital record | Two-way: physical ↔ virtual model, each can update the other |
| Output you get | Logged history of what happened | Live comparison of actual results against a model’s prediction |
| Example in this product line | Voltage/current/wire-feed logging on a single-robot workstation | Point-cloud vision comparing the planned weld path against the scanned real part before and during the weld |
| Buyer takeaway | Good enough for traceability and audits | Needed for automatic path/parameter correction on variable-geometry parts |
Both approaches have their place and are sold under the rubric of “digital twin welding robot production monitoring.” They solve different problems, however, and the customer who simply needs a record of an audit trail doesn’t necessarily need to pay for automatic path correction – and vice versa. Years of running six part families repeatedly will lead a structural steel fabricator toward a digital shadow approach; the real-time path correction features of a full twin are best suited for welding irregular hull sections on a ship.
Understanding digital twin technology well enough to buy the right system starts with a basic distinction: a system built on digital twin simulation of the weld path is different from one that only logs completed passes. Whether a given digital twin framework is homegrown or licensed, the application of digital twin technology in a welding cell usually falls into one of two camps: monitoring of the welding process after the fact, or a genuinely predictive digital twin approach that adjusts the robot mid-weld. Vendors leveraging digital twin marketing language don’t always distinguish between the two, and it matters – the power of digital twins for a plant manager comes specifically from the comparison layer, not the logging layer alone. A system that’s digital twin-driven from the design stage looks different on the shop floor than sensors bolted onto an older cell after the fact, even when both get described as “based on digital twin technology” in a sales deck. Digital twin applications extend well beyond welding, too; aerospace and automotive both lean on digital twin visualization for far more than compliance, and a genuinely capable digital twin allows corrective action before a part is scrapped, not only a record of the scrap afterward.
What a Welding Digital Twin Actually Monitors
Voltage, current, wire feed speed, and travel speed are the core welding parameters that appear on almost all implementations of serious weld process monitoring, because they most directly correlate to the final bead shape and penetration on arc welding and MIG/MAG welding, with a few more sophisticated systems also tracking heat input or arc length.
The weld seam position (from a 3D vision system or laser tracker) is the fifth and final parameter, typically added for processes with non-identical part geometries batch to batch. This fifth parameter, layered onto the others, is what elevates the monitoring system from a simple data recorder to a genuinely intelligent welding cell.
We find this same trend repeated across our own product line at a scale that warrants specific mention: seven out of eight robot welding work cell designs that we produce – as measured against the number of pages published about them on our website (this isn’t a verified figure) – explicitly state live parameter logging or the availability of a dedicated digital twin monitoring dashboard as standard (as opposed to optional) features. These seven types range from single-robot welding cells to ground-rail welding stations, cantilevered 7/8/9-axis systems, twin-robot gantry cells, AGV mobile robotic units, and our flagship teach-free welding work cell.
4
Core Logged Parameters
7/8
Product Lines With Live Logging
0.1mm
Best-Case Vision Point-Cloud Accuracy
3
Connectivity Protocols Supported
The Digital Twin Monitoring Coverage Ledger below indicates where each of these seven robot system types falls on the continuum from full digital twin (two-way interaction, model-driven comparison) versus digital shadow (one-way logging), as many of our installed work cells reside in the shadow territory – a compromise that often represents the best fit-for-purpose for a mature, repeatable process of welding.
| Equipment Type | Monitored Parameters | Twin or Shadow Category | Connectivity |
|---|---|---|---|
| Single-robot welding workstation | Weld current, arc voltage, cycle count | Digital shadow | Vendor dashboard |
| Ground-rail welding robot station | Current, voltage, travel speed, wire consumption per seam | Digital shadow (SPC-oriented) | Vendor dashboard |
| Консольный сварочный робот (7/8/9-axis) | Full parameter set + point-cloud path comparison | Digital twin | Vendor dashboard |
| Gantry welding robot workstation (twin-robot) | Trajectory + weld parameters, MES task scheduling | Digital twin | MES/ERP integration |
| Мобильный сварочный робот AGV | Voltage/current (WeldEye-monitored), positioner sync | Digital shadow | Modbus TCP, EtherNet/IP, PROFINET |
| Collaborative welding robot (cobot) | Force-limited safety telemetry, weld parameters | Digital shadow | Vendor dashboard |
| Интеллектуальная система сварки стальных конструкций (flagship teach-free) | Full parameter set + trajectory + phone-app monitoring | Digital twin | MES/ERP integration |
| Laser cutting line (upstream) | Part data, cut reports shared over CNC network | Digital shadow | Shared CNC network |
Data generated from our published product information, July 2026.
None of this is unique to one welding machine or even one welding platform – the same logging-versus-comparison tension shows up whether the tool in question is a single welding torch on a manual bench or a fully instrumented cell. Across the broader welding industry, welding applications range from certified pressure-vessel welding production runs governed by ASME to lower-stakes welding manufacturing work where a missed deviation costs a rework, not a recalled part. A single welding experiment in a lab can validate a new sensor package; scaling that to plant-wide production is a different exercise, one that has to account for welding trajectory drift across shifts, welding environment factors like ambient temperature, and welding position changes on multi-axis parts that a fixed sensor can miss. None of this replaces destructive or non-destructive testing to confirm the quality of weld itself – a digital twin tracks the process, not the metallurgy, and in the field of welding, that distinction still trips up buyers who assume monitoring data alone proves compliance.
From Dashboard to Compliance: Traceability for ASME/AWS Audits
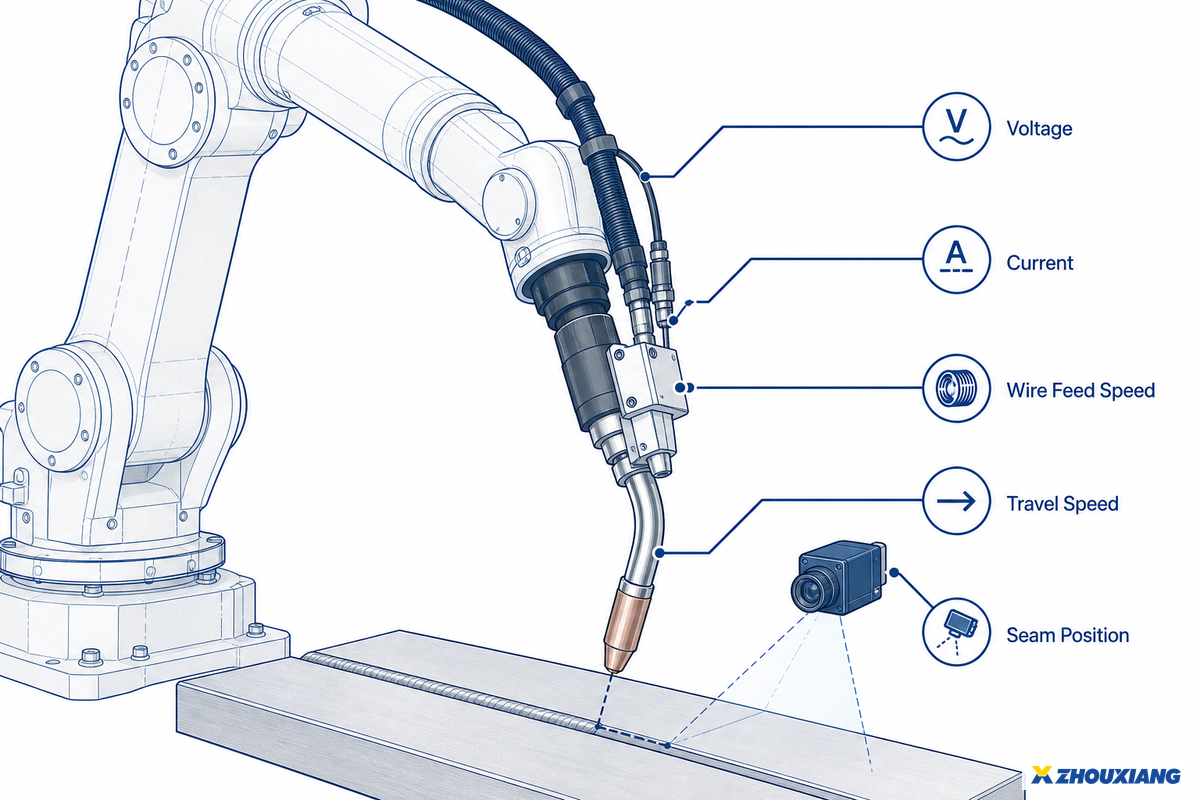
When asked to retrieve the weld record for a joint made eight months ago, the most important characteristic of any welding process monitoring system is the existence of that record, not how impressive the interface looked on day one or the rate of welding. AWS D1.1 and ASME Section IX both mandate record keeping of welder/procedure qualification, inspection, and acceptance results, but they don’t dictate any specific format for those records, thus turning digitalization of that record into an optional solution that bridges the gap between “somewhere there’s a folder” and “here’s the actual recorded value.”
Shops that deploy digital twin dashboards to do this aren’t trying to be trendy – they’re bridging a documentation gap that existed well before automation was ever thought of. For our own power industry welding cells, the gap-filler we created is the 5-Percent Auto-Pause Rule. Each cell logs voltage, current, wire feed, and gas flow throughout the entire welding operation, and if any of these parameters go more than 5% out of their prescribed set point, the system automatically pauses, rather than simply letting the welding process continue unabated and unmonitored. It’s our own control limit, fine-tuned to ensure that our quality team can deliver an auditor clean, thorough documentation – it’s not a standard written into ASME BPVC or AWS D1.1 itself and be wary of any vendor that claims otherwise.
📐 Инженерная записка
At 260A/28V for a GMAW process, 5 percent is approximately outside of a 247-273A and 26.6-29.4V range. That’s tight enough to catch a wire-feed snag or arc length drift before it can result in a visual defect, but loose enough to allow for normal process variability on a well-behaved weld.
What the standards do cover are qualification and scope of inspection-AWS D1.1 deals with welder qualification, welding procedures and specifications, and visual/NDT requirements such as table 8.1. While continued welder qualification is widely understood in the industry to need renewal on a roughly six-month cadence (confirm the exact interval against your current code edition), tying a specific welder’s qualification date, specific WPS, and a specific joint to each other within a single searchable document performs the same function as an old-fashioned travel card for the welding process, without the six-month blind spot while the binder is missing. This is exactly the record-synchronization gap that NIST’s manufacturing digital twin standards work flags as unresolved across the industry.
Case in Point: How Real-Time Monitoring Data Won an OEM Contract
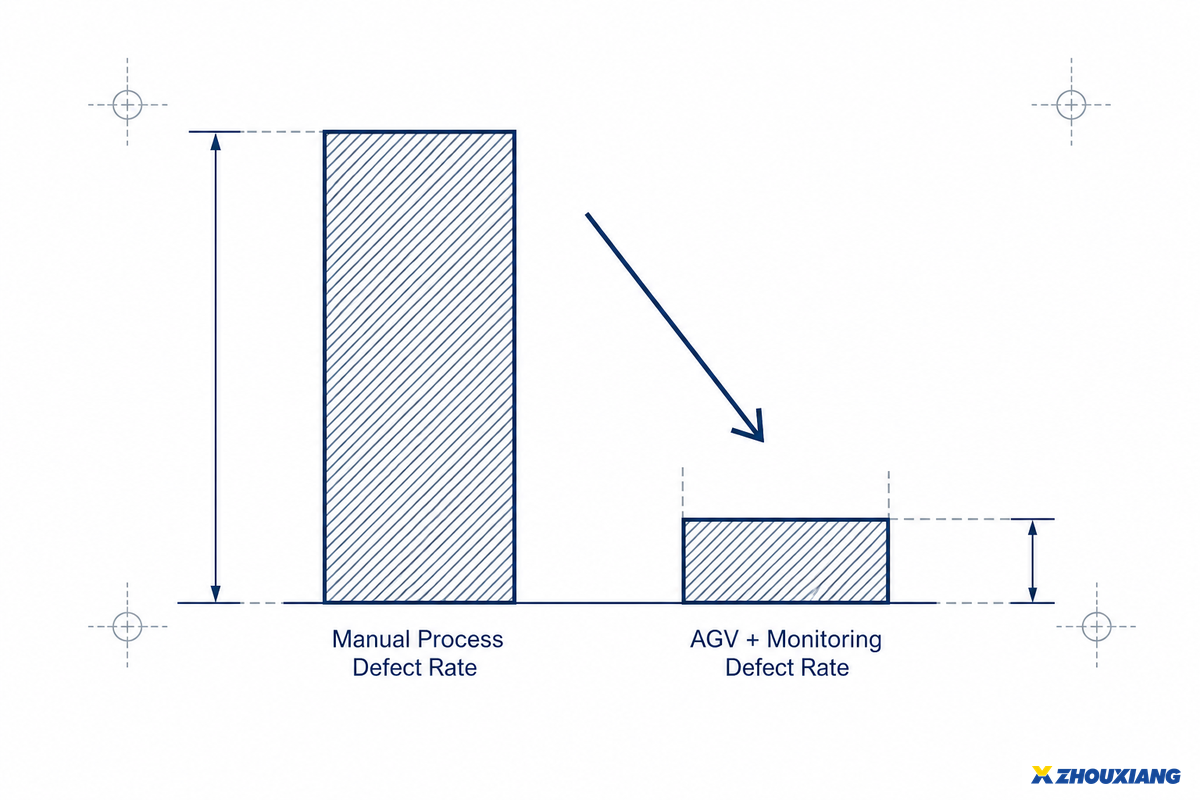
Traceability data went from a nice to have to a reason a supplier wins business versus loses it the moment this happened. Our own documentation of the project tells the story of how one Chinese heavy-equipment manufacturer purchased four AGV-mounted robotic welders equipped with voltage/current monitoring (as part of our WeldEye monitoring product) to perform robotic welding on excavator booms made of Q690D high-strength steel. This was under a Cat OEM qualification requirement that stipulated under 0.5% defect rate on their welds, whereas the original manual process was producing a 9.2% defect rate. Following the implementation of the AGV robots and WeldEye, the manufacturer reported that its defect rate on those welds dropped to 0.3%, with joint-specific digital traceability on every part produced.
“The real-time monitoring and traceability features won us the contract, competitors couldn’t offer that level of data.”
Dr. Wei Zhang, Quality Director, per the manufacturer’s published case account
Of course, treat this figure with all the caution you’d give any single source, vendor case study; this is a manufacturer’s own reported outcome, not independently audited. It relies on a specific definition of defect rate over a particular production window, and the report doesn’t indicate whether the results were independently certified. However, the story’s contours – the customer chose this vendor not because it offered the cheapest robots, but because it could produce joint-specific data on demand in a defensible way – are what make it a good story to tell. It’s a different kind of sales proposition than simply, “we’re 20% more efficient.” The underlying shift toward welding-software-as-a-service traceability is real enough that it shows up in patent filings too, such as US11347191B2, which covers digital-twin-enabled welding software delivered as a service.
Retrofit or Built-In? Digital Twin Compatibility With Existing Welding Equipment
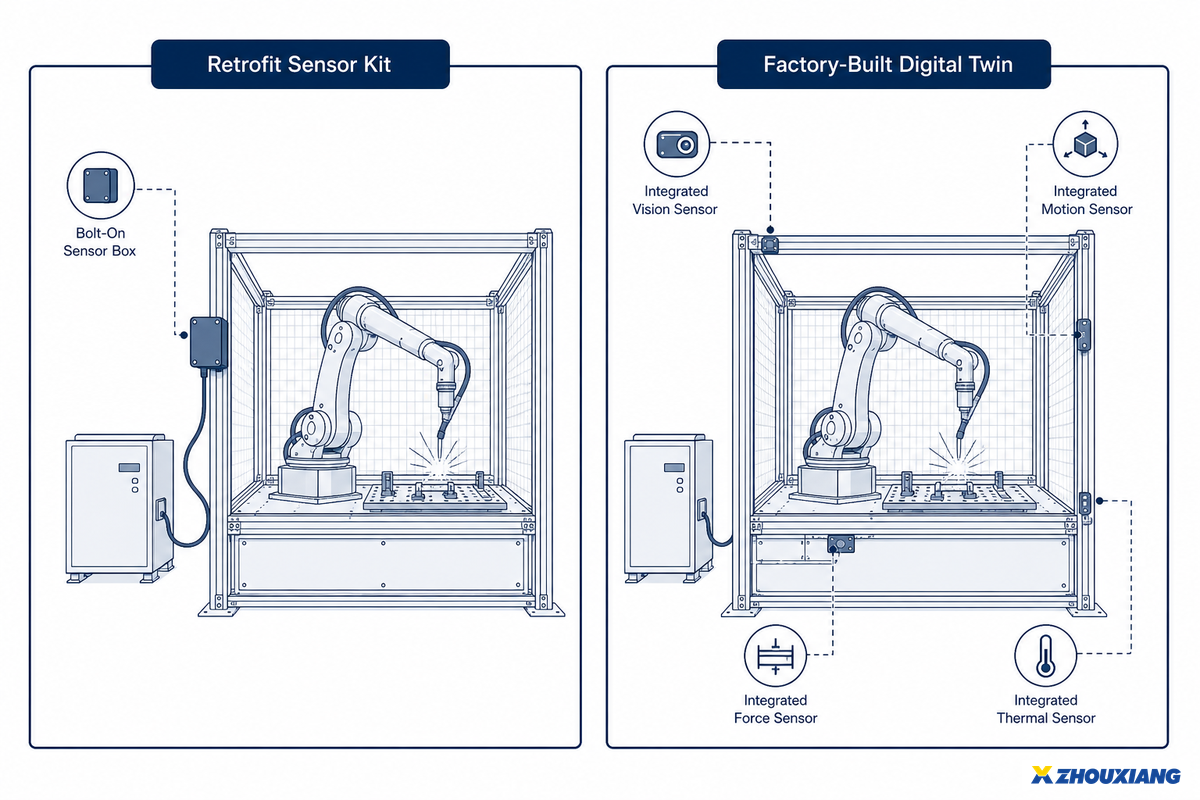
Adding sensors to an old welding cell for monitoring is often straightforward; making that added sensor talk cleanly to a new plant’s MES or another vendor’s dashboard is where the money quietly goes. NIST’s own review in 2024 of digital twin interoperability – a panel that touched on strategic, technical, standards, and organizational aspects – found that “very little research to date has focused on integrating independently constructed digital twins into a system-of-systems,” and that “interoperability is currently a problem that still needs to be solved in industry as well as in research” with regards to data models across vendors (David et al., NIST, 2024).
Retrofit Sensor Kit
- Works with existing power sources from other brands
- Faster to deploy on a single cell (days, not a re-line)
- Dashboard data model may not match a newer plant’s MES without extra integration work
Factory-Built Digital Twin
- Parameters, protocol, and dashboard designed as one system from day one
- Modbus TCP/EtherNet-IP/PROFINET support built in, not bolted on
- Requires replacing or pairing with a new welding cell, not just adding sensors
The engineers I spoke with who’ve actually tried using digital twins in production, outside of a sales demo, all expressed this tension. “We’ve had CAD-based digital twins for decades for simulations, such as for material removal, but a production monitoring-style digital twin linked to live sensor data is a much more recent phenomenon and isn’t yet standardized,” one engineer wrote on a forum, explaining that the reason the retrofit of sensors onto older cells can get stuck is that nobody really wants to do the work of standardization.
CAD-based simulation of welding paths and welding process simulation software have existed for decades, mostly for offline robot programming; what’s new is tying that simulation of welding to a live sensor feed instead of a one-time offline plan. A decision based on the digital twin’s live comparison – not a gut call from someone watching the arc – is what a shop is actually buying when it upgrades. The application of digital monitoring hardware alone doesn’t get you there; you also need software built based on digital data structures your MES can actually consume.
Some shops are still just implementing digital twin dashboards one cell at a time; others are already building digital twins that span an entire line, treating the welding robot as one node in a digital manufacturing picture rather than an island. Aspects of digital twin adoption that get less attention: the integration of digital data streams across upstream cutting and downstream inspection, and a digital replica accurate enough for a plant engineer to trust over the physical part in a dispute. Digital twins can simulate a weld pass before it happens, but not every installed system is asked to; plenty are used only to record actual production after the fact. Whether a system is based on digital twins purely for compliance or built as a true digital twin to monitor and correct in real time, the physical and digital sides of the operation have to stay synchronized or the record is worthless. Twin real-time accuracy – the lag between an event on the shop floor and its digital record – is the detail vendors gloss over most; ask for it in writing. How these welding technologies are used on the floor, shift to shift, ultimately matters more than which brand name is on the control panel, and the actual welding process itself – sparks, spatter, operator adjustments – remains stubbornly manual even on the most heavily instrumented line. Vendors leveraging digital twin and big data language without a synchronized model to back it up are the ones worth being skeptical of; a future digital twin roadmap only matters if this year’s basic version already tells the truth about drift.
If you’ve got a single welding process running on a single vendor’s power source, retrofitting is usually easier. If you’ve got multiple cells with different brands of welding power and you want to see it all on a single dashboard, budget separately for the integration effort itself, and treat it as a line item rather than a tag-on to the sensor installation.
What It Costs and How Long Implementation Takes

A single-station robotic welding cell with basic monitoring starts at $85,000, while a full custom turnkey system for large tanks or boiler headers runs well over $250,000; sensor upgrades and commissioning add to both figures separately, as the next paragraph breaks down.
In our latest 2026 price guide, you’d look at between $85,000 and $120,000 for a single-station robotic welding cell with basic monitoring; a complete custom, turnkey system designed for boiler headers or large transformer tanks (multiple processes and fixtures included) will run anywhere from $250,000 to $320,000. On top of that, we charge roughly $8,000 to $15,000, for through-arc tracking, and anywhere from $20,000 to $35,000 for the laser vision tracking required for pressure-critical welds. These prices are from our catalog and vary by location and customization, so you’ll want to get a precise quote for your situation. Robotic welding alone, meanwhile, can reduce weld defect rates by 25%-75% depending on the application – that translates to potential savings of $8,000 to $24,000 per year in reduced rework and wasted material on a typical mid-size line (see our full guide to robot welding costs for the underlying figures).
Costs are generally correlated with timelines. You should expect commissioning to add about 10-15% of equipment costs to the total price, and allow three to twelve months for the entire process of assessment, sensor/vision install, software config and training, depending on how many cells you’re integrating and if you already have an existing MES.
RFQ checklist — copy these into your quote request:
| Параметр | Recommended range | Почему это важно | How to verify |
|---|---|---|---|
| Logged parameters | Voltage, current, wire feed, travel speed minimum | Fewer than 4 means gaps in your audit trail | Ask for a sample exported weld record |
| Connectivity protocol | Modbus TCP / EtherNet-IP / PROFINET (at least one matching your MES) | Mismatch = costly middleware later | Confirm against your MES vendor’s supported protocol list |
| Deviation alert threshold | Configurable, not hard-coded | Your process tolerance may not be ±5% | Ask if the pause threshold is adjustable per WPS |
| Data retention | Matches your longest applicable code retention period | Short retention defeats the traceability purpose | |
| Commissioning support | On-site or remote with named engineer contact | Determines real timeline, not brochure timeline | Request a reference customer’s actual commissioning duration |
Advantages and Limitations of Digital-Twin-Enabled Welding Robots

Ultimately, though, no amount of engineering can turn a logged value into a proof of quality on its own – acknowledging that truth can be more valuable to a buyer than a fractional increase in efficiency without clear evidence to back it up.
✔ Преимущества
- Audit-ready records replace paper travel cards and binder gaps
- Deviation alerts catch drift before a defect form, not after
- Cross-shift consistency data replaces guesswork about which crew welded a bad joint
— Ограничения
- Recorded process parameters don’t by themselves prove final weld quality or diagnose internal defects-peer-reviewed research confirms data scarcity, sensor-fusion requirements, and computational limits remain real unsolved barriers in current welding-monitoring research
- Telemetry integrity is rarely examined: without checks on clock synchronization, access control, and data provenance, a monitoring record can look complete while still being tamperable or drift-affected
- Cross-vendor interoperability isn’t guaranteed out of the box (see the retrofit section above), and predictive maintenance alerts built on the same telemetry inherit the same data-quality caveats
An honest industry caveat to start: every claimed efficiency number you see published anywhere – ours included – should cite a source you can verify. Several articles from vendors on the same subject will cite ranges such as “15-30% cost reduction” or mention a market CAGR with no underlying study referenced. Each number cited below is tied to a specific source listed at the top; if we couldn’t verify something, we said as much instead of rounding it to a seemingly factual figure.
Academic interest in this exact boundary is real: one paper, Digital Twin for Human-Robot Interactive Welding and Welder Behavior Analysis (Wang et al., IEEE/CAA Journal of Automatica Sinica, 2020), proposed using twin data specifically to model how a human welder’s own behavior interacts with a collaborative robot’s welding path – a research direction distinct from, but related to, the production-monitoring twins this article focuses on.
What’s Changing: From Optional Dashboard to Bid Qualifier

Yangtze Heavy Machinery, referenced above, illustrates the real, more important shift occurring here than any market-size statistic: traceability data is becoming a bid qualifier rather than a checkbox item on a sustainability report, and that shift is showing up earlier in the sales cycle than most vendors have adjusted for.
If your OEM qualification program specifies a hard ceiling for defective parts, the vendor who can produce part-by-part evidence wins the contract before price ever comes up, and the vendor whose ‘monitoring’ system generates a dashboard nobody exports data from can’t compete on those terms – even if their robot moves 50% faster.
As a reference point only, not a central argument of this article: the welding-monitoring market alone (as distinct from the hyped “digital twin” segment) is forecast to reach $4.14 billion in 2035 from an estimated $1.76 billion in 2025. That’s a direction – not an assumption the argument hinges on – and it tracks with the same interoperability and standardization momentum NIST’s 2024 panel described as still forming.
For a buyer in 2026 – say, you’re serving Tier 1 customers in automotive, heavy machinery, or power generation equipment – that means expecting traceability data to appear as a requirement in qualification audits within the next contract negotiation cycle, rather than a standalone mention in sustainability reporting. What it implies in practice: prioritize the welding cells that connect using Modbus TCP, EtherNet/IP, or PROFINET with your MES, instead of simply optimizing for robot speed.
Choosing a Digital-Twin-Ready Welding Robot: What to Ask Vendors

“Digital twin ready” isn’t about buzzwords or which digital twin software a vendor licenses – it’s about answering five specific questions, no ‘hedging’ or marketing-speak, that a sales engineer must be able to address on the spot:
Digital-Twin-Readiness Scorecard
- Which parameters does it actually log, and can I see a sample data record prior to purchase?
- Is this a true digital twin with model-based path correction, or a digital shadow (one-way logging)? And does the specific task on the shop floor actually need a digital twin?
- Which industrial networking protocols are natively supported, and are they compatible with my existing MES?
- Is the deviation pause threshold configurable for each specific weld procedure, or set by the vendor?
- What’s the data retention period, and will it meet the requirements for the compliance standards that our customers are audited against?
Vendors who can confidently answer all five, instead of repeating a “our AI can do that” refrain, are the ones whose monitoring promises translate to reality when an auditor walks onto the shop floor – question 2 in particular is worth pressing on, since patent filings in this space show real technical variation in how “digital twin” gets implemented from one vendor to the next.
Ключевой вынос
Digital twin welding robot production monitoring is genuinely valuable when it means a synchronized, audit-ready record tied to real connectivity standards — and genuinely oversold when a vendor calls simple parameter logging a “digital twin” without the model-comparison half of that definition. Ask what is actually being compared, not just what is being logged.
Часто задаваемые вопросы
Q: Can digital twin technology work with existing welding equipment?
Yes, in most cases — retrofitting sensors onto an existing power source is technically straightforward, though getting that sensor data to talk cleanly to a newer MES or a different vendor’s dashboard is the harder, often-underestimated part.
Yes, in most cases — retrofitting sensors onto an existing power source is technically straightforward, and even older welding systems can be brought into a monitoring environment with the right sensor and interface package. The harder part, per NIST’s 2024 interoperability review, is getting that retrofit’s data model to talk cleanly to a newer plant’s MES or a different vendor’s dashboard without custom integration work, since aligning data models across vendors remains an open research problem rather than a solved one. Budget for that integration step separately rather than assuming sensors alone solve the problem, and ask any vendor for a reference customer who retrofitted a different brand of power source before you sign.
Q: How much does it cost to implement a digital twin for welding lines?
Single-station cells with basic monitoring run $85,000 to $120,000, while full turnkey systems built for boiler headers or large tanks reach $250,000 to $320,000, before sensor upgrades or commissioning are added.
Ячейки одной станции с базовым мониторингом запускаются $85,000$120,000; системы полного ключа для жаток котла или больших резервуаров, с пользовательским приспособлением и возможностью многопроцессного управления, достигают $250,000$320,000. Датчики upgrades добавляют отдельно: сквозное дуговое отслеживание составляет примерно $0000$15,0000, а лазерное отслеживание зрения достаточно точно для сварных швов критического давления составляет $20000$35000. Комиссия обычно добавляет 1015% стоимости оборудования сверху.
Q: How does a digital twin differ from traditional production monitoring systems?
A traditional monitoring system logs what happened after the fact; a true digital twin instead compares what is happening right now against a synchronized virtual model, in both directions, while the weld is still underway.
Traditional monitoring records the past; a true digital twin compares live results against a synchronized virtual model as the weld happens, in both directions. Simple parameter logging — voltage, current, wire feed — without a model to compare against is more accurately described as a digital shadow. Both are useful; only the second can automatically correct a weld path based on what a vision system just measured.
Q: What skills do employees need to work with digital twin welding technology?
Operators need basic digital literacy; deeper skills are role-specific.
Operators need basic digital literacy, usually a one-to-two-day dashboard exercise. Maintenance staff interpret deviation alerts. Quality and engineering staff get the most value, since pulling traceability records for audits is where the investment actually pays off.
Q: What happens when the system detects a deviation mid-weld?
On systems with an auto-pause feature, the weld halts automatically the instant a monitored parameter drifts past its configured tolerance, and the system logs the exact reading, the timestamp, and which parameter triggered the stop for later review.
On systems with an auto-pause feature, the weld halts automatically once a monitored parameter drifts beyond its configured tolerance (commonly around ±5%, though this should be adjustable per weld procedure rather than fixed), and the system logs the exact reading and timestamp for review. This is a manufacturer-configured control limit, not a value mandated by ASME or AWS codes — ask any vendor whether the threshold is adjustable before assuming it fits your process.
Q: Is digital twin monitoring required for ASME/AWS compliance, or optional?
Optional, not mandatory — AWS D1.1 and ASME Section IX both require traceable welder, procedure, and inspection records, but neither code specifies a particular digital format for keeping them, so digitizing is a shop’s own choice.
Optional. AWS D1.1 and ASME Section IX require documented welder/procedure qualification and inspection/acceptance records, but neither code mandates a specific digital format for keeping them. Digitizing those records is a fabricator’s choice made to close the practical gap between a paper travel card that can go missing and a searchable record that cannot.
Почему мы это пишем
Every configuration referenced here draws on internal product documentation for all welding cell types-single-robot, ground-rail, cantilever, gantry, AGV, and cobots-supplemented by research into peer-reviewed digital twin literature and a NIST report on digital twin interoperability. If we were unable to independently verify a figure, whether our own case data or a cited statistic, we noted it. Reviewed by the Zhouxiang technical team.
Ссылки и источники
- Research on the Digital Twin System of Welding Robots Driven by DataWang et al., 2025, PMC (National Institutes of Health)
- Real-time data visualization of welding robot data and preparation for future of digital twin systemMagyar, 2024, Scientific Reports (Nature)
- Manufacturing Digital Twin StandardsНациональный институт стандартов и технологий
- Interoperability of Digital Twins: Challenges, Success Factors, and Future Research DirectionsDavid, Shao, Tilbury, Gomes & Zarkhout, 2024, NIST/ISoLA
- How digital twins add a new level of intelligence in metal fabricationTim Heston, The Fabricator
- US11347191B2, System and method to facilitate welding software as a serviceUSPTO
- What’s Next in Welding Monitoring (2026 and Beyond)Xiris
- Digital Twin for Human-Robot Interactive Welding and Welder Behavior AnalysisWang et al., 2020, IEEE/CAA Journal of Automatica Sinica
Связанные статьи
- Автоматизация сварки резервуаров трансформатора: длинные швы с нулевым искажением в масштабеanother power-industry monitoring case
- Pipe Welding Automation, Robotic vs Orbital vs Manual Comparisonmethod selection in the same product cluster
- Лазерное отслеживание швов сварочных роботов: как это исправляет варпажthe vision layer behind digital-twin path correction
- Сколько на самом деле стоит сварочный робот в 2026 году?full cost breakdown behind the numbers cited above
- Сварочный робот ROI Калькуляторrun your own payback numbers