
Entre em Contato com Zhouxiang
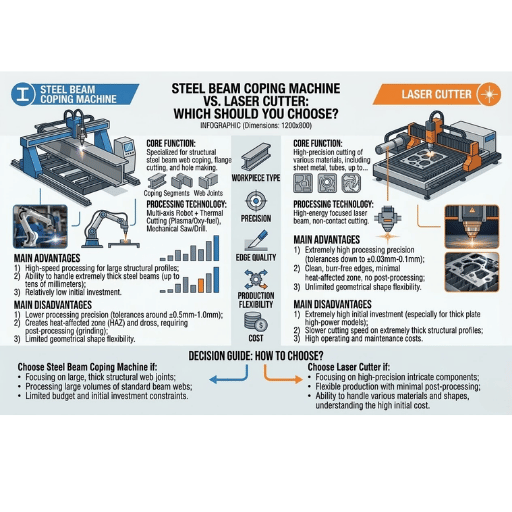
Decidindo entre a máquina de coping feixe e um cortador a laser será classificado como as escolhas de equipamentos mais significativas que um fabricante de aço estrutural faz Ambas as tecnologias cortam as mesmas vigas de aço de maneiras drasticamente diferentes e, em última análise, apresentam diferentes compensações de eficiência e rendimento em termos de velocidade, capacidade de espessura e custo geral que podem colocar sua loja em desvantagem competitiva nos próximos anos.
Comparamos usando o publicado existente para fornecedores (especificação de fabricantes), as regras de fabricação publicadas de AISC 360, e dados coletados em campo das lojas em edifícios que estão sendo construídos com cada tecnologia, Em seguida, destilamos as informações em sete dimensões-chave para que você possa alinhar a tecnologia apropriada ao seu ambiente de fabricação e não à sua lista de desejos de catálogo.
O que é uma máquina de copiar feixe Como ela difere de um cortador a laser?

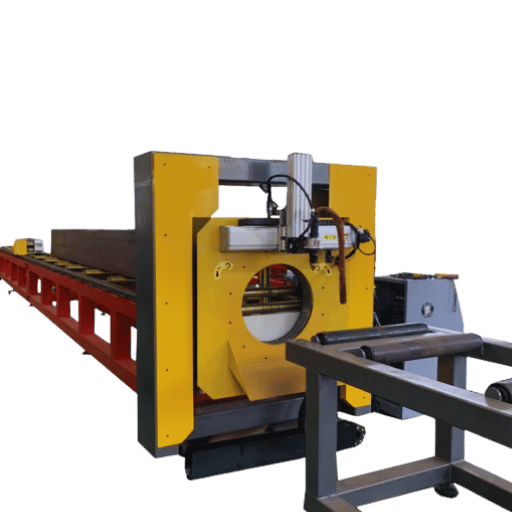
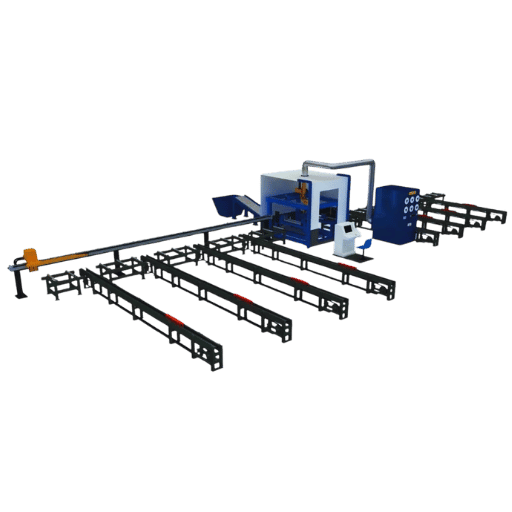
Uma máquina de coping de feixe, é uma célula robótica controlada por CNC projetada para processar perfis de aço estrutural Um braço robótico multieixo (tipicamente FANUC de 6 eixos ou 7 eixos) ou KUKA pega uma tocha de plasma (hipertermia X-Definição ou série HPR) ou tocha oxi-combustível e a move em torno de todos os 360 graus da face de um feixe (feixe H, feixe I, canal ou ângulo).Os feixes são copiados, perfurados, entalhados, marcados, projetados, divisão de feixe e furo de parafuso perfurado de uma só vez por arquivos importados diretamente de pacotes de modelagem 3 D como Tekla Structures ou SDS/2.
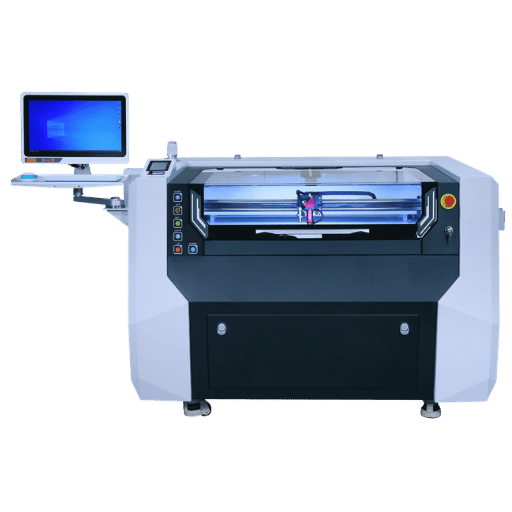
Em comparação, o feixe de um cortador a laser de fibra é derretido no foco a 1064 nm de intensidade entregue através de um cabo de fibra óptica A energia é focada em um ponto de 0,1-0,3 mm de diâmetro até que a temperatura esteja em excesso de 1500 graus Celsius Usamos um bocal coaxial para aplicar oxigênio de gás auxiliar de alta pressão para aço carbono, nitrogênio para inoxidável para empurrar o fundido para fora do corte.
A moderna linha de sistemas de feixe H de corte a laser suspende a cabeça de corte a laser em um pórtico ou braço robótico capaz de cortar perfis em seções estruturais de seção transversal de até 1.250 por 600 mm.
| Característica | Máquina de Coping Feixe | Cortador Laser Fibra |
|---|---|---|
| Método de corte | Tocha de plasma ou oxicombustível no braço robótico | Feixe de laser focado (fibra de 1064 nm) |
| Perfis primários | Viga H, viga I, canal, ângulo, tubo, placa | Placa plana, viga H (máquinas especializadas) |
| Multi-processo | Cope, broca, marca, bevel notch, passagem única | Corte, chanfro, marca de perfuração secundária muitas vezes necessária |
| Tolerância típica | ±0,5 mm a ±1 mm | ±0,1 mm (fino) a ±0,25 mm (espesso) |
| Espessura máxima | Até 152 mm (6″) com oxicombustível | 20 padrão de 5 mm; 0 mm com sistemas de 400 kW |
| Integração CAD | Tekla, SDS/2, PASSO, AutoCAD | Tekla, software de aninhamento, DXF/DWG |
Esta é a divisão básica: a máquina de enfrentamento de feixe torna-se um carro-chefe de múltiplos processos projetado para grandes perfis estruturais, enquanto o laser tende a ser um animal dedicado que pode atingir tolerâncias mais rígidas e velocidades mais altas em materiais finos, mas requer outra etapa para perfuração e cortes de perfil complexos em material mais espesso.
Precisão e tolerância de corte
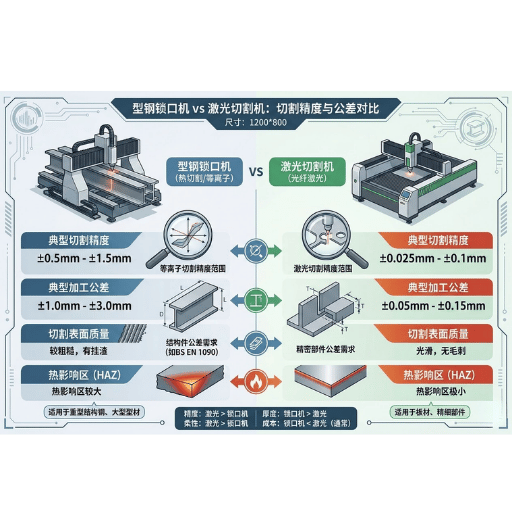
“Quão preciso o corte ou o fabricante pode esperar?” é uma primeira pergunta muito comum, e vai variar dependendo da espessura do seu material Uma máquina de corte a laser de fibra usada adequadamente é capaz de segurar 0,1 mm (4 mil) em uma placa de qualquer espessura abaixo de 6 mm (1⁄4 polegada) de espessura, com precisão de posição da ordem de 0,03 mm (1 mil) Este nível de precisão resulta em bordas cortadas que são quase intocadas que não precisam de acabamento secundário na maioria dos casos.
As tolerâncias de estocagem experimentadas na usinagem a plasma CNC de seções de aço estão na região de 0,5 mm a 1 mm. A tecnologia Perfect Hole da HGG atinge tolerâncias de furo de parafuso de aproximadamente 0,2 mm, e Código de soldagem estrutural AWS D1.1:2025-a maquinaria conforme produz acabamentos de superfície que limpam as tolerâncias mínimas de rugosidade definidas pelo AISC Para o aço estrutural o ajuste de conexões cujo critério de desempenho de acabamento de borda é muito menos crítico do que a tensão aplicada à conexão essas tolerâncias estão bem dentro das tolerâncias de uma máquina de enfrentamento.
| Faixa de espessura | Tolerância do cortador a laser | Tolerância da máquina de enfrentamento |
|---|---|---|
| Menos de 6 mm | ±0,05 a ±0,1 mm | Não aplicação típica |
| 6 mm | ±0,1 a ±0,2 mm | ±0,5mm |
| 12 5 mm | ±0,25 a ±0,5 mm | ±0,5 a ±1 mm |
| 25 milímetros 50 | Além do limite prático | ±1 mm (oxicombustível) |
💡 Dica profissional
As precisões do laser tendem a deteriorar-se à medida que a espessura aumenta Após 12 mm, a ZTA torna-se mais larga, os vieses da alma e do flange tornam-se mais pronunciados e as tolerâncias tornam-se comparáveis ao corte a plasma Se a maior parte do seu trabalho envolver forma de W pesada e canais que têm uma espessura de flange superior a 20 mm, então o benefício da precisão do laser começa a se tornar menos significativo.
Velocidade e rendimento na produção
A velocidade de corte bruto fornece apenas parte da equação de rendimento Uma máquina de corte a laser de fibra, por exemplo, cortará aço macio de placa de 1-2 mm a 5-10 m/min; com espessura de 20+ mm, as velocidades pairarão em torno de 0,5-0,7 m/min. Dados de laser de fibra publicados em domínio público por IPG Fotônica mostra velocidades de processo 3-5 vezes mais rápidas em materiais com menos de 10 mm do que a maioria dos perfis cortados a plasma.
Mas uma máquina de enfrentamento de feixe CNC que oferece a capacidade de realizar operações de lidar, perfurar, entalhar, marcar e fechar furos automaticamente em uma passagem tem todos os tipos de benefícios de rendimento que a velocidade de corte por si só não pode quantificar. Como a máquina lida não apenas com a operação de corte, mas com todas as etapas secundárias nesta estação de layout automatizada, ela consolida o que de outra forma seriam cinco ou seis estações separadas. Os fabricantes que relatam experiência com copers de plasma robóticos citam economias de rendimento de parede a parede de até 80% em relação aos fluxos de trabalho manuais de layout e tocha. O manuseio de materiais é reduzido de 3 a 6 toques de guindaste por viga para 1 a 2.
80%
Redução do tempo de produção (máquina de enfrentamento vs manual)
3×
Vantagem de velocidade do laser em material fino (<10 mm)
12
Toques de guindaste por feixe (coping CNC)
Uma dimensão onde a máquina de enfrentamento geralmente supera um sistema de laser mais rápido com estações secundárias é o trabalho estrutural de perfil misto, onde um perfil de feixe único requer, furos de parafuso, chanfros de preparação de solda e marcas de escriba.
Espessura do Material e Compatibilidade de Perfil

A linha divisória para estas duas tecnologias vale a pena destacar mais claramente O corte a laser de porções de aço estrutural padrão em plataformas de laser de fibra de alta potência pura funciona bem até uma capacidade de 20-25 mm Os sistemas comerciais mais poderosos (mais de 40 kW de potência) cortarão material de 60 mm (ou mais pesado).À medida que a espessura e o peso do feixe aumentam, a qualidade do corte torna-se menos consistente: a zona afetada pelo calor se alarga, o ângulo do corte diminui e a qualidade da superfície da borda diminui.
Os sistemas de coping de feixe não têm tal teto de espessura limitante em perfis estruturais Máquinas equipadas com oxi-combustível, como o material cortado Peddinghaus ABCM-1250 de até 152 mm (6 polegadas) de espessura Máquinas equipadas com plasma padrão (ou processadores duplos de plasma/oxi-combustível) lidam com aproximadamente 38 mm (ou mais, dependendo dos tamanhos dos perfis).
| Tipo de perfil | Máquina de Coping Feixe | Cortador Laser Fibra |
|---|---|---|
| Viga H/formato W | Até 1270 mm de largura × 610 mm de altura | Até 1250 × 600 mm (máquinas especializadas) |
| Canal/Ângulo | Suporte total (ângulo de até 254 × 254 mm) | Luminária específica de perfil limitada |
| Tubo redondo/tubo | Selecione modelos (HGG, Prodevco: 100 (HGG) mm de diâmetro. | Sistemas laser de tubo (categoria de máquina separada) |
| Placa plana/chapa metálica | Capacidade secundária (até 1220 mm de largura) | Força primária para placa média |
| Espessura material máxima | 152 mm (oxicombustível) | 200 mm padrão; 60 mm de alta potência |
️ Importante
Se a sua oficina de aço vai trabalhar com vigas acima de flange de 25 mm, um cortador a laser sozinho não pode potencialmente ser a sua máquina de corte crítico all-around Para as seções pesadas, quer uma máquina de coping ou uma linha de feixe à base de plasma é necessário um Máquina corte laser feixe H faz um bom sistema suplementar para perfis mais finos, trabalhos em placas e aplicações de conectividade, mas não necessariamente para requisitos de corte primário.
Custo Total de Propriedade
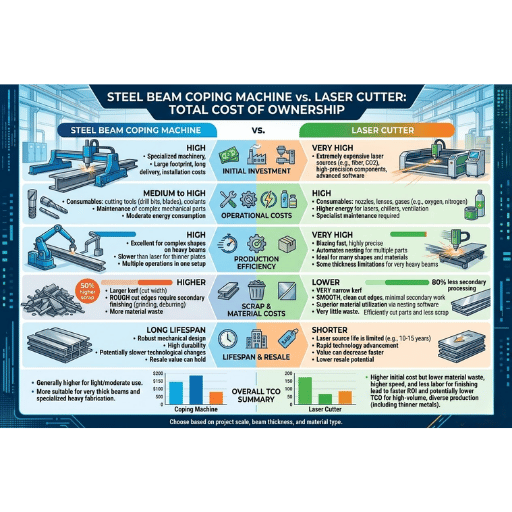
A etiqueta de preço é a variável óbvia Fatores ocultos de custo de propriedade, como mão de obra, consumíveis, manutenção, espaço físico e operações downstream, que cada máquina eliminará ou adicionará ao longo de uma janela de 5 a 10 anos, devem ressoar ainda mais.
| Fator de custo | Máquina de Coping Feixe | Cortador Laser Fibra |
|---|---|---|
| Equipamento (novo) | 1TP300K 4TP4T1M+ (plasma robótico) | 1TP250KK4TP4T600K+ (sistema estrutural) |
| Trabalho por turno | 1 operador substitui 3 (estações manuais) | 1 operador + manipulador de materiais |
| Eletricidade | Moderado (fonte de alimentação de plasma + robô) | Menor potência por kW (eficiência de fibra) |
| Consumíveis | Eletrodos de plasma, bicos, escudos, gás | Janelas de proteção, bicos, gás auxiliar (N2 ou O2) |
| Gás auxiliar (alto volume) | O2 + ar custo moderado | N2: $3,0000 ATTP4T30,000/mês em plena produção |
| Operações secundárias | Minimal de perfuração e marcação integrada | Pode precisar de linha de perfuração separada para furos de parafusos em seções grossas |
| Coleta poeira | Célula necessária com evacuação | Necessário área de corte com filtração |
💡 Dica profissional
Não se esqueça de contabilizar o uso de gás auxiliar de nitrogênio de um sistema de corte a laser Em cortes de aço carbono pesados, de alta produção e grossos, o laser pode exigir $15,000-$30,000 de nitrogênio a cada mês Muitos fabricantes sub-planejam essa despesa adicional durante o processo de cotação, apenas para serem avisados da conta mais alta mais tarde, uma vez que o equipamento esteja em pleno funcionamento Peça ao fabricante de sistemas a laser que forneça uma análise de gás que projete seu consumo de nitrogênio com base em sua mistura de produção real, incluindo milhas de chapa de aço de carbono grossas.
Quando escolher uma máquina de copiar feixes em vez de um cortador a laser
A decisão de comprar uma máquina de coping CNC para vigas de aço estrutural depende muito da mistura do perfil da sua loja, do volume e do fluxo de trabalho a jusante Aqui está uma fórmula de decisão lógica baseada nos fatores que distinguem as lojas que têm mais a ganhar com a automação de coping.
- ✔
Seu trabalho envolve predominantemente vigas H, formas W, canais e placas com ângulos nus não é seu produto característico - ✔
Você rotineiramente usina espessuras de flange superiores a 25 mm em vigas - ✔
Cada viga passa por vários processos - copings, furos de parafusos, preparação de solda, entalhes, marcas - ✔
Você está interessado em combinar layout, coping, perfuração e retificação em uma única estação - ✔
Você usa estruturas Tekla ou arquivos SDS/2 e deseja um fluxo de trabalho direto de arquivo para máquina - ✔
Os copes manuais são o gargalo que os operadores de tochas qualificados disponíveis na loja são difíceis de encontrar e reter
Lojas que processam mais de 50 feixes por dia com demandas de múltiplos processos se beneficiam mais de uma máquina de enfrentamento em 12 a 24 meses em retrabalho reduzido, medido em horas de trabalho por membro. Menos de grandes lojas que processam menos de 20 feixes por dia devem trabalhar através dos cálculos de despesas de capital versus reduções de mão de obra a jusante para seu volume e fluxo de trabalho específicos.
️ Erro Comum
Comprar uma célula de coping robótica high-end para uma loja que processa apenas 10-15 feixes por dia Enquanto isso, a máquina permanece subutilizada e o prazo de pagamento se estende para 4-5 anos Lojas menores encontrariam melhor uso desse capital em uma linha de feixe de plasma de médio alcance ou passando copes para um centro de serviços.
Quando um cortador a laser faz mais sentido
A tecnologia de laser de fibra oferece benefícios de produção em lojas que exigem tolerâncias rígidas, geometrias de corte complexas e material de espessura baixa a média.
Loja dominada pelo processamento de placas: Se sua pesquisa anterior mostrou que a fabricação de placas planas lida com placas de reforço, placas de base, placas de conexão, reforços e similares mais rápido, mais limpo e mais economicamente em um laser, do que qualquer sistema baseado em plasma, então um laser de fibra é a solução Largura de corte mais estreita (0,1 versus 3-6 mm), menor desperdício de corte e software de encaixe otimizado reduz o material de sucata em 15-20 por cento ou mais.
Componentes críticos de furo de sopro: Aço arquitetônico, conexões expostas e peças que requerem marcenaria de encaixe por pressão são mais facilmente fabricadas com as tolerâncias apertadas de 0,1 mm alcançáveis por laser Trabalho de retificação reduzido a jusante.
Lojas de materiais mistos: Ao contrário de uma máquina de enfrentamento dedicada, um laser pode usinar aço carbono, aço inoxidável, alumínio e ligas de cobre no mesmo sistema - se sua loja trabalhar com outras variedades além do aço estrutural.
Processamento de trabalho de placas pesadas e de alto volume: tecnologias proprietárias de corte a laser se movem através de 5-10 metros por minuto em estoque fino por muitas vezes o volume por hora do que uma máquina de plasma equivalente Para lojas ocupadas executando vários turnos, uma vantagem de rendimento fornece retorno quantificável sobre o investimento.
Takeaway chave
Um sistema de laser não deve ser considerado um substituto na fabricação estrutural pesada para uma máquina de enfrentamento - e vice-versa Muitos grandes fabricantes operam ambos lado a lado: uma máquina de enfrentamento para feixes estruturais e um laser para processamento de material de placa e tubo de luz. Tudo se resume a qual equipamento é o fator limitante atual.
FAQ Máquina de cobre de feixe de aço vs cortador laser
P: Uma máquina de coping de feixe pode substituir totalmente um cortador a laser?
Ver Resposta
Resposta curta: não. As máquinas de enfrentamento lidam bem com perfis estruturais, mas não podem competir com o laser em uma placa plana fina. No entanto, lojas que apenas cortam feixes pesados podem escapar com apenas uma máquina de enfrentamento na prática.
Q: Quais são duas desvantagens dos cortadores a laser?
Ver Resposta
Eles parecem ser fatores-chave a considerar Primeiro tem a ver com limites de espessura 25 fibra solda a laser aço carbono com precisão para 20-2 mm mas reduz significativamente a sua qualidade de corte após esse ponto Segundo fator é o alto custo do gás de assistência 1 para executar nitrogênio em plena produção usuário poderia usar $15,000-$30,000 mês do gás, uma despesa que a maioria dos compradores subestima ao comprar.
Q: Quão grosso pode um cortador a laser lidar com aço estrutural?
Ver Resposta
Lasers de fibra industrial típicos (6-12 kW) cortam MS até 20-25 mm com qualidade de superfície tolerável Unidades de maior potência (40-60 kW) podem perfurar muito mais espesso (60 mm), embora as velocidades e a qualidade das bordas despenquem. Para obter peças de qualidade de produção, a maioria dos fabricantes limita o trabalho a laser de fibra a 16-20 mm de tamanho_intervalo de acordo com as tolerâncias dimensionais ISO 9013:2017.
P: O corte a plasma é uma alternativa melhor para ambos?
Ver Resposta
A capacidade de espessura do meio-termo é maior que um laser, mas não tão precisa quanto um e um custo no equipamento é menor que qualquer um deles?
Se uma loja só precisa de perfil e não requer multi processo, uma mesa de corte a plasma será suficiente No entanto, não elimina a necessidade de outros processos como perfuração, marcação e chanfro que as máquinas de enfrentamento são capazes; e essas tabelas não podem produzir cortes de qualidade a laser em material mais leve Para aprender mais sobre corte a laser vs plasma para vigas de aço, leia nossa comparação separada.
P: Uma máquina de enfrentamento de feixe pode se integrar à minha configuração existente?
Ver Resposta
Absolutamente. muitas máquinas de enfrentamento de feixe CNC atuais já levam o arquivo diretamente dos formatos de arquivo Tekla Structures, SDS/2, STEP e AutoCAD. A máquina CNC está equipada com rolos e sistema de alimentação de alimentação e saída.
A maioria das instalações são parte de uma célula de produção alimentada por rolo 20-30 M que é fechada e tem um sistema de extrato de poeira e ar comprimido fornecido A alimentação de entrada e saída pode ser ligada de volta para o manual, auto alimentação/auto ciclo de API links de volta para a maioria dos atuais MRP e pacotes de software de gerenciamento de loja.
Q: Que manutenção cada máquina exige?
Ver Resposta
Uma boa regra de um plasma é o tempo de orçamento para 200 horas de arco - 300 horas de mudanças consumíveis de arco - eletrodo (eletrodo, bico, escudo) 4 vezes por ano de calibração do braço robótico, lubrificação do transportador e mudanças de filtro de coleta de pó Os cortadores a laser exigem cobertura semanal da integridade da janela de proteção durante o uso de alto volume, esfoliação do bico no final do turno, tratamento de resfriador de 6 meses e diagnóstico anual da fonte de laser do fabricante do equipamento de gravação Deixe qualquer peça de maquinário se desviar desses cronogramas de manutenção e você verá uma beleza de qualidade de corte perdida antes de muito mais nada.
Os plasmas desenvolverão considerável acúmulo de escória na superfície de corte, e os laser exibirão maior deslocamento focal e conicidade das bordas.
Precisa de ajuda para escolher a tecnologia de corte certa?
Desenvolvemos ambos sistemas de soldagem robótica para aço estrutural fabricação e sistemas de corte a laser de fibra Seus requisitos de produção podem ser avaliados pelo nosso departamento de engenharia para selecionar a configuração apropriada.
Sobre Esta Análise
Desde 1991, Zhouxiang projeta e fabrica máquinas de processamento de aço estrutural Os dados sobre tolerâncias, velocidades e custos nesta comparação são retirados de especificações de fabricantes publicadas, padrões de fabricação AISC/AWS e observações em oficinas de aço estrutural em toda a América do Norte e Ásia. Produzimos sistemas de corte a laser de fibra, sistemas de automação de soldagem.
Nosso objetivo é ajudar os fabricantes da indústria a encontrar os sistemas de corte corretos para atender à sua demanda real de produção e não simplesmente vender equipamentos de custo.
Referências e fontes
- AISC 360 Seção M2.2: Aço de Corte e Acabamento Instituto Americano de Construção em Aço
- AWS D/D1.1M:202 Código de soldagem estrutural 1.1. Sociedade Americana de Soldagem
- Corte Laser ^ Wikipédia
- Corte a laser versus corte a plasma: um guia moderno – Fotônica
- Comparação de corte por feixe de laser, oxigênio e arco de plasma Série Conferência IOP
- Efeito dos parâmetros de fibra-laser na precisão do corte de placas de aço S355JR Jornal de Metais MDPI


