
Свяжитесь с Чжоусяном
Как правильно выбрать роботизированный сварочный аппарат для мелких деталей
Большинство роботизированных сварочных ячеек на рынке спроектированы вокруг тяжелой конструкционной стали — балки H, колонны коробок, длинные прогоны швов. Но если ваш магазин сваривает кронштейны, фитинги, фланцы или другие мелкие детали размером менее 500 мм, эти ячейки увеличенного размера будут использовать ваше пространство на полу, бюджет и время цикла. В этом руководстве мы рассмотрим, что действительно важно для выбора роботизированной сварочной ячейки для мелких деталей: ключевые компоненты сварного шва, то, как работают коботы по сравнению с промышленными роботами, понимание размера, что вы можете ожидать заплатить, и подводные камни, которые ловят покупателей, впервые покупающих.
Что такое роботизированный сварочный аппарат? (И почему к мелким деталям нужен другой подход)
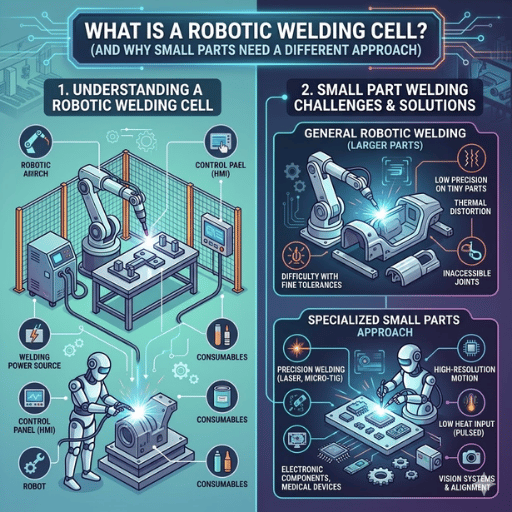
Роботизированная сварочная ячейка - это автономная производственная единица, в которой роботизированная рука, источник сварочного питания, позиционер, горелка, контроллер и защитный кожух работают вместе, выполняя сварные швы без ручного вмешательства.The Отчет IFR World Robotics 2025 в 2024 году было зарегистрировано 542 000 новых промышленных роботов по всему миру, что более чем вдвое превышает общее количество десяти лет назад, и сварка продолжает оставаться ведущим применением.
Обычные роботизированные сварочные ячейки построены для рынка больших заготовок: 2000+ мм достигают конверты, сверхмощные позиционеры со спецификациями 500+ кг, и следов, которые используют 20+ квадратных метров площади пола, Для мелкосерийной сварки, наоборот, Вам нужна компактная конструкция, с огибающей охвата, нацеленной на детали в диапазоне 50-500 мм, позиционер, оптимизированный для быстрой индексации и посадочный след ячейки, который можно втиснуть в уже тесные существующие производственные линии часто менее 10м2.
💡 Совет профессионалов
Факел остается тем же — вы все еще можете выполнять сварку Mig, TIG и дугой в компактных ячейках. Но изменение заключается в геометрии доступа. мелкие детали требуют более узких углов доступа к соединению, и факелу часто придется обходить несколько сторон одной и той же детали. Ячейка, предназначенная для длинных линейных швов, будет бороться с такой многоосной работой.
Ключевые компоненты внутри малодетального роботизированного сварочного аппарата

Все роботизированные сварочные ячейки используют одни и те же компоненты сердечника, но для небольших деталей их необходимо указывать по-разному. Вот что находится внутри типичной ячейки и что вам следует искать.
| Компонент | Роль | Спецификация для небольших деталей |
|---|---|---|
| Рука робота (6 осей) | Перемещает факел по запрограммированным путям сварки | Достичь 1,400 — 2,010 мм; полезная нагрузка 10 — 12 кг; ±0,05 мм точность позиционирования |
| Позиционер | Удерживает и вращает заготовку дл многоугольного доступа | Головка с сервоуправлением; двойная станция для перекрытия нагрузки/сварки; рассчитана на детали ≤150 кг |
| Сварочный Факел | Подаёт энергию дуги в сустав | Тонкая геометрия горлышка для плотного доступа к суставам; воздушное или водяное охлаждение; быстросменное крепление |
| Источник питания | Подает стабильный сварочный ток и напряжение | Цифровой инвертор, 350 — 500 А; синергические программы для тонкостенных материалов (0,8 — мм) |
| Контроллер | Запускает программу робота и управляет вводом-выводом | Поддержка автономного программирования (импорт SolidWorks/Tekla); подвеска с сенсорным экраном |
| Защитный корпус | Защищает операторов от дуговой вспышки и движущихся частей | Защитная защита по всему периметру, включая световые шторы или блокированные двери; компактная клетка ≤3 × 3 м |
Рука робота является центральным элементом Для деталей серии ZXR Чжоусяна, например, 6-осевой робот с вылетом 1440-2010 мм охватывает рабочее пространство без превышения границы ячейки. ZXR серии ZxR Чжоусяна, например, соединяет 6-осевой рычаг с сервоуправляемым двухголовным позицией внутри единой интегрированной рамы. Оператор загружает детали на станции 1, в то время как робот сваривает детали на станции 2, а позиционер указывает на изменение положения. Это перекрытие нагрузки/сварки - это то, что обеспечивает пропускную способность при производстве мелких деталей. Посмотрите, как робот сваривает детали на станции 1 одноробот сварочная рабочая станция интегрирует эти компоненты в готовый к сварке пакет.
Коботы против промышленных роботов: что соответствует рабочему процессу с небольшими деталями?

Сварочная ячейка cobot продвигалась многими магазинами, принявшими сварку мелких деталей смешанными пучками. но, хороший cobot не является гарантированной заменой промышленных роботов при сварке мелких деталей. какой cobot подходит для вашего магазина зависит от вашего объема цикла, сложности детали и бюджета.
| Фактор | Сварочная ячейка Кобота | Ячейка промышленного робота |
|---|---|---|
| Типичная стоимость | $30,0000 北TP4T70,000 | $50,0000 北$150,000+ |
| Полезная нагрузка | 5 — 16 кг | 6 — 25 кг |
| Скорость сварки | Замедление (движение с ограничением безопасности) | Быстрее (полноскоростная работа в охраняемой камере) |
| Программирование | Ручное обучение, кодирование не требуется | Кулонное программирование или автономное программное обеспечение |
| Безопасность | Датчики ограничения силы на ИСО/ТС 15066 | Полная охрана периметра согласно ANSI/RIA R15.06 |
| Лучший Для | Малообъемный, высокосмесный (<50 частей/день) | Средне-большой объем (>200 частей/день) |
| Портативность | Легко перемещается между станциями | Фиксированная установка (прикреплена болтами к полу) |
Совместные роботы преуспевают в мастерских, где еженедельно сменяются частичные разнообразные работы. ручное обучение устраняет навыки программирования робототехники, а компактный след позволяет перекатывать сварочную ячейку cobot между рабочими станциями. Но эта реконфигурация в реальном времени означает более длительное время цикла и меньший массовый расход сварного шва.
Ячейки промышленных роботов являются правильным выбором, если у вас есть повторяемые семейства деталей, работающие с размерами партий в сотни. Как и вся автоматизация, лучшие инвестиции, когда у вас высокая ежедневная пропускная способность. готовая промышленная ячейка с позиционером с двумя станциями - это более быстрое решение для беглецов, без присмотра смены. один техник поддерживает работу специальной сварочной станции, загружая следующую партию на вторую станцию. коботы не могут конкурировать с этой пропускной способностью.
💡 Совет профессионалов
Для ежедневной продукции 50-200 мелких деталей выбор не всегда очевиден.Запустите исследование производственного времени, сравнивающее ваши три верхние части по следующим критериям: время нагрузки приспособления, время сварки и время переключения. если сварка доминирует во времени цикла (более 60%), вам следует выбрать промышленную ячейку. Если переключение доминирует, гибкий перенос кобота будет производить больше деталей в день.
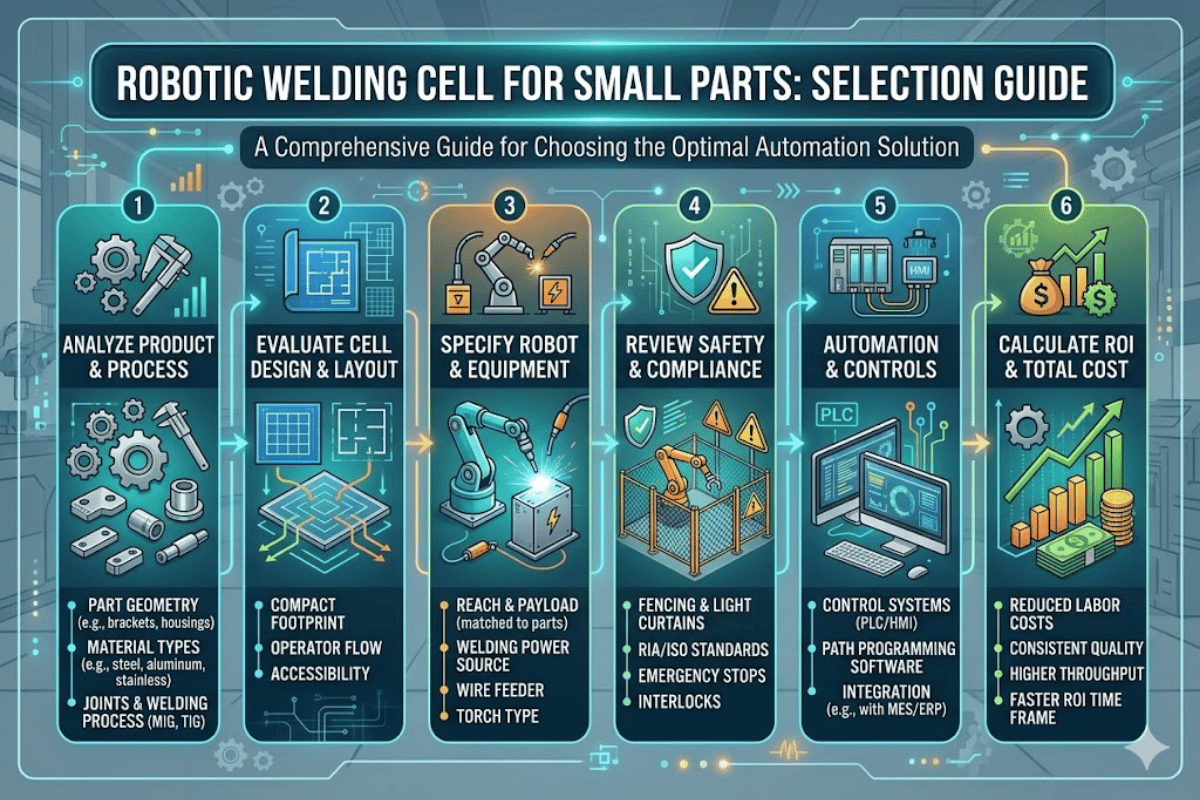
Как определить размер и выбрать подходящий сварочный элемент для небольших деталей

Не позволяйте цене роботизированной сварочной ячейки затуманить ваше суждение перед покупкой. выбор начинается с ваших деталей, а не с каталога роботов. используйте этот пятиэтапный метод, чтобы помочь вам выбрать лучшие спецификации ячеек, соответствующие вашему производственному плану.
Контрольный список размера ячеек из 5 пунктов
- Часть Конверт — мера наибольшей части, необходимой для сварки, добавить в 20% для крепления максимальный зазор стены. точная мера 300 × 200 × 150 мм: вам понадобится сварочный робот с минимальным вылетом 1440 мм от верхней части пластины приспособления до боковых сторон рабочей оболочки.
- Совместный доступ — определяет самые требовательные длины сварного соединения на ваших верхних 5 частях. Подсчитайте количество осей вращения, необходимое для поворота вашей детали в нужное положение.Детали со сварными швами на 4+ сторонах требуют позиционера с сервоприводом вместо фиксированного стола.
- Время цикла — возьмите общую длину цикла вашего сварного шва Время (скорость движения) и добавьте нагрузку на приспособление, разгрузите накладные расходы. Для небольших деталей размером менее 300 мм типичное время цикла варьируется от 45 до 180 сек. Сопоставьте это с целевым ежедневным объемом, чтобы определить, нужна ли вам работа на одной станции или на двух станциях.
- Напольное пространство (Ploor Space) (англ.) (англ.)русск. компактные роботизированные сварочные ячейки для мелких деталей начинаются с отметки около 3000 × 2200 мм. оставьте 800 мм пространства вдали от операторской стороны для загрузки и обслуживания.
- План роста — Изменит ли разнообразие деталей в течение следующих 2-3 лет? Если да, то выберите автономную ячейку программирования с позиционером, который может принять несколько пластин приспособлений. Это освободит вас от покупки второй ячейки для размещения новых деталей по мере их выхода.
По данным Сварочный дайджест Американского сварочного общества, магазины, покупающие свой первый сварочный робот, должны начать с самых простых деталей: “Простые, плоские, вырезанные лазером детали с одним изгибом идеальны.” Построй мастерство на легких выигрышах, прежде чем заняться сложной геометрией. этот совет имеет двойное значение для изготовления мелких деталей, где сложность конструкции приспособления быстро масштабируется с разнообразием деталей.
Чего стоит роботизированный сварочный аппарат? (Бюджет автоматизации мелких деталей)
Стоимость - это первое, о чем просит большинство магазинов, и на что труднее всего ответить, не зная вашего приложения. Здесь реальные затраты на глобальную доступность, текущий рынок, а не на воображение бренда.
| Категория | Ценовой диапазон | Что ты получаешь |
|---|---|---|
| Ячейка начального уровня | $50,0000 北$70,000 | Рука робота + базовый пакет горелки; принесите с собой сварщика и стол |
| Ячейка среднего радиуса действия | $70,0000 北TP4T120,000 | Робот + встроенный источник питания + позиционер + защитный кожух |
| Производственная ячейка "под ключ" | $120,0000 北TP4T250,000 | Двухстанционный позиционер, автономное программирование, отслеживание пластов, готовность к производству |
| Сварочная ячейка Кобота | $30,0000 北TP4T70,000 | Рука кобота + сварочный пакет; клетка безопасности не требуется; обучение под ручным управлением |
Помимо самой ячейки, бюджет этих дополнительных расходов:
- Установка и такелаж: $10,000 北$25,000 в зависимости от подготовки объекта
- Первоначальное программирование и приспособления: $3,000 $10,000 на часть семейства
- $2,000-$5,000 (контакты, вкладыши, газовые форсунки, профилактическое обслуживание): годовая служба
- Обучение операторов: $1,500 $3,000 для базовой работы подвески и устранения неполадок
12 — 24 мо
Типичный период окупаемости
3–5×
Выход против ручной сварки
До 90%
Уменьшение дефектов
Для мелкосерийного производства, изначально, экономически эффективная ячейка “Mid-Range” с одним роботом и позиционером с двумя станциями является вашей лучшей отправной точкой, Это позволяет вам сначала регистрировать более высокопроизводительные семейства деталей, протестировать рентабельность инвестиций, затем предварительно пластины крепления для других деталей позже. рентабельность производительности фиксируется за счет конвертированной экономии труда от ручной прихватки и сварки, часто возвращая инвестиции в течение 12-24 месяцев для двухсменных операций.
Однороботная сварочная ячейка Чжоусяна основана на этой точной концепции (точная предварительно спроектированная, готовая к использованию производственная упаковка с позиционером и защитным кожухом в комплекте.
Распространенные ошибки при автоматизации сварки мелких деталей
Мы сделали производство с магазинами на трех континентах, и эти же пять ошибок случались снова и снова. все они стоили реальных денег и времени.
1. Негабаритный ячей. цеховой сварке кронштейнов и зажимов не нужна ячейка, построенная для 3-метровых сварных швов.
Негабаритные ячейки съедают пространство машинного пола, увеличивают бюджеты и усложняют программирование. увеличьте размер своих ячеек до вашей реальной части конверта — не самая большая часть, которую вы можете сварить когда-нибудь.
2. пренебречь конструкцией приспособлений. роботизированная сварочная ячейка повторяема только так же, как и ее приспособления.
Если детали перемещаются на 1-2 мм между нагрузками, робот будет сваривать их в неправильном положении. Согласно Сварочный дайджест AWS, заставляя части в положение повреждает приспособления и производит плохие сварные швы Инвестируйте в точные фиксирующие штифты и зажимы с первого дня.
3. программирование без реалистичных условий. написание программ роботов без фактического приспособления, зажимов и позиционера приводит к столкновениям и переделке в цехе.
Обязательно программируйте при реальных обстоятельствах.
19-КРАТНОЕ Важный
4. Пропуск участия сварщика. Самый большой предиктор отказа роботизированной автоматизации сварки - исключение ваших сварщиков из процесса оценки Сварщики понимают угол факела, скорость движения и доступ к суставам лучше, чем любой инженер-программист. AWS рекомендует, чтобы сварщики (не программисты) ♪ были первыми операторами новой роботизированной сварочной ячейки.
5. Надзор за планированием технического обслуживания. Контактные советы разрушаются.
Вкладыши собирают мусор. Газовые форсунки собирают брызги. Неспособность соблюдать профилактический график приводит к обратному выгоранию, неустойчивой дуге и дорогостоящему времени простоя.
Бюджет $2,000-$5,000 в год для расходных материалов и планового обслуживания (расчетное обслуживание) намного дешевле, чем аварийный ремонт.
Часто задаваемые вопросы

Вопрос: Сколько площади требуется малодетальной роботизированной сварочной камере?
Посмотреть Ответ
Компактные ячейки начинаются примерно с 3000 × 2200 мм (около 6,6 м²).Двухстанционные установки работают ближе к 4000 × 3000 мм. Добавьте зазор 800 мм со стороны загрузки.
Вопрос: Может ли роботизированная сварочная камера обрабатывать смешанные партии мелких деталей?
Посмотреть Ответ
Да, при условии, что ячейка поддерживает автономное программирование и использует быстросменные пластины приспособления на позиционере Оператор меняет местами пластины приспособления между партиями и загружает соответствующую программу сварки от контроллера Время переключения составляет от 5 до 20 минут в зависимости от сложности приспособления Ячейки кобота обрабатывают смешанные партии быстрее посредством ручного повторного обучения, но с меньшей пропускной способностью на деталь. для магазинов, работающих с более чем 10 номерами деталей, ячейка с автономным программированием и библиотека приспособлений дает наилучший баланс гибкости и скорости.
Вопрос: Какие процессы сварки работают в компактной роботизированной ячейке?
Посмотреть Ответ
Газовая дуговая сварка металла (GMAW/MIG) является наиболее распространенным процессом в роботизированных ячейках малых частей из-за его скорости и простоты автоматизации. Газовая вольфрамовая дуговая сварка (GTAW/TIG) обрабатывает тонкие материалы и высокоточные соединения. Дуговая сварка порошковым сердечником (FCAW) работает для более толстых участков.Ячеечное оборудование остается тем же (изменения), что и факел, питатель проволоки и настройки источника питания.
Вопрос: Сколько времени занимает программирование роботизированной сварочной камеры для новых деталей?
Посмотреть Ответ
Для простой малой части с 3-5 сварными соединениями, программирование подвески занимает 30-90 минут для опытного оператора, Автономное программирование с 3D CAD моделей (SolidWorks, Tekla) может сократить это до 15-30 минут практического времени, хотя программная установка имеет кривую обучения. ручное руководство Cobot является самым быстрым для разовых частей: 10-30 минут на программу.
Вопрос: Безопасна ли сварочная камера Cobot для работы без клетки?
Посмотреть Ответ
Рука кобота отвечает требованиям безопасности совместной работы ISO/TS 15066, но процесс дуговой сварки будет производить УФ-свет, брызги и дым независимо от типа робота. Большинство ячеек для сварки коботов используют частичные корпуса или сварочные шторы для предотвращения травм дуговыми вспышками других работников поблизости. ANSI/RIA R15.06 требует полной оценки риска для этого применения.
Вопрос: Какое обслуживание требует роботизированная сварочная камера?
Посмотреть Ответ
Ежедневно: проверить кончик горелки, сопло, и вкладыш для брызг наращивание; проверить натяжение подачи провода.Еженедельно: очистить привод позиционера и проверить выравнивание приспособления.Ежемесячно: проверить пучки кабелей на износ, проверить калибровку оси, и поменять расходные материалы (контактные наконечники, газовые сопла) по расписанию. станция очистки пистолета, работающая между циклами сварки продлевает расходный ресурс и разрезает незапланированные остановки.
Готовы автоматизировать сварку мелких деталей?
Расскажите нам, какие детали и объем выпуска вы производите, и мы можем указать конфигурацию ячейки, подходящую именно вам.
Об этом анализе
Чжоусян проектирует и внедряет роботизированные сварочные элементы и автоматизированные производственные линии с 1991 г. Подробности строительства, диапазон затрат и рекомендации по приспособлениям в этом руководстве основаны на более чем 1000 проектах автоматизации сварки, реализованных в более чем 50 странах мира. мы проектируем однороботные сварочные рабочие станции, многостанционные производственные линии и индивидуальные системы позиционирования.
Ссылки и источники
- Отчет World Robotics 2025: Глобальный спрос на роботов удваивается за 10 лет (IFR) Международная федерация робототехники
- Стандарты безопасности робототехники – У.С. Управление по охране труда (OSHA)
- Стандарты сварки, резки и пайки – У.С. Управление по охране труда (OSHA)
- Соображения для вашего первого сварочного робота (Сварочный дайджест, октябрь 2025 г.) (AWS) Общество сварки


