
Свяжитесь с Чжоусяном
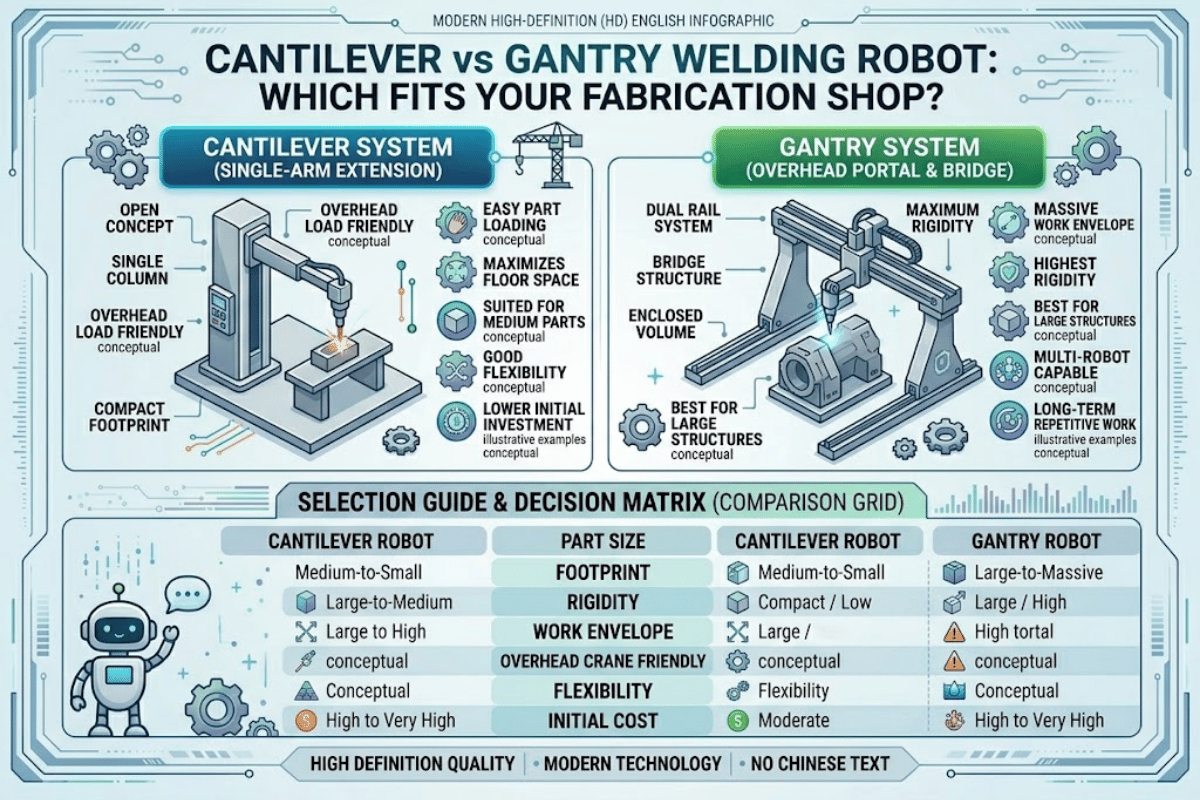
Робот для сварки кантилевера и портала: сравнение стального производства по принципу "голова к голове"
Выбор либо кантилевера, либо сварочный робот Gantry зависит от размеров заготовки, доступного пространства пола и стоимости. в обеих установках используются одни и те же 6-осевые роботизированные руки (вопрос становится тем, какая внешняя система движения наиболее подходит для перемещения руки в рабочую зону. при этом сравнении рассматриваются структурные изменения, рабочий диапазон, точность позиционирования и затраты на сравнение обеих конфигураций.
По данным Отчет IFR World Robotics 2025, во всем мире количество установок заводских роботов достигло 542 000 в 2024 году. Сварка остается одной из основных областей применения (дискр. и т. д. все больше фабричных магазинов используют автоматизированную сварку, выбирая правильную конфигурацию робота в первый день, избегая дорогостоящей модернизации.
Краткий обзор — кантилевер против портала
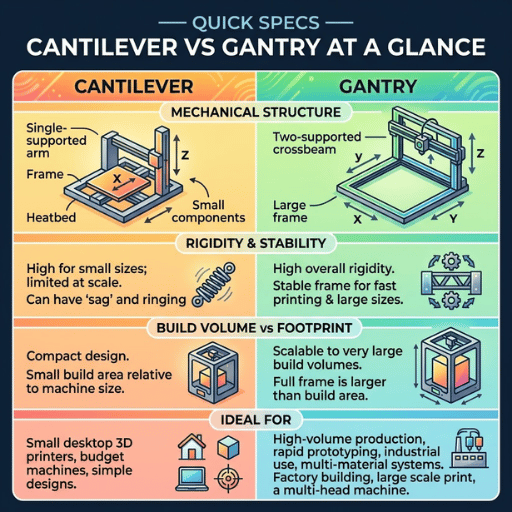
Вот они для сравнения, бок о бок, прежде чем мы перейдем к инженерному делу Эти цифры для типичных производственных систем качества — не лабораторные прототипы — которые учитывают разнообразие спецификаций в цехах сварки стальных конструкций, работающих на Н-образных балках, коробчатых колоннах и пластинчатых балках.
| Спецификация | Консольный | Портал |
|---|---|---|
| Всего Оси | 7 induction + (6-осевая рука 13 outrack) + (6-осевая рука 13 outrack) | 8 (6-осевая рука × 1 — 2 + внешняя) |
| Ширина покрытия (ось Y) | До ~3,7 м | Мостовая колея 6 м+ |
| Высота Достижение (ось Z) | ~2,2 м (подъемная колонна) | 3 — типичный м |
| Длина пути (ось X) | 3 — м стандарт | До 30 м (модульные 4 м секции) |
| Повторяемость рук робота | ±0,05 мм (ISO 9283) | ±0,05 мм (ISO 9283) |
| Позиционирование внешней оси | ±0,10 мм (гусеница/колонка) | ≤0,10 мм (мост по оси Y) |
| Вариант с двумя роботами | Редко (возможны параллельные столбцы) | Стандарт (обе стороны моста) |
| Доступ на пол | Открыть (односторонний столбец) | Ограничено двойными рельсами |
Ключевые моменты: Если цех сварочные заготовки шириной менее 4 м, то консольная система является лучшим решением Для погрузки открытого пола тогда консольная система также может быть лучшим выбором. для крупноформатного изготовления, то портальная система является лучшим вариантом (заготовка шириной более 6 м).
Если ширина заготовки превышает 4 м, то система с двумя роботами сократит время цикла.
Структурный дизайн и архитектура движения

Что разделяет а консольный сварочный робот от робота сварки портала - это просто механика того, как роботизированная рука достигает сварного шва. Один использует свес в одну колонну, другой перемещает вашу роботизированную руку по мосту с двумя рельсами. Это повлияет на ваше рабочее пространство, точность сварки и планировку цеха на каждой работе.
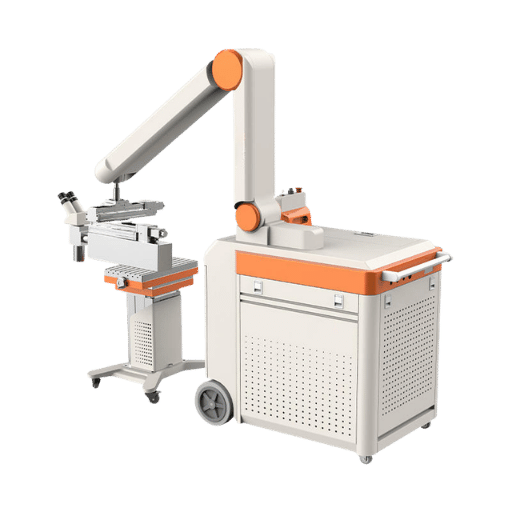
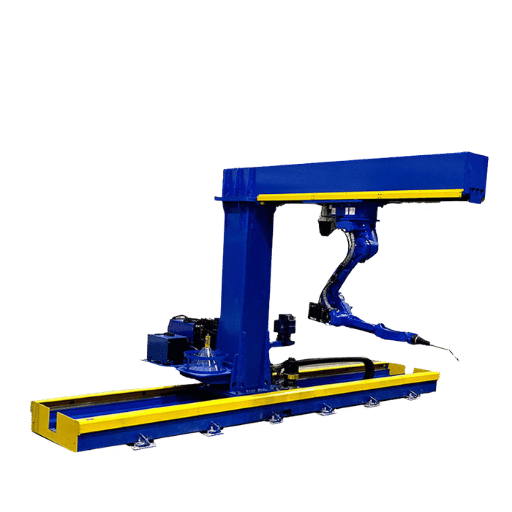
Консольная архитектура
Консольная система поддерживает руку робота из консольно закрепленной горизонтальной балки, которая проходит от одной вертикальной опоры, Ее опора расположена вдоль рельса основания пола (наземный рельс — X направление), а подъемный механизм на опоре смещает ее в вертикальном направлении (Z направление). Ее консольная балка смещает вертикальную опору в горизонтальном направлении (Y направление).
Шарико-винтовые приводы по осям Y и Z обеспечивают точный ход скольжения без люфта, а зубчато-реечный привод на наземном рельсе обеспечивает расширенный ход по оси X. На одной грани появляется только одна колонна, оставляя противоположную грань свободной для погрузки мостового крана или обслуживания вилочного погрузчика.
✔ Преимущества
- Открытый доступ на пол с трех сторон для погрузки крана
- Меньшая основа фундамента — основание одной колонны (одинарное основание колонны)
- Меньшая стоимость установки — меньше структурных анкеров
- Шариковинтовые Y/Z приводы обеспечивают точную и бесшумную работу
— Ограничения
- Отклонение луча увеличивается при полном удлинении Y
- Ширина покрытия ограничивается примерно 3,7 м, прежде чем качество сварного шва ухудшается из-за провисания.
- Стандарт конфигурации с одним роботом (комплекс установок с двумя роботами)
- Высота ограничена стабильностью колонны
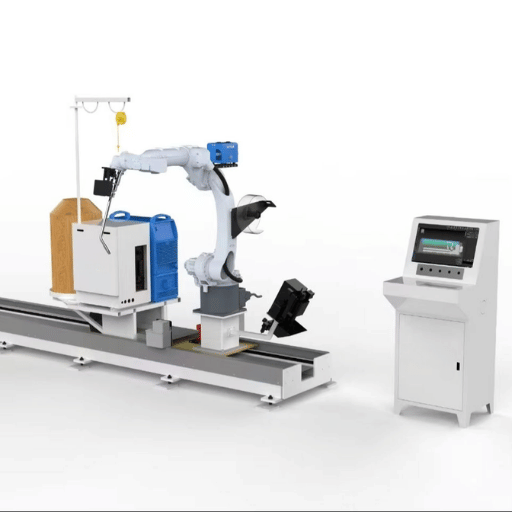
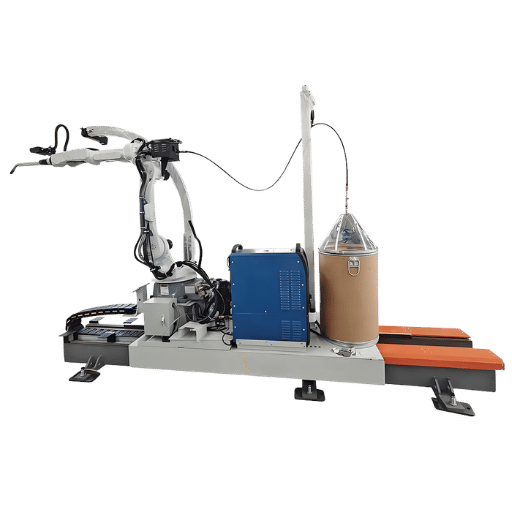
Архитектура портала
Система сварки портала использует поперечные балки い мостов, поддерживаемые двумя стойками, каждая из которых проходит по своему грунтовому рельсу. Каждая роботизированная ячейка, установленная либо над мостом, либо под ним, перемещается по оси Y параллельно пролету моста, в то время как сам мост перемещается по двойным рельсам по оси X; колонна на мосту обеспечивает движение по оси Z вверх и вниз.
Эта конструкция портала, имеющая мост, поддерживаемый на обоих концах, предлагает все преимущества большей собственной жесткости. движения на дальний путь (до 30 м) на оси X приводятся в движение шестерней-рейкой, в то время как шестерня-рейка или шарик-винт (в зависимости от длины пролета) для поперечного хода оси Y. Его двухрельсовая конструкция также упрощает установку робота, размещая его на каждой стороне моста, поддерживая сварку с двойной стороной на одном заготовке.
✔ Преимущества
- Двухопорный мост исключает прогиб балки
- Масштабируется до оси X 30 м с модульными рельсовыми секциями
- Монтаж на двух роботах является стандартным вариантом
- Более высокий Z-досягаемость благодаря жесткой конструкции верхнего погона
— Ограничения
- Двухрельсовый фундамент увеличивает стоимость и время установки
- Доступ на пол ограничен (загрузка только с торцов)
- Требуется более высокая высота потолка для просвета моста
- Большая площадь на станцию
📐 Инженерное примечание — Кантилеверное отклонение луча
Отклонение консольно закрепленного луча достигает кубической длины с длиной растяжения, При максимальном 3,7 м Y-расширении статический провис луча может составлять 0,3-0,5 мм в зависимости от поперечного сечения и нагрузки на плечо. достижения в консольных сварочных системах смягчают эту проблему посредством отслеживания лазерного шва - датчик триангулирует истинное положение шва и подает поправки на траекторию движения руки робота в режиме реального времени. Это сохраняет сварные швы верными, несмотря на прогиб конструкции.
Что запомнить: Консольная сварка - это лучше всего подходящий цех, чтобы обеспечить открытый доступ к полу и сваривать детали шириной менее 4 м. Портальная сварка лучше всего подходит для жесткого покрытия верхнего погона, возможности 2 роботов или перемещения по оси Y более 12 м.
Охват рабочего пространства и пропускная способность
Рабочее пространство ограничивает, какие заготовки вы можете сварить в заданной компоновке оборудования - и изменение положения этой заготовки убивает время цикла Оба типа роботов позиционируют шестиосный рычаг в любом месте своего рабочего поля, но форма и размер их рабочего диапазона сильно различаются.
| Размерность | Консольный | Портал |
|---|---|---|
| Ось X (по длине) | 3 — 1 м (одиночный рельс) | До 30 метров (двойные рельсы) |
| Ось Y (перекрестный ход) | До 3,7 м | 6 м+ (мостовая колея) |
| Ось Z (вертикальная) | ~2,2 м (подъемная колонна) | 3 — монтируемая на мостик колонна m (bridge-mounted column) |
| Минимальная высота потолка | 4 — м | 6 ƒ8 м |
| Доступ к подвесному крану | Полная колонка на одной стороне | Ограниченный мост обструкт |
Консольные системы хорошо работают для стандартных сталелитейных цехов, где мостовые краны доставляют и удаляют Н-образные балки и коробчатые колонны к внутреннему позиционеру, где они ожидают односторонних угловых сварных швов с полным проникновением по всей длине. Открытый трехсторонний доступ означает, что кран может устанавливать рабочие детали прямо на позиционеры, не сражаясь вокруг опор.
Портальные системы - единственный выбор, когда детали становятся шире, чем доходит рука кантилевера Корабельные панели, балки мостов, U-риб ортотропные секции палубы обычно достигают 6 метров в ширину и 20-40 метров в длину Корабельный судостроение сварочный робот на портальной раме можно закрывать эти пролеты без изменения положения - портальная направляющая проходит по всей оси X, а робот проходит по всей оси Y, сваривая по всей длине.
Еще одно соображение, о котором стоит подумать: высота потолка. портальные системы с подвесными роботами должны иметь высоту потолка минимум 6-8 м. Если верхняя часть вашего магазина ниже 6 м, консоль или портал с рамами на уровне пола могут быть единственным практичным выбором без структурных изменений.
Что запомнить: Сопоставьте рабочий объем робота с самой большой общей заготовкой Если 90% ваших сварочных задач меньше 3,7 м на 12 м, консоль продаст вам этот объем по более низкой цене Если вы часто работаете шире 4 м или длиннее 12 м, лучшим вложением будет портальная система.
Точность сварки и качество результатов
На точность роботизированной дуговой сварки влияет множество факторов - но задействованы две команды осей движения: сама рука робота с 6 осями и внешние оси (колонны, гусеницы, мосты), которые позиционируют руку. Определение того, какой компонент учитывает, какой уровень точности предотвращает распространенные заблуждения о точности портала и кантилевера.
Повторяемость рук робота — идентична на обеих платформах
На основе метода испытаний ISO 9283 повторяемость 6-осевой руки робота в 5 конфигурациях с 30 испытаниями каждая обеспечивает повторяемость 0,05 мм независимо от того, установлен ли робот на консольном или портальном роботе. Тип крепления не имеет значения - внутренние оси, редукторы и энкодеры робота подтверждают, что его целевые показатели производительности не меняются в зависимости от внешних осей.
Точность внешней оси — где возникают различия
Однако внешние оси рассказывают другую историю Мост портала оси Y (поддерживается на обоих концах и синхронизируется на каждом конце сервоприводами мастер/подчиненный (поддерживается точность 0,10 мм по всей длине 6+м. Балка оси Y консольного рычага (поддерживается только на одном конце и выдвигается через плечо или фланец “lose прогибается 6-8 мм при полном выдвижении. (Это статический структурный прогиб, а не сервокалибровка или проблема точности оси.)
Если сварное соединение включает в себя несколько проходов над толстой (>20 мм) пластиной, что требует, чтобы каждый последующий проход находился в пределах 0,5 мм от предыдущего, оба решения без проблем обеспечивают надлежащую точность. Каждый контроллер робота экономит обученный путь; рука робота повторяет его с точностью 0,05 мм независимо от типа внешней оси.
📐 Инженерное примечание — возможность повторного использования по сравнению с точностью
Точность (насколько близко конечная позиция к заданной позиции) и повторяемость (заданная роботом позиция к фактическому окончательному положению повторяется 200 раз в пределах 0,05 мм) являются отдельными факторами. Для сварки повторяемость - это то, что действительно имеет значение — потому что обучение осуществляется путем “jogging к шву, а не по координатам,”, как консольная, так и портальная системы имеют одинаковые результаты качества сварки; рычаги, обеспечивающие движение, идентичны.
💡 Распространенное заблуждение: “Консольные роботы менее точны”
Без сомнения, консольный луч “deflects” на 6 м удлинение (но полностью интегрированные датчики отслеживания лазерного шва определят реальное положение сварного шва и непрерывно повторно расправляют робота соответственно. когда используется отслеживание шва, точность сварного шва “self” составляет 0,02 мм другими словами: отклонение не равно погрешности сварки. магазины, работающие на консольных системах, постоянно проходили сторонние совместные проверки качества.
Обе системы должны соответствовать ИСО 10218-1:2025 параметры безопасности, а также должны соответствовать спецификациям AWS D16.1M для роботов для дуговой сварки. периметр безопасности и системы блокировки работают одинаково с любой конфигурацией; это определяется общим объемом машины, а не структурой.
Ключевое сообщение: плечо может повторять — до 0,05 мм — одинаково хорошо либо на консольном рычаге, либо на портале. сделайте выбор на основе объема рабочей ячейки и скорости потока сигнала, которые вам нужны для требований к пропускной способности — не проблемы точности сварки — производительность и качество будут неизменными в двух вариантах, когда отслеживание шва будет на месте.
Стоимость, установка и график рентабельности инвестиций
Хотя капитализация системы часто является первым вопросом, с точки зрения производительности вы действительно должны рассматривать проблемы установки, а также возврат инвестиций. Вот хорошее приближение для типичной системы робота для сварки стали.
| Категория затрат | Консольный | Гантри (одиночный робот) | Гентри (двойной робот) |
|---|---|---|---|
| Робот-станция | $60K — $120K4T60K | $80K — $150K | $150K — $250K+ |
| Источник сварочного питания | $8K — $25K | $8K — $25K | $16K (×2) $50K (×2) |
| Фундамент Работа | Анкер пола + подушка колонны | Двухрельсовый фундамент | Двухрельсовая + подвесная конструкция |
| График установки | 2 ₽3 недели | 3 ₽5 недель | 5 ₽8 недель |
| Ежегодное обслуживание | $2 — $4K | $3 — $5K | $5 — $8K |
| Типичный период рентабельности инвестиций | 12 — 18 месяцев | 18 — 24 месяца | 18 — 30 месяцев |
Премия портала 20-30% над консолью обусловлена дополнительным рельсом, мостовой конструкцией и синхронизированным приводом Однако портал позволяет использовать двойные сварочные головки, поскольку оболочка сварочных работ была разделена на два выносных робота. Обработка выполняется с одинаковым темпом опережения (но одновременно выполняется вдвое больший объем работ), что сокращает срок окупаемости.
💡 Pro Совет — метод расчета ROI
Определите рентабельность инвестиций в сварочный робот по этой формуле: (Годовая экономия труда + экономия материалов + сокращение доработки) Общая стоимость системы = Время окупаемости Экономия труда может быть получена путем сравнения почасовой стоимости 2-3 сварщиков вручную (включая льготы и оплачиваемые сверхурочные) со стоимостью одного робота-оператора. Экономия материалов достигается за счет меньшего количества брызг и более равномерной подачи проволоки, сокращение доработки может достигать 15-30% для цехов, переходящих от ручной сварки к роботизированной Станция сварочного робота для стальной конструкции в две смены будет амортизироваться быстрее, чем станция с одной сменой.
Другое соображение - сложность установки. для кантилевера требуется подушка для бетонного анкера в основании колонны плюс ровная равнина внутри рельсов い 2-3 недели от корабля до сварки. для портала требуется фундамент, отлитый через полные допуски на 1 мм от оси X, плюс структурные работы для подвесного моста, если робот установится под ним. Разрешить 3-8 недель.
Эмпирическое правило: консольные станции дают вам более низкие начальные затраты и более быструю АМОРТИЗАЦИЮ (12-18 месяцев), в то время как портальные станции стоят дороже авансом и с большей вероятностью будут лучшим выбором, когда в процесс производства и сварки необходимо вплести крупный продукт. Максимальное использование цеха за счет производительности двух роботов в сочетании с веб-дорожками может свести к минимуму механическую логистику, чтобы получить максимальную отдачу от работы, не жертвуя при этом самой короткой окупаемостью.
Как выбрать структуру решений —
Начиная с ваших максимальных размеров заготовки и сколько вы хотите произвести в кратчайшие сроки, задайте эти 5 вопросов. роботизированные сварочные решения меньше о форме и больше о функции — потому что нет двух одинаковых магазинов и лучший производитель стали всегда получает работу. гарантируя, что вы ничего не сравниваете, но яблоки лучше всего улучшают рентабельность инвестиций и минимизируют недостаточные/чрезмерные инвестиции.
Контрольный список решений
- Каковы максимальные типичные размеры заготовок?Меньше 3,7 м (12 футов) в ширину и 12 м (40 футов) в длину консольно. шире 3,7 м и или более 12 м (40 футов) в длину Gantry.
- Какова ваша доступная площадь цеха и высота потолка? Меньше 6 м (18 футов) высота потолка Консольный или gantry.Больше 6 м (18 футов) для любой конфигурации.
- Вам нужна одновременная сварка одной стороной, сварка двумя сторонами или автоматическая смена сварки двумя сторонами?Односторонняя — консоль. Двусторонний робот-близнец — портальность.
- Какова ваша среднемесячная добыча в тоннах?Меньше 200 т/месяц — одиночная консольная станция.Максимизировать по времени коэффициент более 200 т/месяц — несколько или козловые станции.
- Какой у вас бюджет меньше, чем $120K — консоль. между $120K и $250K+ — — одиночный или двойной).
Картирование приложений
Кантилеверные приложения
- Филе сварки H-beam
- Сборка коробочной колонны
- Кронштейны и пластины жесткости
- Сварка опалубочных панелей
- Заготовки шириной менее 4 м
Приложения Gantry
- Сварка балок моста
- Сварка панелей и секций корпуса корабля
- У-риб ортотропных секций палубы
- Большой узел пластинчатой балки
- Приложения, требующие работы с двумя роботами
Когда магазин использует консоль для производства стандартных продуктов и добавляет портала позже, когда будут получены контракты на крупные производства, он инвестирует в обе системы для максимальной адаптируемости с минимальными капиталовложениями. Оба роботизированных решения не обязательно являются конкурентами, поскольку магазин, в котором работают как консольный сварочный робот, так и портальный сварочный робот, удовлетворит производственные потребности 99% практически по любому контракту.
Автоматизированные системы в каждом форм-факторе используют одни и те же источники питания, проводные фидеры и системы управления — перевод навыков оператора - это 100% передаваемая система робота Когда вы добавляете вторую систему на свою производственную линию, вашим сотрудникам не нужно будет учиться программировать и управлять совершенно новой системой.
Получите рекомендации по настройке для вашего магазина
Нужна индивидуальная расценка? свяжитесь с одним из наших технических представителей с размерами заготовок, ежемесячными производственными номерами и планировкой вашего предприятия, в течение 48 часов мы проконсультируем ваши варианты конфигурации и подготовим ценовое предложение.
Ключевые выводы: начиная с размера вашей заготовки и высоты потолка — только эти два фактора сузят выбор до 1 или 2 конфигураций. Отсюда — рассмотрите свой объем и бюджет, чтобы принять окончательное решение.
Об этом сравнении
Чжоусян поставляет оборудование для автоматизации сварки с 1991 года и выполнил более 1000 успешных проектов в более чем 50 странах. Наше сравнение основано на опубликованных отраслевых стандартах (ISO 9283, данные о развертывании IFR) и прямых испытаниях на отклонение консольной балки с помощью инженерных данных и жесткости портального моста на основе наших собственных производственных операций. Мы производим как консольные, так и портальные конфигурации и предоставляем рекомендации, основанные на технической пригодности конфигурации, а не на запасе продукции.
Часто задаваемые вопросы
В чем разница между консольными и портальными сварочными роботами?
Посмотреть Ответ
Консольный сварочный робот использует одноколонную конструкцию с консольной балкой, простирающейся горизонтально над заготовкой с одной стороны. портальный используется двухрельсовая мостовая конструкция, охватывающая заготовку и поддерживаемая на концах. Консольный аппарат предлагает открытый трехсторонний доступ и дешевле, тогда как портальный аппарат вмещает более широкие заготовки (6 метров+) и двухроботные конфигурации для одновременной сварки.
Может ли одна роботизированная станция обрабатывать обе конфигурации?
Посмотреть Ответ
Нет, консоль и портал являются совершенно отдельными структурными системами, которые не могут быть преобразованы из одной в другую - потребуется новая конструкция фундамента, рельса и внешняя структура оси. Однако оба типа используют один и тот же 6-осевой робот рука, источник питания и платформу управления, поэтому пользователь остается прежним.
Как рассчитать рентабельность инвестиций в систему сварочного робота?
Посмотреть Ответ
Рассчитайте свою ежегодную экономию на рабочей силе, материалах и переделке.Тогда возьмите стоимость вашей системы, включая оборудование, установку и обучение, и разделите экономию на ИТ-системы, использующие консольные конфигурации, обычно верните свои инвестиции в течение 12-18 месяцев. Модели портала, работающие в 2 смены, займут больше времени (18-30 месяцев), но обычно работают на более крупных и ценных заготовках. подробную разбивку затрат см. в нашем руководстве по затратам на сварочный робот.
Каковы различные типы сварочных роботов?
Посмотреть Ответ
Существует ряд различных категорий сварочных роботов, основанных на монтажной конфигурации: консольные (одноколонные боковые крепления), портальные или декартовы портальные (двухрельсовый мост), грунтовые рельсы (однорельсовые на земле, а не в подвесной конструкции), коботы (совместные роботы для небольших серийных применений).Эти типы лучше всего подходят для определенных размеров и объемов заготовок - дополнительную информацию, включая варианты грунтовых рельсов, см. в нашем руководстве по сравнению трех карт.
Подходят ли сварочные роботы для небольших производственных цехов?
Посмотреть Ответ
Да-особенно консольные конфигурации.Одна консольная станция на 3-6м грунтовом рельсе может быть размещена в пространстве размером всего 8мх5м. Большинство систем начинается от 1TP4Т60К с окупаемостью инвестиций, достигнутой в течение 12-18 месяцев даже при скромных объемах производства. что важнее всего, так это наличие достаточного количества повторяемой работы, чтобы оправдать программирование тайм-шопов, сваривающих одну и ту же цифру на аналогичных заготовках каждый день, увидеть самую быструю окупаемость.
В чем разница между картезианскими и портальными роботами?
Посмотреть Ответ
В промышленной робототехнике ‘Картезиан’ - это классификация роботов, которые перемещаются в линейной плоскости X,Y,Z, которая включает в себя портальные конструкции. Картезианский робот для сварки порталов имеет линейные внешние оси, такие как мост и рельсы, и маневрирует шарнирным 6-осевым роботом для сварочной горелки. В частности, ‘портал’ относится исключительно к конструкции двойных рельсов моста, термин ‘Картезиан’ относится к режиму движения. Хотя все роботы для сварки порталов декартовы, некоторые картезианские роботы, расположенные на более простых линейных направляющих, установленных на полу, не являются портальными конструкциями.
Связанные статьи
- Робот для сварки наземных рельсов, кантилеверов или порталов — трехстороннее сравнение
- Стоимость сварочного робота: полная разбивка на 2025 год
- Решения для автоматизации сварки стальных конструкций
- Морские и судостроительные сварочные роботизированные системы
- Консольный сварочный робот — спецификации продукта
Ссылки
- Отчет IFR World Robotics 2025 международная федерация робототехники
- Стандарты робототехники – О. Министерство труда США
- Испытание производительности ISO 9283 Документация RobDK
- Требования безопасности роботов ISO 10218-1:2025 Международная организация по стандартизации
- AWS D16.1M/D16.a: Безопасность роботизированной дуговой сварки 2018 года – Блог
- ANSI/A3 R15.06-2025 Безопасность роботов Ассоциация продвижения автоматизации


