
Свяжитесь с Чжоусяном
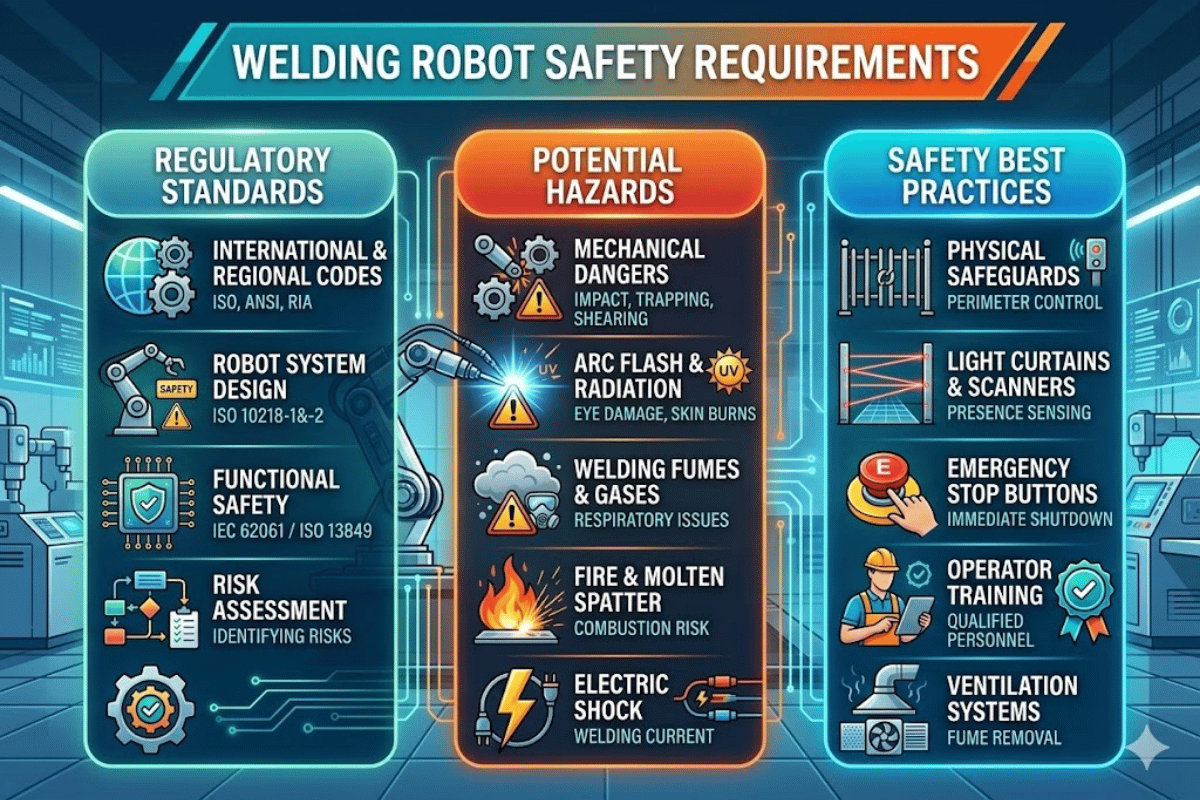
Требования безопасности сварочных роботов, которым должен следовать каждый производитель
Роботизированные сварочные элементы теперь обрабатывают автоматизацию для всего: от автомобильных панелей кузова до конструкционных стальных балок. Но переход от ручной сварки к автоматизации не сводит риски к нулю. Сварочные пары, дуговое излучение, риски столкновений механических деталей и опасности, связанные с электричеством, все еще существуют; просто в роботизированных сварочных операциях они управляются иначе, чем при ручной сварке.
Это роботизированное сварочное руководство предоставляет основную информацию, необходимую для новых и существующих установок (или существующих роботизированных сварочных ячеек), чтобы соответствовать требованиям.Он описывает требуемые стандарты, как подойти к оценке риска, необходимые СИЗ и функции безопасности, соображения при работе совместных роботов в план, и как организовать обучение операторов. Если вы устанавливаете свой первый роботизированная сварочная ячейка, или аудит стареющей ячейки, это дорожная карта для команды.
Каковы угрозы безопасности при роботизированной сварке?

Существует общее конструкторов со всеми новыми производителями оговаривается: “robots свариваются за ограждением, так что рабочие в роботизированной сварке будут в безопасности.” Но роботизированная сварка вводит свой собственный профиль опасности, который перекрывается с 1, но это не то же самое, что “ ручной сварки риски. Дифференцируя их шаг #1.
The Управление по охране труда (OSHA) разбивает опасности роботов на четыре категории: удар или столкновение, дробление и захват, отказ механической детали, а также экологические или электрические источники. Но на роботизированных сварочных камерах они сочетаются с опасностями процесса сварки, образуя более полную среду риска.
Механические опасности и опасности столкновений
Руки промышленных роботов качаются в пространстве со скоростью выше 2000 мм/сек. Когда они неожиданно перемещаются из-за неисправности программы, ошибки датчика или ошибки компонента привода, это может вызвать серьезную ударную травму. А Исследование НИОШ обнаружил 41 смерть рабочего, связанного с роботами, в США в период с 1992 по 2017 год; 78% из этих смертельных случаев были связаны с роботами, наносящими удары по работникам (больше всего во время технического обслуживания, а не во время нормального рабочего цикла.
Дуговое излучение и термические опасности
Сварочная дуга выделяет интенсивную ультрафиолетовую и инфракрасную энергию; даже за ограждением УФ-лучи отражаются на рабочих поблизости. Процессы дуговой сварки также генерируют расплавленные брызги, капли кипения и температуру поверхности, которые создают проблемы с ожогами для любого человека в сварных ячейках во время или вскоре после сварочной операции.
Сварка дыма и газового воздействия
Роботизированная сварка выдает те же пары, что и ручная сварка (марганец, шестивалентный хром и оксид цинка); это происходит только при более высоком рабочем цикле. OSHA устанавливает допустимый предел воздействия (PEL) для сварочных паров 5 мг/м³ в качестве 8-часового TWA (средневзвешенное по времени). Но, учитывая более высокие объемы производства автоматизированных роботизированных сварочных систем, совокупный выход дыма может превзойти объем ручных сварочных операций за ту же продолжительность цикла.
Электрические опасности
Сварочное оборудование работает при напряжении, достаточно высоком, чтобы вызвать электротравму. Риски, связанные с электротравмой, увеличиваются во время настройки системы, подачи проволоки и технического обслуживания, когда вокруг роботизированной системы существует поврежденная изоляция или влажные условия.
💡 Ключевой вынос
Роботизированная сварка не избавляет от опасностей い она смещает их профиль Перемещение от ручной сварки к автоматизации вводит коллизии и улавливает уязвимости, в то время как радиация дуги, дым, и электрические опасности остаются Понимание рисков как от робототехники, так и от процесса сварки является основой для любой тщательной оценки риска.
Основные стандарты безопасности для систем сварочных роботов
Не существует единого стандарта, охватывающего всю роботизированную сварочную установку. Вместо этого поставщику приходится работать с матрицей перекрывающихся стандартов от osha, ISO, ANSI и Американское сварочное общество (AWS). Вот как основные стандарты безопасности промышленных роботов соответствуют конкретным требованиям безопасности:
| Стандартный | Область применения | Ключевые требования |
|---|---|---|
| ИСО 10218-1/2:2025 | Промышленный дизайн роботов + интеграция роботизированных клеток | Функциональная безопасность, кибербезопасность, совместные операции роботов, новая классификация роботов (класс I/II) |
| АНСИ/А3 Р15.06-2025 | Принятие ISO 10218 в США на национальном уровне | Обязательная оценка рисков, мягкие лимиты с рейтингом безопасности, четыре режима совместной работы |
| AWS D16.1M/D16.1:2018 | Системы роботов для дуговой сварки (GMAW, FCAW) | Проверка программы перед началом дуги, обученный наблюдатель в ограниченном пространстве, контроль опасности при сварке |
| ИСО/ТС 15066:2016 | Пределы силы/давления совместного робота | Биомеханические болевые пороги на область тела, теперь поглощенные ISO 10218:2025 |
| OSHA 29 CFR 1910.147 | Локаут/Тагаут (ЛОТО) | Энергоизоляция перед обслуживанием роботизированных сварочных ячеек |
| OSHA 29 CFR 1910.252 | Общие требования к сварке | Противопожарная профилактика, вентиляция, СИЗ для всех сварочных работ |
В 2025 году был серьезный пересмотр: оба ИСО 10218-1:2025 и ISO 10218-2:2025 заменили издания 2011 года — впервые за 14 лет! ISO 10218:2025 теперь включает требования к совместному роботу ISO/TS 15066 напрямую, ввел требования кибербезопасности для функций безопасности и запустил систему классификации роботов. ANSI выпустила гармонизированную американскую версию Американского национального института стандартов (ANSI) под публикацией 15.06-2025 р в октябре 2025 года это было увесистое количество страниц в 403 страницы.
“В настоящее время не существует конкретных стандартов osha для индустрии робототехники Существующие общие отраслевые стандарты и пункт об общих обязанностях позволяют OSHA регулировать безопасность роботов.”
Страница стандартов OSHA
Из нашего опыта интеграции приложений сварочных роботов в сталелитейное производство и на производственных площадках тяжелого оборудования, наиболее практичный разрыв находится между пониманием того, какие стандарты применимы, и пониманием того, как их выполнять в цехе. таблица стандартов выше предоставляет вам “what” with the risk assessment row ниже предоставляет вам с “how”.
💡 Ключевой вынос
Ни один стандарт полностью не касается роботизированной сварки Вам нужны стандарты робототехники (ISO 10218, ANSI R15.06) для роботизированной системы, стандарт сварки (AWS D16.1) для процесса дуговой сварки, а также правила OSHA (1910.147, 1910.252) для всего рабочего места. Редакция ISO 10218 2025 года интегрировала компоненты робота для совместной работы в центральную структуру.
Как провести оценку рисков сварочного робота
Все роботизированные сварочные элементы требуют назначенной оценки риска. это требование не является необязательным — — — — — — — — — — — — — — — — — — — — — — — — — ()) ИСО 12100:2010 и ANSI/RIA R15.06 навязывают его. Его цель - распознать каждую предсказуемую опасность, оценить тяжесть и частоту вреда и внедрить средства контроля до тех пор, пока остаточный риск не станет приемлемым. Вот прагматичный пятиэтапный процесс, на который подписаны наши инженеры для оценки роботизированных сварочных ячеек.
Шаг 1: Определите границы
Определите физические ограничения сварочной ячейки - оболочку роботизированной заготовки, места загрузки заготовки и все порты. Запишите ожидаемые применения сварки, рабочий цикл, режим смены, а также персонал, назначенный для работы, настройки и обслуживания роботизированной системы.
Шаг 2: Определите все опасности
Осмотрите пределы и внутреннюю часть ячейки. Определите каждый источник опасностей - траектории движения робота, точки защемления в руке и приспособлениях, зоны дугового излучения, образование дыма, электрические шкафы, пневматические и гидравлические линии. Чаще всего в нашем опыте учитываются опасные зоны: область на 360 градусов позади позиционера во время движения, кабельные лотки во время режима обучения, область между устройствами с двумя роботами, где пересекаются обе рабочие оболочки.
Шаг 3: Оценка уровней риска
Оцените тяжесть вреда (незначительное причинение вреда смерти) и вероятность возникновения (редко или часто) для каждой опасности. ISO 12100 предлагает четкую матрицу того, как сочетать тяжесть, частоту воздействия, вероятность того, что кто-то что-то с этим сделает, и вероятность опасного события.
Шаг 4: Примените иерархию управления
Следуйте трехуровневому приоритету ISO 12100:
- Исключить конструкцией — исключить опасности конструктивно (например, полностью закрытая сварная ячейка без доступа во время работы)
- Защитные приспособления — защитное ограждение, световые занавески, блокированные ворота, защитные коврики, окружающие робота.
- Административный контроль — обучение, вывески, протоколы индивидуальной защиты.
Шаг 5: Проверка и документ
После осуществления мер безопасности, восстановить оценку риска, чтобы подтвердить остаточные риски приемлемы Документируйте все 北 — выявленные опасности, оцененные риски, применяемые меры контроля и возникающие в результате риски. такая документация требуется ANSI R15.06 и будет проверена во время любого аудита osha.
💡 Ключевой вынос
Оценка риска является итеративной, а не разовым событием Каждое изменение в процессе сварки, программировании роботов или компоновке ячеек запускает повторную оценку Все пять шагов выше соответствуют непосредственно ISO 12100 и соответствуют требованию ANSI R15.06.
Основные функции безопасности и СИЗ для сварочных роботов

Функции безопасности роботизированной сварочной камеры обычно можно разделить на: встроенные функции безопасности робота, которые снижают риски столкновений и доступа, а также средства индивидуальной защиты (СИЗ), защищающие от опасностей, связанных со сваркой.
Встроенные функции безопасности роботов
- аварийная остановка (E-stop) — красная кнопка гриб-головка на желтом фоне, проводная схема безопасности. должна быть в пределах досягаемости всех операторов и в каждой точке доступа. категория 0 останавливает ток немедленно отключить, Категория 1 допускает контролируемое замедление.
- Ограждение безопасности — должно быть минимум 1,400 мм в высоту (55 дюймов) в соответствии с ISO 13857. Ограждения не могут быть расположены ближе к опасностям, чем контур границ ограниченного пространства при оценке риска.
- Световые шторы — срабатывают массивы инфракрасных лучей, которые входят в защищенную зону. Должны быть размещены в соответствии с расчетами расстояния безопасности ISO 13855. Должен иметь минимальный уровень производительности PLd.
- Ворота с предохранительной блокировкой — Сблокированные двери с предохранительной блокировкой предотвращают открытие до остановки робота См. ISO 14119.
- Защитные коврики - чувствительные к давлению напольные коврики, которые останавливают робота, если человек заходит в рабочую зону вокруг робота.
- Трехпозиционное включающее устройство (indowing device) ("трехпозиционное включающее устройство") должно быть предусмотрено на обучающих подвесках согласно ISO 10218-1. Освобождение или выдавливание переключателя включения за его среднее положение останавливает движение робота.
- Удаление дыма — либо захват источника (тор или капюшоны), либо общего назначения. Ошибка, которую я вижу снова и снова, заключается в том, что рабочие предполагают, что закрытая сварочная камера не нуждается в удалении дыма, потому что “ дым остается внутри.”. дым все еще накапливается, и рабочие подвергаются воздействию во время загрузки, разгрузки и обслуживания ячейки.
Требуемые СИЗ рядом со сварочными роботами
Даже имея сварочного робота за ограждением, рабочие должны иметь средства индивидуальной защиты:
- сварочный шлем — стандарты oha для сварки GMAW (MIG) при температуре 60-500A требуют минимального оттенка 10 очков согласно 29 CFR 1910.252. Рекомендуются шлемы с автоматическим затемнением и боковыми щитками.
- Защитные стекла — ANSI Z87.1, должны использоваться под шлемом и в пределах досягаемости сварного элемента.
- Огнестойкая рабочая одежда — рубашка с длинными рукавами и брюки без манжет, кожаный фартук внутри камеры.
- Сварочные перчатки — Термостойкие рабочие перчатки для заготовок и сварочного оборудования.
- Респиратор — необходим там, где инженерный контроль недостаточен. Для шестивалентного хрома OSHA требуется респиратор, когда концентрации в воздухе превышают уровень действия 2,5 мкг/м³
- Стальные сапоги — требуется на любом производственном полу со сварочным оборудованием.
💡 Ключевой вынос
Функции безопасности и СИЗ работают синергетически, не на месте друг друга. такие функции, как ограждение, E-остановки, световые шторы устраняют опасности робототехники, в то время как СИЗ устраняют опасности процесса сварки (дуговое излучение, дым, термические ожоги).Разрешите оба в вашем бюджете с самого начала.
Требования безопасности сварки совместного робота (кобота)

совместные роботы-коботы - набирают популярность в области сварки, особенно в небольших предприятиях с высоким содержанием смеси. Но совместная работа не является бесплатной для кобота. Безопасность сварки коботов соответствует тем же стандартам, что и традиционная роботизированная сварка, поскольку стандарт производительности, а не стандарт эксплуатации, может применяться только к очень ограниченному набору концевых эффекторов и должна соответствовать дополнительным требованиям, изложенным в принципах взаимодействия человека и робота, изложенных в нем ИСО/ТС 15066:2016 (позже включен в ISO 10218:2025).
Четыре режима совместной работы
- Контролируемый стоп-робот с рейтингом безопасности полностью останавливается до того, как человек войдет в рабочее пространство для совместной работы. робот возобновляет работу после ухода оператора.
- Ручное руководство-оператор физически направляет руку робота посредством измерения силы/крутящего момента. Кобот будет двигаться только тогда, когда ему лично будет приказано это сделать.
- Мониторинг скорости и разделения - робот регулирует свою скорость в соответствии с близостью ближайшего оператора. Он останавливается, если минимальное расстояние разделения нарушено.
- Ограничение мощности и силы (PFL). Силы действия ограничены биомеханическими болевыми порогами, как определено в Приложении A ISO/TS 15066.
Биомеханические пределы силы
ISO/TS 15066 устанавливает максимально допустимые переходные (ударные) контактные силы для различных областей тела, рассчитанные на основе пороговых значений болевого начала, собранных во время исследования Университета Майнца с участием 100 испытуемых:
| Регион тела | Макс Сила (Н) | Максимальное давление (Н/см²) |
|---|---|---|
| Череп / Лоб | 130 | 110 |
| Лицо | 65 | 110 |
| Грудь | 140 | 110 |
| Верхняя рука/Локоть | 150 | 130 |
| Рука/Пальцы | 140 | 200 |
| Бедро/Колено | 220 | 160 |
Квазистатические (зажимные) пределы силы находятся в диапазоне переходных значений 40-65%, из-за необратимого повреждения тканей, происходящего при меньших статических силах. в целом следует избегать контакта с лицом и черепом - эти области тела имеют самые низкие пороги болевого начала.
Кобот против традиционной безопасности роботов: ключевые различия
Совместная сварка не устраняет ограждение автоматически Требуемые буферы периметра зависят от режима PFL вашей операции и результатов вашей оценки риска В режиме ограничения мощности и силы кобот может работать без ограждения - но сварочная дуга требует удаления дыма и рабочих СИЗ На заводах по изготовлению стальных конструкций, которые мы протестировали, мы обнаружили, что большинство конфигураций сварки коботов все еще выигрывают от частичного ограждения, чтобы сдержать брызги и УФ-излучение - даже если были соблюдены ограничения режима PFL руки робота.
Традиционные промышленные роботы обычно работают со скоростью более 2000 мм/сек при весе полезной нагрузки более 100 кг. Большинство сварочных коботов работают со скоростью 250-1000 мм/сек при весе полезной нагрузки 3-35 кг. Эта разница в кинетической энергии является фундаментальной причиной того, что коботы могут сосуществовать с людьми - но только при работе в пределах оговоренных пределов силы.
💡 Ключевой вынос
“Collaborative” не означает “no fencing.” Даже в режимах PFL процесс сварки создает дуговое излучение, дым и брызги, которые требуют физической защиты. ваша оценка риска - ваша проводка, концевые эффекторы и программирование - определяет потенциальные уровни защиты для вашей совместной сварочной ячейки.
Создание программы обучения безопасности сварочных роботов

Функции и стандарты безопасности мало что делают для защиты людей без обученного персонала. эффективная программа обучения гарантирует, что требования безопасности интегрированы в культуру и изменены, чтобы соответствовать распорядку дня в цехе. Вот план обучения, основанный на ролях, для удовлетворения потребностей безопасности всех, кто взаимодействует с роботизированная сварочная система.
| Роль | Темы обучения | Частота |
|---|---|---|
| Оператор | Места электронной остановки, блокировка/отключение (LOTO), использование СИЗ, безопасные процедуры загрузки/разгрузки, осведомленность о сварочном дыме | Начальный + ежегодный освежающий |
| Техническое обслуживание | Процедуры LOTO, тестирование цепи безопасности, работа подвески робота, проверка сварочного оборудования, идентификация опасности | Начальный + полугодовой |
| Инженер/Программист | Методика оценки рисков, конфигурация системы безопасности, проверка программы (сухой запуск до дуги), протокол ограниченного входа в пространство | Начальный + по мере необходимости |
AWS D16.1M/D16.1:2018 требует, чтобы операторы были обучены безопасному использованию робота и сварочного процесса перед проверкой программы. Во время первоначальных производственных запусков по крайней мере один обученный человек должен наблюдать за фактической сварочной операцией из ограниченного пространства.
Контрольный список протокола безопасности для ежедневных операций
- ✔ Перед каждой сменой осматривайте защитное ограждение и блокировки
- Тестируйте кнопки аварийной остановки периодически — ANSI R15.06 требует функционального тестирования через определенные промежутки времени
- Подтвердите, что удаление дыма работает до начала процесса сварки
- Убедитесь, что все СИЗ присутствуют и находятся в хорошем состоянии
- Перед работой с роботом удалите весь мусор, инструменты и свободные предметы из рабочей зоны
- Запустите проверку программы (сухой запуск без дуги) после изменения программы
Построение культуры безопасности в вашей рабочей среде начинается с этих ежедневных проверок Они занимают секунды, но предотвращают такие инциденты, которые требуют дней, чтобы восстановиться от. безопасная рабочая среда вокруг сварочных роботов не является “once и сделано” задача — постоянная дисциплина, которая создает безопасность и производительность.
💡 Ключевой вынос
Обучение на основе ролей эффективно, а не универсально Операторы, техническое обслуживание и инженеры сталкиваются с различными опасностями и нуждаются в уникальном наборе инструкций по безопасности. Ведите записи обучения, чтобы удовлетворить OSHA и страховые проверки.
Часто задаваемые вопросы

Какие стандарты OSHA применяются к сварочным роботам?
OSHA не имеет правил, специфичных для робототехники. Применимо 29 разделов CFR 1910, включая 1910.147 (LOTO), 1910.212 (Охрана машины), 1910.252 (Сварка) и 1910.254 (Дуговая сварка). ANSI/RIA R15.06 и AWS D16.1M применяются в соответствии с пунктом об общей обязанности.
Какие проблемы безопасности больше всего возникают при использовании промышленных сварочных роботов?
Столкновение и ударные травмы от движения руки робота, дугового радиационного воздействия, вдыхания сварочного дыма, опасности поражения электрическим током и термических ожогов являются ключевыми рисками. Статистика NIOSH показывает, что 78% смертельных случаев с участием робота произошло в результате удара или столкновения с работниками технического обслуживания, а не при нормальной работе камеры.
Нужны ли сварочным роботам защитные ограждения?
Обычные промышленные сварочные роботы требуют ограждения безопасности по периметру (минимум 1400 мм (55 дюймов) высотой по ISO 13857). совместные роботы (коботы) в режиме ограничения мощности и силы не требуют ограждения, но процесс сварки требует экранирования для дугового излучения, брызг и дымозащиты. Фактические требования основаны на вашей оценке риска.
Какие СИЗ требуются при работе рядом со сварочным роботом?
Минимальные требования к средствам индивидуальной защиты - сварочный шлем с требуемым оттенком линзы (оттенок 10 для GMAW при 60-500A), защитные очки ANSI Z87.1, огнестойкая одежда, термостойкие сварочные перчатки, обувь со стальными носками и защита органов дыхания при концентрации дыма выше пелей оша. Этот минимум применим даже тогда, когда робот работает за защитным ограждением, пока рабочие загружают, обслуживают и осматривают камеру.
Как часто следует проверять системы безопасности сварочных роботов?
Функция-тест кнопки аварийной остановки регулярно. использовать интервалы (например, еженедельно, за смену), определенные вашими протоколами безопасности. проводить тестирование защитной полосы, ввод прокс-переключателя, контроль защиты, световую завесу, тестирование защитного мата перед каждой сменой. Проводить полный аудит системы безопасности — кодирование схемы безопасности, проверку оценки риска не реже одного раза в год или при изменении программы робота, компоновки ячеек или процесса сварки.
В чем разница между требованиями безопасности кобота и традиционных роботов?
Традиционные промышленные роботы требуют полной охраны периметра (забор, световой занавес, блокированные двери), потому что они работают на высоких скоростях (2000+ мм/сек) с большой полезной нагрузкой Коботы могут быть приведены в близость с людьми в четырех режимах совместной работы, как определено ISO/TS 15066. Контактная сила между человеком и коботом должна быть ограничена болевым порогом области тела на основе биомеханических пределов человека (например, менее 140 Н переходного контакта грудной клетки, отсутствие устойчивого зажимного контакта).Оба типа роботов требуют дуговой защиты, удаления дыма и рабочих СИЗ для сварки. Опасности процесса сварки одинаковы независимо от того, используете ли вы традиционного робота или кобота. часто пропускают одну критическую деталь: квазистатические (зажимные) пределы силы составляют всего 40-65% пределов переходного удара, поэтому сценарий защемления кобота может нанести вред при гораздо меньших силах, чем при столкновении при одном ударе.
Нужна помощь в разработке безопасного роботизированного сварочного аппарата?
Чжоусян завершил более 1000 проектов по автоматизации сварки в более чем 50 странах с 1991 г. Наша команда может помочь вам выбрать из самых разнообразных системы сварочных роботов чтобы создать ячейку, соответствующую всем применимым стандартам безопасности.
Прозрачность: Zhouxiang делает сварочных роботов и автоматизированных сварочных производственных линий Эта статья основана на полевом опыте нашей команды с более чем 30 лет проектов автоматизации сварки, плюс общедоступные нормативные данные от osha, ISO, ANSI, и AWS. Все приведенные здесь нормативные данные актуальны по состоянию на март 2026 г. Стандарты пересматриваются периодически, однако. всегда подтверждаем, что вы ссылаетесь на последнее издание при принятии решения о соответствии. Кроме того, если вы ссылаетесь на какие-либо правила безопасности, мы рекомендуем проконсультироваться с квалифицированным инженером по безопасности.
Ссылки и источники
- Оценка и решения робототехники — Опасность и решения (Осга) Безопасность и здоровье
- Роботы-связанные смертельные случаи в США, 1992 2017 – Национальный институт безопасности и гигиены труда (NIOSH/PubMed)
- 29 CFR 1910.1026 い Chromium (VI) ЫО
- ISO 10218-1:2025 ♪ Требования безопасности робототехники Международная организация по стандартизации
- ANSI/A3 R15.06-2025 — Требования безопасности роботов – Американский национальный институт стандартов (ANSI)
- D16 Комитет по роботизированной и автоматической сварке (AWS) Общество сварки
- ISO 12100:2010 い Оценка рисков безопасности машин — оценка рисков Международная организация по стандартизации
- 29 CFR 1910.252 い1910 Сварочные работы, резка и пайка ЫО
- ISO/TS 15066:2016 ♪ Коллаборативные роботы Международная организация по стандартизации


