
Póngase en contacto con Zhouxiang
Decidir entre a máquina cofia de rayos y cortadora láser será una de las opciones de equipos más importantes que haga un fabricante de acero estructural. Ambas tecnologías cortan las mismas vigas de acero de maneras drásticamente diferentes y, en última instancia, presentan diferentes compensaciones de eficiencia y rendimiento en términos de precisión, velocidad, capacidad de espesor y coste general que podrían poner a su tienda en desventaja competitiva en los años venideros.
Comparamos el uso de las publicaciones existentes para proveedores (especificación del fabricante), las reglas de fabricación publicadas AISC 360, y datos recopilados en el campo de las tiendas sobre los edificios que se construyen con cada tecnología. Luego destilamos la información en siete dimensiones clave para que pueda alinear la tecnología adecuada con su entorno de fabricación, no con la lista de deseos de su catálogo.
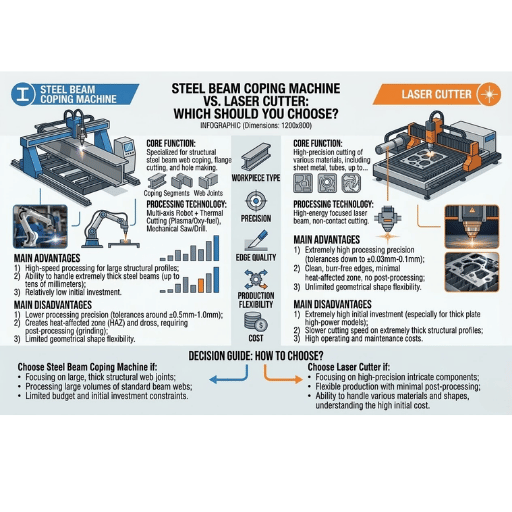
¿qué es una máquina de afrontamiento de haz y en qué se diferencia de un cortador láser?

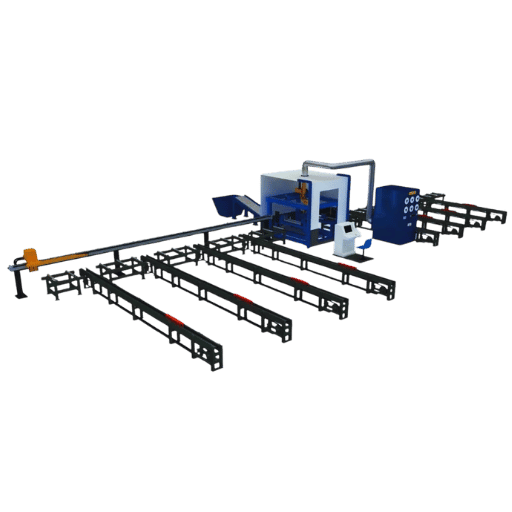
Una máquina de albardilla de haz es una celda robótica controlada por CNC diseñada para procesar perfiles de acero estructural. Un brazo robótico multieje (normalmente FANUC de 6 o 7 ejes) o KUKA toma un soplete de plasma (hipertermo X-Definition o serie HPR) o un soplete de oxicombustible y lo mueve alrededor de los 360 grados completos de la cara de un haz (haz H, haz I, canal o ángulo). Las vigas se recubren, perforan, hacen muescas, marcan, diseñan, dividen el haz y perforan de una sola vez archivos importados directamente de paquetes de modelado 3D como Tekla Structures o SDS/2.
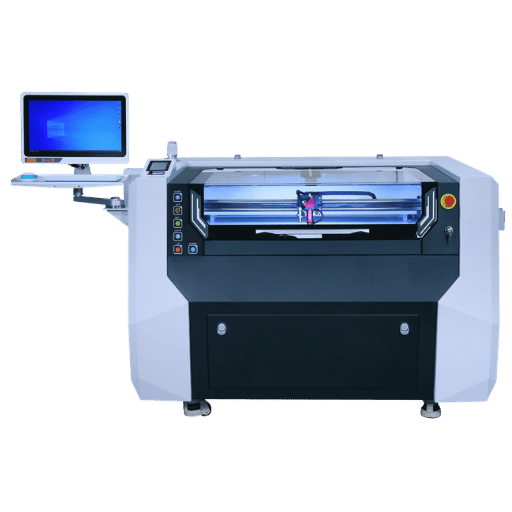
En comparación, el haz de un cortador láser de fibra se funde en el foco a una intensidad de 1064 nm entregado a través de un cable de fibra óptica. La energía se concentra en un punto de 0,1 a 0,3 mm de diámetro hasta que la temperatura supera los 1500 grados Celsius. Utilizamos una boquilla coaxial para aplicar oxígeno al gas auxiliar de alta presión para acero al carbono y nitrógeno para acero inoxidable para empujar la masa fundida fuera del corte.
La moderna línea de sistemas de haz en H de corte por láser suspende el cabezal de corte por láser en un pórtico o brazo robótico capaz de cortar perfiles en secciones estructurales de hasta 1250 por 600 mm de sección transversal.
| Característica | Máquina de albardilla de haz | Cortador láser de fibra |
|---|---|---|
| Método de corte | Antorcha de plasma u oxicombustible en brazo robótico | Rayo láser enfocado (fibra de 1064 nm) |
| Perfiles primarios | Haz H, haz I, canal, ángulo, tubo, placa | Placa plana, viga en H (máquinas especializadas) |
| Multiproceso | Cope, taladro, muesca, marca, bisel « de una sola pasada | Cortar, biselar, marcar « a menudo es necesario perforar en secundaria |
| Tolerancia típica | ±0,5 mm a ±1 mm | ±0,1 mm (delgado) a ±0,25 mm (grueso) |
| Espesor máximo | Hasta 152 mm (6«) con oxicombustible | 20-25 mm estándar; 60 mm con sistemas de 40-60 kW |
| Integración CAD | Tekla, SDS/2, STEP, AutoCAD | Tekla, software de anidación, DXF/DWG |
Esta es la división básica: la máquina de albardilla de haz se convierte en un caballo de batalla multiproceso diseñado para grandes perfiles estructurales, mientras que el láser tiende a ser un animal dedicado que puede lograr tolerancias más estrictas y velocidades más altas en material delgado, pero requiere otro paso para perforar y cortes de perfiles intrincados en material más grueso.
Precisión y tolerancia de corte
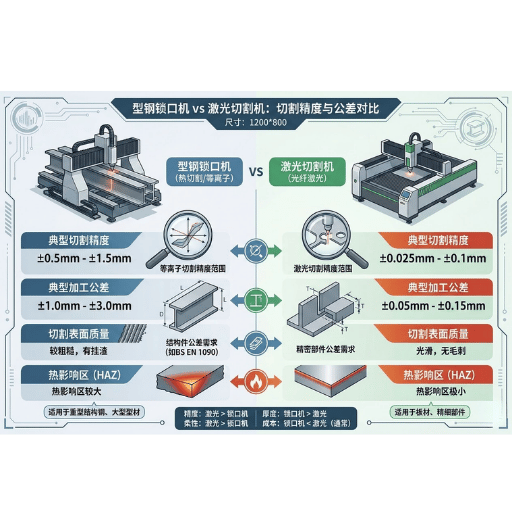
“¿Qué precisión puede esperar el corte o el fabricante?” es una primera pregunta muy común y variará según el espesor de su material. Una máquina cortadora láser de fibra utilizada correctamente es capaz de contener 0,1 mm (4 mil) en una placa de cualquier espesor inferior a 6 mm (1⁄4 de pulgada) de espesor, con una precisión de posición del orden de 0,03 mm (1 mil). Este nivel de precisión da como resultado bordes cortados que son casi prístinos y que no necesitan acabado secundario en la mayoría de los casos.
Las tolerancias de almacenamiento experimentadas en el mecanizado por plasma CNC de secciones de acero son del orden de 0,5 mm a 1 mm. La tecnología Perfect Hole de HGG logra tolerancias de orificio de perno de aproximadamente 0,2 mm, y AWS D1.1:2025 Código de soldadura estructural-la maquinaria compatible produce acabados superficiales que eliminan las tolerancias mínimas de rugosidad definidas por el AISC. Para trabajos de acero estructural, el ajuste de las conexiones cuyo criterio de rendimiento es mucho menos crítico que la tensión aplicada a la conexión (estas tolerancias están dentro de las tolerancias de una máquina de albardilla).
| Rango de espesor | Tolerancia del cortador láser | Tolerancia de la máquina de afrontamiento |
|---|---|---|
| Menos de 6 mm | ±0,05 până la ±0,1 mm | No es una aplicación típica |
| 6-12 mm | ±0,1 până la ±0,2 mm | ±0,5 mm |
| 12-25 mm | ±0,25 până la ±0,5 mm | ±0,5 până la ±1 mm |
| 25-150 mm | Más allá del límite práctico | ±1 mm (combustible oxigeno) |
💡 Consejo profesional
La precisión del láser tiende a deteriorarse a medida que aumenta el espesor. Después de 12 mm, la HAZ se vuelve más ancha, las polarizaciones de la banda y la brida se vuelven más pronunciadas y las tolerancias se vuelven comparables al corte por plasma. Si la mayor parte de su trabajo involucra canales pesados en forma de W que tienen un espesor de brida de más de 20 mm, entonces el beneficio de precisión del láser comienza a volverse menos significativo.
Velocidad y rendimiento en la producción
La velocidad de corte bruta proporciona sólo una parte de la ecuación de rendimiento. Una máquina cortadora por láser de fibra, por ejemplo, cortará placas de acero dulce de 1 a 2 mm a 5-10 m/min; con un espesor de más de 20 mm, las velocidades rondarán los 0,5-0,7 m/min. Datos de láser de fibra publicados en el dominio público por Fotónica IPG muestra velocidades de proceso de 3 a 5 veces más rápidas en material de menos de 10 mm que la mayoría de los perfiles de corte por plasma.
Pero una máquina de afrontamiento de vigas CNC que ofrece la capacidad de realizar operaciones de afrontamiento, perforación, muesca, marca y orificio de perno automáticamente en una sola pasada tiene todo tipo de beneficios de rendimiento que la velocidad de corte por sí sola no puede cuantificar. Debido a que la máquina maneja no sólo la operación de corte, sino todos los pasos secundarios en esta estación de diseño automatizado, consolida lo que de otro modo serían cinco o seis estaciones separadas. Los fabricantes que informan experiencia con cobres de plasma robóticos citan ahorros en el rendimiento de pared a pared de hasta un 80 por ciento en comparación con los flujos de trabajo manuales de diseño y antorcha. El manejo de materiales se reduce de 3 a 6 toques de grúa por viga a 1 a 2.
80%
Reducción del tiempo de producción (máquina de coping vs manual)
3-5×
Ventaja de velocidad del láser en material delgado (<10 mm)
1-2
Toques de grúa por viga (albardilla CNC)
Una dimensión en la que la máquina de cofia a menudo supera a un sistema láser más rápido con estaciones secundarias es el trabajo estructural de perfil mixto, donde un perfil de viga único requiere copas, orificios para pernos, biseles de preparación de soldadura y marcas de trazado.
Espesor del material y compatibilidad de perfiles

Vale la pena destacar más claramente la línea divisoria de estas dos tecnologías. Las porciones de acero estructural estándar de corte por láser en plataformas láser de fibra pura de alta potencia funcionan bien hasta una capacidad de 20 a 25 mm. Los sistemas comerciales más potentes (más de 40 kW de potencia) cortarán material de 60 mm (o más pesado). A medida que aumenta el espesor y el peso de la viga, la calidad del corte se vuelve menos consistente: la zona afectada por el calor se amplía, el ángulo de corte se estrecha y la calidad de la superficie del borde disminuye.
Los sistemas de albardilla de vigas no tienen un techo de espesor limitante en los perfiles estructurales. Las máquinas equipadas con oxicombustible, como la Peddinghaus ABCM-1250, cortan material de hasta 152 mm (6 pulgadas) de espesor. Las máquinas estándar equipadas con plasma (o procesadores duales de plasma/oxicombustible) alcanzan aproximadamente 38 mm (o más, dependiendo de los tamaños de perfil).
| Tipo de perfil | Máquina de albardilla de haz | Cortador láser de fibra |
|---|---|---|
| Haz H/forma W | Hasta 1270 mm de ancho × 610 mm de alto | Hasta 1250 × 600 mm (máquinas especializadas) |
| Canal/ángulo | Soporte completo (hasta 254 × 254 mm de ángulo) | Limitado « requiere fijación específica del perfil |
| Tubo/tubo redondo | Modelos seleccionados (HGG, Prodevco: 100-660 mm de diámetro) | Sistemas láser de tubo (categoría de máquina separada) |
| Placa plana/chapa | Capacidad secundaria (hasta 1220 mm de ancho) | Resistencia primaria « placa delgada a mediana |
| Espesor máximo del material | 152 mm (combustible oxigeno) | 20-25 mm estándar; 60 mm de alta potencia |
⚠¦ Importante
Si su taller de acero trabajará con vigas con bridas superiores a 25 mm, un cortador láser por sí solo no puede ser su máquina de corte crítica en todos los aspectos. Para las secciones pesadas, es necesaria una máquina de albardilla o una línea de haz a base de plasma. Un Máquina cortadora láser de haz H es un buen sistema complementario para perfiles más delgados, trabajos de placas y aplicaciones de conectividad, pero no necesariamente para requisitos de corte primarios.
Costo total de propiedad
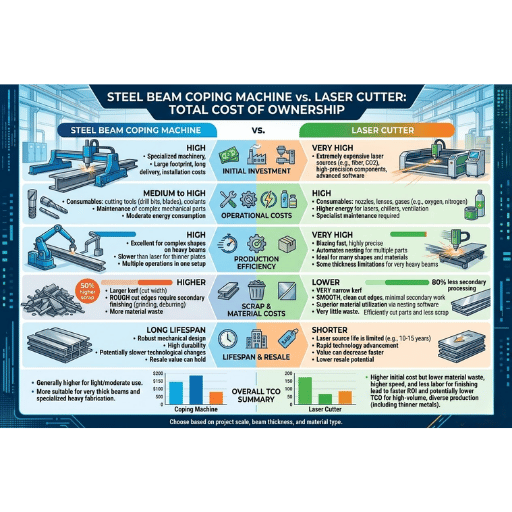
La etiqueta de precio es la variable obvia. Los factores ocultos del costo de propiedad, como mano de obra, consumibles, mantenimiento, espacio y operaciones posteriores, que cada máquina eliminará o agregará en un período de 5 a 10 años deberían resonar aún más.
| Factor de costo | Máquina de albardilla de haz | Cortador láser de fibra |
|---|---|---|
| Equipo (nuevo) | $300K-ona-$1M+ (célula plasmática robótica) | $250K-$600K+ (sistema de grado estructural) |
| Labor por turno | 1 operador (reemplaza 3-6 estaciones manuales) | 1 operador + manipulador de materiales |
| Electricidad | Moderado (fuente de alimentación de plasma + robot) | Menor potencia por kW (eficiencia de fibra) |
| Consumibles | Electrodos de plasma, boquillas, escudos, gas | Ventanas protectoras, boquillas, gas auxiliar (N2 u O2) |
| Gas auxiliar (gran volumen) | O2 + aire “costo moderado | N2: $3.000-$30.000/mes en plena producción |
| Operaciones secundarias | Mínimo « perforación y marcado integrados | Es posible que necesite una línea de perforación separada para los orificios de los pernos en secciones gruesas |
| Recolección de polvo | Se requiere « celda cerrada con evacuación | Requerido “área de corte cerrada con filtración |
💡 Consejo profesional
No olvide tener en cuenta el uso de gas de asistencia de nitrógeno de un sistema de corte por láser. En cortes de acero al carbono pesados, de alta producción y gruesos, el láser puede requerir $15 000-$30 000 de nitrógeno cada mes. Muchos fabricantes subestiman este gasto adicional durante el proceso de cotización, solo para recibir información sobre la factura más alta más adelante, una vez que el equipo esté en pleno funcionamiento. Pídale al fabricante de sus sistemas láser que proporcione un análisis de gas que proyecte su consumo de nitrógeno en función de su mezcla de producción real, incluidas las millas de placas gruesas de acero al carbono.
Cuándo elegir una máquina de afrontamiento de haz en lugar de una cortadora láser
La decisión de comprar una máquina de albardilla CNC para vigas de acero estructural depende en gran medida de la combinación de perfiles, el volumen y el flujo de trabajo posterior de su taller. Aquí hay una fórmula de decisión lógica basada en los factores que distinguen a los talleres que pueden aprovechar al máximo la automatización de albardillas.
- ✔
Su trabajo involucra predominantemente vigas en H, formas en W, canales y ángulos: la placa desnuda no es su producto característico - ✔
Habitualmente mecaniza espesores de bridas superiores a 25 mm en vigas - ✔
Cada viga se somete a múltiples procesos: albardillas, orificios para pernos, preparación de soldadura, muescas y marcas - ✔
Le interesa combinar diseño, albardilla, perforación y rectificado en una sola estación - ✔
Utiliza estructuras Tekla o archivos SDS/2 y desea un flujo de trabajo directo de archivo a máquina - ✔
Las capas manuales son el cuello de botella en su tienda; los operadores de antorchas capacitados disponibles son difíciles de encontrar y retener
Las tiendas que procesan más de 50 vigas por día con demandas de procesos múltiples se benefician enormemente de una máquina de afrontamiento en 12 a 24 meses con retrabajo reducido, medido en horas de trabajo por miembro. Los talleres menores que los principales que procesan menos de 20 vigas por día deben analizar los cálculos de gastos de capital versus reducciones de mano de obra posteriores para su volumen y flujo de trabajo específicos.
⚠¦ Error común
Comprar una celda de afrontamiento robótica de alta gama para un taller que procesa sólo de 10 a 15 haces por día. Mientras tanto, la máquina sigue infrautilizada y el plazo de pago se extiende a 4-5 años. Los talleres más pequeños encontrarían un mejor uso de ese capital en una línea de haz de plasma de rango medio o en el paso de capas a un centro de servicio.
Cuando un cortador láser tiene más sentido
La tecnología láser de fibra proporciona beneficios de producción en talleres que requieren tolerancias estrictas, geometrías de corte intrincadas y material de espesor bajo a medio.
Compre dominado por el procesamiento de placas: si su investigación anterior ha demostrado que la fabricación de placas planas maneja placas de refuerzo, placas base, placas de conexión, refuerzos y similares de manera más rápida, limpia y económica con un láser que cualquier sistema basado en plasma, entonces la solución es un láser de fibra. Un ancho de corte más estrecho (0,1 frente a 3-6 mm), un menor desperdicio de corte y un software de anidamiento optimizado reducen el material de desecho entre un 15 y un 20 por ciento o más.
Componentes críticos para orificios de soplado: el acero arquitectónico, las conexiones expuestas y las piezas que requieren carpintería a presión se fabrican más fácilmente con las tolerancias estrictas de 0,1 mm que se pueden lograr con láser. Reducción de la mano de obra de molienda aguas abajo.
Talleres de materiales mixtos: a diferencia de una máquina albardilla dedicada, un láser puede mecanizar aleaciones de acero al carbono, acero inoxidable, aluminio y cobre en el mismo sistema, si su taller trabaja con variedades distintas al acero estructural.
Procesamiento de trabajo de placas de alto volumen y alta resistencia: las tecnologías patentadas de corte por láser se mueven entre 5 y 10 metros por minuto en material delgado durante muchas veces el volumen por hora que una máquina de plasma equivalente. Para los talleres ocupados que realizan múltiples turnos, una ventaja de rendimiento proporciona un retorno de la inversión cuantificable.
Conclusión clave
Un sistema láser no debe considerarse un sustituto en la fabricación estructural pesada de una máquina de afrontamiento, y viceversa. Muchos grandes fabricantes operan uno al lado del otro: una máquina de afrontamiento para vigas estructurales y un láser para el procesamiento de materiales de placas y tubos ligeros. Todo se reduce a qué equipo es el factor limitante actual.
Preguntas frecuentes «Acopladora de vigas de acero versus cortadora láser
P: ¿Puede una máquina de cofia de haz reemplazar por completo una cortadora láser?
Ver respuesta
Respuesta corta: no. Las máquinas de albardilla se adaptan bien a los perfiles estructurales, pero no pueden competir con el láser en una placa plana delgada. Sin embargo, en la práctica, las tiendas que sólo cortan vigas pesadas pueden salirse con la suya con sólo una máquina de albardilla.
P: ¿Cuáles son dos desventajas de los cortadores láser?
Ver respuesta
Parecen ser dos factores clave a considerar. El primero tiene que ver con los límites de espesor (el acero al carbono de soldadura láser de fibra es precisa a 20-25 mm, pero reduce significativamente su calidad de corte después de ese punto). El segundo factor es el alto costo del gas de asistencia (para hacer funcionar nitrógeno en plena producción, un usuario podría usar $15,000-$30,000 por mes del gas, un gasto que la mayoría de los compradores subestiman al comprar.
P: ¿Qué espesor puede manejar un cortador láser en el acero estructural?
Ver respuesta
Los láseres de fibra industriales típicos (6-12 kW) cortan MS hasta 20-25 mm con una calidad superficial tolerable. Las unidades de mayor potencia (40-60 kW) pueden perforar mucho más gruesas (60 mm), aunque las velocidades y la calidad de los bordes se desplomarán. Para obtener piezas de calidad de producción, la mayoría de los fabricantes limitan el trabajo con láser de fibra a un rango de tamaño_rango de 16-20 mm según las tolerancias dimensionales ISO 9013:2017.
P: ¿Es el corte por plasma una mejor alternativa a ambos?
Ver respuesta
¿la capacidad de espesor del terreno medio es mayor que la de un láser pero no tan precisa como una y el costo del equipo es menor que cualquiera de los dos?
Si un taller sólo necesita perfilado y no requiere múltiples procesos, bastará con una mesa de corte por plasma. Sin embargo, no elimina la necesidad de otros procesos como taladrar, marcar y biselar de los que son capaces las máquinas de cofia; y estas mesas no pueden producir cortes con calidad láser en materiales más ligeros. Para aprender más sobre corte por láser versus plasma para vigas de acero, lea nuestra comparación por separado.
P: ¿Se puede integrar una máquina de afrontamiento de haz con mi configuración existente?
Ver respuesta
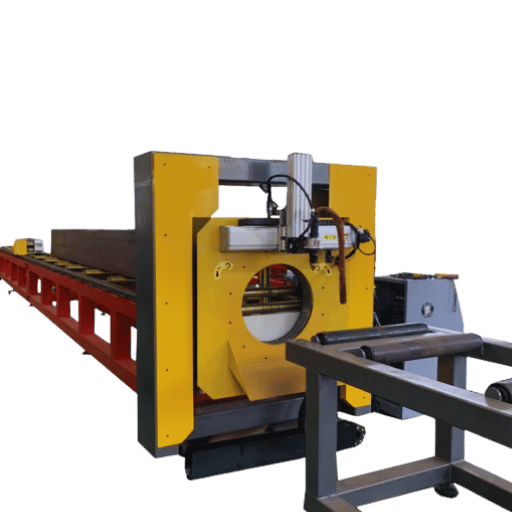
Absolutamente. Muchas máquinas de afrontamiento de haz CNC actuales ya toman el archivo directamente de los formatos de archivo Tekla Structures, SDS/2, STEP y AutoCAD. La máquina CNC está equipada con rodillos y sistema de alimentación y salida.
La mayoría de las instalaciones forman parte de una celda de producción alimentada por rodillos de 20-30 M que está cerrada y cuenta con un sistema de extracción de polvo y aire comprimido. La alimentación de entrada y salida se puede vincular a las operaciones manuales, de alimentación automática/ciclo automático. La API se vincula con la mayoría de los paquetes actuales de software de gestión de tiendas y MRP.
P: ¿Qué mantenimiento requiere cada máquina?
Ver respuesta
Una buena regla general para un plasma es presupuestar el tiempo para 200-300 horas de cambios de consumibles de arco (electrodo, boquilla, escudo), 4 veces al año de calibración de brazo robótico, lubricación del transportador y cambios en el filtro de recolección de polvo. Los cortadores láser requieren una cobertura semanal de la integridad de la ventana protectora durante el uso de gran volumen, lavado de boquillas al final del turno, tratamiento con enfriador de 6 meses y diagnóstico anual de la fuente láser por parte del fabricante del equipo de grabado. Deje que cualquiera de las piezas de maquinaria se desvíe de estos programas de mantenimiento y verá una belleza de calidad de corte perdida antes que muchas otras cosas.
El plasma desarrollará una acumulación considerable de escoria en la superficie cortada y el láser exhibirá un mayor desplazamiento focal y conicidad de los bordes.
¿necesita ayuda para elegir la tecnología de corte adecuada?
Desarrollamos ambos sistemas de soldadura robótica para acero estructural sistemas de fabricación y corte por láser de fibra. Nuestro departamento de ingeniería puede evaluar sus requisitos de producción para seleccionar la configuración adecuada.
Acerca de este análisis
Desde 1991, Zhouxiang diseña y fabrica maquinaria de procesamiento de acero estructural. Los datos sobre tolerancias, velocidades y costos en esta comparación se toman de las especificaciones publicadas por el fabricante, los estándares de fabricación AISC/AWS y las observaciones en talleres de acero estructural en América del Norte y Asia. Producimos sistemas de corte por láser de fibra, sistemas de automatización de soldadura.
Nuestro propósito es ayudar a los fabricantes de la industria a encontrar los sistemas de corte correctos para satisfacer su demanda de producción real, no simplemente vender equipos de costo.
Referencias y fuentes
- AISC 360 Sección M2.2: Acero de Corte y Acabado « Instituto Americano de Construcción en Acero
- AWS D1.1/D1.1M:2025 Código de soldadura estructural « Acero « Sociedad Americana de Soldadura
- Corte por láser « Wikipedia
- Corte por láser versus corte por plasma: una guía moderna « Fotónica IPG
- Comparación del corte por arco de plasma, oxígeno y haz láser « Serie de conferencias de la PIO
- Efecto de los parámetros de fibra láser sobre la precisión de corte de placas de acero S355JR « MDPI Metals Journal


