Свяжитесь с Чжоусяном

Роботизированная сварка для конструкционной стали
Интеллектуальные системы сварки балок
Ускорьте процессы изготовления конструкционной стали с помощью безучебных сварочных роботов Zhouxiang.Наши роботизированные сварочные решения включают рельсовые и консольные системы с трехмерным зрением, интеграцией Tekla и нулевым ручным программированием.
Получите бесплатную цену0+
Года Опыт
0+
Патенты
0+
Патенты на изобретение
0+
Обслуживаемые страны


.mp4_snapshot_00.06.299.jpg)
智能焊接机器人(8轴).mp4_snapshot_00.18.109.jpg)
智能焊接机器人(8轴).mp4_snapshot_00.11.358.jpg)
智能焊接机器人(8轴).mp4_snapshot_00.06.202.jpg)
Что такое роботизированная сварка для конструкционной стали?
роботизированная сварка конструкционной стали использует промышленные роботы-руки со сварочными горелками для автоматической сварки стальных узлов, таких как Н-образные балки, колонны, пластинчатые балки, ребро жесткости, в эффективные сборки. Они прослеживают запрограммированные или созданные на заводе пути сварки настолько хорошо, что ручная сварка не может происходить с постоянной скоростью.

Навигация по трудовому кризису в производстве
Производство конструкционной стали переживает трудовой кризис. В то время как AWS подсчитала, что к 2027 году в Северной Америке не хватает 360 000 сварщиков 3[3], это мировая проблема Каждый производитель, столкнувшись с сокращением квалифицированной рабочей силы[4], сварные швы различного качества из-за “человек” сварных швов, и низкая пропускная способность на повторяющихся структурных соединений, может видеть автоматизацию только как следующий логический шаг, а не роскошь, чтобы сохранить бизнес живой Этот дефицит влияет на всю сталелитейную промышленность структур от небольших многогородских региональных магазинов до мегазамещенных сталелитейных заводов, работающих тысячи тонн ежегодно.
Интегрированное преимущество Чжоусян
Ряд вендоров нацелены на части этого рынка различными способами. у нас есть бренды, как Zeman (программное обеспечение Cortex), AGT Robotics, Peddinghaus (PeddiAssembler), и Lincoln Electric, вносящие вклад в эту нишу, в то время как робот для дуговой сварки FANUC приводит в действие множество сторонних ячеек. Системы типа BeamMaster от различных игроков индексируют луч слева направо по проходам сварного шва для многостороннего доступа. Разница в том, что Zhouxiang интегрировал специальную, специально построенную сварочную автоматизацию для применения конструкционной стали от робота и рельса до программного обеспечения без обучения и 3D-видения, где другие ожидают, что производители будут коббить компоненты вместе от ряда продавцов. Это важно, потому что для того, чтобы действительно достичь экономии труда в цехе, это нечто большее, чем просто падение в манипуляторе робота (robot arm), для этого требуется полное сварочное решение, которое управляет всем рабочим потоком от модели САПР до фабрикатора на месте и сварного станины, без необходимости рекомбинации[5][6].
Переход на сверхмощную промышленную автоматизацию
В процессе перехода от ручной к полуавтоматической, и, наконец, к полностью автоматизированной роботизированной сварочной автоматизации, форма цеха изготовления стали меняется, чтобы удовлетворить дефицит производительности сварки Аналог внедрения коботов, используемых в более легких производственных процессах, тяжелые конструкционные стальные производители требуют роботизированных сварочных систем промышленного класса, предназначенных для нескольких рабочих циклов колеса, больших оболочек заготовки, и термических последствий многопроходного сварного шва на толстой пластине[1]. Компетентный продавец преуспевает в сложных задачах по установке и проверке, но повторяющиеся угловые сварные швы на балках и колонках (которые составляют большую часть часов производственного цеха — это место, где сварочный робот может значительно повысить эффективность.
“На практике большинство цехов конструкционной стали теряют 15-20% своей сварочной способности на переработку, вызванную непоследовательными ручными сварками. Это не проблема качества, которую вы можете тренировать, когда вы ездите на велосипеде через временные сварщики каждые несколько месяцев.”

Преодоление узкого места программирования
Современные системы в целом устранили крупнейшее историческое узкое место для роботов из конструкционной стали: ручное программирование роботов квалифицированными программистами роботов. с помощью безучебной технологии робот просто импортирует 3D-файл САПР непосредственно из программного обеспечения, такого как Karlstav Briekinx, SolidWorks или UG, и автоматически разрабатывает процедуру сварки, соответствующую каждому положению сварного шва, без необходимости активной работы с обучением и подвеской. производителю больше не придется жертвовать выбором для труднодоступного инженера по сварке или труднодоступного программиста-робота. Один оператор загружает одну модель Tekla и сварные швы робота.
“Настоящим узким местом является не программирование робота ”. Обычная установка обучения-подвески может занять 4-8 часов на конфигурацию луча. с системами без обучения, это падает до минут”.”

Измеримая рентабельность инвестиций для цехов конструкционной стали
Для сталелитейных производителей, которые эксплуатируют средние H-луч и колонны производства производственных цехов, роботизированная сварка имеет реальное значение: более 98% приемка сварного шва первого прохода, 40-65% общее увеличение пропускной способности и на 3-4 меньше сварщиков на роботизированную станцию из-за сокращения прямого труда[7]. Это не предположение, что это задокументировано производителями, перешедшими с ручной сварки на автоматизированную. Сварочное соединение до одинакового размера на каждом проходе - еще одно преимущество, в котором аудиторы и инспекторы находят ценность, часто видя, что сварщики вручную стратегически переваривают сварку 15-25%, чтобы компенсировать несоответствие ручных направляемых проходов[2].
Технические стандарты и источники данных
- [1] ISO 9283:1998 い Manipulating Industrial robots い Критерии производительности и связанные с ними методы испытаний
- [2] AWS D1.1/D1.1M — Код структурной сварки — сталь (Американское общество сварщиков)
- [3] Американское общество сварщиков “2024 Отчет о рабочей силе: Нехватка рабочей силы в сварочной промышленности”
- [4 Международная федерация робототехники い “World Robotics 2024: Отчет о промышленной робототехнике
- [5] ISO 9001:2015 い Системы менеджмента качества ♪ Требования
- [6] Директива CE по маркировке 2006/42/EC — Директива по машинному оборудованию (Европейский парламент)
- [7] Технические характеристики продукта Zhouxiang — серия роботов для сварки, установленных на рельсах и кантилеверах
Роботы для сварки кантилеверов, установленные на рельсах, и какие системы подходят вашему магазину?
Чжоусян строит две отдельные конструкции роботизированной сварочной системы, каждая из которых настроена для разных объемов производства. Крайне важно понять, как они различаются, чтобы вы могли принять лучшее решение о том, какая конфигурация сварочного робота подходит для цеха, а также объем и разновидности заготовки. Оба типа систем обеспечивают сложную сварку балок с номинальной скоростью 40-150 см/мин; однако они значительно различаются по своему охвату, способности и технике загрузки заготовок.
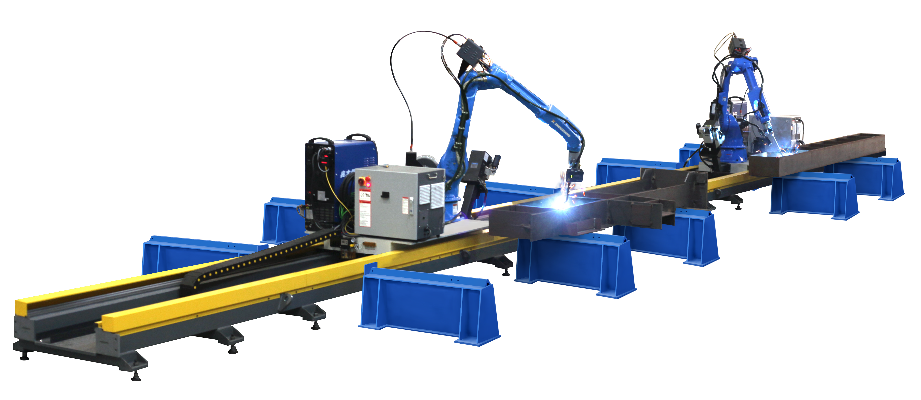
Робот для сварки, установленный на рельсе
- Бесобучающая сварочная система Bochu с датчиком отслеживания швов на большие расстояния
- Прямой импорт файлов моделей Tekla, SolidWorks, UG 3D
- Автоматически согласовывает параметры сварочного процесса, определяет положения сварных швов, формирует сварочные процедуры
- Напольная направляющая ось рельса для адаптации длины заготовки
- Робот работает синхронно с рельсом при однопроходной сварке длинным швом
- Двойные рабочие станции слева/справа работают одновременно
- Однороботные установки с одним рельсом или с двумя роботами с общим рельсом
- Первичное применение: пластины жесткости с Н-образной балкой, поперечные и продольные ребра жесткости, опорные пластины колонн, опорные пластины прогона, карнизы
Достигать1,850 мм (1,850 мм) 2,050 мм
Полезная нагрузка6 — 25 кг
Скорость40 — 120 см/мин
Повторяемость±0,04 мм
Длина рельса6 — 24 м настраиваемый[7]
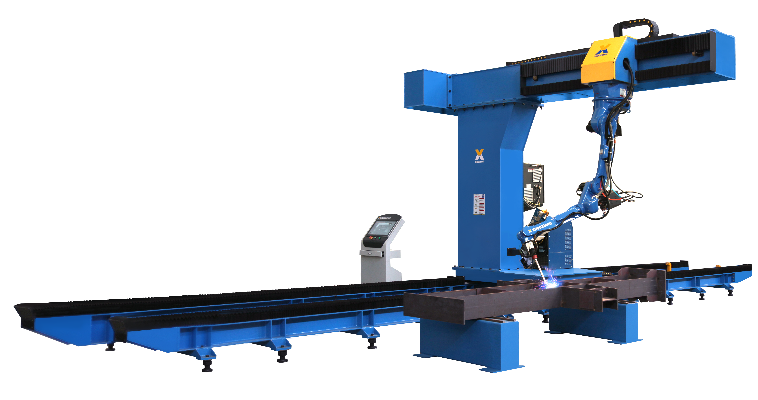
Робот для сварки консольного типа
- Интеллектуальная сварочная система Bochu с большим трехмерным зрением линейного сканирования
- Реконструкция облака точек и первоначальное позиционирование линейного сканирования
- Поддерживает сварку с приводом от модели и без волочения
- Более высокая точность, более высокая скорость сварки, исключительная гибкость для сложных заготовок
- Автоматический блок очистки горелки для обеспечения стабильного качества дуги
- Настраиваемая длина рельса с автоматической системой смазки
- Опоры Н-образных балок, пластинчатых узлов, диафрагменных пластин
- Подходит для стальной конструкции, строительства мостов и судостроения
- Заготовки можно поднимать на рабочую станцию партиями, что экономит время использования крана
Достигать2050 мм
Полезная нагрузка25 кг
Скорость50 — 150 см/мин
Точность 3D-видения±0,5 мм
Длина рельсаНастраиваемый[7]
Побочное сравнение
| Особенность | Рельсовый | Консольный |
|---|---|---|
| Лучший Для | Длинные балки, повторяющиеся соединения | Сложные сборки, смешанные заготовки |
| Программирование | Teachless (импорт 3D-модели) | Без обучения + без рисования (облако точек) |
| Система зрения | Датчик слежения за швом дальнего действия | Большое линейно-сканированное 3D-видение |
| Рабочая станция | Двусторонняя общая железная дорога | Пакетный подъем, одностанционный |
| Длина рельса | 6 — 24 м настраиваемый | Настраиваемый |
| Скорость сварки | 40 — 120 см/мин | 50 — 150 см/мин |
| Идеальный объем | Высокообъемные стандартные профили | Высокосмесительная, изменяемая геометрия |
Руководство по принятию решений
Когда выбрать рельсовое крепление
Выберите рельсовое крепление для цехов, делающих в основном нормальные H-балки и колонны в больших количествах. Его установка с двумя рабочими станциями и синхронизированное движение рельсов максимизируют пропускную способность при повторяющейся сварке балок, соединения колонн. одиночные напольные рельсовые опоры 24 м балки в одной установке и могут обрабатывать балки различного поперечного сечения, в то время как конструкция приспособления HiVento-ready с совместимостью с лучевым вращателем предлагает быструю смену заготовок. эта версия сварочного робота является рабочей лошадкой заводов по производству конструкционной стали по всему миру.
Когда выбрать кантилевер
Если вы свариваете несколько различных элементов конструкции от пластинчатых узлов и диафрагменных пластин до нечетных профилей, выберите консоль. 3D-видение с реконструкцией облаков точек не требует идеальной установки прихваток, а функция подъема партии сводит к минимуму время перемещения материала. Если ваш магазин занимается как стальной конструкцией, так и мостом или судостроением, и ему необходимо изменить настройки источников питания и типы соединений между соседними работами без изменения позиционирования оборудования (манипуляторов или рабочих столов), консоль - лучший выбор.
Приложения и отрасли для роботизированной лучевой сварки
Применение роботов для сварки конструкционной стали Zhouxiangs обслуживает четыре основные области. систему можно перепрограммировать для этих применений благодаря ее способности работать с различными профилями балок, толщиной пластин и компоновкой соединений:
Конструктивные стальные здания
H-образные балки (двутавровые балки), коробчатые колонны, пластинчатые балки, пластины жесткости, опорные плиты, опоры прогонов, карнизы и HSS (полые секции конструкции). Для больших объемов повторяющихся соединений балок и колонн оптимальным выбором являются системы, монтируемые на рельсах. С одной двойной рабочей станцией типичный цех изготовления конструкций, в котором используются пильные линии, буровые линии и станции посадки балок в обычном производстве стальных рам, может автоматически сочетаться от 70 до 80 процентов сварочных работ. Установка и сварка пластин жесткости, безусловно, является наиболее распространенной задачей, и робот будет выполнять сварку прихваток в заранее закодированных точках для балок длиной 24 м и выполнять ее в последовательности угловых сварных швов за один проход.


Мост Строительство
Огромные стальные балки, диафрагменные пластины, соединения стежков, и сложные пластинчатые сборки со сложной геометрией. консольные роботы лучше всего подходят для широкого разнообразия профилей и нерегулярных положений сварки, типичных для изготовления мостов. 3D-видение хорошо подходит для более точных допусков и утвержденных процедур сварки, необходимых для соединений стальных балок мостов. Высокообъемная автоматизированная подгонка и прихватка диафрагменных пластин к основным балкам является ключевым применением благодаря последовательным сварным швам и критическому контролю температуры между проходами.
Судостроение
Сварка секций корпуса, палубные сборки, изготовление переборок и каркас. консольные роботы легко адаптируются к различным типам и положениям сварного шва, а также вариациям всех различных последовательностей изготовления металла, встречающихся в производстве верфи. сварка без вытяжки очень полезна там, где многие стальные пластины верфи не будут иметь трехмерных моделей, а будут поставляться в печатной форме. Часто стальные детали верфи уже имеют прихватки, нанесенные на монтажной станции, и робот способен регулировать свой путь сварки поверх или вокруг прихваток сварных швов автоматически.


Энергетическая и энергетическая инфраструктура
Трансмиссионные башни, стальные конструкции подстанций и базовые секции ветряных турбин, включая рамы тяжелого оборудования. Спецификации применения также требуют, чтобы они были сварены с использованием утвержденной (сертифицированной) процедуры сварки (WPS/PQR) AWS D1.1 или ее эквивалента[2]. Отмеченная последовательность, требуемая аудиторами и инспекторами, достигается с помощью роботизированной балочной сварки. Эти системы предназначены для изготовления и сварки современных стальных конструкций, где требуется нулевое качество сварного шва каждого сварного шва.
“В типичном цехе изготовления стальных конструкций, обрабатывающем более 500 тонн в месяц, один робот, установленный на рельсе, заменяет 3-4 ручных сварщика на операциях с пластинами жесткости, одновременно улучшая консистенцию сварного шва примерно с 85% скорости первого прохождения до более 98%.”
Обсудите свое приложениеТематические исследования — Роботизированные сварочные проекты в реальном мире
Корпус 1 — Изготовление крупнообъемной стальной конструкции, Юго-Восточная Азия
Массивный цех по изготовлению конструкционной стали в SE Asia производит более 800 тонн H-образных балок в месяц. в первую очередь для коммерческих зданий, на линии изготовления было задействовано 12 ручных сварщиков в две смены для производства со средней скоростью первого прохождения 82%, что привело к чрезмерным циклам переработки, равным в среднем 15% производительных часов.
Чжоусяну удалось установить на рельс 16 м двух рельсовых сварочных роботов с двумя рабочими станциями.Безобучающая система Bochu воспользовалась преимуществами библиотек моделей Takla с объекта, позволяющих загружать новые профили и весы балок менее чем за 10 мин. Обе станции роботов выполнили производство всех сварки пластин жесткости, опорной плиты и кронштейна на стандартных узлах H-образной балки и колонн.
“Мы скептически относились к системе без обучения (” наша предыдущая попытка автоматизации требовала штатного программиста. с роботами Чжоусяна наши операторы загружали модели Tekla и запускали производство к 4 дню обучения.”
Менеджер по производству изделий в Юго-Восточной Азии
+65%
Увеличение пропускной способности
98.5%
Ставка первого прохода
12 → 4
Сварщики операторам
14 мо
Период окупаемости
Случай 2 — Проект по изготовлению европейских мостов, Проект по изготовлению европейских мостов
Европейский производитель мостов должен был сварить сложные диафрагменные пластины и соединения для соединения многопролетного автомобильного моста. Различные формы пластин и строгие уровни точности сделали программирование роботов невозможным.
Чжоусян использовал робота консольного типа, работа с 3D vision.point облачный повторный нагрев использовался для записи каждой сборки перед сваркой, чтобы обеспечить покрытие прилегающего распространения тяжелых мостовых работ. без сварки использовался для резки заготовок, которые возникли на чертеже, а не на 3D-модели.
“Система 3D-зрения была дифференциатором Наши диафрагменные пластины имеют ±3 мм фитинговый вариант ” робот ручит его без какой-либо ручной коррекции.”
– директор по качеству, европейский мостДо против После
Ежедневный выход
2,8 т → 4,5 т
Уровень отклонения
8.2% → 1.3%
Часы работы /тонна
18 ч → 9,5 ч
Энергия/Сварка счетчика
3,2 кВтч → 2,4 кВтч
Повышение производительности
+61%
Случай 3 — Проект энергетической инфраструктуры Ближнего Востока
Для подрядчика EPC на Ближнем Востоке, требующего Presnella Brenthus для сталелитейных заводов подстанций в расширяющейся электросети по всему региону. Для 18 подстанций было поставлено 2400 тонн конструкционной стали, а процедуры сварки в соответствии с требованиями поставщика BRE указаны для всех несущих соединений. [2]
Месяц 1 — 2 — 1 — 2 — 1 — 2 — 2 — 2 — 2 — 2 — 2 — 2 ₽
Монтаж и ввод в эксплуатацию
Две рельсовые системы, установленные с рельсами 20 м. Система без обучения Bochu, настроенная на модели Tekla, специфичные для проекта Системы электропитания и подачи сварочной проволоки, откалиброванные по параметрам AWS D1.1.
Месяц 3
Обучение операторов и повышение квалификации
Завершена 5-дневная программа обучения на месте Четыре оператора сертифицированы по протоколам загрузки модели Tekla, ежедневного обслуживания факела и проверки качества. Наращивание производства началось с целевой пропускной способности 60%.
Месяц 4 — 6 ₽
Полное производство
Обе системы работают на полную мощность Ежемесячная выработка: 220 тонн на роботизированную станцию. коэффициент приемки первого прохода: 97.8%. NCR, связанные со сваркой, ноль (отчеты о несоответствии) во всех 6 поставках подстанций.
Месяц 12
ROI Достигнут
Полные инвестиции, окупаемые за счет экономии рабочей силы ($180K ежегодно на станцию), ликвидации переделки и ускорения сроков реализации проекта.Подрядчик заказал две дополнительные консольные системы для следующего этапа проекта.
Сертификаты, стандарты и соответствие качеству
Сварочные роботы Zhouxiang спроектированы, произведены и протестированы в соответствии с международными стандартами качества роботов и сварщиков, а также конструкции продукции и производства. Документированное соответствие приходит с каждой системой.
ИСО
9283
9283
ИСО 9283:1998
Манипулирование промышленными роботами — критерии производительности и связанный с ними метод испытаний.
АВС
Д1.1
Д1.1
AWS D1.1
ASME Series VIII. Квалификация процедуры сварки стали в соответствии с Американским обществом сварщиков;
СЕ
Маркировка CE
Европейское соответствие Директиве по машинному оборудованию 2006/42/EC.
ИСО
9001
9001
ИСО 9001
Сертификат системы менеджмента качества для проектирования и производственных процессов.
Чжоусян подал патенты на местном и глобальном уровне на протяжении многих лет более 200 патентов, из которых более 50 являются патентами на изобретения. Чжоусян, опираясь на многолетний опыт и инвестиции в исследования и разработки в области роботизированной сварки, может поставлять все сварочные системы с документацией WPS/PQR (Спецификация процедуры сварки/Квалификационные записи процедур), чтобы каждый робот работал по сертифицированным параметрам с первого дня.
Чжоусян работает с китайским университетом мирового класса и исследовательским институтом...s, над лучшей сварочной робототехникой, разработкой датчиков и интеллектуальными производственными системами. непрерывная научно-исследовательская работа устанавливает послужной список каждого прогресса продукта с новейшими идеями технологии зрения, идеями планирования пути, адаптивным управлением сваркой. это специализированная структура стальной автоматизации робототехнической платформы, а не подержанной машины.
“Для проектов конструкционной стали, регулируемых AWS D1.1, каждая процедура сварки требует квалификации Наши роботы работают с одинаковыми сертифицированными параметрами WPS на каждом соединении (вы не получаете вариацию оператор-оператор, которая запускает реквизиционный аудит.”
Интерактивные инструменты для изготовления
Используйте наши живые калькуляторы, чтобы оценить свою производственную мощность, проанализировать снижение затрат, рассчитать рентабельность инвестиций или найти подходящую роботизированную систему для ваших конкретных потребностей в цехах.
Оценка окупаемости ROI
Живая проекция
8.3Месяцы
Предполагаемый период окупаемости
216,000$/Год
Ежегодная прямая экономия труда
Имитатор производственной мощности
Роботизированный потенциал
310Тонны/Мо
Предполагаемый результат с 1 роботом (те же смены)
+55%
Увеличение пропускной способности
Стоимость тонны Сравнение
Анализ затрат
630$/Тонна
Ручная стоимость сварки
262$/Тонна
Стоимость роботизированной сварки (включая амортизацию и мощность)
Найдите свою систему
Рекомендация
Рельсовая система
Идеально подходит для повторяющихся длинных структурных балок.
Послепродажное обслуживание, обучение и техническая поддержка
Роботизированная поддержка сварки Zhouxiang не останавливается на доставке Наша глобальная сервисная сеть поддерживает работу вашего сварочного робота на пике производительности, максимально увеличивая время безотказной работы и производительность на протяжении всего срока службы.
круглосуточная горячая линия ответа
Технические аварийные ситуации обрабатываются сразу.Устранение неисправностей телефона от нашей команды дизайнеров доступно в любое время.
Дистанционная диагностика
Инженеры могут войти в контроллер робота из другого места, чтобы изолировать и устранить проблемы, изменить любые параметры и удаленно исправить большинство ошибок программного обеспечения.
Глобальное обслуживание на месте
27 сервисных групп, поддерживающих Китай, Европу, Северную Америку, Юго-Восточную Азию и Ближний Восток. Большинство проблем отреагировали на месте за 48-72 часа по критическим вопросам.
Программа подготовки операторов
3-5 день (руководство на) обучение на вашем собственном заводе-изготовителе.Руки по обучению на Bochu thachless системы, загрузки Tekla и ежедневного устранения неполадок и обслуживания. обратите внимание, что большинство целых команд готовы к работе к 4 дню.
Запасные части и расходные материалы
12-часовые соответствующие уровни запасов деталей с доставкой по всему миру. сварочные наконечники горелок, форсунки, вкладыши и сенсорные детали хранятся на региональных складах и доступны для отправки в течение 12 часов
Гарантия и обновления
Роботы и система управления: 2 года (полная) гарантия. рельсовые и структурные компоненты: гарантия 5 лет. обновления программного обеспечения и обновления системы включены.
Часто задаваемые вопросы о роботах для сварки конструкционной стали
Это промышленная роботизированная рука со сварочной горелкой, которая автоматически сваривает двутавровые балки, колонны и ребра жесткости.
ГМАВ (МИГ/МАГ) является наиболее распространенным процессом сварки для изготовления конструкционной стали из-за его высокой скорости осаждения и пригодности для автоматизации.Дуговая сварка порошковым сердечником (FCAW) также используется для более тяжелых секций.
Первоначальная инвестиционная стоимость ($80K — $350K+), пространство пола для робота ячейка, и кривая обучения оператора 3 — основные компромиссы. вам также нужны надежные 3D модели или чертежи для безучебной системы, чтобы работать эффективно. тем не менее, производители обрабатывают 200 тонн ежемесячно обычно возмещают все инвестиции в пределах 12 — 24 месяца.
Роботы для сварки конструкционной стали варьируются от $80,000 для однороботных систем начального уровня $350,000+ для передовых производственных линий мультиробота Цена зависит от количества роботов, длины рельса, системы обзора и конфигурации рабочей станции.
Рельсовые роботы передвигаются по напольному пути и лучше всего работают на длинных балках. консольные роботы монтируются на верхнем портале, что дает им больший охват и гибкость для сложных сборок и изменяемой геометрии. оба типа в ассортименте Zhouxiang отличаются безучебной сваркой.
Да. роботы Чжоусяна разработаны специально для конструкционных стальных компонентов, включая Н-образные балки, коробчатые колонны, пластинчатые сборки, диафрагменные пластины, пластины жесткости и карнизы. 3D-видение автоматически обрабатывает вариацию от части к части.
Система безподготовки сварки исключает ручное программирование teach-pendant Вместо этого оператор импортирует 3D модель САПР, и система автоматически идентифицирует сварные швы, сопоставляет параметры, и генерирует путь Это сокращает время настройки от часов до минут.
№ Импорт 3D-модели и робот генерирует программу сварки автоматически.
Tekla Structures, SolidWorks и UG (NX). Каждая система считывает трехмерную геометрию, чтобы автоматически определять положения сварных швов и размеры пластин.
Большинство производителей конструкционной стали видят окупаемость внутри 12 — 24 месяца. Обычно заменяет один робот 3 — ручная сварка и увеличивает пропускную способность за счет 40–65%.
Да. Zhouxiang поддерживает сервисные группы в Китае, Европе, Северной Америке, Юго-Восточной Азии и на Ближнем Востоке. услуги включают круглосуточную удаленную диагностику, обслуживание на месте и обновление программного обеспечения.
Сварочные системы Zhouxiang соответствуют ISO 9283, AWS D1.1, маркировке CE и ISO 9001. Чжоусян держится 200 патентов.


