
Свяжитесь с Чжоусяном
![Робот для сварки кантилевера: руководство по осям 7 на 8 на 9 [2026]](https://zxweldingrobot.com/wp-content/uploads/2026/04/image-2.webp)
Быстрые характеристики: Консольная сварочная роботизированная система
| Топоры роботов | 6 (основание) + 13 внешних осей (основание) + 13 внешних осей |
| Повторить точность | ±0,05 мм (ИСО 9283) |
| Полезная нагрузка | 12 кг (типично) |
| Рабочий охват | 2010 мм (рука робота) |
| Длина наземного рельса | 3 — 12 м (стандарт) |
| Консольная ширина луча | До 3,7 м |
| Высота подъема колонны | До 2,2 м |
| Сварки Процессы | MIG/MAG, TIG, подводная дуга |
| Класс защиты | IP56 (J3J6), IP67 (JJ1J6), IPJ1J6) |
Когда Международная федерация робототехники объявила, что в 2024 году по всему миру будет установлено 542 000 промышленных роботов (ifr.org), все большая часть этого спроса исходила от крупных производителей стали, которым требовалось роботизированное покрытие для больших сложных заготовок, а не только для сварочных ячеек короткого хода. Консольный сварочный робот заполняет этот зазор, расширяя руку робота через внешние оси, установленные на балке, колонне или направляющей пола. Но подсчет осей не является маркетинговой категорией.
Это инженерный выбор, и неправильный выбор стоит вам 40-60% в избыточной стоимости системы или неполного покрытия геометрии вашей заготовки. в этой статье объясняется, как конфигурации консолей с 7,8 и 9 осями различаются по рабочей огибающей, точности, стоимости и покрытию заготовки, чтобы вы могли спроектировать правильный счет осей для вашей фактической геометрии производства.
Что такое робот для сварки кантилевера и почему значение имеет счет оси?
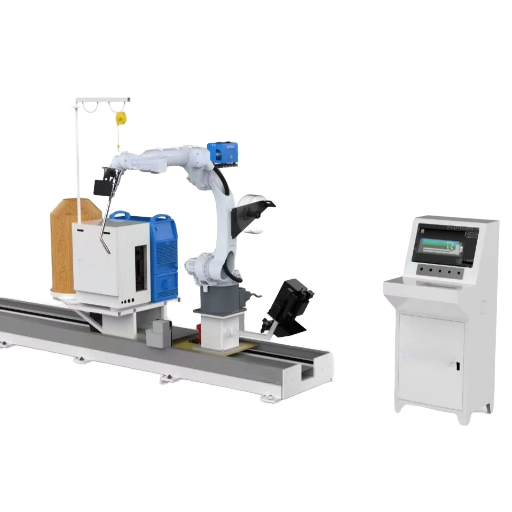
A консольный сварочный робот представляет собой 6-осный шарнирно-сочлененный тип робота руки, установленный на консольной балке, консольная балка представляет собой горизонтальный элемент конструкции, поддерживаемый на одном конце вертикальной стойкой или колонной. Балка дает роботу боковое расширение над заготовкой без необходимости использования напольной дорожки непосредственно под рукой, что позволяет использовать пространство пола под роботом для приспособлений, позиционеров и устройств перемещения заготовок.
Почему это имеет значение по сравнению с другими вариантами?
A робот для сварки грунтовых рельсов движется по половому пути, параллельному заготовке (отлично подходит для длинных узких конструкций, но имеет ограниченный доступ в боковом направлении).В портальной системе используется подвесной мост, который движется по двум параллельным рельсам (говоря о действительно больших конструкциях размером более 30 метров).Консольные системы находятся между двумя предыдущими в общем рабочем диапазоне и стоимости:
Количество осей важно, потому что 6-осевая рука робота имеет фиксированное основание Каждая дополнительная внешняя ось (подземный рельс, консольная траверса балки, подъемная колонна) расширяет трехмерное пространство, в котором может работать наконечник факела. стальные производители, работающие на Н-образной балке длиной 9 м, используют 7-осевую систему (робот и заземляющий рельс).
Судостроители закатки плоских панелей секций, которые проходят как длинными, так и широкими, так имеет 8-осевую систему (робот и боковой траверс балки) для расширения горизонтальных размеров. Коробчатая работа колонны, которая требует доступа горелки сверху и снизу, а также доступа через открытые пазы, установила требования, которые лучше всего обслуживаются 9-осевой конфигурацией (дополнительный вертикальный ход колонны).
Рынки и рынки сообщает, что рынок роботизированной сварки в 2025 году был оценен в $10,38 млрд при среднегодовом выражении 10,2%. Изготовление стальных конструкций и судостроение являются основными источниками этого роста. Консольная роботизированная система является растущей предпочтительной архитектурой развертывания при производстве заготовок среднего и большого размера, где боковое и вертикальное вылет являются важными проблемами.
Понимание конфигураций 7 осей, 8 осей и 9 осей

В основном, укладка оси проста: положение 6-осевой руки робота в сочетании с вводом/выводом s-внешние оси сервоуправления движением. каждая внешняя ось увеличивает рабочую огибающую на одно основное измерение. система управления - обычно контроллер движения класса ЧПУ - координирует все оси одновременно, в результате чего одновременный путь сварки и движение руки робота не путь руки робота с последовательным движением.
7-ось: робот + наземный рельс (продольное перемещение по оси X)
Наземный рельс - это 7-я ось - линейный путь, помещенный в положение для установки пола. приводимый в движение сервоприводным зубчатым реечным двигателем, наземный рельс представляет собой линейный путь, с помощью которого робот реагирует на продольное (X) движение оси. Стандартная длина наземного рельса составляет 3м, 6м, 9м и 12м. Изготовленная на заказ длина наземного рельса может быть спроектирована так, чтобы соответствовать пространству здания. покрытие наземного рельса является только линейным движением по отношению к заготовке. Для 9м рельса грунта, возможно ли для одного робота сваривать заготовку длиной 9м без перемещения положения робота.
Большая часть вне оси.e. вне оси руки, имеет самую низкую цену затрат для увеличения полезной нагрузки и ACR особенности оси. обычно, производители зданий, такие как в основном сварка H-образной балки, фермы крыши и простой колонны, будут использовать 7 оси робота ячейка.7 оси робота ячейки с наземной рельс будет способен сварить заготовку с практической рабочей геометрии.
8-ось: наземная железная дорога + консольная балка (боковое перемещение по оси Y)
Добавление консольного движения траверсы балки построит 8-е движение оси-боковой (ось Y) по ширине заготовки В этой конфигурации рука робота установлена на перевернутой балке, колесо руки робота обращено вниз, а запястье и факел обращены наружу балки. обычно траверса балки имеет максимальную длину 3,7 м на стандартной системе робота Zhouxiang. Однако длина здания, по которой робот достигает, зависит от местоположения балки и достижимой рабочей оболочки руки робота, которая составляет 2010 мм.
Рука робота на 8-axisis в основном подходит для заготовок, которые имеют как длинную, так и широкую плиту моста, плоскую секцию корабля и широкую конструктивную сборку. За сварным швом робот может следовать по всей заготовке в обоих направлениях, перпендикулярных грунтовому рельсу.
9-ось: полная система + подъемная колонна (вертикальное перемещение по оси Z)
9-я ось в ячейке робота будет подъемной колонной, которая способна перемещать всю сборку балки и робота вертикально максимум за 2,2 метра. этот тип конфигурации робота наделяет операцию сварки истинной 3D-огибающей, с помощью которой горелка может получить доступ к верхней поверхности, боковым сторонам и нижней области высокой конструкции, такой как коробчатые колонны, судовые перегородки и глубокие рамы механического оборудования.
9-осевая серия архитектуры рабочих станций для сварки консолей, Она способна сваривать все положения (плоское, горизонтальное, вертикальное или верхнее).В приближении 13x 3x 2,2 метра рабочего пространства, она может выполнить любые операции сварки на конструкции с полным покрытием огибающей 13m 3m 2,2 м. Подробнее о показателях сравнения системы в отношении конфигурации рельса грунта, консоль и портала см. в подробном сравнении.
Инженерное примечание: точность позиционирования повтора 0.05mm применяется для 6-осевой руки робота (4-аксизис не включен) по ISO 9283 Внешняя точность оси составляет 0.10mm/со стандартом нагрузки Когда a9-аксизис используется в полном расширении, общая точность системы будет усугубляться всегда. для новой системы деталей убедитесь, что точность через проведение испытания с нагрузкой.
7-ось против 8-оси против 9-оси: параллельное техническое сравнение

В описанной здесь таблице показаны инженерные характеристики продуктов, используемых в настоящее время на производственной линии. Для соображений выбора системы описаны не уровни возможностей, а значения сбора данных, соответствующие соответствующим параметрам.
| Параметр | 7-ось | 8-ось | 9-ось |
|---|---|---|---|
| Внешние оси | 1 (наземный рельс) | 2 (рельс + балка) | 3 (железнодорожный + балка + колонна) |
| Рабочий конверт | 12 м × 1,5 м | 9 м × 3,5 м | 13 м × 3 м × 2,2 м |
| Типичные заготовки | Н-балки, балки крыши, простые колонны | Мостовые плиты, судовые плоские панели | Коробчатые колонны, судовые перегородки, глубокие конструкции |
| Длина наземного рельса | 3 ƒ12 м | 6 — м (стандарт) | 6 ƒ13 м |
| Луч Траверс | Н/Д | До 3,7 м | До 3,0 м |
| Колонный подъемник | Н/Д | Н/Д | До 2,2 м |
| Точность системы | ±0,10 мм | ±0,12 мм | ±0,15 мм |
| Позиции сварки | Плоский, горизонтальный | Плоский, горизонтальный, вертикальный | Все положения (плоские, вертикальные, верхние) |
| Относительная стоимость | ~$80K — $120K4T80K | ~$120K $180K | ~$180K $250K+ |
| Типичная рентабельность инвестиций | 12 — 18 месяцев | 15 — 24 месяца | 18 — 30 месяцев |
7-ось: преимущества и ограничения
✔ Преимущества
- Самая низкая стоимость входа для автоматизации линейной заготовки (~$80K — $120K)
- Самый быстрый ввод в эксплуатацию время — простая установка
- Охватывает стандартное производство H-образной балки и балки крыши без реконфигурации
- 12m максимальный размер рельса охватывает почти все секции конструкционной стали, используемые в строительстве.
- Упрощенная система управления снижает накладные расходы на техническое обслуживание
— Ограничения
- Широкая ширина заготовки, ограниченная примерно 1,5 м, не будет распространяться на всю общую ширину заготовок.
- Только плоские и горизонтальные положения сварки без вращения заготовки
- Требуется позиционер для швов, не соответствующих положению, на сложных участках
- Не подходит для коробчатых конструкций или покрытия полнопериметрового шва
8-ось: преимущества и ограничения
✔ Преимущества
- Самый большой размер траверсы луча 3,7 м.
- Перевернутое крепление робота обеспечивает чистоту площади пола под рабочей зоной
- Добавляется возможность вертикального шва для работы на рабочих местах для сварки плоских панелей
- Существенно большая оболочка (9 м × 3,5 м) без сложности портала
- Хорошо подходит для судостроения плоских секций и конструкционных пластинчатых узлов
— Ограничения
- Никакой вертикальный диапазон высот не опускается в глубокие секции коробки
- Отклонение луча при полном раздвижении требует регулярных калибровочных проверок
- Более высокая сложность установки по сравнению с 7-осевой (критическое выравнивание столбцов и лучей)
- Положения сварки наверху требуют вращения заготовки или помощи позиционера
9-Ось: преимущества и ограничения
✔ Преимущества
- Полный 3D рабочий конверт: 13 м 3 м 2,2 м охват самого широкого диапазона заготовок
- Все положения сварки, включая верхние (надземные), обязательное изменение положения заготовки. Нет
- Подъем колонн обеспечивает автоматический доступ факела в колонны коробов и сложные глубокие конструкции перегородок
- Единая система охватывает несколько семейств заготовок (duces capital dupplication)
- Лучшее соотношение времени дуги для производства крупноформатных заготовок с высоким содержанием смеси
— Ограничения
- Точность системы при 0,15 мм отстает от 7-осевой при полном выдвижении
- $180K ($250K+) точка входа требует сильного обоснования громкости
- Время ввода в эксплуатацию 4 — 8 недель в зависимости от требований к подготовке объекта
- Трехосная координация увеличивает сложность программирования для новых типов заготовок
Практик отрасли примечание: Практики отрасли скажут вам, что чрезмерная спецификация оси countpicking 9-осевой системы для заготовок, которые нуждаются только в длине покрытия — обеспечивает премию 40-60% над 7-осевой системой без дополнительного преимущества производительности. Соответствуйте счет оси вашей фактической геометрии заготовки, а не вашей желательной будущей. интеллектуальная система сварки стальных конструкций, описанная выше, включает рекомендации по конфигурации как часть процесса предварительного проектирования именно по этой причине.
Основные технические характеристики и технология интеллектуальной сварки
Спецификации рук робота
| Спецификация | Значение |
|---|---|
| Полезная емкость | 12 кг |
| Максимальная дальность (TCP) | 2010 мм |
| J1 (вращение базы) | ±170°, 150°/с |
| J2 (Нижняя рука) | +85°/-60°, 150°/с |
| J3 (Верхняя рука) | +70°/-170°, 150°/с |
| J4 — 6 (запястье) | ±180°, 360°/с (J6) |
| Точность повторения (ISO 9283) | ±0,05 мм |
| Класс защиты (J1J2) | IP56 |
| Класс защиты (J3 — J6) | IP67 |
Беспреподавательская сварка: как работает автоматическое создание путей
Беспреподавательская сварка заменяет традиционный процесс обучения пошаговому пути автоматической генерацией траектории с 3D CAD моделей. рабочий процесс выполняется следующим образом: импортировать 3D модель из Tekla Structures или SolidWorks в систему управления, линейный лазерный сканер подметает физическую заготовку и сравнивает размеры с моделью, система управления генерирует сварочный тракт автоматически на основе расположения швов в модели, и робот выполняет траекторию, в то время как отслеживание швов в реальном времени сохраняет точность положения на протяжении всего сварного шва.
Две сенсорные системы обрабатывают коррекцию в реальном времени во время процесса сварки. Лазерное отслеживание швов использует лазерный проектор со структурированным светом, установленный рядом с горелкой, для геометрического определения положения шва - это основная система коррекции и обрабатывает отклонения шва до 3 мм в режиме реального времени. Отслеживание дуги использует саму сварочную дугу в качестве датчика, отслеживая изменения тока, поскольку горелка слегка переплетается через шов; это метод вторичной коррекции, который работает без дополнительного датчика, но требует шаблона переплетения. Исследование опубликовано в Международный журнал передовых производственных технологий подтверждает, что комбинированное лазерное и дуговое слежение обеспечивает точность следования шва в пределах 0,5 мм при типичных условиях конструкционной стали.
Мощность сварки и параметры процесса
| Вход питания | 380В 3-фазный, 50/60 Гц |
| Диапазон вывода сварки | 60 — 500 А |
| Диаметр проволоки (MIG/MAG) | 0.8 — 1,6 мм |
| Скорость потока защитного газа | 15 — 20 л/мин |
| Поддерживаемые процессы | MIG, MAG, TIG, подводная дуга |
Engineering Note: “Teaching-free” does NOT mean zero setup. CAD model quality directly affects weld path accuracy. Models with more than 2 mm deviation from actual workpiece dimensions require an on-site laser calibration scan before production welding. Budget 2-4 hours for initial calibration on new workpiece types; repeat calibrations on known workpieces run under 30 minutes.
Магазин, рассматривающий возможность совместной автоматизации с более легкой силой, вполне может быть заинтересован в совместном сварочном роботе - малозаметном введении в автоматизацию, которое включает в себя определение силы для безопасной работы в непосредственной близости от человека.
Отраслевые приложения по конфигурации оси
7-осевое применение: изготовление стальных конструкций
7-осевой консольный робот остается де-факто решением для производства угловых сварных швов H-образной балки В типичном производственном рабочем процессе для стальной конструкции длинные H-образные балки длиной 6 м-12 м пересекают ось рельса грунта, в то время как рука робота выполняет одновременные угловые сварные швы на обоих фланцах в паре с позиционером-или последовательно на фиксированном приспособлении. Балки крыши и простые конструкционные колонны имеют одинаковую геометрию, категории длинных заготовок, которые являются длинными и узкими, где покрытие по длине заготовки имеет первостепенное значение.
7 осей для мягких решения для сварки стальных конструкций будет обрабатывать объем производительности, необходимый для предварительно спроектированного изготовления строительных компонентов, где количество деталей на стандартном сечении превышает сложность формы заготовки.
8-осевые применения: работа мостов и судостроительных панелей
Мостовые плиты и судовые плоские панели являются каноническим применением решений 8 осей Эти заготовки достаточно широки (до 3,5 м) и достаточно длинны (6-9 м), чтобы требовать поперечного перемещения поперечной балки для полного покрытия геометрии сварного шва. при такой настройке перевернутый робот перемещается на балке по ширине панели, плавно пересекая продольные и поперечные швы без изменения положения работы.
Судостроительные сварочные роботы часто указываются в конфигурациях с 8 осями, где комбинации заготовок в контейнерах оставляют мало четкой высоты над головой в перегруженном цехе. Консольная балка сохраняет высоту робота, одновременно устраняя затраты и требования к высоте над головой портального моста.
9-осевые применения: тяжелая промышленность и изготовление коробчатых конструкций
Колонны короба переборки, судостроительные конструкции и крепления механического оборудования имеют общую проблему геометрии сварного шва: доступ к внутренним швам Коробчатые колонны 4-сторонние с внутренним доступом к угловому шву. Сварные швы жесткости судостроения ориентированы парами под прямым углом Девятиосные консольные роботы с основанием подъемной колонны обеспечивают регулировку высоты и угла, необходимую для перекрытия частоты внутренней стенки.
Время дуги: сравнение роботов и вручную
Существующие ручные процессы сварки структуры достигают 10-30% дуги на быстром времени. работа требует еще 70-90% рабочей смены для настройки, изменения положения деталей, удаления шлака и проверки. Передовая роботизированная сварка на консольных осях достигает 50-90% дуги во времени, в зависимости от сложности заготовки и состояния приспособления - что является основным ценностным предложением для автономной автоматизации.
Предупреждение о качестве приспособлений: производители обычно испытывают проблемы с частичной пригодностью при переходе от ручной сварки к роботизированной. Однако качество приспособлений напрямую влияет на согласованность и точность сварочных канавок - система отслеживания швов корректируется на небольшие ошибки в посадке (3 мм), но систематические изменения в посадке, которые превышают это, могут привести к сбою управления траекторией робота. Правильные инвестиции в приспособления перед установкой робота уменьшат месяцы отладки методом проб и ошибок. В этом отношении инвестиции в размере $15 000 часто являются хорошо потраченными деньгами.

Решение между 7 осями, 8 осями или 9 осями решения обусловлено 4 архитектурными решениями. убедитесь, что у вас есть правильный ответ, прежде чем оценивать стоимость.
Контрольный список выбора из 4 вопросов
1. Каков ваш самый большой размер заготовки (L × W × H)?
Это определяет минимальный конверт, необходимый Измерьте три ваши самые длинные, самые широкие и самые высокие текущие производственные заготовки и добавьте запас 15% для зазора приспособления.
2. Какие положения сварки требуются (плоские, вертикальные, верхние)?
Плоский и горизонтальный только → 7-осевой может быть достаточно Любые вертикальные швы без позиционера → 8-осевой минимум. Верхние или внутренние поверхности → 9-осевой требуется.
3. Каков ваш ежемесячный объем производства?
Менее 15 сложных сборок в месяц: гибрид ручного или кобота может обеспечить лучшую рентабельность инвестиций. 15 — 50 сборок: 7-осевые или 8-осевые с позиционером. 50 сборок: 8-осевые или 9-осевые оправданные.
4. Каков ваш общий системный бюджет (включая установку, оборудование и обучение)?
Бюджет $80K $120K: 7-осевой. $120K $180K: 8-осевой. $180K1TP $250K+: 9-осевой. Включите 15 20% стоимости системы робота для подготовки объекта, оснастки и ввода в эксплуатацию.
Матрица решений "размер к оси"
| Размеры заготовки | Рекомендуемая конфигурация |
|---|---|
| L ≤12 м, W ≤1,5 м, H ≤0,8 м (плоские/горизонтальные сварные швы) | 7-осевой кантилевер |
| L ≤ 9 м, W 1.5 (3,5 м), H ≤ 1,2 м (широкие панели) | 8-осевой кантилевер |
| L ≤ 13 м, W ≤ 3 м, H до 2,2 м (3D/коробочные структуры) | 9-осевой кантилевер |
| L ≥ 15 м, W ≤ 1,5 м (очень длинный, узкий) | Станция наземного железнодорожного транспорта (не консольная) |
| L ≥ 20 м, W ≥ 6 м, H ≥ 3 м (очень большие структуры) | Портовая система (не консольная) |
Конструктивные детали, которые не соответствуют консольной огибающей в любом направлении, представляют собой несоответствие конфигурации - не считается излишне сложных осей Длинные узкие детали (H-образной балки длиной 15 м+) лучше разделить на выделенные наземно-железнодорожные станции, чем проталкивать через несколько осей с обходными путями приспособлений Большие, интенсивные для доступа сборные конструкции (корпуса кораблей, изготовление сосудов под давлением) требуют козловых мостовых систем Все попытки втиснуть несовместимые детали в неправильную архитектуру сопровождаются стоимостью снижения производительности.
Чтобы быстро и перед посещением инженера по продажам оценить подсчет осей, стоимость системы и параметры рентабельности инвестиций, используйте оценка стоимости сварочного робота и Калькулятор ROI.
Найдите подходящего робота для сварки кантилевера для вашей мастерской
Обеспечьте размеры деталей и желаемый уровень пропускной способности, наши инженеры порекомендуют правильное количество осей, соответствующее вашему бюджету.
Часто задаваемые вопросы

Сколько топоров у сварочного робота?
Стандартные промышленные сварочные роботы имеют 6 осей - которые вмещают полный диапазон пространственных ориентаций горелки, необходимых для большинства работ по сварке конструкционной стали. дополнительные 1-3 оси обеспечивают диапазон охвата и ориентации, необходимый для обработки больших одиночных деталей, с внешними осями, которые достигают краев заготовки.7 осей сварочный робот добавляет шлифовальный рельс, который выводит горелку наружу и вниз по длине заготовки в дополнение к циклу вокруг ее продольной оси. 8-осевая система добавляет консольную балку, так что ширина заготовки также покрыта. В 9-осевой конфигурации подъемная колонна поддерживает вертикальное перемещение сварочного цикла. эта трехмерная система позволяет обеспечить доступ к заготовке без индексного цикла вращения.
Чем отличается консольный и портальный сварочный робот?
Консольная система сварочного робота имеет оконечные оси горелки, опирающиеся на балку, которая проходит наружу от одной вертикальной колонны или центральной опорной точки с одной стороны системы - интерпретируется как консольная опорная конструкция без опорной конструкции с противоположной стороны. вероятно, это идеальная установка для заготовок среднего размера, наиболее распространенного размера цеха, с ограничениями по весу и размеру 18 м3 м 2,2 м или менее - при обеспечении максимально возможного частичного доступа в цех. Робот для сварки порталов имеет горелку, поддерживаемую на подвесном мосту, который проталкивается через два параллельных набора рельсов, которые захватывают заготовку в самом среднем цехе размером более 30 м. Такая система обеспечивает максимальное использование рабочего пространства, но требует больших инвестиций и более длительного графика установки. Для подавляющего большинства изготовителей, которые работают в диапазоне 10-30+ м, консольное развертывание более экономически целесообразно, чем создание всей портальной инфраструктуры.
Сколько стоит консольный сварочный робот?
Стоимость робота для сварки консолей варьируется примерно от $80000 до $250000+ в зависимости от осей, длины рельса и объема интегрируемости. компоновка 7 осей с рельсом 6 м обычно стоит $80 K-$120 K. Система 8 осей с траверсой балок добавляет $120K-$180 K. Установка 9 осей с рабочей длиной более 6 м стоит $180 K-$250 K или более. Подготовка объекта, приспособление, контрольное оборудование, обучение, ввод в эксплуатацию и другие расходы добавляют 15-20% на систему.
Стоит ли вложения консольный сварочный робот?
Типичные инвестиции в робота для сварки консолей обеспечивают расчетный положительный период окупаемости примерно в 15-24 месяца на 15 или более сложных узлах, полученных в месяц с положительным ежемесячным чистым денежным потоком. Модель заключается в том, что увеличение производительного времени дугового соединения на 10-30% компенсируется качеством сварки, более последовательной подгонкой и меньшим количеством доработок соответствует большей части дополнительных доходов и времени, сэкономленного в цехе. Магазин, который обрабатывает более короткие прогоны или получает меньшее количество сложных сборок за раз, может найти период окупаемости дольше 30 месяцев и должен рассмотреть другие варианты.
Какой размер заготовки подходит 9-осевому консольному сварочному роботу?
Эта 9-осная консольная конфигурация используется для доступа к трем граням заготовки и охвата внутренней части коробчатых колонн, конструкционных судовых перегородок и коррозионностойких металлических деталей или для доступа по бокам для глубоких сечений. Выход стандартной установки простирается до 13 м 3 м 2,2 м. Если сварные соединения на объекте происходят на его вертикальных гранях, все они находятся в верхнем положении, а заготовка представляет собой фиксированное количество, которое не нужно перемещать.
Действительно ли система без преподавания не требует программирования?
‘Teaching-free’: removal of point-to-point path teaching. Point-to-point path teaching is the process of physically teaching the robot to each of the workpiece’s (or workpieces’) welding seams by hand while using a teach pendant to record each position. Weeding out Point-to-point path teaching means you still need to import a CAD model (Tekla or SolidWorks format), set weld parameters (current, voltage, speed, wire feed) and do a laser calibration scan for a new workpiece type. The auto path creation (automatic path generation) and seam tracking take care of all trajectory calculations once those inputs are set. Allow 2–4 hours setup during first-time welding to a new workpiece type, then a repeat weld to a known workpiece may be underway in 30 minutes.
Об этом анализе
Чжоусян проектировал и строил консольные сварочные роботизированные ячейки с 2008 года, с более чем 600 консольными, концевыми инструментами и конфигурациями ячеек, установленными на реальных стальных производствах, кораблях и мостах в более чем 50 странах. Данные конфигурации оси ниже основаны на примерном наборе спецификаций из нашей текущей производственной шины; данные о производительности, проверенные с помощью обходных путей на более чем 1000 реальных установках. Показатели цен и рентабельности инвестиций основаны на данных проекта клиента; реальные показатели зависят от сложности заготовки, качества светильника и образования оператора.
Ссылки и источники
- Отчет IFR World Robotics 2025 международная федерация робототехники
- ИСО 9283:1998 Критерии производительности для промышленных роботов
- Отчет о рынке роботизированной сварки за 2025 год – МаркетсэндМаркетс
- Метод сварки без обучения, основанный на лазерном визуальном зондировании – Спрингер
- Проблемы и проблемы роботизированной сварки – фабрикатор
- ИСО 10218-1:2011 Требования безопасности Robot
Связанные статьи
- Наземный рельс против консольного и портального сварочного робота: что подходит для вашей мастерской?
- Чего на самом деле стоит сварочный робот в 2026 году? Разрушение без утеса
- Обслуживание сварочных роботов: графики, затраты и передовая практика
- Стандарты безопасности сварочных роботов: Руководство по соблюдению ISO 10218
- 15 лучших производителей сварочных роботов: отраслевой отчет


