Свяжитесь с Чжоусяном

Промышленные сварочные роботы — автоматизированные дуговые сварочные решения
Чжоусян разрабатывает и производит сварочный робот для изготовления стальной конструкции, кораблей и энергетического оборудования. traachless Benda включен в 3 стойки 5 конфигураций Zhouxiang Robot (железнодорожные, консольные, портальные, совместные и рабочие станции).Встроены некоторые варианты безобучающего автономного программирования и 3D отслеживания швов.
200+
Патенты сохранены
5
Конфигурации роботов
34
Годы в производстве
6
Точность оси

Инновации внутри
Обучаемое отслеживание пластов Benda & 3D
Что такое сварочный робот и как он работает?
С практической точки зрения роботизированная сварка сварочной горелки, оснащенной источником питания и вагоном, не управляется активно. Он сваривает. Одиночная роботизированная рука, известная как роботы для дуговой сварки из Чжоусяна, заменяет один процесс другим, выполняя сварку MIG, MAG, TIG, порошковым или плазменным способом с помощью многоосной точности.
Многоосная точность с сервоуправлением
Шесть автономных осей колес с сервоуправлением выполняют запрограммированную линию входа, скорость в пути и прижиг проволоки к каждому шарниру. Этот комплект включает в себя команды скоординированного движения шести осей с сервоприводом (и дополнительные семь/восемь осей через заземляющий рельс), обеспечивая согласованность за пределами опытных сварщиков.
6-осевое выполнение сервопривода
Безучебная логика и интеграция САПР
Устранение узкого места вручную, системы без обучения импортируют модели из Tekla, SolidWorks или UG. Система автоматически рассчитывает положения сварных швов и создает весь угол наклона сварочного шва, переплетает узор и многопроходные последовательности — все до того, как будет коснуться кулон.
Интеграция Tekla и SolidWorks
Цифровое управление и отслеживание пластов
Лазерный сканер линии, установленный перед факелом, измеряет положения канавок в реальном времени. Это отслеживание с обратной связью передает поправки контроллеру, сохраняя кончик провода в центре соединения, даже если детали движутся, при этом фиксируя вольты, усилители и параметры скорости движения.
Лазерная коррекция зрения
Типы сварочных роботов ♪ Найдите правильную конфигурацию
Настройка робота в первую очередь определяется тремя параметрами: размером заготовки, объемом производства и площадью пола. роботизированные сварочные решения Чжоусяна охватывают всю гамму: от приспособлений для точечной сварки, установленных на коротких кронштейнах, до гигантского Garlinca, постоянно ощипывающего 12-метровые конструктивные балки.
Стальная конструкция
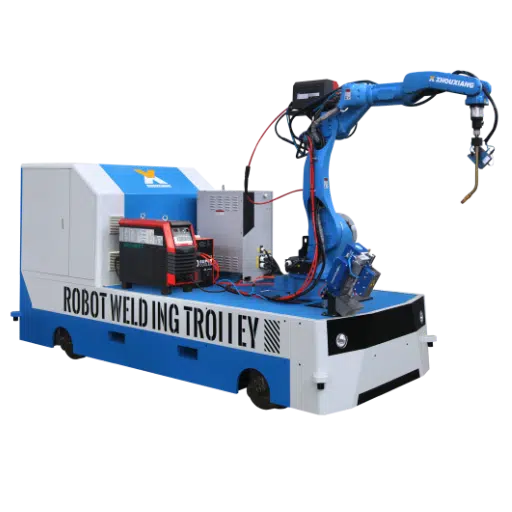
Робот для сварки, установленный на рельсе
6-осевой роботизированный сварочный аппарат, пересекающий на уровне пола грунтовый рельс длиной до 6м (опция) Наземные рельсы увеличили рабочее расстояние робота по длине Н-образных балок, коробчатых колонн и пластинчатых балок. обе стороны рельса могут использоваться одновременно (одна сторона выполняет сварочную часть, а другая оператор готовит следующую партию с другой стороны, таким образом сокращая вдвое время “dead”.
Наиболее совместим с
Пластины жесткости H-образной балки, кронштейны, опорные пластины колонны, опорные кронштейны прогона и т. д. отлично подходят для любой работы, где длительные непрерывные циклы угловых сварных швов на конструкционной стали. Известно, что он последовательно проходит двухсменное литье без сноса факела.
Системные возможности
- Беспоучительная система сварки Bochu — импорт моделей Tekla/SolidWorks/UG напрямую
- Отслеживание лазерного шва линии Mingtu для коррекции траектории сварного шва в реальном времени
- Поддерживает работу с одним роботом или двумя роботами с общим рельсом
- Точность позиционирования при повторении: ±0,05 мм
Стальная конструкция/Мост
Робот для сварки консольного типа
На верхней консольной балке, а не на полу, этот робот освобождает пространство пола, поэтому заготовки можно подавать краном в бататах. Это экономит вам много времени при циклическом перемещении громоздких конструктивных узлов через ячейку. Длина рельса настраивается пользователем (стандарт 12 м), поддерживается самоавтоматизированной системой смазки для линейных направляющих.
Идеальное применение
Вторичная обработка стальных структур членов wwedgusset пластины, диафарм пластины, ребра жесткости. также, вторичная обработка малых и средних пластин единиц — изготовление ship-bridge.
Системные возможности
- 7-осевой (робот + рельс) или 8-осевой (робот + рельс + подъемник колонны) варианты
- Дружелюбная система безучебной сварки с 3D-швальным искателем большого объема
- Реконструкция облаков точек для сварки без волочения, когда САПР не существует
- Рабочий конверт до 10 м × 1,3 м × 1,2 м на рельсе 12 м (8-осевой)
Судостроение/Мост
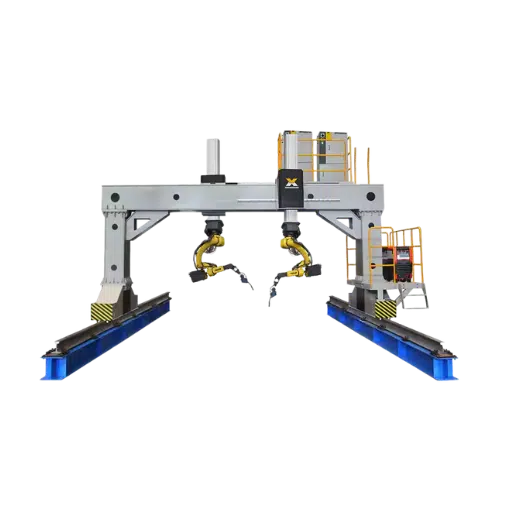
Робот сварки портала
Построенный как портальная рама, этот портальный аппарат предназначен для использования максимальной ширины заготовки в 5 метров и является местом, где робот перемещается как в направлении X, так и в направлении Y. Это установка для больших плоских панелей и узлов широколиственных пластин, таких как секции палубы, где однорельсовый робот не может получить доступ ко всей ширине заготовки.
Идеальное применение
Судопроизводство (панельные линии), мосты (балки), электрогенерирующее оборудование (большие пластинчатые сборкиформа заготовки превышает 1,5 м по ширине и требует полностью автоматической сварки сверху.
Системные возможности
- 5 м сварочная ширина ♪ ручки полноширинные панели корпуса судна
- Интеллектуальная сварочная система Bochu с 3D-видением
- Поддерживает прямолинейные, дуговые и изогнутые пути сварки
- Плоские и вертикальные положения сварки
Судостроение/Ограниченное пространство
Совместный сварочный робот (кобот)
Более легкий сварочный кобот, который был сконструирован, чтобы максимально использовать ограниченные, сложные области, встречающиеся вблизи корпусов и между переборками в судне. Обладая колесами и намагниченным фундаментом, устройство может легко вкатиться и прилипнуть к любой стальной пластине. Один человек несет устройство внутрь, а с размещением и начинает сварку в пространствах, которые портальная или рельсовая система никогда не сможет занять.
Идеальное применение
В домостроении, сварке на месте внутри судовых отсеков, разработке методов, шасси, возводимых на месте на строительных площадках — Малый объем, изготовленные детали с высокой смесью.
Системные возможности
- Перетаскивание и обучение программированию ♪ удобный интерфейс, отсутствие кодирования, подвеска
- Встроенное отслеживание дуги корректирует отклонение в реальном времени во время сварки
- Легкий кузов, предназначенный для работы с одним человеком
- Никакого защитного ограждения не требуется (совместная работа по дизайну)
Силовое оборудование / Общие сведения
Интеллектуальная сварочная рабочая станция
Самостоятельная роботизированная сварочная ячейка, использующая рычаг полой конструкции с внутренним управлением кабелем. Защищает чувствительную электронику от пыли, брызг и влаги. Размеры позволяют встраиваться в ранее существовавшие производственные линии без крупных инвестиций в переоснащение. Предназначен для производства среднего и большого объема, где одна и та же часть выполняется сотнями или тысячами циклов.
Лучший Для
Резервуары трансформаторов, корпуса распределительных устройств, сосуды под давлением, любые производственные ячейки, обрабатывающие более 200 тех же деталей в неделю, где важна консистенция сварного шва и минимальное количество доработок.
Системные возможности
- Полое запястье с внутренней прокладкой сварочного кабеля — отсутствие внешней защелки кабеля
- Пыленепроницаемый и капельно-защищенный корпус с IP-рейтингом и защитной крышкой
- Высокая точность позиционирования при повторном позиционировании для стабильного качества сварки
- Интегрируется с системами автоматической загрузки для производства отключения света
Технические характеристики сварочного робота и технические данные
Сравнительные характеристики для основной серии моделей сварочных роботов Zhouxiang показаны ниже, все значения получены от производственных установок, прошедших заводские испытания.Достижение, полезная нагрузка и точность позиционирования, приведенные согласно ISO 9283:1998. точность TCP - наиболее значимая мера фактического положения наконечника проволоки по отношению к запрограммированному положению - во всех моделях удерживается на уровне 0,05 мм.
| Параметр | Рельсовый ZXR12-2010 | Рельсовый ZXR10W-1440-D | Консоль 7-осевая | Консоль 8-осевая | Тип портала |
|---|---|---|---|---|---|
| Количество осей | 6 + рельс | 6 + рельс | 6 + рельс | 6 + рельс + столбец | 6 + портальный XY |
| Арм Рич | 2010 мм | 1440 мм | 2010 мм | 2010 мм | 2010 мм |
| Полезная нагрузка | 12 кг | 10 кг | 12 кг | 12 кг | 12 кг |
| Повторить позиционирование | ±0,05 мм | ±0,05 мм | ±0,05 мм | ±0,05 мм | ±0,05 мм |
| Рейтинг защиты | J1-J2: IP56/J3-J6: IP67 | J1-J2: IP56/J3-J6: IP67 | IP56/IP67 | IP56/IP67 | IP56/IP67 |
| Длина рельса/козла | 6 м (обычный) | 6 м (обычный) | 12 м (обычный) | 12 м (обычный) | Пользовательский (≤5 м ширина) |
| Макс. рабочий конверт | 6 м × 2 м × 2 м | 6 м × 1,4 м × 1,4 м | 10 м × 1,3 м × 0,4 м | 10 м × 1,3 м × 1,2 м | Пользовательские × 5 м × 2 м |
| Общая мощность | 4,5 КВА + сварщик | 4,5 КВА + сварщик | 10 КВА + 31 КВА | 13 КВА + 31 КВА | ~44 кВА всего |
| Вес робота | 313 кг | 210 кг | ~320 кг | ~350 кг | ~350 кг |
| Скорость сварки | 0.3 — 0,8 м/мин | 0.3 — 0,8 м/мин | 0.3 — 0,5 м/мин | 0.3 — 0,5 м/мин | 0.3 — 0,5 м/мин |
| Сигналы ввода-вывода | 16 дюймов/16 из 24 В постоянного тока | 16 дюймов/16 из 24 В постоянного тока | 16 дюймов/16 из 24 В постоянного тока | 16 дюймов/16 из 24 В постоянного тока | 16 дюймов/16 из 24 В постоянного тока |
| Сварочная Система | Бесобучающий лазер Бочу + лазер Минту | Бесобучающий лазер Бочу + лазер Минту | Дружбабезучить + 3D зрение | Дружбабезучить + 3D зрение | Бочу безучебное + 3D-видение |
| Факел Очистка | SC220A чистка автопистолета | SC220A чистка автопистолета | В комплект входит автоматическая чистка пистолета | В комплект входит автоматическая чистка пистолета | В комплект входит автоматическая чистка пистолета |
| Параметры источника питания | Аотай или Мегмит | Аотай или Мегмит | Аотай или Мегмит | Аотай или Мегмит | Аотай или Мегмит |
Отрасли и приложения для роботизированной сварки
сварочные роботы выполняют повторяющиеся соединения быстрее и надежнее, чем ручная сварка в тяжелой промышленности - изготовление стали, судостроение, изготовление мостов и энергетическое оборудование. роботы, выполняющие сварочные функции в этих отраслях, берут на себя крупнообъемные, эргономически сложные сварочные работы, которые делают работу сварщика-человека сначала не на должностях. Вот четыре отрасли, где технология Zhouxiang видит наиболее реализацию.
01 /СТРУКТУРНЫЙ
Изготовление стальной конструкции
Основные приложения
Н-образные балки, коробчатые колонны, пластинчатые балки, пластины жесткости, пластины жесткости, корбелы, кронштейны для пурлинги, установленные на кронштейнах и консольные роботы, созданы для большого количества повторяющихся угловых сварных швов в цехе конструкционной стали undifferener-to-flange, base-plate-to-column, gusset-to-web.
02 / МОРСКОЙ
Судостроение и морское дело
Основные приложения
Линии панели корпуса, комбинации, лебедки секции, комбинации, аксессуары для труб Перед сваркой, Роботы могут соединить в портале Роботы несколько пластин вверх 5 м ширины является сварным. Док работы использует коботов в плотных закрытых секциях, где краны не могут добраться.
03 / ИНФРАСТРУКТУРА
Мост Строительство
Основные приложения
Пластинчатые балки, диафрагменные пластины, поперечные рамы, пластины сращивания. подобно конструкционным стальным соединениям типов, но пластина (обычно 20-50 мм), код сварки (AWS D1.5) требует более плотных и размер детали больше (более длинный рельс или портал, необходимый для перемещения).
04 /ЭНЕРГИЯ
Силовое оборудование
Основные приложения
Трансформаторные баки, корпуса распределительных устройств, корпуса турбин, сосуды под давлением. герметичные интеллектуальные сварочные рабочие станции с полым рычагом предотвращают попадание брызг и грязи в чувствительные электрические компоненты, сохраняя при этом стабильные дуговые условия для создания герметичных соединений.
Реальные тематические исследования — сварочные роботы в действии
Случай 1: Изготовитель стальных конструкций, провинция Шаньдун
Среднеразмерный цех конструкционной стали, который производил примерно 800 метрических тонн компонентов H-образной балки в месяц, будет испытывать 12% коэффициент истощения рабочей силы на своих сварщиках из-за выхода на пенсию и кадровых изменений каждый год Оставшиеся сварщики посвятили примерно 40% своего времени смены сварке пластин жесткости с фланцами балок - - очень повторяющиеся угловые сварные швы 6 мм на пластине 8-14 мм.
Инженерное решение
2' ZXR12-2010 рельсовые роботы на 6 м наземных рельсах, каждый с безучебным программированием Bochu и отслеживанием лазерных швов Mingtu.Погрузочные станции, расположенные на каждом участке рельса так, что одна сторона сваривается, а другая загружается. к системе автоматизации подключены отдельные погрузочные станции, которые связывают двух роботов с общим планировщиком производства для ячейки распределения нагрузки по ячейкам.
"Мы вывели роботов в онлайн в сентябре. К декабрю отставание в жесткости, которое раньше задерживало покраску, исчезло. Оба оператора, управлявшие ячейками, были бывшими сварщиками вручную (переход занял около двух недель практического обучения"."

3.2×
Увеличение пропускной способности
на сварке жесткостью
на сварке жесткостью
1.8%
Коэффициент доработки после сварки
(было 7.2%)
(было 7.2%)
14 мо
Полный срок окупаемости
на обоих роботах
на обоих роботах
Дело 2: Панельная линия верфи, провинция Цзянсу
Верфь сварки плоских панелей для корпусов сухогрузов столкнулась с необходимостью увеличения пропускной способности на панелях без использования дополнительного пространства пола. панели шириной 4-5 м с сотнями коротких угловых сварных швов, соединяющих ребра жесткости, кронштейны и пластины воротника. Ручным сварщикам пришлось переходить к верху панелей, чтобы добраться до внутренних соединений они были медленными, жестоко требовательными физически и неэкономичными.
Инженерное решение
Один робот для сварки порталов на 5 м. Сторона с Бочу 3D-видение и реконструкция облаков точки. общие рельсы прошли через это на всей производственной линии панели. вместо того, чтобы иметь CAD (корпусные блоки часто с фитинговыми отклонениями импортированы), 3D сканер обратно, чтобы построить форму этих панелей из реальной стали, затем автоматически дал пути сварки.
"Подход к облаку точек решил нашу самую большую головную боль. Деформация пластин корпуса после резки и прихватки — иногда 4 5 мм от номинала. Сканер подхватывает реальное положение каждого элемента жесткости и регулирует путь сварки. Мы перестали гнаться за отклонениями при посадке с ручной коррекцией"."
2.6×
Панельная сварка
пропускная способность
пропускная способность
0
Инциденты с дуговыми ожогами
(было 3/квартал)
(было 3/квартал)
20 мо
Период окупаемости
достигнуто
достигнуто
Случай 3: Производитель трансформаторов, провинция Чжэцзян
Самый первый завод энергетического оборудования, который производил масло погруженные трансформаторные баки имели узкое место в сварочном аппарате шва, Это должна быть сварка полного проникновения на пластине мягкой стали 4-8 мм, чтобы сделать швы бака воздухонепроницаемыми, Утечка внутри сварного шва добавляет к полной переточки работы, сварка должна быть идеальной. Ручные сварщики достигли приемлемых результатов, используя правильные методы, но рабочие скорости варьировались от сварщика к сварщику. качество сварки в пятницу после обеда было заметно хуже, чем выход в понедельник-утро.
Инженерное решение
2 умные сварочные станции с полыми руками роботов, включенных в текущую систему производства резервуаров Автоматический конвейер загружает резервуары в ячейку, сваривает все четыре продольных шва с роботом, затем переносится на станцию поворотной платформы для кольцевых швов. Герметичная конструкция корпуса робота предотвращает загрязнение сервоприводов от остатков трансформаторного масла или пыли из мастерской.
"Разница в согласованности - ночь и день. Раньше мы закладывали в бюджет два дополнительных часа в смену на доработку неудачных испытаний под давлением. Теперь мы проводим тест и идем дальше"."
99.4%
Давление первого прохода
частота испытаний (была 91%)
частота испытаний (была 91%)
40%
Сокращение цикла
время на бак
время на бак
11 мо
Период окупаемости
достигнуто
достигнуто
КЛЮЧЕВОЕ ПОНИМАНИЕ
Подсказкой стала технология роботов: размещение роботов для дуговой сварки в параметрах сварки с блокировкой формы, устраняет человеческие несоответствия, которые когда-то приводили к провалам качества в пятницу-после полудня. Контроль качества теперь концентрируется исключительно на проверке приспособлений и входящих проверках материалов в автономном режиме, а не на онлайн-переработке (после сварки) - повторяемость робота делает эти предыдущие операции гораздо более разумными, а надежность ячеек не опускалась ниже 94% за 14 месяцев работы.
Сертификации, безопасность и обеспечение качества
Сварочные роботы Zhouxiang производятся в соответствии с сертифицированной системой менеджмента качества ИСО 9001:2015. Маркировка CE обеспечивает соответствие европейским рыночным нормам, и каждая единица соответствует фундаментальным требованиям по охране труда и технике безопасности Директивы по машинному оборудованию 2006/42/EC. Процедуры сварки соответствуют принципам ИСО 3834 (требования к качеству сварки плавлением) и стандартам сварки конструкций, заявленным нашими клиентами AWS D1.1 (Здания из стали) и АВС Д1.5 (Мост Сталь).
Маркировка CE — маркировка CE — CE
Директива по машинному оборудованию 2006/42/EC
ИСО 9001:2015
Управление качеством
ИСО 3834
Качество сварки Fusion
200+ патентов
(50+ патентов на изобретения)
Проверка качества фабрики
Все роботы проходят испытания на заводе, работающем 72-часовое пригорание перед поставкой. испытания охватывают различные циклы сварки при максимальном рабочем цикле, проверки калибровки оси на единицу ИСО 9283:1998 стандарты точности позиционирования, и полная функциональная проверка шва следя, положение горелки, промывки горелки и системы потока газа, Все роботы будут поставляться с заводским сертификатом испытаний на расчете корабельной копии точности позиционирования и повторяемости оси.
Механизмы активной безопасности
Функции безопасности включают в себя поломку серводвигателя на каждой оси (робот сохраняет позицию при потере мощности), обнаружение столкновений и автоматическую остановку, регулируемые зоны безопасности с помощью программного обеспечения контроллера. Все совместные роботы имеют ограничение силы в соответствии с ИСО 10218-1:2011 и ИСО/ТС 15066:2016 требования к беззаборной эксплуатации.
Интерактивные инструменты для изготовления
Оцените готовность к автоматизации, рассчитайте точную эксплуатационную рентабельность инвестиций и сравните эффективность роботов с процессами ручной сварки.
Контрольный показатель эффективности
Окупаемость инвестиций
Оценка эксплуатационных расходов
Ориентировочная стоимость робота/единица измерения
14.00$
Снижение затрат в ручном режиме
Анализируйте мои детали
-45%
Выбор конфигурации
Рекомендуемая архитектура
Робот с рельсовым креплением
Конфигурация оси
Просмотр спецификаций
6+1Топоры
Викторина по готовности к автоматизации
Оценка готовности к автоматизации
60/ 100
Первичная рекомендация
Поговорите с инженером
Примите отслеживание пласта
Получите подробное предложение для вашего заявления
Опишите размер, материал, тип соединения и запланированную производительность вашей заготовки - мы можем точно сказать вам, какого робота использовать, и предложить вам твердую цену за 48 часов.
Запросить цитату →

