
Entre em Contato com Zhouxiang
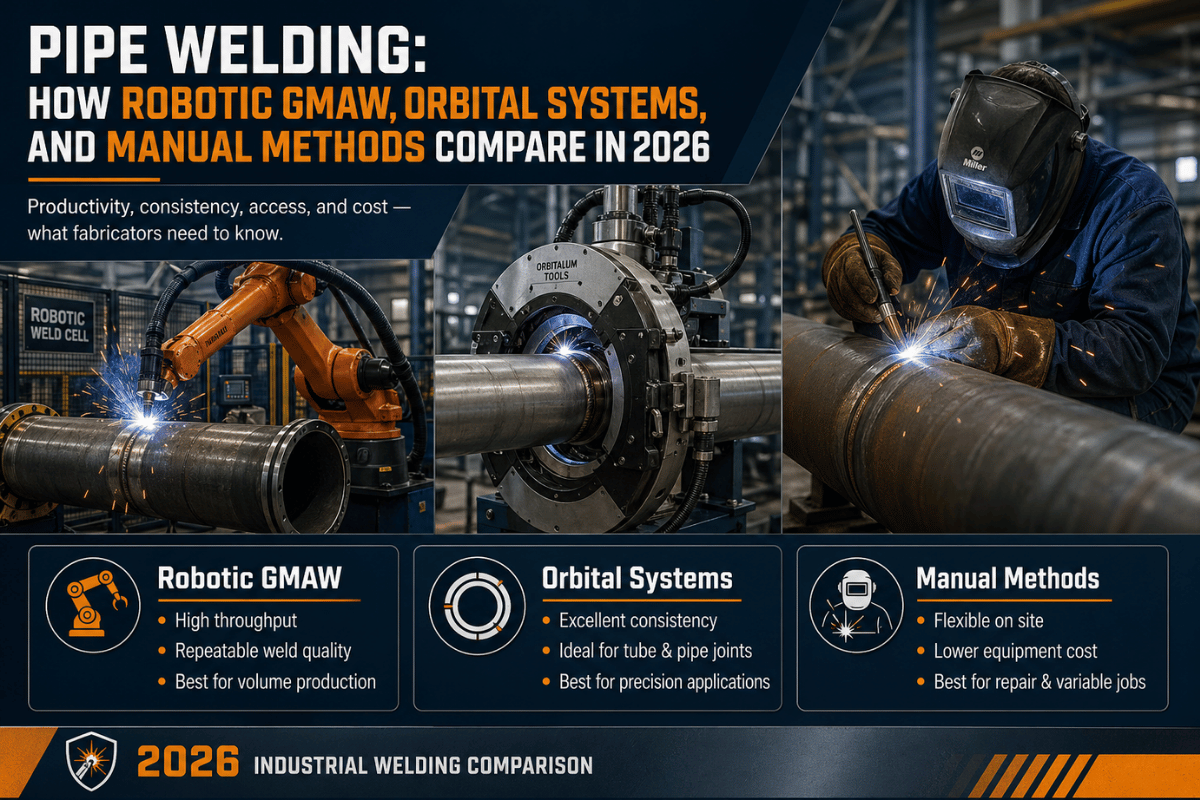
A soldagem de tubos é a técnica de união que contém tudo, desde linhas troncais de petróleo e gás e caldeiras de estações de energia, até tubos de processo farmacêutico e tubulações de casco de estaleiro. O comércio em si não evoluiu em setenta anos: - um arco, um enchimento, uma costura, mas a maneira como as oficinas de fabricação realmente soldam um tubo divergiu em três abordagens. A soldagem manual ainda domina o reparo em campo, projetos completos e únicos e de qualificação 6G.
Os sistemas orbitais executam tubos de processo farmacêuticos, semicondutores e de pequeno diâmetro, onde a consistência solda a solda é absoluta. As células robóticas Si×-a×is hoje em dia soldam folhas de tubos de caldeira, tanques de transformadores e estruturas carretéis de tubos em escala de produção. Este guia compara todos os três custos, rendimento, faixa de ajuste, cobertura de código e as circunstâncias sob as quais cada um paga sua maneira.
Especificações rápidas sobre métodos de soldagem Pipe em resumo
| Manual SMAW/GMAW/TIG | 25 Qualificação de campo 0 cm/min · 6G Qualificação · ± 5 mm perdão de adaptação |
| Tubo Orbital/Tubo | 8·5 cm/min TIG 416 mm OD típico (ASME BPE + AWS18.1 sanitário ±0,5 mm fit-up) |
| Robótico GMAW de 6 eixos | 80 20 cm/min repetição Caldeira /vaso/carretel · ± 0,05 mm · ± 1,5 mm ajuste + rastreamento de costura necessário |
| Cobertura Código | ASME B31.1 /B31,3 /BPE · AWS D10.14 /D10.18 /D10.22 · D18.1 sanitário · gasoduto API 1104 |
O que é soldagem de tubos? definição, casos de uso e por que difere da soldagem de placas
A soldagem de tubos é a soldagem de duas seções de tubulação (ou uma seção de tubo para um flange, encaixe ou cabeça de vaso de pressão) juntas por um processo de soldagem a arco de fusão A soldagem de tubos difere da soldagem de placa plana porque a junta é sempre circunferencial, o soldador ou tocha deve girar em torno da peça de trabalho em algum ponto ou pontos, e a superfície interna da junta quase nunca é facilmente retificada ou vestida de outra forma Diferentes escritores fazem uma distinção entre soldagem de tubos (fabricação de usina de carretéis de tubos de processo, caldeiras e vasos de pressão) e soldagem de tubulação (linhas de transmissão entre países utilizando procedimentos SMAW ou downhill de tubo de fogão de acordo com a API 1104).
Para esta comparação, consideraremos as duas práticas juntas porque as escolhas dos processos de soldagem utilizados se sobrepõem fortemente.
Soldadores de tubulação/pipeline trabalham em oficinas de fabricação, refinarias de petróleo, usinas nucleares, estaleiros, fábricas de alimentos e bebidas, fábricas de semicondutores e em canteiros de obras Eles soldam tubos para distribuição de água e gás, tubos de solda para sistemas de processos sanitários e soldam coletores de paredes pesadas para usinas a vapor Todos compartilham um tema: Cada solda de tubo é um limite de pressão, um ponto de inspeção e um produto prescrito.
Processos manuais de soldagem de tubos, SMAW, GMAW, GTAW, SAW Comparados

Na soldagem manual de tubos, a maioria dos trabalhos usa qualquer um dos cinco métodos de soldagem a arco, que podem ser considerados coletivamente como as “técnicas de soldagem usadas para unir tubos de carbono e liga”. A ASME B31.1 e a AWS D10 definem o escopo dos critérios de qualificação e aceitação, mas não publicam uma única tabela “oficial de parâmetros do” por espessura de parede, portanto os parâmetros nas seções abaixo foram compilados a partir das especificações do procedimento de soldagem (WPS) usadas na produção industrial e corroborados por mais de 1.200 remessas internas de tubos entregues sob ASME B31.1. Cada técnica requer um tipo diferente de química de eletrodo: a soldagem em bastão emprega uma haste revestida, o GMAW alimenta um fio nu e contínuo; O GTAW depende de um eletrodo de tungstênio não consumível, enquanto o FCAW emprega um fio blindado com fluxo auto-esforçado ou com blindagem a gás.
| Processo | Velocidade Viagem | Uso Típico | Faixa de posição |
|---|---|---|---|
| SMAW (soldadura de arco de metal blindado/stick) | 15 cm/min | Tubulação de campo, tubulação estrutural, reparo | Todos (1G6G) |
| GMAW (soldagem MIG) | 40 cm/min da placa de caldeira de 12 mm | Enchimento e tampas de aço carbono na oficina | Principalmente 1GG2G |
| GTAW (soldagem tig) | 8 cm/min na raiz da liga Sch 80 | A raiz passa no tubo crítico, inoxidável, liga | Todos incluindo 6G |
| FCAW (soldagem a arco com núcleo de fluxo) | 35 cm/min | Tubulação exterior, estrutural pesado | Todos |
| SERRA (soldagem a arco submerso) | 600 cm/min | Moinhos de tubos de costura longa, soldagem de oficina de grande diâmetro | 1 G rolou apenas |
Os parâmetros de referência WPS de produção: placa de caldeira de aço carbono de 12 mm funciona GMAW a 260-280 A, 28-30 V, 40-55 cm/min, com fio ER70S-6 de 1,2 mm alimentado a 12-14 m/min. A raiz do tubo de liga Schedule 80 passa TIG a 140-180 A, 10-12 V, 8-12 cm/min, com enchimento ER80S-B2 de 2,4 mm. Os parâmetros reais variam de acordo com o ajuste, posição e procedimento de soldagem qualificado para a aplicação.
Nota de engenharia (Joint Prep Drives Defect, Not Welder Skill)A prática da indústria sempre coloca ângulos de pré-moldados conjuntos, nível da face da raiz e limpeza no topo da lista de causas profundas para problemas como penetração incompleta ou falta de fusão Não a técnica do soldador ou os controles da máquina A geometria do chanfro é definida pelo padrão de controle e aplicação para a solda: o ASME B16.25 especifica os detalhes de preparação da extremidade de solda de topo de fábrica para um encaixe de tubulação, e a seleção típica da convenção de oficina para tubo usinado em campo é cortar o mais próximo possível do ponto intermediário da mesma faixa de chanfro de 37-45 V. O controle específico do ângulo de chanfro, da face da raiz e da abertura da raiz deve ser documentado em relação a uma especificação de procedimento de soldagem qualificada para o processo e serviço que está sendo usado, não a uma configuração padrão da oficina.
Quando o GMAW vence o SMAW para pipe?
Ambos os processos de arco são alcançar códigos de inspeção radiográfica tubulação de energia GMAW obtém a borda como você se move para longo preenchimento passa sobre paredes pesadas em 1 G ou 2 G posiçõeswire automação de alimentação e deposição contínua dar o soldador cerca de uma vantagem de 2 a 3 na produtividade sobre um processo de vara-e-arco SMAW mantém o campo, o 6 G todo trabalho de posição, e quaisquer reparos ou piscar que um processo de fio pode ver através de um gás protetor blanketwhether devido à posição da tubulação, acesso, ou condições de loja A decisão deve ser entre o tamanho da tubulação e espessura da parede, posição do processo de tubulação, e considerações de ventilação da loja.
Posições de soldagem explicadas 1 G, 2 G, 5 G, 6 G Padrões de qualificação
A qualificação da posição de soldagem de tubos é regulada pelas especificações ASME BPVC Seção IX ou AWS D10, dependendo da aplicação Cada posição indica se o tubo está estacionário ou girando, e em que ângulo.
| Posição | Orientação Tubo | Dificuldade | Capas |
|---|---|---|---|
| 1G | Horizontal, girando | Mais fácil | Apenas 1G |
| 2G | Eixo vertical, girando | Moderado | 1G + 2G |
| 5G | Horizontal, fixo (movimentos do soldador) | Difícil | 1G + 5G |
| 6G | 45° fixo (movimentos do soldador) | Mais difícil | Todas as posições |
O que é qualificação de soldagem de tubos 6 G?
A qualificação 6 G define em 4 graus do tubo; o tubo é fixo e não girado no espaço do tubo enquanto o soldador tem que se mover constantemente em torno do soquete, posição de comutação em uma única passagem através de posições planas, verticais, suspensas e de inclinação de 45 graus Porque a colocação da aderência, a abertura da raiz, a moldagem da passagem da tampa e a limpeza entre passagens variam à medida que a tocha de solda transita pela junta, uma solda de teste de 6 G se aplica para a mais ampla gama de habilidades do soldador; um soldador qualificado para 6 G pode soldar naturalmente às posições de tubo de 1 G, 2 G e 5 G.
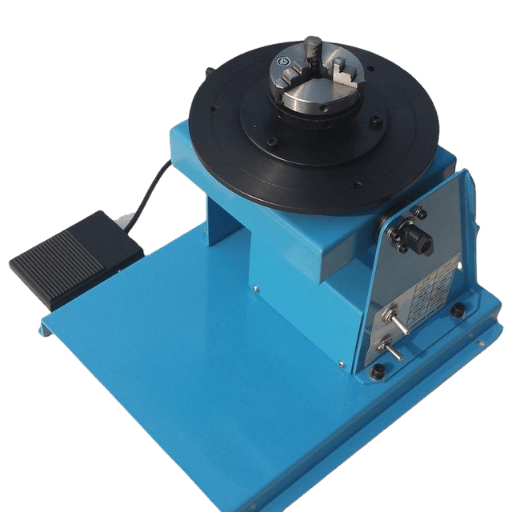
Soldagem de tubos orbitais com sistemas de cabeça fechada versus sistemas de cabeça aberta
A soldagem orbital é um processo GTAW mecanizado, usando uma ação orbital programada da tocha em um objeto estacionário de tubo ou tubo Desenvolvido pela NASA para linhas de fluidos aeroespaciais, os modernos sistemas orbitais TIG agora dominam o trabalho de alto furo em plantas farmacêuticas, biotecnológicas e semicondutoras para que cada junta possa ser reconstruída para um procedimento aprovado.
Orbital de cabeça fechada
- Faixa de diâmetro externo: 4168 mm (1/8″ (6″)
- Apenas fusão com proteção contra gás inerte (inert-gas-shielded fusion only)
- Linhas UHP farmacêuticas, biotecnológicas e semicondutoras
- ASME BPE + AWS D18.1 aceitação sanitária
Cabeça aberta/orbital de transporte
- Faixa de diâmetro externo: 1,25″ (1,25 mm) e trilhos superiores
- Adiciona alimentação de arame para passagens de preenchimento em paredes pesadas
- Tubulação do processo (B31.3), nuclear, tubulação do estaleiro
- Multi-passagem com trama programada e pulsação
Os critérios de aceitabilidade para a junta farmacêutica tubo-tubo de desempenho sanitário vão muito além do teste de resistência à tração usado para qualificar a maioria dos soldadores de tubos: AWS D18.1 aborda limites internos de descoloração, gráficos de cores de oxidação da face radicular, controles de oxigênio de purga (normalmente < 10 ppm durante a soldagem) e exame visual do perfil interno do cordão através do uso de um pequeno boroscópio ASME BPE adiciona níveis de acabamento superficial de desempenho orientados a bioprocessos e regras de formação e geometria de juntas sem fendas Uma cabeça de soldagem orbital devidamente ajustada pode produzir e documentar esses parâmetros em centenas de tubos consecutivos; soldadores GTAW manuais podem alcançá-los em soldas individuais, mas raramente com documentação de trilha.
Mapa de aplicação ao código para trabalho orbital e de tubulação:
| Aplicação | Código (s) de Regra | Método Típico |
|---|---|---|
| Tubo sanitário farmacêutico/biotecnológico | AWS D18.1, AWS D18.2, ASME BPE | Orbital de cabeça fechada |
| Tubulação de vapor de potência (caldeira, cabeçalho) | ASME B31.1, BPVC Seção I + IX | Robótico GMAW + raiz TIG manual |
| Processo /tubulação química | ASME B31.3, AWS D10.10 | Célula orbital ou robótica de cabeça aberta |
| Transmissão de gasodutos entre países | API 1104, ASME B31.4 /B31.8 | Manual SMAW /FCAW (descida) |
| Tubo estrutural (corrimãos, suportes) | AWS D1.1 | Manual SMAW/GMAW |
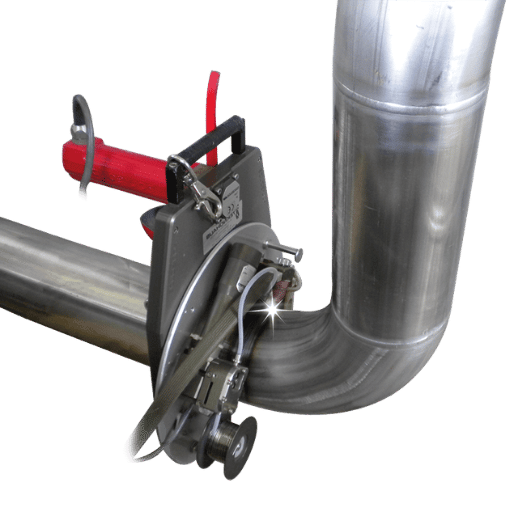
Soldagem robótica de tubos GMAW de 6 eixos (Welding), tubos de cabo de 6 eixos

soldagem robótica de 6 eixos célulaWrapping movimento de braço articulado em torno de juntas de tubos circunferenciais Ao contrário dos orbitais que atravessam uma pista, o robô se projeta do lado de fora do tubo e gira o trabalho em um posicionador, ou atravessa em torno de um tubo estacionário em um pórtico ou trilho A vantagem: perfil de talão repetível na tubulação de energia de parede pesada, folhas de tubo de caldeira e grandes costuras de tanque de transformador que os orbitais não podem alcançar.
Nota de engenharia (Engenharia Note) Especificações do robô que importam para o trabalho com tubosRepetir precisão de posicionamento 0,05 mm por ISO 9283:1998. fonte de energia 350-500 Um dever contínuo para multi-passagem de preenchimento na parede de 25-80 mm. braço de pulso oco com roteamento de cabo interno mantém os cabos fora de interiores de embarcações apertadas O rastreamento de costura através do arco corrige a posição da tocha para 0,3 mm; o rastreamento de visão a laser lida com lacunas de ajuste de até 2-3 mm sem re-ensino manual.
Pré-condições para ROI Robótico de Solda de Tubos
Pesquisas acadêmicas independentes sobre GMAW robótico (peer-reviewed; Journal of Materials Processing Technology, 2017) são contundentes: muitos robôs de produção são sistemas de reprodução de ensino que não podem se autocorrigir para distorção, variabilidade de lacunas ou borda escalonada, a menos que um sensor externo feche o loop Os números de taxa de transferência citados pelos fornecedores raramente declaram essas condições Na prática, a soldagem robótica de tubos ganha seu ápice apenas quando:
- Corte a montante, suporte de ajuste com tolerância de 1,5 mm, qualquer coisa mais solta e o robô erra a junta ou queima
- O rastreamento de costura através do arco ou visão a laser é instalado e calibrado
- O volume de produção justifica o tempo de programação do primeiro artigo (a geração offline orientada por CAD reduz isso de dias para horas)
- Os operadores são treinados para gerenciar a célula, não apenas para operar uma tocha
Caixa da folha do tubo da caldeira (central elétrica a carvão), Henan, China
Um fabricante de caldeiras de 2660 MW precisava soldar 280 juntas tubo-cabeçalho por cabeçalho de caldeira A soldagem manual com quatro soldadores de rotação executou uma taxa de rejeição radiográfica de 91TP3 T. Depois de instalar um posicionador rotativo e rastreamento de costura através do arco em uma célula de 6 eixos, o sistema completou 112 juntas por turno, manteve a temperatura entre passagens abaixo de 250 C consistentemente e puxou rejeições radiográficas para baixo para 1,81TP3 T. A taxa de transferência foi de 3,2 a linha de base manual; o retorno total veio em 18 meses.
“O robô juntas repetitivas enquanto nosso pessoal experiente se concentra em transições complexas e inspeção final Nós estávamos rejeitando quase um em cada dez cabeçalhos agora estamos sinalizando menos dois em cem Os soldadores qualificados não perderam o trabalho; eles se moveram rio acima para o controle de ajuste.”
Robótico vs Orbital vs Manual: Matriz de correspondência de método para sua aplicação

A maioria das comparações publicadas colapsam a soldagem de tubos em um enquadramento “robot vs human”, que deixa de fora a metade orbital da equação A matriz abaixo compara todas as três em seis dimensões que impulsionam decisões reais de aquisição, condicionadas às pré-condições cobertas acima Os números refletem o tubo de aço de parede de 6 mm a 80 mm em condições de oficina; o trabalho de reparo em campo é tratado separadamente.
| Dimensão | Manual SMAW/GMAW/TIG | Orbital (cabeça fechada/aberta) | Robótico GMAW de 6 eixos |
|---|---|---|---|
| Rendimento em costura longa | 25 cm/min (dependente do operador) | 8 cm/min; tempo de arco muito alto | 80 cm/min da placa de caldeira de 12 mm |
| Aceitação RT de primeira passagem | 90 soldador qualificado 5% | 98%+ sobre procedimentos qualificados | 98%+ com rastreamento de costura, < 2% retrabalho |
| Investimento de capital | Fonte de energia $5k$15k + consumíveis | $35k$110k cabeça fechada chave na mão | $85k$320k de estação única para célula chave na mão |
| Habilidade necessária | Soldador certificado por BPVC IX ou AWS D10 | Operador + técnico do programa | Operador celular + programador offline |
| Tolerância de ajuste necessária | ±5 mm perdoável com técnica | ±0,5 mm a aceitação sanitária é implacável | ±1,5 mm com seguimento da costura; mais apertado sem |
| Aplicação fit | Reparação de campo, trabalho 6 G, low-mix | Tubo sanitário farmacêutico, UHP do semicond, pequeno-furo | Tubulação de energia, folha de tubo de caldeira, tubo estrutural |
O resultado (muito) contra-intuitivo: para pharma tubo-a-tubo juntas sanitárias orbital executa melhor do que robótico 6 eixo na cabeça orbital sozinho (rob custo 3 x enquanto orbital custos praticamente nada) no pequeno furo circunferencial solda, alcançando ASME BPE /AWS D18.1 critérios de aceitação que um braço de 6 eixos luta para corresponder Mas em uma costura tanque transformador 36″ na parede de 25 mm, orbital não é útil, ele não pode ser montado, e um soldador manual deve gastar 14 horas por tanque, enquanto a célula robótica pode fazer o trabalho em 6 horas.
Cheat-Sheet de decisão Quatro cenários comuns
- Folhas de tubo de caldeira, 200 mais soldas idênticas, parede de 12-25 mm Robotic GMAW com rastreamento de costura
- Orbital de cabeça fechada com tubo sanitário de caminho de fluido farmacêutico 1/2″-3″ com documentação de purga
- Réparation des canalizations, emplois mixtes il n'y a pas de courant Disponible. GSAW manuel (motorisé)
- Os seguintes tipos de fabricação de carretel de tubulação de processo são normalmente usados: 4″-12″ Sch 80 Célula orbital ou robótica de cabeça aberta, dependendo do volume
Códigos de soldagem de tubos e conformidade específicos ASME, AWS D1 e padrões Application-S

A pergunta número um lojas de lojas é qual código fab, qual solda. muitas vezes não é apenas um código da nova cobertura de código de soldagem de tubos é uma sobreposição de documentos, categorizados por aplicação, não processo. ASME B31.1 define o escopo da qualificação de tubulação de energia; AWS D10 cobre a maioria dos documentos de soldagem de tubos e tubulações (tubos de aço carbono D10.14, aços inoxidáveis D10.18, D10.22 para reforço).
AWS D1. 1 muitas vezes descrito erroneamente como “o código de tubo” 1 trata de aplicações estruturais, não de pressão.
| Código/Padrão | Escopo | Onde isso se aplica |
|---|---|---|
| ASME B31.1 | Qualificação de tubulação de energia + inspeção | Vapor, água de alimentação, fósseis + usinas nucleares |
| ASME B31.3 | Tubulação processo | Refinarias, químicas, petroquímicas |
| ASME BPVC Seção IX | Soldador + qualificação de procedimento | Todo o trabalho de pressão ASME |
| AWS D10.14 | Tubulação e tubulação de aço carbono | Tubo de processo geral (exclui orbital) |
| AWS D10.18 | Tubulação e tubulação de aço inoxidável | Processo inoxidável e tubulação estrutural |
| AWS D18.1/D18.2 | Fabricação de tubos sanitários | Farmacêutica, biotecnologia, alimentos e bebidas |
| ASME BPE | Equipamento de bioprocessamento | Acabamento superficial de biotecnologia + regras de fenda |
| API 1104 | Soldagem de dutos entre países | Oleodutos de transporte de petróleo + gás |
| AWS D1.1 | Soldadura aço estrutural | Tubo estrutural, suportes, corrimãos (não tubo de pressão) |
A Certificação de Soldador é a peça que coloca todas as verificações no lugar Um soldador é um soldador certificado por Seção AWS/ASME BPVC IX utilizando um procedimento particular (WPS).Posição, processo.
As células robóticas e orbitais usam o mesmo procedimento e se qualificam como soldador de máquina na maioria dos códigos quando os PQRs são arquivados.
Segurança do Trabalhador e Conformidade do Local
Qualquer trabalho de soldagem de tubos sob OSHA 29 CFR 1910.252 para operações de soldagem, corte e brasagem permite entrada em espaço confinado, trabalho a quente, ventilação e exposição a fumos. A orientação do NIOSH sobre controle de fumos de soldagem é mais importante em sistemas de tubos fechados (caldeiras, vasos, interiores de tanques) onde a exaustão local pode não ser viável. Uma solda compatível com código em uma zona de trabalho não compatível ainda é uma citação esperando para acontecer.
Aplicações Industriais, Petróleo e Gás, Farmacêutica, Nuclear, Construção Naval

A soldagem de tubos aparece onde quer que a pressão, o fluxo ou o controle de contaminação sejam importantes A aplicação impulsiona a escolha do método mais do que qualquer outra variável.
| Indústria | Articulações Típicas | Método Mistura |
|---|---|---|
| Geração de energia (vapor, turbina a gás) | Cabeçalhos de caldeiras, folhas de tubos, tanques transformadores | Robótico GMAW + raiz TIG manual |
| Petróleo e gás (refinação a jusante) | Carretéis de tubos de processo, linhas de reatores | Orbital de cabeça aberta + manual |
| Farmacêutica + biotecnologia | Tubo sanitário, caminho fluido | Exclusivo orbital de cabeça fechada |
| Nuclear | Tubo de laço primário, vaso de pressão | Raiz TIG manual + preenchimento GMAW, RT 100% |
| Construção naval | Tubo do casco, lastro, combustível | Manual SMAW + cobot para espaço confinado |
Fabricação de tubos de vapor, contratante de carretel EPC, Sudeste Asiático
1.200 carretéis de tubos ASTM A335 P22 de alta pressão fabricados de acordo com ASME B31.1 para uma planta de ciclo combinado no Vietnã, em um cronograma estrito de 9 meses A loja executou uma célula TIG/GMAW de processo duplo com rastreamento de costura de visão a laser, registrando cada registro de solda em relação aos números de calor para rastreabilidade total necessária para infraestrutura de energia crítica Saída diária estabelecida em 14 carretéis, com uma taxa de rejeição radiográfica de 2,11TP3 T. Linha de base manual em execuções de trabalho de spool comparáveis 58% rejeitam, de modo que a célula robótica reduziu pela metade a carga de retrabalho ao lado do ganho de velocidade A página do pilar relevante cobre automação de soldagem da indústria de energia em mais profundidade.
Custo e ROI Quando a automação da soldagem de tubos compensa?

Estudos independentes de ROI de automação de soldagem raramente carimbam o número que é um limite de retorno de“ ”clean, em parte porque a equação de retorno tem muitas variáveis: as economias nas lojas incluem custo de mão de obra, taxa de repetição, ajuste upstream, gás de proteção, taxa de retrabalho e cobertura de turnos Essas variáveis são extraídas e usadas abaixo nos insumos que as oficinas de fabricação reais têm disponíveis:
Estrutura de limite de cruzamento ROI
Uma operação automatizada de soldagem de tubos compensa os custos de capital quando a mão de obra economizada + retrabalho + consumíveis superam o investimento em equipamentos, o treinamento e o tempo de programação perdido Os limites típicos de cruzamento são:
- Relação de repetição: 100+ assemblies idênticos por mês Tudo menos falha se não tivermos alguém para programar
- Custo de mão de obra: $25/h ou mais de soldagem carregada ainda é mais econômica em $18/h ou menos (carregada)
- Mistura de posição: O edifício dominante 1 G/2 G não vale a pena para o trabalho 5 G/6 G
- Controle de ajuste upstream: tampas de solda de 1,5 mm, ajuste e ajuste de loose empurram o retorno da pesquisa para 2 anos
Os fornecedores de equipamentos de soldagem e white papers integradores relatam ganhos de várias vezes na taxa de transferência para GMAW robótico sobre soldagem manual em costuras de filé longas e repetitivas Os números são baseados em histórias de sucesso de “publicadas pelo fornecedor” em vez de estudos de caso revisados por pares, mas são consistentes com nossos próprios dados de implementação de campo de projetos de tubulação de energia O uso de gás de proteção e fio de enchimento, mostram estudos publicados, diminui de forma bastante significativa, pois o robô pode ser executado a uma velocidade mais rápida com viagens mais constantes As taxas de retrabalho caem de 5-101TP3 T típicas de loja de tubos manual para dígitos únicos baixos em células robóticas controladas por procedimento.
Na verdade, nossas células testadas trazem retorno do projeto em 12-18 meses na tubulação de energia e 14-24 meses no estaleiro de repetição mais baixa e na tubulação da ponte A caldeira Henan foi par em 18 meses; o tanque transformador Jiangsu cellrunning um ciclo manual de 8 h vs. um 3 hr feedaid de volta em pouco menos de 15 meses, uma vez que a estação de endireitamento pós-fabricação caiu fora de serviço.
Industry Outlook (Escassez de soldadores), Adaptação AI, 202 2030

Duas forças estão mudando a soldagem de tubos mais rapidamente do que a revisão de código: uma lacuna estrutural de fornecimento de trabalhadores e automação. Perspectiva Ocupacional BLS dos EUA previsões, complementadas com Cobertura da força de trabalho da AWS, indicam uma crônica soldadores qualificados: uma grande faixa de técnicos seniores aposentadoria, e pipelines de treinamento não pegaram suficientemente para a qualificação 6 G e trabalho de tubulação de processo onde a habilidade leva anos para adquirir.
Um segundo fator é a automação O Relatório Mundial de Robótica da Federação Internacional de Robótica 2024 descreve o crescimento contínuo do estoque operacional global de robôs industriais, com a maioria das novas instalações anuais indo para plantas asiáticas A adoção pelo usuário final mudou nos últimos cinco anos, à medida que o rastreamento adaptativo de costura e a programação CAD-para-robô off-line passaram para a prática convencional O custo de uma célula de soldagem turnkey diminuiu em paralelo, à medida que sensores 3 D e rastreadores a laser migraram de integrações OEM personalizadas para módulos prontos para uso.
A linha inferior se você é um gerente de planta olho um 20266028 ca ciclo: não espere um excesso de soldador para desenvolver Automatize as juntas repetidas (caldeira) chapas de tubo, tanques, tubo sanitário (sanitary tube) e mantenha soldadores qualificados nos trabalhos não repetidos Programas com integração offline e rastreamento de costura do dia-um alcance ROI mais rápido do que aparafusado mais tarde Minha equipe viu essa curva se desenvolver em mais de 30 mercados de exportação.
Perguntas frequentes sobre soldagem de tubos
Q: A soldagem de tubos é difícil?
Ver Resposta
As soldas de tubos são mais difíceis do que as soldas de placas porque a junta é circunferencial, a posição varia dentro de uma única passagem no trabalho de 5 G e 6 G e o acesso ao interior quase nunca está disponível para retrabalho O tubo ranhurado de qualificação de 6 G fixado em 45-é a credencial de comerciante único mais ampla, e quem a obtém também se qualifica para 1 G, 2 G e 5 G. A automação ainda estabelece o piso de habilidade para uma junta repetitiva, mas não substitui o julgamento para determinar o ajuste ou o olho do artista para combinar com a coalescência diversificada.
Q: Qual é a diferença entre a soldagem de tubos orbitais e robóticos?
Ver Resposta
A soldagem orbital usa um anel de dentes rotativos para girar a tocha em um único tubo com ranhura superior ou inferior em um grampo de tubo - e fica à frente da junta com orientação mecânica e alinhamento A soldagem robótica usa um braço articulado de 6 eixos para alcançar de fora do tubo e sombra com orientação de visão ou rastreamento de costura Orbital é melhor quando a aceitação ASME BPE e AWS D18.1 domina em aplicações de alto calibre de pequeno calibre, como farma e semicond. Robótico ganha quando o tubo é grande, as tolerâncias são soltas e a carga útil e o alcance da matéria do braço.
Q: Qual é melhor para o processo de soldagem de tubos MIG, TIG, TIG,?
Ver Resposta
Depende da espessura, posição e acesso O SMAW mantém sua cabeça no campo em reparos e tubulações porque tolera vento e fuligem na superfície, bem como um eletrodo como um 6010 ou 7018 rodando no suporte O GMAW assume na loja o preenchimento de paredes pesadas e passa de tampa porque a automação da alimentação de fio aumenta a velocidade de passagem em aproximadamente 1001TP3 T. O GTAW executa as passagens de raiz em tubos de liga críticos na loja e em qualquer junta que exija uma solda limpa A maioria dos registros de qualificação de procedimento acopla uma raiz GTAW a um preenchimento GMAW, e muitas lojas também mantêm uma capacidade FCAW à mão para trabalhos estruturais externos, onde o vento derrota uma cortina de gás de proteção MIG Cada processo tem um ponto doce que se alinha com uma posição específica, espessura de parede e requisito de inspeção, de modo que a resposta certa geralmente é uma combinação sintonizada com a especificação do procedimento de soldagem de controle, em vez de um único vencedor.
Q: Pode uma tubulação robótica da soldadura da pilha no campo?
Ver Resposta
A maioria das células de 6 eixos são muito grandes e dependentes de fixação para o campo Mini-robôs e células de base magnética, que são mais leves e arrastam ensinar capaz, preencher a necessidade atual Eles trabalham em espaços apertados e sem aplicações de cerca como reparação de embarcações, e no pipeline-line-haul de uma maneira semelhante ao manual SMAW e FCAW (downhill), conforme descrito na API 1104.
Q: Que código ASME aplica à tubulação de poder?
Ver Resposta
9. ASME B 31.1 instala tubulações de energia para usinas nucleares e fósseis, incluindo vapor, água de alimentação e sistemas auxiliares de alta pressão. ASME B 31.3 dirige tubulações petroquímicas, de refino e de processos químicos. A qualificação do soldador de tubulação de energia está sob a Seção IX do ASME BPVC. Os códigos de qualificação AWS D10.14 (aço carbono) e D10.18 (inoxidável) estão subjacentes à prática de soldagem de tubos atrás de cada um.
Q: Quanto tempo leva a automação de soldagem de tubos para pagar de volta?
Ver Resposta
A maioria dos fabricantes espera pagar em 12-18 meses de trocar duas células de solda manual por uma célula robótica para tubulação de energia ou trabalho de caldeira Indo para o estaleiro e tubulação de ponte com uma taxa de repetição muito menor leva 14-24 meses Com menos de 100 montagens idênticas/mês, o tempo de planejamento geralmente reduz a margem a nada e o manual permanece competitivo.
A célula de ciclo de 25 manh para a folha de tubo da caldeira Henan pagou em 18 meses; o tanque do transformador de Jiangsu um pagou em menos de 15.
Q: A soldagem robótica substituirá totalmente os soldadores manuais de tubos?
Ver Resposta
[Não posso fazer] em reparo de campo, qualificação especial única e 6G. As células robóticas e orbitais Shoplet lidam com juntas de alta repetição, mas o soldador subiu a montante: inspeções de adaptação, problemas de fixação, revestimento de qualidade que [máquinas] ainda não fazem. A contagem de trabalhadores da AWS diz que estamos seis mãos aquém do que a automação pode comer.
Portanto, apenas o padrão prático é o aprimoramento. [Não substituição.]
Comparando opções de automação para sua linha de soldagem de tubos?
Sobre Esta Comparação
Este documento faz referência aos resultados de produção de mais de 1200 carretéis de tubos ASTM A335 P22 soldados à ASME B31.1 pelo projeto Vietnam EPC da VIP Global Energy, automação de chapas de tubos de caldeira a carvão de 280 juntas em Henan, China e soldagem de tanques transformadores de 110/220 kV em Jiangsu (nem com base em estimativas da indústria OEM. Os dados correspondentes de rendimento, taxa de rejeição e ROI são para instalações de células de soldagem de robôs 2024-2026. Os white papers ASME, AWS, IFR usados para código independente, força de trabalho e análise de dados robóticos são fornecidos abaixo.
Referências e fontes
- Tubulação de alimentação ASME B31.15) é um texto estabelecido publicado pela Sociedade Americana de Engenheiros Mecânicos.
- Comitê AWS D10 para Tubulação e Tubulação American Welding Society
- Compatibilibilização l'ASME BPVC Seção IX (Endorsement, qualification soudureur) Au Etats-Unis l'AWS (American Welding Society), par l'intermédiaire des codes, ils existent aussi au sein de la section (Le Code d puits et chaudières, Código da caldeira e do vaso de pressão).
- Onde estão os Soldadores? (Em outubro de 2025, estará nas páginas da Welding Digest) American Welding Society Archives
- Portal de dados da força de trabalho de soldagem dos EUA (Reuters) pela American Welding Society
- Registro de 4 milhões de robôs em fábricas em todo o mundo (2024) – Federação Internacional de Robótica
- O que é soldagem de tubos (conhecimento técnico) ^ Organização de Membros Industriais
Revisado pela equipe de engenharia de Zhouxiang (mais de 200 patentes de robótica de soldagem) desde 191, ISO 9001:2015 /fabricante certificado ISO 3834-2 /AWS D1.1 /EN 1090 com implantações em mais de 30 mercados de exportação.
Artigos Relacionados
- Tecnologia de soldagem robótica (Como funciona, tipos e aplicações)
- Como escolher um robô de soldagem (Guia de seleção)
- Guia do robô de soldagem móvel 2026 para especificações, tipos e ROI
- Estação de robô de soldagem de trilho terrestre (What It Works & Selection Guide)
- Principais fabricantes de robôs de soldagem em 2026


