
Entre em Contato com Zhouxiang

Design de layout de célula de soldagem robótica: melhores práticas
Layouts de células de soldagem robótica mal projetados custam aos fabricantes de construção dezenas de milhares de dólares em retrabalho, perda de tempo de fabricação e incidentes de segurança que nunca precisaram acontecer Relativamente poucas decisões de compra que você toma antes do corte do aço ou de um robô ser aparafusado ao chão de fábrica fazem a diferença entre uma célula que opera de forma confiável em 901TP3 T e uma célula que manca ao longo de 601TP3 T. Este guia percorre as principais considerações alcance do robô, cura, simulação de sequência de solda, segurança e custo de equipamento de capital para células personalizadas pré-projetadas vs. para que você possa acertar no primeiro momento.
O que entra em um layout de célula de soldagem robótica?
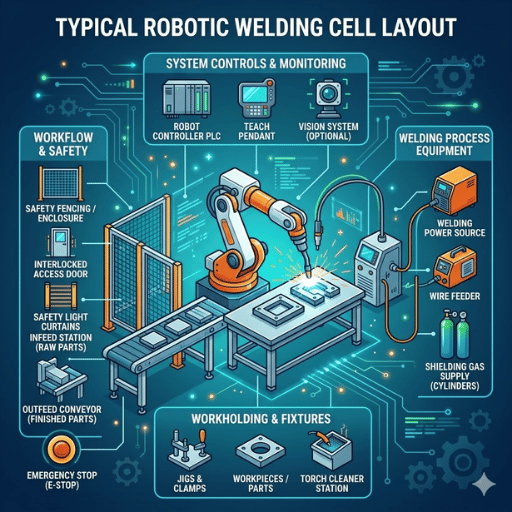
Um layout de célula de soldagem robótica é o arranjo de robôs, posicionadores, acessórios, sensores, barreiras de segurança e caminhos de movimento de materiais dentro de um espaço bem definido projetado para produzir soldas consistentemente em um tempo de ciclo alvo para a máquina versus operador, protegendo todas as pessoas do flash do arco, exposição a fumos e movimentação de equipamentos robóticos. Cada decisão sobre a localização do componente afeta o rendimento, a capacidade do processo e os custos operacionais.
O projeto de layout adequado começa com o planejamento do fluxo de trabalho Você deve fazer um mapa detalhado do caminho que cada componente leva a partir da entrega de matéria-prima, através de fixação, soldagem, resfriamento e descarga de pacotes Se você projetar uma célula de solda robótica que exige que os operadores cruzem o envelope de trabalho da máquina para carregar peças, você finalmente verá uma lesão no local de trabalho ou uma produção gravemente paralisada.
A colocação dos componentes deve seguir o fluxo de trabalho Cada sistema de soldagem robótica precisa do braço do robô posicionado de modo que o alcance do robô cubra todas as juntas de solda sem reposicionamento Cada posicionador fica dentro desse envelope As luminárias são montadas no posicionador Os sensores, as estações de limpeza dos bicos e os trocadores de ferramentas agrupam-se no lado não operacional da célula, onde permanecem facilmente acessíveis para manutenção, mas fora do caminho do fluxo de trabalho.
O espaço do assoalho é ditado pelo fluxo material As áreas da carga e da descarga devem ser adjacentes quando possível desde que o operador deve ser capaz de deixar cair um conjunto terminado sem andar mais de um passo ou dois enquanto acumula um conjunto cru novo.
As zonas de segurança compreendem o perímetro de um layout de célula de soldagem robótica cortinas de luz, cercas físicas, intertravamentos e paradas de emergência definem onde as pessoas podem e não podem estar durante a operação do robô Essas zonas precisam aderir ao ANSI/RIA R15.06-2012, que rege a integração do sistema de robôs industriais nos Estados Unidos (Padrões de Robótica OSHA).
A partir dos 1000+ projetos de automação de soldagem que entregamos, boas decisões de layout tomadas durante a fase inicial de projeto determinam quase 801TP3 T da taxa de transferência de longo prazo de uma célula Movendo um posicionador após o concreto ter sido derramado e a execução do conduíte custará 10 X o que custaria no papel.
Componentes-chave que toda célula de solda precisa

Sua célula de solda robótica é tão eficaz quanto seu elemento mais fraco Cada peça de equipamento de movimento de material deve ser dimensionada, integrada e selecionada para trabalhar com todos os outros componentes da célula Aqui está como determinar como escolher cada elemento para sua produção pronta robô soldagem célula.
| Componente | Função | Critérios Seleção |
|---|---|---|
| Braço Robótico (6 eixos) | Move a tocha de soldagem através de caminhos de solda programados | Atingir 65000 mm de carga útil, de alguns kg a mais de 1.000 kg dependendo da aplicação (por Dados IFR) |
| Tocha Soldagem | Fornece arco e metal de adição à junta de solda | MIG, TIG ou laser; Capacidade de rotação de 360°; classificação do ciclo de trabalho para volume de produção |
| Posicionador | Gira e inclina a peça de trabalho para soldagem em posição plana | Plataforma giratória ou cabeçote-tailstock; AC servo drive; capacidade de carga útil (por exemplo, 1.445 lbs por lado) |
| Acessórios | Mantenha a geometria da peça dentro da tolerância durante a soldagem | Tolerância ±0,022″ para fio 0,045″ por Diretrizes da Lincoln Electric |
| Sensores | Posição da costura da trilha e compense a variação da peça | Rastreamento de costura a laser, detecção de arco ou detecção de toque com base no tipo de junta |
| Estação de limpeza de bicos | Remove o acúmulo de respingos do bocal da tocha entre os ciclos | Alargador automático com spray anti-respingos; montar ao alcance do robô, mas longe da zona do operador |
| Equipamento de segurança | Protege os operadores contra arco, fumaça e movimento do robô | Cortinas de luz, cercas físicas, intertravamentos, e-stops por ANSI/RIA R15.06 |
Enquanto o robô industrial é a peça central, mas o posicionador geralmente determina se a célula realizará o tempo de ciclo Esse posicionador servo-acionado permite que a solda do robô siga um caminho programado em posição plana em cada junta mais rápida, orientação de melhor qualidade girando a peça de trabalho em vez de forçar os braços de soldagem através de posições verticais e suspensas perigosas.
Os acessórios merecem mais consideração de projeto do que a maioria das oficinas lhes dá A fixação para soldagem robótica exige tolerâncias mais apertadas do que a soldagem manual Como a solda do robô está programada para seguir um caminho, ela não pode se adaptar em tempo real como um soldador qualificado pode As especificações publicadas da Lincoln Electric exigem precisão de fixação dentro de 0,022″ ao executar 0,045″ fio aproximadamente metade do diâmetro do fio.
Sempre dimensione sua posição para a peça mais pesada mais o peso do acessório. A localização do cliente é o erro mais comum e mais caro na solda.
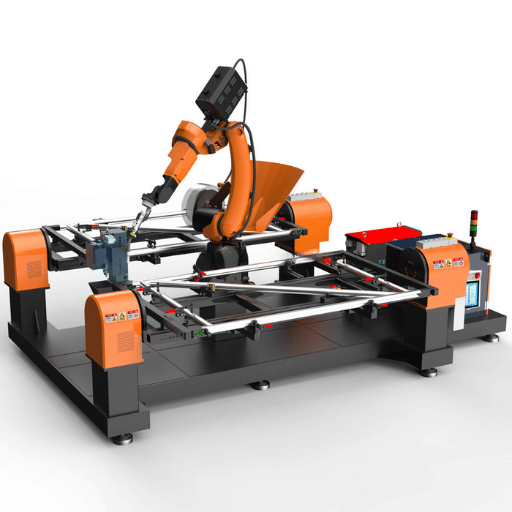
Se você está escolhendo sua primeira célula de soldagem robótica, estação de trabalho de soldagem de robô único com um posicionador integrado e gabinete de segurança, lida com a maioria das aplicações padrão sem a complicação de um layout multi-robô.
Como o Robot Alcance e o Tamanho da Peça Moldam Seu Layout

Robôs industriais de seis eixos produzidos para soldagem podem lidar com envelopes de alcance de 650 mm para unidades de mesa menores a mais de 3.000 mm para grandes conjuntos estruturais (Guia de Bots Padrão) O tamanho da peça que está sendo soldada determina qual robô você seleciona e essas dimensões, por sua vez, determinam todas as outras medições no layout da célula.
Selecionar robôs segue uma regra: dimensioná-lo para a maior parte Instalar uma pequena peça de trabalho é tolice: o robô pode alcançar apenas algumas das juntas de solda sem reposicionar a base A reposicionamento adiciona tempo de ciclo, âncoras de piso e complexidade de programação Instalar um robô grande em peças pequenas é totalmente tolo: a maior inércia pode realmente prejudicar a qualidade da solda em material de bitola fina, pois ultrapassa em altas velocidades.
Projete sua célula para a parte mais pesada Bernard e Tregaskiss recomendam s dimensionar toda a carga útil da posição da célula, a carga de fixação, a carga útil do robô para a maior e mais pesada peça de trabalho na mistura É muito mais fácil soldar uma peça pequena em um acessório de grandes dimensões do que é para espremer a peça pesada na célula menor Projetar uma célula de solda em torno de sua peça de trabalho maior evita retrofits dispendiosos quando a produção muda para conjuntos mais pesados.
Em algumas combinações, tamanho e capacidade de peso é tão importante quanto alcance Um braço de robô com alcance de apenas 2.000 mm, mas carga útil de 6 kg não será capaz de transportar uma tocha MIG pesada e seu alimentador de fio O peso da tocha, o vestido de cabo e o que quer que esteja montado na frente contam com a designação de carga útil do robô. Vá por cem gramas ou três e você terá falhas servo, desvio de caminho e falhas iniciais nas juntas que impactam a consistência da solda em toda a produção.
A soldagem na borda do envelope de alcance causa ângulos de tocha inconsistentes, baixa qualidade de solda e desgaste acelerado nos cabos Mantenha sempre as juntas de solda críticas dentro de 851TP3 T do alcance máximo do robô.
Ao planejar seu layout de célula para fora, desenhe um círculo de alcance 851TP3 T na planta baixa Cada junta de solda em cada parte da sua mistura deve permanecer dentro desse círculo Se você soldar na borda e uma dessas juntas cair fora dela, escolha um robô maior ou adicione um posicionador para aproximar a peça de trabalho.
Redução de Sequência de Solda e Tempo de Ciclo Através do Layout
O layout e o sequenciamento da solda são inseparáveis. Como as soldas do robô em cada junção estão relacionadas ao equilíbrio da entrada de calor, ao gerenciamento de distorção e ao tempo total do ciclo e ao layout da célula física, facilitando ou combatendo a sequência da solda.
Dados rígidos suportam isso em design comprovado Um estudo surgiu no ResearchGate encontrou economia de tempo de ciclo de 12,71TP3 T simplesmente reordenando a sequência de solda em uma célula de soldagem robótica automotiva - duas soldas de robô raspadas 68 segundos de um ciclo de 532 segundos, elevando-o para 464 segundos Outro caso descoberto no livro TOA-SE reduziu o tempo de ciclo de 451TP3 T mudando de um layout de célula de dois robôs para um layout de robô de seis estações múltiplas - mesmo com maior rendimento, a célula terminou mais rápido:
Dados de redução de tempo de ciclo
- 12.71TP3 T economizou tempo de ciclo - duas soldas de robô indo para uma nova sequência [sem alterações de hardware], (estudo de caso automotivo do ResearchGate)
- -68 segundos de eficiência adquirida nas mesmas peças, mesma célula - quando uma célula de seis robôs foi reprojetada para uma linha de várias estações para melhorar o layout. (estudo de caso TOA-SE)
- 451TP3 T economizou o upgrade do tempo de ciclo para o layout de células de seis robôs para melhorar o posicionamento da estação. (estudo de caso TOA-SE)
Posicionadores servo-conduzidos regulam a sequência de solda por index-rotação da peça de trabalho enquanto o robô conduz a maioria das tarefas de soldagem A entrada de calor é mais eficiente, a distorção é minimizada e cada junta é colocada plana onde a deposição pode progredir em um clipe rápido com menos taxas de defeito O processo de soldagem é executado mais rápido quando a gravidade auxilia em vez de lutar contra a deposição.
💡 Dica profissional
Posicione zonas de carga e descarga para que o operador trabalhe enquanto o robô solda Em uma célula de estação dupla, o operador uma peça bruta na estação A enquanto o robô solda a estação B. Quando o robô termina, o posicionador indexa e o robô inicia a estação A imediatamente tempo ocioso do robô zero Este fluxo de trabalho paralelo pode dobrar o rendimento efetivo em comparação com uma célula de estação única onde o robô fica sentado durante cada ciclo de carga.
Um estação de trabalho de soldagem robótica a incorporação de um posicionador de estação dupla capacita oficinas menores com essa eficiência de fluxo de trabalho paralelo sem exigir um design alimentado por transportador, separado por uma tela de segurança:
A chave: A qualidade de solda adequada, juntamente com tempos de ciclo rápidos, não é uma compensação. Um layout projetado para promover uma boa sequência de solda produz ambos e os lucros de produtividade a cada mudança que a linha pode executar:
Simulação e programação offline antes de construir

O software de programação offline permite que os engenheiros programem o robô em um modelo virtual da célula antes que qualquer equipamento físico seja instalado. De acordo com Componentes Visuais, OLP pode ser até 10 x mais rápido do que ensinar programação pendente 1 tempo de programação de corte de caso documentado de 13 horas até menos de 3 horas usando programas de software offline.
A velocidade, no entanto, não é o principal impulsionador na simulação O cálculo da colisão é Uma simulação é capaz de detectar interferências entre a tocha e as pinças de fixação e até mesmo o posicionador antes que ocorram colisões físicas O software de simulação pode confirmar que o robô pode alcançar todas as juntas de solda na sequência programada antes mesmo de agarrar uma peça real O software pode validar ainda que as rotações do posicionador não conduzem as peças de forma muito agressiva para dentro da base do robô, ou colocam em risco muitos limites de curvatura do cabo:
Verificações de acessibilidade no projeto inicial evite os erros mais caros no layout do formulário Quando o robô não consegue alcançar uma junta de solda em um determinado ângulo do posicionador, você se retira para o seu sistema de computador para reprogramar o layout da célula talvez realocando a base do robô 200 mm, alterando a altura do posicionador, ou girando o dispositivo elétriconone desses custos simulação qualquer coisa e todos eles custam milhares em hardware Tome o tempo para simular o layout da célula de solda em programação offline antes de se comprometer com compras de hardware.
O teste de interferência de fixação é realizado em paralelo com a verificação de acessibilidade A simulação importará o modelo CAD de fixação e verificará se os pontos de fixação não bloqueiam o acesso de solda a qualquer junta de solda Se o fizerem, o projeto do acessório é revisado antes da fabricação Esta única verificação elimina o que vemos como a fonte mais comum de atrasos em novas instalações de células derivam de acessórios que parecem bons em desenhos 2 D, mas causam todos os tipos de problemas em 3 D.
Reserve um tempo para simular o layout da célula de solda antes de cortar o aço Um investimento de simulação $5.000 pode impedir um retrabalho de $50.000.
Uma vez que o projeto da célula é programado e validado em simulação, a construção física da célula é mera montagem Os computadores de controle do robô são fornecidos com programas funcionais, os acessórios chegam calibrados e prontos para instalação e o tempo de comissionamento diminui de semanas para dias.
Células de soldagem robótica pré-projetadas versus personalizadas

Duas opções enfrentam qualquer cliente robótico construindo um pacote de soldagem robótica você deve comprar um pacote padrão ou deve projetar um sistema personalizado? Ambas as opções atendem às necessidades legítimas e ambas podem levar ao desperdício se escolhidas incorretamente.
| Fator | Pré-Engenharia | Personalizado |
|---|---|---|
| Custo | 1TP40,00 T5$15T15000 | 1TP440,00T$250.000+ |
| Prazo de entrega | 4 semanas | 120 semanas |
| Flexibilidade | Configurações fixas | Totalmente adaptado à peça de trabalho e ao fluxo de trabalho |
| Melhor Para | Peças padrão, volume alto | Peças complexas, fluxos de trabalho únicos |
| Escalabilidade | Limitado | Expansão modular possível |
As células de soldagem Cobot tornaram-se a solução da indústria para esse dilema Para instalações de nível de entrada, $25,000-$50,000 oferece uma célula de soldagem cobot como uma alternativa às restrições de cercas de segurança e espaço de piso de uma célula robótica industrial Menor e mais lenta que os robôs industriais, os cobots permitem a intercambialidade da automação robótica na célula de trabalho com reprogramação mínima, uma vez que seu processo inicial esteja definido.
As faixas de tamanho padrão do posicionador que correspondem às dimensões médias da sua peça, combinadas com menos de cinco famílias de peças por trabalho, tornam uma célula pré-projetada a melhor escolha de ROI O sistema de automação industrial aparece em sua doca de carga testada e calibrada, pronta para fazer peças em dias maiores e mais variáveis, combinadas com necessidades específicas de soldagem e diferentes requisitos de manuseio de materiais, fazem com que o investimento em uma célula robótica personalizada valha a pena.
Comparações de custos suportam essas escolhas dados confiáveis de parceiros da indústria relatam ROI de 1 a 3 anos na maioria dos sistemas de soldagem robótica, com economia de custos de materiais de até 01TP3 T em aplicações de soldagem de alto volume A utilização, mais do que os custos de capital, determina o retorno geral. Uma célula personalizada $150.000 usada em dois turnos compensa mais rápido do que uma célula pré-projetada $75.000 em um único turno com utilização de 60%.
A expansão futura é bem servida por uma célula de solda suporta o crescimento quando o investimento de planejamento deixa espaço em pelo menos um lado da célula para um segundo robô ou outra estação de posicionador Layout inteligente de conduítes, energia, capacidade sobressalente de dados hoje permite atualizar soldagem de alto volume no futuro sem uma demolição completa da planta e reconstrução.
Se sua loja está prestes a encomendar seu primeiro projeto de soldagem robótica, explore células de soldagem pré-configuradas construídas para produção 0 s incluem as aplicações robóticas mais comuns para estrutura de aço, trabalho de chapas e fabricação geral, com layouts comprovados prontos para serem enviados para solda O projeto de uma célula com robótica pré-validada e pacotes consumíveis economiza meses de trabalho inicial de projeto.
Zonas de Segurança e Conformidade no Projeto de Células Soldadas

ANSI/RIA R15.06-2012 é o padrão a ser atendido para segurança de robôs industriais nos Estados Unidos. Isso abrange tanto a fabricação quanto a implantação de sistemas robóticos e é o mesmo padrão que OSHA recorre-se à inspeção de instalações robóticas. A OSHA não possui uma regulamentação de caixa de ferramentas específica para robótica, mas os inspetores e empregadores da OSHA confiam no ANSI/RIA R15.06 e na cláusula de dever geral para determinar se um layout robótico de célula de solda é seguro (Loja virtual ANSI).
Você requer uma avaliação de risco documentada antes de encomendar uma única peça de equipamento de segurança para qualquer célula de soldagem robótica Isso deve identificar perigos (flash de arco, gases de escape, pontos de aperto, respingos flutuantes, movimento do robô) e atribuir controles a esses perigos Sem uma avaliação de risco, seu impulso para alcançar os resultados do projeto corre o risco de omissões de projeto que prejudicarão a segurança da instalação concluída ANSI/RIA R15.06 Parte 2 exige isso para cada instalação nova ou alterada do robô, independentemente do tipo de aplicação robótica ou volume de produção.
Essas práticas recomendadas são as verificações de segurança que você analisará conosco antes de assinar o layout da célula:
- ✔
Realizar avaliação de risco de acordo com ANSI/RIA R15.06 Parte 2, documentada e assinada por um integrador qualificado - ✔
Salvaguardas físicas, cercas elétricas, cortinas leves de carga/descarga, intertravamentos de portas com bloqueio de energia - ✔
Colocação de paragem de emergência ao alcance do braço a partir de todas as estações do operador e de todos os pontos de acesso de manutenção - ✔
Extração de fumos de soldagem atendendo aos requisitos AWS Z49.1 (apenas exaustão local no arco), não apenas ventilação geral da oficina - ✔
Os capacetes de soldadura do auto-escurecimento das disposições do PPE para trabalhadores próximos, flash cortinas para proteger estações de trabalho adjacentes - ✔
Sensores anti-respingos, cabos, juntas de robôs expostos e qualquer proteção contra respingos para acúmulo de sensores causam desvio e desgaste acelerado nos cabos - ✔
Cronograma regular de inspeção para pontas de contato de consumíveis, alargadores de estação de limpeza de bicos e difusores de gás - ✔
Procedimentos de bloqueio/tagout afixados em cada portão de acesso para entrada de manutenção no envelope de trabalho do robô
MIG e células de soldagem por pontos geram os maiores volumes de respingos de qualquer tipo de processo de soldagem, e que respingos pousam em tudo dentro do gabinete, Luminárias de soldagem, lentes de sensores, feixes de cabos e a superfície do posicionador precisam de proteção composto anti-respingos em superfícies de fixação e ciclos regulares de limpeza do bico impedem o acúmulo gradual que degrada a qualidade da solda ao longo de semanas de produção.
Boas práticas de segurança um centro de custo (cust center) não são um prêmio de produtividade O uso de uma célula de solda robótica que minimiza as dúvidas do operador e gasta mais horas por turno do que um layout que deixa os trabalhadores nervosos com a zona de carga Evitar incidentes e ter fluxo de peças bem organizado e sequenciamento de solda minimiza o tempo de inatividade e prolonga a vida útil de todo o sistema.
Perguntas frequentes

Q: Como o layout da célula de solda reduz o tempo de produção?
Ver Resposta
Layouts de células de solda bem planejados minimizam o tempo ocioso do robô posicionando estações de carga e descarga onde os operadores podem trabalhar paralelamente ao ciclo de soldagem, a ordem correta da peça e o sequenciamento da solda reduzem o movimento improdutivo Estudos mostraram reduções de mais de 121TP3 T nos tempos de ciclo em layouts bem planejados.
P: Célula de soldagem robótica pré-projetada ou personalizada, o que é adequado para minha loja?
Ver Resposta
Células pré-projetadas ($50 K-$150 K) podem ser eficazes para lojas que produzem peças padrão em volume médio a alto, com prazos de entrega de 4-8 semanas As células personalizadas ($150 K-$250 K+) são mais apropriadas para lojas com grandes peças pesadas, requisitos excepcionais de fluxo de material ou que estão planejando crescer Considere suas famílias de peças, metas de rendimento e disponibilidade de espaço antes de tomar qualquer decisão.
Q: Pode uma pilha robótica da solda ser expandida após a instalação?
Ver Resposta
Sim, contanto que você projete para o crescimento Células modulares com espaço aberto em um ou ambos os lados, energia e dados universais e capacidade de peso de reserva (posicionadores) suportarão robôs ou estações adicionais Investir em um layout flexível de localização desde o início é 10 x mais barato do que adicioná-lo anos abaixo da linha.
P: Quais padrões de segurança se aplicam às células de soldagem robótica?
Ver Resposta
O principal padrão de robô industrial nos EUA é ANSI/RIA R15.06-2012, cobrindo tanto o projeto do robô quanto a integração do sistema A OSHA não possui um padrão específico de robótica, mas aplica a cláusula de dever geral e faz referência à ANSI/RIA R15.06. AWS Z49.1 aborda os requisitos de segurança, ventilação e extração de fumos de soldagem.
Q: Quanto custa uma célula de soldagem robótica?
Ver Resposta
As configurações de cobot de nível básico começam em $25,000-$50,000 As células pré-projetadas, com um único robô, posicionador e gabinete de segurança, são $50,000 a $150,000. células totalmente personalizadas, com vários robôs, sensores inteligentes e integração de manuseio de materiais, são $250,000 e além A maioria das máquinas custa 1-3 anos para se tornar lucrativa através de economia de mão-de-obra e aumentos de rendimento.
P: O robô precisa alcançar todas as juntas de solda em uma configuração?
Ver Resposta
Não necessariamente Um posicionador gira automaticamente a peça de trabalho para apresentar diferentes juntas de solda em diferentes posições, e as células de várias estações podem tratar a solda do robô em uma parte enquanto o operador carrega a próxima Mas seu layout só pode alcançar todas as juntas no envelope de alcance necessário se você não reposicionar a base, o que aumenta o tempo e a complexidade do ciclo.
Solicite uma consulta personalizada sobre layout de célula →
Sobre Este Guia Layout
Este guia é derivado dos 30 anos de Zhouxiang no projeto e instalação de oficinas nos campos de estrutura de aço, construção naval e equipamentos pesados Embora os conselhos de layout específicos variem dependendo da geometria e do volume da sua peça, vimos padrões semelhantes em mais de 1.000 projetos de automação de soldagem concluídos Recomendamos usar sua própria avaliação de risco e um integrador qualificado para todas as decisões relacionadas à segurança e conformidade.
Referências e fontes
- Padrões de Robótica OSHA Ônibus. Departamento do Trabalho
- ANSI/RIA R15.06-2012 Instituto Nacional de Padrões Americano
- Relatório IFR World Robotics 2025 – Federação Internacional de Robótica
- Fixação para soldagem robótica • Elétrico
- Como o OLP melhora a eficiência da soldagem robótica – Componentes
- Otimização do tempo de ciclo em célula de soldagem robótica –
- Envelope de Trabalho para Robôs Industriais Ônibus padrão


