
Свяжитесь с Чжоусяном
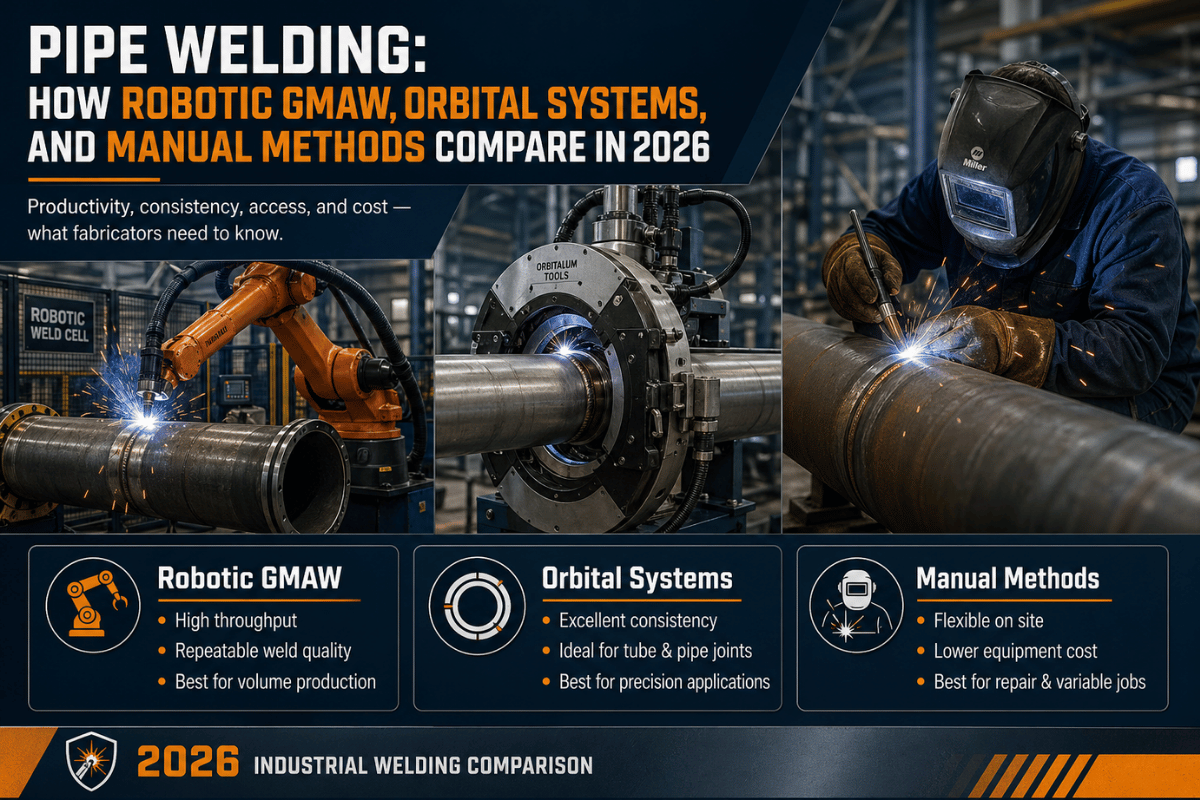
Сварка труб - это техника соединения, которая удерживает все: от магистральных линий нефти и газа и котлов электростанций до технологических труб фармацевтических предприятий и труб корпуса верфи. Сама торговля не развивалась за семьдесят лет: - дуга, наполнитель, шов, но способ, которым производственные цеха фактически сваривают трубы, разделился на три подхода. Ручная сварка по-прежнему доминирует в ремонте месторождений, завершает × разовые проекты и квалификационные проекты 6G.
Орбитальные системы работают фарма, полупроводник, и мелкоствольная технологическая труба, где согласованность сварки к сварке абсолютна.Si×-a×is роботизированные ячейки в настоящее время сварки трубных досок котла, трансформаторных баков и структур катушки труб в производственных масштабах. В этом руководстве сравниваются все три по всем пунктам (затраты), пропускная способность, диапазон соответствия, покрытие кода и обстоятельства, при которых каждый из них платит за свой путь.
Краткий обзор технических характеристик — способ сварки труб
| Ручной SMAW/GMAW/TIG | 25 · Полевой ремонт 0 см/мин · 6G квалификация · ±5 мм прощение фитингов |
| Орбитальная трубка/труба | 8 · 5 см/мин TIG 4 — 168 мм OD типичный · ASME BPE + AWS D18,1 · ± 0,5 мм отделка |
| Роботизированный 6-осевой GMAW | 80 1· 20 см/мин Котёл/сосуд/катушка · ± 0,05 мм повторить · ± 1,5 мм отделка + требуется отслеживание шва |
| Код Покрытие | АСМЕ Б31.1 /B31.3 /BPE · АВС Д10.14 /D10.18 /D10.22 · D18.1 санитарный · Трубопровод API 1104 |
Что такое сварка труб? Определение, варианты использования и почему она отличается от сварки пластин
Сварка труб - это сварка двух участков трубопровода (или участка трубы с фланцем, фитингом или головкой сосуда под давлением) вместе с помощью процесса сварки дугой плавления. Сварка труб отличается от сварки плоской пластины тем, что соединение всегда окружное, сварщик или горелка должны вращаться вокруг заготовки в какой-то точке или точках, а внутренняя поверхность соединения почти никогда не легко шлифуется или обрабатывается иным образом. Различные авторы проводят различие между сваркой труб (заводское изготовление катушек технологических труб, котлов и сосудов под давлением) и сваркой трубопроводов (линии передачи по пересеченной местности с использованием печных труб SMAW или процедур спуска в соответствии с API 1104).
Для этого сравнения мы рассмотрим эти две практики вместе, поскольку выбор используемых сварочных процессов сильно пересекается.
Трубопроводные сварщики работают в производственных цехах, нефтеперерабатывающих заводах, атомных электростанциях, верфях, заводах по производству продуктов питания и напитков, полупроводниковых фабриках и на строительных площадках. Они сваривают трубы для распределения воды и газа, сварные трубы для систем санитарных процессов и сваривают заголовки тяжелых стенок для паровых установок. Все они имеют одну общую тему: каждый сварной шов трубы представляет собой границу давления, точку контроля и предписанный результат.
Ручные процессы сварки труб — SMAW, GMAW, GTAW, FCAW, SAW. Сравнение процессов сварки труб

При ручной сварке труб в большинстве работ используется любой из пяти методов дуговой сварки, которые можно рассматривать в совокупности как “методы сварки, используемые для соединения труб из углерода и сплава. ASME B31.1 и AWS D10 определяют объем квалификационных и приемных критериев, но не публикуют ни одной официальной таблицы параметров по толщине стенок, поэтому параметры в разделах ниже были составлены на основе спецификаций процедуры сварки (WPS), используемых в промышленном производстве, и подтверждены более чем 1200 собственными партиями труб, поставляемыми в соответствии с ASME B31.1. Каждый метод требует другого типа химического состава электродов: при сварке стержнем с покрытием используется стержень, GMAW подает голую непрерывную проволоку; GTAW использует неплавящийся вольфрамовый электрод, а FCAW использует самоэкранирующуюся или газоэкранируемую порошковую проволоку.
| Процесс | Скорость путешествия | Типичное использование | Диапазон положения |
|---|---|---|---|
| СМЭУ (пригарное/экранированное металлическое дуговое сварка) | 15 — 30 см/мин | Полевой трубопровод, конструктивная труба, ремонт | Все (1G — 6G)) |
| ГМАУ (сварка миг) | 40 (55 см/мин) на плите котла 12 мм | Заливка и проходы на крышку из углеродистой стали в магазине | В основном 1G — 2G |
| ГТАУ (сварка тиг) | 8 — 1 см/мин на корне сплава Sch 80 | Корень проходит по критической трубе, нержавеющей стали, сплава | Все включая 6G |
| FCAW (дуговая сварка порошковым сердечником) | 35 — 60 см/мин | Наружный трубопровод, тяжелая конструкция | Все |
| ПИЛА (сварка под флюсом) | 60 — 100 см/мин | Длинношовные трубные мельницы, цеховая сварка большого диаметра | 1G прокатывается только |
Референтные параметры производства WPS: 12 мм котельная из углеродистой стали работает GMAW при 260-280 А, 28-30 В, 40-55 см/мин, при этом 1,2 мм проволока ER70S-6 подается со скоростью 12-14 м/мин. Корень трубы сплава График 80 проходит TIG при 140-180 А, 10-12 В, 8-12 см/мин, с 2,4 мм наполнителем ER80S-B2. Фактические параметры варьируются в зависимости от процедуры посадки, положения и квалифицированной сварки для применения.
📐 Инженерное примечание — дефекты приводов для совместной подготовки, а не навыки сварщикаОтраслевая практика всегда ставит соединения преп bevels углы, уровень поверхности корня и чистота в верхней части списка основных причин для проблем, таких как неполное проникновение или отсутствие сплавления. не техника сварщика или машина управления. геометрия скоса определяется контролирующим стандартом и применением для сварного шва: ASME B16.25 определяет детали подготовки конца заводской стыковой сварки для трубопроводного фитинга, и типичный выбор соглашения цеха для трубы полевой обработки должен быть разрезан как можно ближе к середине той же 37-45V-диапазона скосов. Особый контроль угла скоса, приземления корневой поверхности и раскрытия корня должен быть документирован с учетом спецификации процедуры сварки с оговоркой для используемого процесса и обслуживания, а не настройки цеха по умолчанию.
Когда GMAW побеждает SMAW в трубе?
Оба дуговых процесса способны достичь кодов радиографического контроля на трубопроводе питания. GMAW получает край, когда вы двигаетесь для длинного заполнения проходов над тяжелыми стенками в 1G или 2G положенияхwire автоматизация подачи и непрерывное осаждение дают сварщику примерно 2 к 3 преимущество в производительности над стержнем и дугой палочки процесс. SMAW держит поле, 6G все положения работы, и любой ремонт или вспышка, что процесс проводов может видеть через защитную газ заготовку, будь то из-за положения трубы, доступа, или условий магазина. решение должно быть между размером трубы и толщина стенки, положение процесса трубы, и магазин вентиляции соображения.
Квалификационные стандарты сварочных позиций 1G, 2G, 5G, 6G Explained 1G, 2G, 5G, 6G Explained
Квалификация положения сварки труб регулируется спецификациями ASME BPVC Раздела IX или AWS D10, в зависимости от применения. В каждой позиции указывается, является ли труба неподвижной или вращающейся, и под каким углом.
| Должность | Ориентация трубы | Трудность | Крышки |
|---|---|---|---|
| 1Г | Горизонтальный, вращающийся | Легкий | Только 1G |
| 2G | Вертикальная ось, вращающаяся | Умеренный | 1G + 2G |
| 5G | Горизонтальный, фиксированный (сварщик движется) | Жесткий | 1G + 5G |
| 6G | 45° фиксировано (сварщик движется) | Тяжелее | Все позиции |
Что такое квалификация сварки труб 6G?
6G квалификация устанавливает трубу на 45 градусов; труба фиксируется в пространстве и не вращается — при этом сварщику приходится перемещаться вокруг гнезда, постоянно переключая положение за один проход через плоское, вертикальное, верхнее и 45-градусное положения наклона. поскольку размещение прихваток, раскрытие корня, формование прохода крышки и межпроходная очистка изменяются по мере прохождения сварочной горелки через соединение, испытательная сварка 6G применяется для самого широкого спектра навыков сварщика; сварщик, имеющий квалификацию 6G, может естественным образом сваривать трубы в положениях 1G, 2G и 5G.
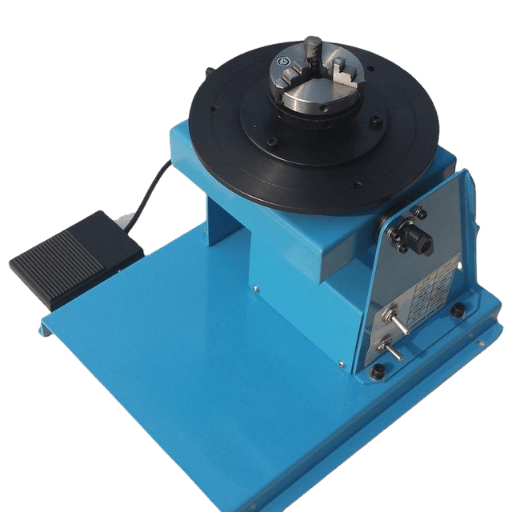
Орбитальная сварка труб — системы с закрытой головкой и открытыми головками
Орбитальная сварка - это механизированный процесс GTAW, в котором используется запрограммированное орбитальное действие горелки на неподвижный объект трубы или трубы. Разработанные НАСА для линий аэрокосмической жидкости, современные орбитальные системы TIG в настоящее время доминируют в работах с высоким чистотой в малых отверстиях на фармацевтических, биотехнологических и полупроводниковых заводах, поэтому каждое соединение можно реконструировать по утвержденной процедуре.
Закрытая орбиталь
- Диапазон OD: 1/8″ 北 (1/8″ 北 6″): 4 — 168 мм (1/8″ ″ — ″)
- Инертно-газозащищенный термоядерный синтез только (без наполнителя)
- Фармацевтические, биотехнологические, полупроводниковые линии сверхвысокого давления
- ASME BPE + AWS D18.1 санитарная приемка
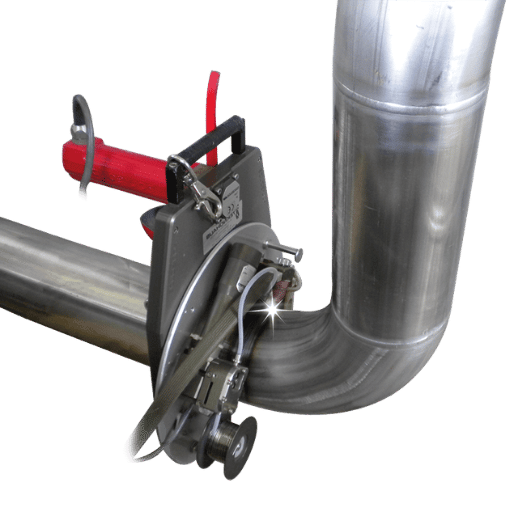
Открытая головка/орбитальная каретка
- Диапазон OD: 32 мм (1.25″) и up い
- Добавляется подача проволоки для заполнения пропусков на тяжелой стене
- Технологическая труба (В31.3), атомная, верфь
- Многопроходное с запрограммированным переплетением и пульсированием
Критерии приемлемости фармацевтического санитарного соединения трубы с трубкой выходят далеко за рамки испытания на прочность на разрыв, используемого для квалификации большинства сварщиков труб: AWS D18.1 касается внутренних пределов обесцвечивания, цветовых диаграмм окисления поверхности корня, контроля продувочного кислорода (обычно < 10 частей на миллион во время сварки) и визуального исследования внутреннего профиля борта с помощью небольшого бороскопа. ASME BPE добавляет ориентированные на биопроцесс уровни отделки поверхности и правила формирования и геометрии соединений без щелей. Правильно настроенная орбитальная сварочная головка может производить и документировать эти параметры на сотнях последовательных трубок; ручные сварщики GTAW могут достигать их на отдельных сварных швах, но редко с помощью путевой документации.
Карта применения в коде для орбитальных и трубных работ:
| Приложение | Руководящий (ие) кодекс (ы) | Типичный метод |
|---|---|---|
| Фармацевтическая/биотехнологическая гигиеническая трубка | AWS D18.1, AWS D18.2, ASME BPE | Закрытая орбиталь |
| Паропроводная труба (котел, коллектор) | ASME B31.1, BPVC Раздел I + IX | Роботизированный GMAW + ручной корень TIG |
| Процесс/химический трубопровод | ASME B31.3, AWS D10.10 | Орбитальная или роботизированная ячейка с открытой головкой |
| Трансмиссия по межстрановым трубопроводам | API 1104, ASME B31.4/B31.8 | Ручной SMAW/FCAW (спуск) |
| Труба конструкционная (поручни, опоры) | AWS D1.1 | Ручной SMAW/GMAW |
Роботизированная сварка труб GMAW с 6 осями (как трубы с 6 осями рук)

6-осевой роботизированный сварочный элементW захватывающий шарнирное движение руки вокруг окружных соединений трубы. в отличие от орбиталей, которые пересекают путь, робот выступает из внешней части трубы и поворачивает работу на позиционере или обходит неподвижную трубу на портале или рельсе. Преимущество: повторяемый профиль борта на трубопроводе для тяжелой стены, трубных решетках котла и больших швах резервуара трансформатора, до которых не могут добраться орбитали.
📐 Инженерная записка — спецификации роботов, которые имеют значение для работы трубПовторить точность позиционирования 0,05 мм на ISO 9283:1998. источник питания 350-500 Непрерывная обязанность для многопроходного заполнения на стене 25-80 мм. полая рука с внутренней прокладкой кабеля удерживает кабели от плотных внутренних частей судна. отслеживание сквозного дугового шва корректирует положение горелки до 0,3 мм; ручки слежения за лазерным зрением фиксируют зазоры до 2-3 мм без ручного повторного обучения.
Предварительные условия для ROI роботизированной сварки труб
Независимые академические исследования роботизированного GMAW (рецензируемый; Journal of Materials Processing Technology, 2017) являются резкими: многие производственные роботы представляют собой системы обучения и воспроизведения, которые не могут самостоятельно корректировать искажения, изменчивость зазора или сдвиг края, если внешний датчик не замыкает цикл. Цитаты производительности, цитируемые поставщиками, редко указывают эти условия. На практике роботизированная сварка труб получает свой капитальный предел только тогда, когда:
- Вырезка вверх по потоку и фиксация удерживают допуск 1,5 мм (все свободнее, и робот не попадает в сустав или прожигает
- Слежение за швами сквозного или лазерного зрения устанавливается и калибруется
- Объем производства оправдывает время программирования первой части (автономная генерация на основе САПР сокращает это время с дней до часов)
- Операторы обучены управлять камерой, а не просто запускать факел
Корпус котловой трубы — угольная электростанция, Хэнань, Китай
Производителю котла мощностью 2660 МВт нужно было сварить 280 соединений "труба-заголовок" на жатку котла. ручная сварка четырьмя сварщиками вращения работала на уровне рентгенографического брака 9%. После установки поворотного позиционера и отслеживания сквозного дугового шва на 6-осевой ячейке система выполнила 112 соединений за смену, постоянно удерживала температуру межпроходного соединения ниже 250 C и снижала рентгенографические браки до 1,8%. Пропускная способность составляла 3,2 ручной базовой линии; полная окупаемость пришла через 18 месяцев.
“Робот справляется с повторяющимися соединениями, в то время как наши опытные люди сосредотачиваются на сложных переходах и окончательном осмотре Мы отвергали почти каждый десятый заголовок (теперь мы отмечаем меньше двух из ста. Опытные сварщики не потеряли работу; они двинулись вверх по течению, чтобы установить управление.”
Роботизированный или орбитальный против ручного: матрица соответствия методов для вашего применения

Большинство опубликованных сравнений сворачивают сварку труб в рамку “robot vs human”, которая не учитывает орбитальную половину уравнения. матрица ниже сравнивает все три по шести измерениям, которые приводят к реальным решениям о закупках, обусловленным предварительными условиями, описанными выше. числа отражают 6 мм до 80 мм стен стальной трубы в условиях цеха; полевые ремонтные работы рассматриваются отдельно.
| Размерность | Ручной SMAW/GMAW/TIG | Орбитальная (закрытая/открытая головка) | Роботизированный 6-осевой GMAW |
|---|---|---|---|
| Пропускная способность на длинном шве | 25 (50 см/мин в зависимости от оператора) | 8 — 25 см/мин на трубке; очень большое время дугового включения | 80 (80 мм) на котельной 12 мм/мин |
| Первосходная приемка RT | 90 — 995% с опытным сварщиком | 98%+ по квалифицированным процедурам | 98%+ с отслеживанием шва, < 2% переработка |
| Капитальные вложения | $5 — $15k источник питания + расходные материалы | $35k — $110k под ключ с закрытой головой | $85k — от одной станции до соты "под ключ" $320k |
| Требуется умение | Сертифицированный сварщик по BPVC IX или AWS D10 | Оператор + техник программы | Сотовый оператор + офлайн-программист |
| Требуется допуск на установку | ±5 мм простительно с помощью техники | ±0,5 мм — санитарное признание неумолимо | ±1,5 мм с отслеживанием шва; плотнее без |
| Применение подходит | Полевой ремонт, работа 6G, малосмешанный | Фармацевтическая гигиеническая трубка, полуконтурная UHP, мелкокалиберная | Электропровод, трубная решетка котла, конструкционная труба |
(очень) нелогичный результат: для фармацевтических санитарных соединений "трубка-трубка" орбиталь работает лучше, чем роботизированная ось 6 только на головке орбиты (стоимость грабежа 3x, тогда как орбиталь практически ничего не стоит) на кольцевом сварном шве малого диаметра, достигая ASME BPE/AWS D18.1 критерии приемлемости, которые 6-осевой рычаг с трудом может соответствовать Но на шве трансформаторного бака 36″ на стенке 25 мм орбиталь бесполезна, ее нельзя монтировать, и ручной сварщик должен потратить 14 часов на бак, в то время как роботизированная ячейка может выполнить работу за 6 часов.
Чит-лист для принятия решения — четыре распространенных сценария
- Трубные решетки котла, 200 плюс идентичные сварные швы, 12-25 мм стены Роботизированный GMAW с отслеживанием шва
- Фарма-жидкость путь 1/2″-3″ санитарная трубка закрытая головка орбиталь с продувочной документацией
- Репарация канализаций, emplois mixtes il n'y a pas de courant Disponible. GSAW manuel (моторизация)
- Обычно используются следующие типы изготовления катушек технологических трубопроводов: 4″-12″ Sch 80 Орбитальная или роботизированная ячейка с открытой головкой в зависимости от объема
Коды сварки труб и соответствие требованиям (ASME, AWS D10 и стандарты, специфичные для конкретного применения)

Вопрос номер один из новых фабричных цехов заключается в том, какой код, какой сварной. Часто это не просто один код — покрытие кода сварки труб представляет собой семейство перекрывающихся документов, классифицированных по применению, а не по процессу. ASME B31.1 определяет объем квалификации силовых трубопроводов; AWS D10 охватывает большинство документов по сварке труб и трубок (трубы из углеродистой стали D10.14, нержавеющие стали D10.18, D10.22 для армирования).
AWS D1.1 — часто ошибочно называют кодом трубы “the”. Работает со структурными, а не нажимными приложениями.
| Код/Стандарт | Область применения | Где это применимо |
|---|---|---|
| АСМЕ Б31.1 | Квалификация трубопровода + проверка | Пар, питательная вода, ископаемые + атомные электростанции |
| АСМЕ Б31.3 | Технологические трубопроводы | НПЗ, химические, нефтехимические |
| ASME BPVC Раздел IX | Сварщик + квалификация процедуры | Все работы ASME под давлением |
| AWS Д10.14 | Трубы и трубки из углеродистой стали | Общая технологическая трубка (исключая орбитальную) |
| AWS Д10.18 | Труба и трубки из нержавеющей стали | Нержавеющая технологическая и конструкционная труба |
| AWS D18.1/D18.2 | Изготовление санитарных трубок | Фармацевтика, биотехнологии, продукты питания и напитки |
| АСМЕ БПЭ | Биопроцессорное оборудование | Биотехнологическая отделка поверхности + правила щели |
| АПИ 1104 | Сварка трубопроводов по пересеченной местности | Нефть + газотранспортные трубопроводы |
| AWS D1.1 | Сварка конструкционной стали | Конструктивная труба, опоры, поручни (не напорная труба) |
Сертификация сварщика - это часть, которая устанавливает все проверки на месте. Сварщик является сертифицированным сварщиком на каждого Секция AWS/ASME BPVC IX с использованием определенной процедуры (WPS). Положение, процесс.
Роботизированные и орбитальные элементы используют одну и ту же процедуру и квалифицируются как сварщик машин - это большинство кодов при подаче PQR.
Безопасность работников и соответствие требованиям сайта
Любая работа по сварке труб подпадает под OSHA 29 CFR 1910.252 для операций сварки, резки и пайки — вход в ограниченное пространство, разрешения на горячую работу, вентиляцию и воздействие дыма. Руководство NIOSH по контролю сварочного дыма имеет большее значение для закрытых систем труб (котлы, сосуды, внутренние части резервуаров), где местные выхлопы могут быть невозможны. Сварной шов, соответствующий коду, в рабочей зоне, не соответствующей требованиям, по-прежнему остается цитатой, ожидающей своего часа.
Промышленное применение, Энергетика, Нефть и газ, Атомная промышленность, Судостроение

Сварка труб проявляется везде, где имеет значение давление, поток или контроль загрязнения. приложение определяет выбор метода больше, чем любая другая переменная.
| Промышленность | Типичные соединения | Метод Микс |
|---|---|---|
| Производство электроэнергии (паровая, газовая турбина) | Котельные коллекторы, трубные решетки, трансформаторные баки | Роботизированный GMAW + ручной корень TIG |
| Нефть и газ (переработка) | Золотники технологических труб, линии реакторов | Орбиталь с открытой головкой + ручной |
| Фарма + биотехнологии | Санитарная трубка, жидкостный путь | Закрытая орбитальная эксклюзивная |
| Ядерный | Первичная петлевая труба, сосуд под давлением | Ручной корень TIG + заливка GMAW, RT 100% |
| Судостроение | Корпусная труба, балласт, топливо | Ручной SMAW + кобот для ограниченного пространства |
Изготовление катушки для паровой трубы (EPC Contractor), Юго-Восточная Азия
1200 трубных катушек высокого давления ASTM A335 P22, изготовленных на ASME B31.1 для установки комбинированного цикла во Вьетнаме, на строгом 9-месячном графике. в цехе работала двухпроцессная ячейка TIG/GMAW с отслеживанием швов лазерного зрения, регистрация каждой записи сварного шва на номера тепла материала для полной прослеживаемости. Требуется ежедневная производительность на уровне 14 катушек, с коэффициентом радиографического брака 2,1%. Ручная базовая линия для сопоставимых работ с катушками работает 58% бракован, поэтому роботизированная ячейка сократила нагрузку на переработку вдвое вместе с коэффициентом усиления скорости. Соответствующая страница столбца закрывает автоматизация сварки в энергетической промышленности в большей глубине.
Стоимость и рентабельность инвестиций — Когда автоматизация сварки труб окупается?

Независимые исследования рентабельности инвестиций в автоматизацию сварки редко отмечают число, которое является порогом окупаемости “clean”, отчасти потому, что уравнение окупаемости имеет так много переменных: рассчитывается, что экономия включает затраты на рабочую силу, коэффициент повторения, установку вверх по потоку, защитный газ, скорость переработки и охват смен. Эти переменные извлекаются и используются ниже в материалах, доступных им фактическим производственным цехам:
Рамка порога перекрестного ролевого использования
Автоматизированная операция сварки труб компенсирует капитальные затраты, когда сэкономленный труд + переработка + расходные материалы перевешивают инвестиции в оборудование, обучение и потерянное время программирования. типичными пороговыми значениями кроссовера являются:
- Соотношение повторений: 100+ одинаковых сборок в месяц undanything less fails if we not where to programme
- Стоимость рабочей силы: $25/час или более загруженный (нагруженный) сварка все еще более экономична при $18/час или менее (нагруженный)
- Позиционный микс: 1G/2G доминанта (dominant) парциальное здание не стоит для работы 5G/6G
- Управление посадкой вверх по потоку: сварные крышки диаметром 1,5 мм (подгонка и посадка) увеличивают окупаемость исследований за последние 2 года
Поставщики сварочного оборудования и официальные документы интегратора сообщают о многократном увеличении пропускной способности роботизированного GMAW по сравнению с ручной сваркой на длинных повторяющихся угловых швах. Числа основаны на опубликованных поставщиком историях успеха “”, а не на рецензируемых тематических исследованиях, но они согласуются с нашими собственными данными о реализации на местах проектов по силовым трубопроводам. Использование защитного газа и присадочной проволоки, как показывают опубликованные исследования, довольно значительно снижается, поскольку робот может работать с более высокой скоростью при более устойчивом движении. Скорость переработки падает с 5-10%, типичного для ручного трубного цеха, до низких однозначных цифр на роботизированных элементах, контролируемых процедурой.
Фактически, наши протестированные элементы приносят окупаемость проекта за 12-18 месяцев на трубопроводах и 14-24 месяца на верфи с более низким повторением и трубопроводах моста. Хэнаньский котел вышел из пары за 18 месяцев; ячейка трансформатора Цзянсу работает 8-часовой ручной цикл времени против 3-часовой подачи обратно чуть менее чем за 15 месяцев после вывода из эксплуатации выправочной станции после изготовления.
Перспективы отрасли — нехватка сварщиков, адаптация искусственного интеллекта, 2026 2030 тенденций

Две силы меняют сварку труб быстрее, чем даже пересмотр кода: разрыв в поставках рабочих и автоматизация. Профессиональный прогноз BLS США прогнозы, дополненные Охват рабочей силой AWS, указывают на хроническую нехватку квалифицированных сварщиков: большая часть старших технических специалистов выходит на пенсию, а учебные трубопроводы не догнали в достаточной степени (особенно для квалификации 6G и работы на технологических трубах, где приобретение навыков занимает годы.
Второй фактор - автоматизация.Доклад Международной федерации робототехники о мировой робототехнике за 2024 год описывает продолжающийся рост мирового оперативного запаса промышленных роботов, при этом большинство новых ежегодных установок поступает на азиатские заводы. внедрение конечных пользователей сместилось за последние пять лет, поскольку адаптивное отслеживание швов и автономное программирование CAD-to-robot перешли в основную практику. стоимость сварочной ячейки "под ключ" параллельно снижалась, поскольку 3D-датчики и лазерные трекеры перешли от пользовательских OEM-интеграций к готовым модулям.
Суть, если вы менеджер завода, присматривающийся к циклу капвложений 2026-2028: не ожидайте, что избыток сварщика будет развиваться. автоматизируйте повторные соединения (трубные баки котла), санитарные трубки — и сохраняйте квалифицированных сварщиков на неповторяющихся работах. Программы с интеграцией автономного программирования и отслеживания швов с первого дня достигают рентабельности инвестиций быстрее, чем при нажатии болтов позже. Моя команда видела, как эта кривая развивается на более чем 30 экспортных рынках.
Часто задаваемые вопросы по сварке труб
В: Трудно ли сварка труб?
Посмотреть Ответ
Трубные сварные швы сложнее, чем сварные швы пластин, потому что соединение окружное, положение варьируется в пределах одного прохода в работе 5G и 6G, и доступ к интерьеру почти никогда не доступен для доработки. 6G квалификационно-рифленая труба, зафиксированная на 45-я, является самым широким единым удостоверением трейдера, и тот, кто получает его также получает квалификацию для 1G, 2G, и 5G. автоматизация по-прежнему устанавливает пол навыков для повторяющегося соединения, но это не заменяет суждение, чтобы определить приспособление или глаз художника, чтобы соответствовать разнообразному слиянию.
Вопрос: В чем разница между орбитальной и роботизированной сваркой труб?
Посмотреть Ответ
Орбитальная сварка использует кольцо поворотных зубьев для поворота горелки на одной верхней или нижней канавки трубы в зажима трубы - и остается впереди соединения с механическим наведением и выравниванием Роботизированная сварка использует 6-осевой шарнирный рычаг, чтобы достичь снаружи трубы и тени с наведением зрения или слежения за швом Орбитальный лучше всего, когда прием ASME BPE и AWS D18.1 доминирует в приложениях с высоким чистотой с малым отверстием, таких как pharma и semicon Роботизированный выигрывает, когда труба большая, допуски свободны, а полезная нагрузка и вылет ручного вещества.
Вопрос: Какой процесс сварки лучше всего подходит для труб (MIG, TIG или палочка)?
Посмотреть Ответ
Это зависит от толщины, положения и доступа. SMAW держит голову в поле на ремонте и трубопроводах, потому что он терпит ветер и сажу на поверхности, а также электрод, как 6010 или 7018, работающий в держателе. GMAW берет на себя в цехе на тяжелых стен наполнения и проходов крышки, потому что автоматизация подачи проволоки увеличивает скорость прохождения примерно на 100%. GTAW запускает корневые проходы на критически важных сплава трубы в цехе и любой стык, требующий чистого сварного шва. Большинство квалификационных записей процедуры соединяют корень GTAW с GMAW наполнения, и многие магазины также сохраняют возможности FCAW под рукой для наружных структурных работ, где ветер побеждает завесу защитного газа MIG. Каждый процесс имеет сладкое пятно, которое выстраивается с определенным положением, толщиной стенки и требованиями к проверке, поэтому правильный ответ обычно представляет собой комбинацию настроен на спецификацию процедуры контролирующей сварки, а не на одного победителя.
Вопрос: Может ли роботизированная сварочная труба сварочной ячейки работать в полевых условиях?
Посмотреть Ответ
Большинство 6-осевых ячеек слишком большие и приспособлены-зависимые для поля. мини-роботы и магнитные базовые ячейки, которые легче вес и сопротивление учит способных, заполняют текущую потребность. они работают в ограниченном пространстве и без забора приложениях, как ремонт судна, и на трубопровод-линия-перевозка способом, подобным ручной SMAW и FCAW (спуск) как описано в API 1104.
Вопрос: Какой код ASME применяется к силовым трубопроводам?
Посмотреть Ответ
9. ASME B 31.1 устанавливает трубопроводы для атомной и ископаемой энергетики, включая паровую, питательную воду и вспомогательные системы высокого давления. ASME B 31.3 управляет нефтехимическими, нефтеперерабатывающими и химическими технологическими трубопроводами. Квалификация сварщика трубопроводов подпадает под раздел IX ASME BPVC. Квалификационные коды AWS D10.14 (углеродистая сталь) и D10.18 (нержавеющая сталь) лежат в основе практики сварки труб, стоящей за каждым из них.
Вопрос: Сколько времени занимает автоматизация сварки труб, чтобы окупиться?
Посмотреть Ответ
Большинство производителей ожидают возврата через 12-18 месяцев от замены двух ручных сварных ячеек на одну роботизированную ячейку для работы с трубопроводами или котлами. Поход на верфь и мостовые трубы с гораздо более низким коэффициентом повторения занимает 14-24 месяца. при менее чем 100 идентичных сборок/месяц время планирования обычно сводит маржу на нет, а ручное остается конкурентоспособным.
Ячейка с 25-часовым циклом для трубной решетки котла Хэнани окупилась за 18 месяцев; трансформаторный бак Цзянсу окупился менее чем за 15 лет.
Вопрос: Заменит ли роботизированная сварка полностью ручную сварку труб?
Посмотреть Ответ
[Не могу] по ремонту поля, специальная разовая, квалификация 6G. роботизированные и орбитальные ячейки Shoplet обрабатывают высокоремонтные соединения, но сварщик ушел вверх по течению: проверки отделки, проблемы с приспособлением, качественный сайдинг, которого [машины] еще не делают. Подсчет работников AWS говорит, что нам не хватает шести рук до того, что может съесть автоматизация.
Поэтому только практический шаблон - это улучшение. [Не замена.]
Сравнение вариантов автоматизации вашей линии сварки труб?
Об этом сравнении
В этом документе упоминаются результаты производства более чем 1200 трубных катушек ASTM A335 P22, приваренных к ASME B31.1 в рамках проекта VIP Global Energy по EPC во Вьетнаме, автоматизации трубных решеток котлов на угле с 280 соединениями в провинции Хэнань, Китай и сварки трансформаторных баков напряжением 110/220 кВ в Цзянсу. ни на основе оценок OEM-индустрии. Соответствующие данные о пропускной способности, частоте брака и рентабельности инвестиций относятся к установкам роботизированных сварочных ячеек на 2024-2026 гг. Ниже представлены технические документы ASME, AWS, IFR, используемые для независимого анализа кода, рабочей силы и данных робототехники.
Ссылки и источники
- ASME B31.1 Силовой трубопроводindistrated 5) - установленный текст Американского общества инженеров-механиков.
- Комитет AWS D10 по трубопроводам и трубкам — Американское общество сварщиков
- Compatibilisation avec l'ASME BPVC Раздел IX (Одобрение, судурёр) — квалификация Au Etats-Unis par l'AWS (Американское сварочное общество), par l'intermédiaire des codes, ils existent aussi au sein de la раздел IX (Le Code d puits et chaudières, Код котла и сосуда под давлением).
- Где Сварщики? (В октябре 2025 года он будет на страницах Welding Digest) Архивы Американского общества сварщиков
- Портал данных о сварочных кадрах США Одобрено Американским обществом сварки
- Рекорд 4 миллионов роботов на фабриках по всему миру (2024 г.) международная федерация робототехники
- Что такое сварка труб (технические знания) Организация TWI Industrial
Отзыв от инженерной группы Zhouxiang い200+ патентов в сварочной робототехнике с 1991 года, ISO 9001:2015 /ISO 3834-2 /AWS D1.1 / EN 1090 сертифицированный производитель с развертыванием на более чем 30 экспортных рынках.
Связанные статьи
- Технология роботизированной сварки — Как это работает, типы и приложения
- Как выбрать сварочный робот — Руководство по выбору
- Мобильный сварочный робот — Руководство по спецификациям, типам и рентабельности инвестиций 2026 года
- Руководство по работе и выбору сварочной роботизированной станции наземной железной дороги — Руководство по выбору
- Лучшие производители сварочных роботов в 2026 году


