
Get in Touch with Zhouxiang
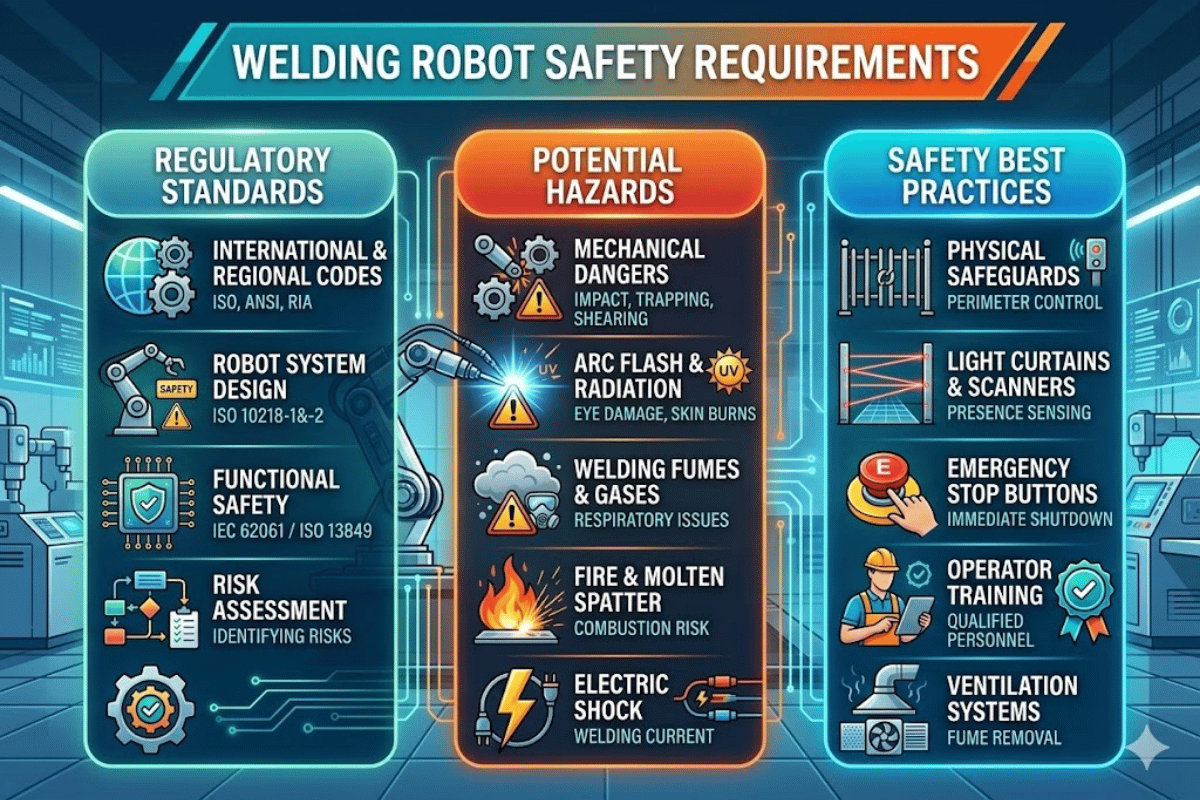
Welding Robot Safety Requirements Every Manufacturer Should Follow
Robotic welding cells now handle automation for everything from auto body panels to structural steel beams. But moving from manual welding to automation does not reduce risks to zero. Welding fumes, arc radiation, collision risks from mechanical parts, and electrical hazards are still there; they are just managed differently in robotic welding operations than in manual welding.
This robotic welding guide delivers the basic information needed for new and existing installations (or existing robotic welding cells) to meet compliance. It describes required standards, how to approach the risk assessment, required PPE and safety features needed, the considerations when working collaborative robots into the plan, and how to organize operator training. If you are installing your first robotic welding cell, or auditing an aging cell, this is a roadmap for the team.
What Are the Safety Hazards in Robotic Welding?

There is a common ignorance of designers with all new manufacturers stipulating: “robots weld behind fencing, so workers in robotic welding will be safe.” But a robotic welding introduces its own hazard profile that overlaps with – but is not the same as – manual welding risks. Differentiating them is step #1.
The Occupational Safety and Health Administration (OSHA) breaks robot hazards down into four categories: impact or collision, crushing and trapping, mechanical part failure, and environmental or electrical sources. But on robotic welding cells they combine with welding process hazards to shape together a fuller risk environment.
Mechanical and Collision Hazards
Industrial robot arms swing through space at velocities above 2,000 mm/sec. When they move unexpectedly from program fault, sensor bug, or drive component error, that can cause serious impact trauma. A NIOSH study found 41 robot-related worker deaths in the US between 1992 and 2017; 78% of these fatalities involved robots striking workers – most during maintenance, not normal operation cycle time.
Arc Radiation and Thermal Hazards
The welding arc puts out intense ultraviolet and infrared energy; even behind fencing UV rays reflect into workers nearby. The arc welding processes also generate molten spatter and boil drops and surface temps that create burn problems for anyone in weld cells during or shortly after a welding operation.
Welding Fume and Gas Exposure
Robotic welding outputs the same fumes that manual welding does – including manganese, hexavalent chromium, and zinc oxide; it just does so at a higher duty cycle. OSHA sets the Permissible Exposure Limit (PEL) for welding fumes at 5 mg/m³ as an 8-hour TWA (time weighted average). But given the higher volumes of manufacturing coming out of automated robotic welding systems, the cumulative fume output can surpass that of manual welding operations in the same cycle duration.
Electrical Hazards
Welding equipment runs at voltages high enough to cause electrical injury. Risks associated with electrical injury multiply during system set-up, wire feeding, and maintenance when damaged insulation or wet conditions exist around the robot system.
💡 Key Takeaway
Robotic welding does not get rid of hazards – it shifts their profile. Moving from manual welding to automation introduces collision and trapping vulnerabilities while arc radiation, fume, and electrical hazards remain present. Understanding the risks from both the robotics and the welding process is the basis for any thorough risk assessment.
Key Safety Standards for Welding Robot Systems
No single standard exists that covers an entire robotic welding installation. Instead, the vendor has to work through a matrix of overlapping standards from osha, ISO, ANSI, and the American Welding Society (AWS). Here is how the major industrial robot safety standards correspond to particular safety requirements:
| Standard | Scope | Key Requirements |
|---|---|---|
| ISO 10218-1/2:2025 | Industrial robot design + robot cell integration | Functional safety, cybersecurity, collaborative robot operations, new robot classification (Class I/II) |
| ANSI/A3 R15.06-2025 | U.S. national adoption of ISO 10218 | Mandatory risk assessment, safety-rated soft limits, four collaborative operation modes |
| AWS D16.1M/D16.1:2018 | Arc welding robot systems (GMAW, FCAW) | Program verification before arc start, trained observer in restricted space, welding-specific hazard control |
| ISO/TS 15066:2016 | Collaborative robot force/pressure limits | Biomechanical pain thresholds per body region, now absorbed into ISO 10218:2025 |
| OSHA 29 CFR 1910.147 | Lockout/Tagout (LOTO) | Energy isolation before servicing robotic welding cells |
| OSHA 29 CFR 1910.252 | Welding general requirements | Fire prevention, ventilation, PPE for all welding operations |
There was a major 2025 revision: both ISO 10218-1:2025 and ISO 10218-2:2025 superseded the 2011 editions – a first in 14 years! ISO 10218:2025 now incorporates the ISO/TS 15066 collaborative robot requirements directly, introduced cybersecurity requirements for safety functions, and launched a robot classification system. ANSI released the harmonized U.S. version by the American National Standards Institute (ANSI) under the publication R15.06-2025 in October 2025- it was a hefty 403 pages long.
“There are currently no specific osha standards for robotics industry. Existing general industry standards and the General Duty Clause enable OSHA to regulate robot safety.”
— OSHA Robotics Standards Page
From our experiences integrating welding robot applications across steel fabrication and heavy equipment manufacturing sites, the most practical gap sits between understanding which standards are applicable and understanding how to execute them on the shop floor. The standards table above provides you with the “what” – the risk assessment row below provides you with the “how”.
💡 Key Takeaway
No single standard entirely addresses robotic welding. You need the robotics standards (ISO 10218, ANSI R15.06) for the robot system, the welding standard (AWS D16.1) for the arc welding process, and OSHA rules (1910.147, 1910.252) for the overall workplace. ISO 10218’s 2025 revisions integrated the collaborative robot components into the central framework.
How to Conduct a Welding Robot Risk Assessment
All robotic welding cells require a designated risk assessment. This requirement is not optional – ISO 12100:2010 and ANSI/RIA R15.06 impose it. Its objective is to recognize every predictable hazard, evaluate the severity and frequency of harm, and implement controls until the residual risk is acceptable. Here is a pragmatic five-step process our engineers subscribe to for robotic welding cell evaluations.
Step 1: Define the Boundaries
Define the physical constraints of the weld cell- the robot workpiece envelope, workpiece loading locations, and all ports. Record the anticipated welding applications, duty cycle, shift regime, and the personnel designated to operate, setup, and service the robotic system.
Step 2: Identify All Hazards
Inspect the confines and interior of the cell. Identify every source of hazards- robot motion trajectories, pinch points in the arm and fixtures, arc radiation zones, fume generation, electrical cabinets, pneumatic and hydraulic lines. Most frequently discounted hazard zones in our experience: the region 360 degrees behind the positioner during movement, cabling trays during teaching mode, the region between dual-robot arrangements where both work envelopes intersect.
Step 3: Estimate Risk Levels
Estimate severity of harm (minor injury to death) and likelihood of occurrence (rare to frequent) for each hazard. ISO 12100 offers a explicit matrix for how to combine severity, frequency of exposure, how likely one is to do something about it, and the likelihood of the hazardous event.
Step 4: Apply the Control Hierarchy
Follow the three-tier priority from ISO 12100:
- Eliminate by design – eliminate hazards by design (e.g. completely enclosed weld cell without access during operation)
- Safeguarding devices – safety fencing, light curtains, interlocked gates, safety mats surrounding the robot.
- Administrative controls – training, signage, safety protocols, personal protective equipment.
Step 5: Validate and Document
After implementing safety measures, re-establish the risk assessment to confirm residual risks are acceptable. Document everything – the identified hazards, estimated risks, controls applied, and the resulting risks. Such documentation is required by ANSI R15.06 and will be inspected during any osha audit.
💡 Key Takeaway
Risk assessment is iterative, not a one time event. Every change in the welding process, robot programming, or cell layout triggers re-evaluation. All five steps above map directly to ISO 12100 and meet the ANSI R15.06 requirement.
Essential Safety Features and PPE for Welding Robots

Safety features for a robotic welding cell can generally be separated into: built-in robot safety features that mitigate collision and access risks, and personal protective equipment (PPE) protecting against welding-specific hazards.
Built-In Robot Safety Features
- emergency stop (E-stop) – Red mushroom-head button on yellow background, hardwired safety circuit. Must be within reach of all operators and at every access point. Category 0 stops cut current immediately, Category 1 allow controlled deceleration.
- Safety fencing – Must be 1,400 mm high (55 inches) minimum according to ISO 13857. Fences cannot be placed closer to hazards than the restricted space boundary outline in the risk assessment.
- Light curtains – infrared beam arrays that are triggered if anything enters the safeguarded zone. Should be placed according to ISO 13855 safety distance calculations. Must have minimum Performance level of PLd.
- Safety interlocked gates – Interlocked doors with guard locking prevent opening until robot is stopped. See ISO 14119.
- Safety mats -pressure-sensitive floor mats that stop the robot if a person walks into the work zone around the robot.
- Three-position enabling device – must be provided on teach pendants according to ISO 10218-1. Releasing or squeezing the enable switch past its middle position stops robot movement.
- Fume removal – either source capture (torch mounted or hoods) or general purpose. An error I see time and time again is workers assume an enclosed welding cell does not need fume removal because “the fumes stay inside.” The fumes still build up, and the workers get exposed while loading, unloading and maintaining the cell.
Required PPE Near Welding Robots
Even with the welding robot behind fencing, workers must have personal protective equipment:
- welding helmet – osha standards for GMAW (MIG) welding at 60-500A require minimum shade 10 goggles as per 29 CFR 1910.252. Auto-darkening helmets with side shields are recommended.
- Safety glasses – ANSI Z87.1 rated, must be used under the helmet and when within range of the weld cell.
- Flame-resistant work clothes – long-sleeved shirt and pant without cuffs, leather apron when inside cell.
- Welding gloves – Heat-resistant work gloves for workpieces and welding equipment.
- Respirator – needed where engineering controls are inadequate. For hexavalent chromium OSHA requires a respirator when airborne concentrations exceed the action level of 2.5 µg/m³
- Steel-toe boots – required on any manufacturing floor with welding equipment.
💡 Key Takeaway
Safety features and PPE work synergistically, not in place of each other. Features such as fencing, E-stops, light curtains address the robotics hazards, while PPE addresses the welding process hazards (arc radiation, fumes, thermal burns). Allow for both in your budget from the beginning.
Collaborative Robot (Cobot) Welding Safety Requirements

collaborative robots- cobots- are gaining popularity within welding applications, especially within small batch, high-mix facilities. But collaborative is no free-for-all for a cobot. Cobot welding safety complies with the same standards as traditional robotic welding as a performance standard, not an operation standard, can only apply to a very limited set of end effectors, and must meet additional requirements as outlined within human/robot interaction principles outlined within ISO/TS 15066:2016 (later incorporated into ISO 10218:2025).
Four Collaborative Operation Modes
- Safety rated monitored stop- robot comes to a complete stop before a human enters the collaborative workspace. the robot resumes operation after the operator departs.
- Hand guiding- Operator physically guides the robot arm, through force/torque sensing. A cobot will only move when personally commanded to do so.
- Speed and separation monitoring- the robot adjusts its speed according to the proximity of the nearest operator. It halts if the minimum separation distance is compromised.
- Power and force limiting ( PFL) the action forces are limited to within the biomechanical pain thresholds as defined within ISO/TS 15066 Annex A.
Biomechanical Force Limits
ISO/TS 15066 institutes maximum allowable transient (impact) contact forces for various body regions, calculated from pain-onset thresholds gathered during a University of Mainz study involving 100 test subjects:
| Body Region | Max Force (N) | Max Pressure (N/cm²) |
|---|---|---|
| Skull / Forehead | 130 | 110 |
| Face | 65 | 110 |
| Chest | 140 | 110 |
| Upper Arm / Elbow | 150 | 130 |
| Hand / Fingers | 140 | 200 |
| Thigh / Knee | 220 | 160 |
Quasi-static (clamping) force limits are in the 40-65% range of transient values, owing to permanent tissue damage occurring at lower static forces. In general contact with the face and skull should be avoided- these body regions have the lowest pain-onset thresholds.
Cobot vs. Traditional Robot Safety: Key Differences
Collaborative welding does not automatically eliminate fencing. The required perimeter buffers depend on your operation’s PFL mode and the results of your risk assessment. In power and force limiting mode, a cobot can operate without fencing- but the welding arc requires fume extraction and worker PPE. In the steel structure fabrication plants we have tested, we have discovered that most cobot welding configurations still benefited from partial fencing, to contain spatter and UV radiation- even if the PFL mode limits of the robot arm were met.
Traditional industrial robots commonly operate in excess of 2,000 mm/sec at more than 100 kg payload weights. Most welding cobots operate at speeds between 250-1,000 mm/sec at payload weights of 3-35 kg. This difference in kinetic energy is the fundamental reason that cobots can coexist with humans- but only when operating within the limits of the stipulated force limits.
💡 Key Takeaway
“Collaborative” does not mean “no fencing.” Even within PFL modes, the welding process creates the arc radiation, fumes, and spatter that require physical shielding. Your risk assessment- your hardwiring, end effectors, and programming- determines the potential safeguarding levels for your collaborative welding cell.
Building a Welding Robot Safety Training Program

Safety features and standards do little to protect people without trained personnel. An effective training program ensures that safety requirements is integrated into the culture and changed to fit routine on the shop floor. Here is a role-based training plan to meet the safety needs of everyone who interacts with the robotic welding system.
| Role | Training Topics | Frequency |
|---|---|---|
| Operator | E-stop locations, lockout/tagout (LOTO), PPE use, safe loading/unloading procedures, welding fume awareness | Initial + annual refresher |
| Maintenance | LOTO procedures, safety circuit testing, robot pendant operation, welding equipment inspection, hazard identification | Initial + semi-annual |
| Engineer / Programmer | Risk assessment methodology, safety system configuration, program verification (dry run before arc), restricted space entry protocol | Initial + as-needed |
AWS D16.1M/D16.1:2018 mandates that operators are trained in how to safely use the robot and welding process before program verification. During initial production runs, at least one trained person must observe the actual welding operation from within the restricted space.
Safety Protocol Checklist for Daily Operations
- ✔ Inspect safety fencing and interlocks before each shift
- Test emergency stop buttons periodically – ANSI R15.06 calls for functional testing at specified intervals
- Confirm fume extraction is functioning prior to initiating the welding process
- Ensure all PPE is present and in good condition
- Remove all debris, tools, and free objects from the work area prior to operating the robot
- Run a program verification (dry run without arc) after a program change
Building a safety culture in your work environment begins with these daily checks. They take seconds but prevent the kind of incidents that require days to recover from. A safe work environment around welding robots is not a “once and done” task – it is an ongoing discipline that creates safety and productivity.
💡 Key Takeaway
Role-based training is effective, not generic. Operators, maintenance, and engineers encounter different hazards and need a unique set of safety instructions. Keep training records to satisfy OSHA and insurance inspections.
Frequently Asked Questions

What OSHA standards apply to welding robots?
OSHA has no robotics-specific rule. Applicable 29 CFR 1910 sections include 1910.147 (LOTO), 1910.212 (Machine Guarding), 1910.252 (Welding), and 1910.254 (Arc Welding). ANSI/RIA R15.06 and AWS D16.1M apply under the General Duty Clause.
What are the biggest safety concerns with industrial welding robots?
Collision and impact injuries from robot arm motion, arc radiation effects, welding fume inhalation, electrical hazards, and thermal burns are the key risks. NIOSH statistics show that 78% of fatalities involving robot occurred as a result of impact or collision with maintenance workers, not in the normal operation of the cell.
Do welding robots need safety fencing?
Conventional industrial welding robots require perimeter safety fencing (minimum 1,400 mm (55 in) high according to ISO 13857). collaborative robots (cobots) in power and force limiting mode do not require fencing, but the welding process requires shielding for arc radiation, spatter, and fume containment. Actual requirements are based on your risk assessment.
What PPE is required when working near a welding robot?
Minimum personal protective equipment requirements are a welding helmet with the required lens shade (shade 10 for GMAW at 60-500A), ANSI Z87.1 safety glasses, flame-resistant clothing, heat resistant welding gloves, steel-toed shoes, and respiratory protection when fume concentrations above osha PELs. This minimum is applicable even when the robot is operating behind safety fencing while workers load, maintain, and inspect the cell.
How often should welding robot safety systems be inspected?
Function-test emergency stop buttons regularly. Use intervals (e.g., weekly, per shift change) defined by your safety protocols . Conduct safety strip testing, prox switch input, guard monitoring, light curtain, safety mat testing prior to each shift. Do a complete safety system audit – safety circuit coding, risk assessment inspection at least yearly or when you modify the robot program, cell layout, or welding process.
What is the difference between cobot and traditional robot safety requirements?
Traditional industrial robots require full perimeter guarding (fence, light curtain, interlocked doors) because they operate at high rates of speed (2000+ mm/sec) with large payloads. Cobots can be brought into proximity with humans in four modes of collaboration as defined by ISO/TS 15066. Contact force between person and cobot should be limited to pain threshold of the body region based on human biomechanical limits (for example, less than 140 N transient chest contact, no sustained clamping contact). Both types of robots require arc shielding, fume extraction, and worker PPE for welding applications. Welding process hazards are the same whether you use a traditional robot or a cobot. One critical detail often missed: quasi-static (clamping) force limits are only 40-65% of transient impact limits, so a cobot pinch scenario can cause harm at much lower forces than a single impact collision.
Need Help Designing a Safe Robotic Welding Cell?
Zhouxiang has completed over 1,000 welding automation projects in over 50 countries since 1991. Our team can help you choose from the widest variety of welding robot systems in order to establish a cell that meets all of the applicable safety standards.
Transparency : Zhouxiang makes welding robots and automated welding production lines. This article is based on our team’s field experience with over 30 years of welding automation projects, plus publicly available regulatory data from osha, ISO, ANSI, and AWS. All regulatory data cited here is current as of March 2026. Standards are revised periodically, however. Always confirm you are referencing the latest edition when making a compliance decision. In addition, if you are referencing any safety regulations, we recommend consulting with a qualified safety engineer.
References & Sources
- Robotics — Hazard Evaluation and Solutions — Occupational Safety and Health Administration (OSHA)
- Robot-Related Fatalities in the US, 1992–2017 — National Institute for Occupational Safety and Health (NIOSH/PubMed)
- 29 CFR 1910.1026 — Chromium(VI) — OSHA
- ISO 10218-1:2025 — Robotics Safety Requirements — International Organization for Standardization
- ANSI/A3 R15.06-2025 — Robot Safety Requirements — American National Standards Institute (ANSI)
- D16 Committee on Robotic and Automatic Welding — American Welding Society (AWS)
- ISO 12100:2010 — Safety of Machinery — Risk Assessment — International Organization for Standardization
- 29 CFR 1910.252 — Welding, Cutting and Brazing — OSHA
- ISO/TS 15066:2016 — Collaborative Robots — International Organization for Standardization


