Póngase en contacto con Zhouxiang
Cómo elegir el robot de soldadura adecuado para su línea de producciónLa escasez mundial de talento para los soldadores ya no es una predicción: es la realidad que se siente cada día en las fábricas fabulosas. El Sociedad Estadounidense de Soldadura (AWS) se estima que Estados Unidos necesitará alrededor de 330.000 nuevos miembros del gremio de soldadura desde ahora hasta 2028, mientras que la edad media de la fuerza laboral de soldadura actual es 55 años. En ese contexto, cada vez más fabricantes están analizando robot soldador sistemas, pero elegir el robot soldador equivocado puede generar seis cifras de capital sin beneficios.
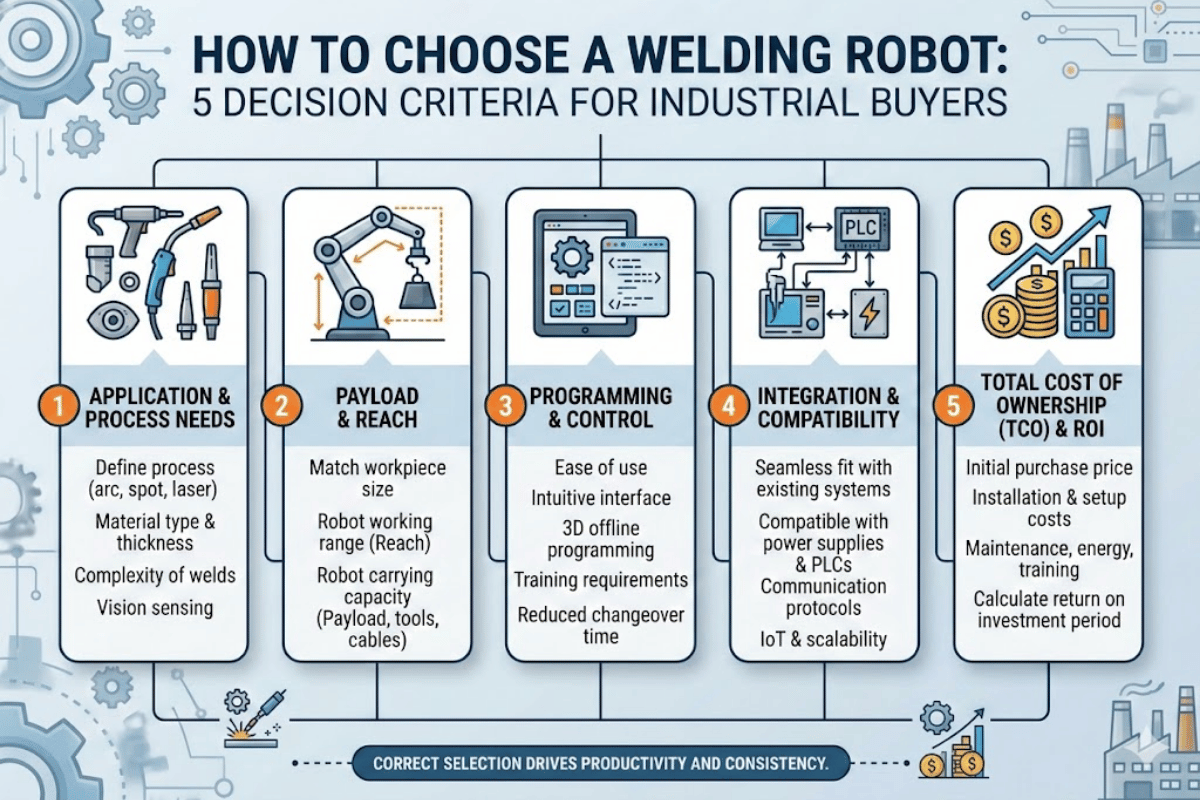
Esta guía presenta cinco factores de decisión que utilizan los compradores industriales para seleccionar el robot de soldadura adecuado. Cada uno incluye datos de especificaciones reales, contexto de costos y obstáculos para los recién llegados.
Por qué el robot de soldadura adecuado genera o rompe su retorno de la inversión en automatización

La soldadura robótica es el segundo propósito más importante para los robots industriales a nivel mundial y comprende entre el 15 y el 21 por ciento de las instalaciones. El Informe IFR World Robotics 2025 indica que, a partir de 2024, las fábricas instalaron aproximadamente 542.000 nuevos robots, una tendencia que se ha duplicado en los últimos 10 años. ¿El principal impulsor? Fabricantes que no pueden realizar adecuadamente las tareas de soldadura manual.
Según Oficina de Estadísticas Laborales los datos, cerca de 45.600 puestos vacantes de soldadura abiertos cada año, a menudo para reemplazar las jubilaciones. Mientras tanto, las máquinas de soldar robóticas generalmente alcanzan entre un 60 y un 85 por ciento de tiempo de arco, en comparación con el 20-35 por ciento de un soldador durante todo el día. Esa brecha de productividad es lo que los fabricantes encuentran tan atractivo, pero sólo si el robot coincide con las tareas de soldadura en cuestión.
542,000
Robots instalados a nivel mundial (2024)
330,000
Se necesitan soldadores en EE. UU. para 2028
60-85%
Tiempo de arco del robot frente al manual 20-35%
⚠¦ Error común
Elegir un robot basándose únicamente en el precio. Por cada dólar gastado en el brazo robótico, normalmente se absorben otros 70 centavos en la fuente de energía, la fijación, la jaula de seguridad, la mano de obra de integración y la capacitación del operador.
Criterio 1 « Haga coincidir el proceso de soldadura con su aplicación

Su proceso de soldadura determina cada decisión posterior: detalles del soplete, tipo de gas de protección, espesor del alambre, parámetros de soldadura e incluso la carga útil del robot. Antes de revisar cualquier modelo candidato, identifique cuál de los diferentes procesos de soldadura requieren sus piezas.
MIG / MAG (Soldadura por arco de gas metal)
Los robots soldadores MIG son, con diferencia, los más adaptables a diversas tareas de soldadura de producción. Hilan el relleno a través de una varilla de alambre alimentada continuamente, protegida en forma de gas por un gas inerte o activo. Variantes de acero, variantes de aluminio, todas ellas funcionan en MIG. Piezas de resistencia estructural con alta deposición, como vigas, refuerzos y tirantes de estabilidad, a menudo por defecto en un robot de soldadura MIG.
TIG (Soldadura por arco de tungsteno a gas)
Donde MIG soldó para mayor velocidad, TIG soldó para mayor precisión. El tungsteno no fundido produce un cordón de soldadura estrecho y limpio con poca o ninguna salpicadura. Las aplicaciones en las que la apariencia o el estado metalúrgico tienen prioridad, como los componentes de acero inoxidable aeroespaciales y de calidad alimentaria, y los tubos de paredes delgadas de manguera pequeña, a menudo optan por la unión TIG en lugar de la eficiencia de gran volumen.
Soldadura láser
Los robots de soldadura láser enfocan un haz concentrado de energía luminosa para fusionar metales, manteniendo pequeña la zona afectada por el calor. Las velocidades de viaje pueden alcanzar varios metros por minuto. La distorsión sigue siendo mínima. Eso es importante para ensamblajes construidos con tolerancias estrictas. El gasto de capital es mayor, pero la recuperación de la inversión es rápida con el volumen y la soldadura repetitiva.
Soldadura puntual
La soldadura por puntos todavía representa la mayor parte de la producción de carrocerías en blanco para automóviles. Dos electrodos de cobre se aplastan sobre paneles de chapa y generan corriente hasta que se forma una “pepita” de soldadura por resistencia. Las cargas útiles de los robots pueden superar los cien kilogramos para las pistolas de soldadura por puntos; La elección del brazo robótico se regirá principalmente por el peso del arma y el alcance de cada lugar de soldadura.
| Proceso | Mejor para | Velocidad | Precisión | Costo de entrada |
|---|---|---|---|---|
| MIG/MAG | Acero al carbono, inoxidable, aluminio; fabricación estructural | Alto | Moderado | $$ |
| TIG | Materiales delgados, aeroespacial, acero inoxidable de calidad alimentaria | Bajo-moderado | Muy alto | $$$ |
| Láser | Conjuntos de alto volumen y tolerancia estricta | Muy alto | Alto | $$$$ |
| Punto | Chapa, BIW automotriz, unión de paneles | Alto | Moderado | $$ |
💡 Consejo profesional
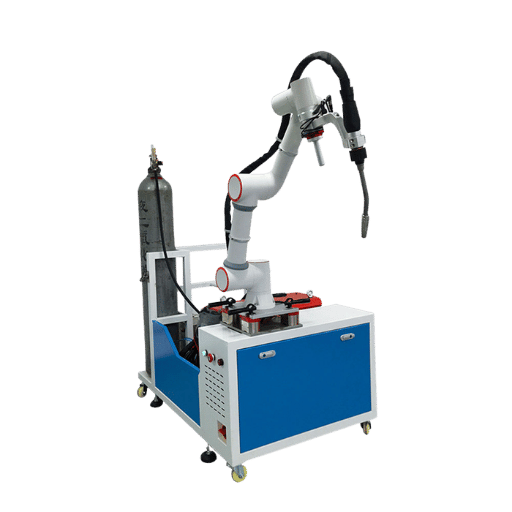
Algunos de los modelos de robots más nuevos de la actualidad pueden realizar múltiples tipos de soldadura en el mismo brazo. El robot de soldadura de riel terrestre todo en uno de Zhouxiang, por ejemplo, es capaz de realizar procesos de soldadura por MIG, TIG de arco de argón y láser protegidos por gas cargados en una única plataforma de seis ejes. Si su programa de producción requiere diferentes materiales y tipos de juntas, un robot multiproceso puede reemplazar múltiples celdas dedicadas.
Criterio 2 « Evaluar la configuración de carga útil, alcance y eje
Cada robot de soldadura debe transportar físicamente el conjunto de antorcha, junto con el alimentador de alambre, los cables y el paquete de sensores opcional, a cada ubicación de la junta de soldadura. Reducir el tamaño de la carga útil o la capacidad de alcance puede provocar que se pierdan posiciones de soldadura durante operaciones de soldadura complejas, fijación adicional o una actualización de reequipamiento después de la entrega, lo que reduce los beneficios de la soldadura robótica incluso antes de que el sistema comience a producirse.
Carga útil
Los sopletes de soldadura por arco con alimentadores de alambre integrados normalmente tendrán masas en el rango de 6 a 12 kg. Incluir una cámara incorporada o un sensor de seguimiento de costuras significa una carga en la muñeca que se acerca a la marca de 15 kg. Especifique siempre la carga útil con un generoso margen de seguridad de al menos un 20 por ciento por encima del requisito real. Por ejemplo, el Zhouxiang ZXR12-2010 es una carga útil de 12 kg, mientras que el ZXR10W-1440-D puede gestionar una carga de 10 kg ñonera, ambos más que suficientes para equipos de soldadura TIG y MIG.
Alcance (radio del brazo)
El alcance determina el tamaño de la envolvente de trabajo. Un alcance de 1440 mm es bueno para soldaduras pequeñas a medianas de menos de un metro de largo. Soldar grandes estructuras de acero, como columnas de placas, vigas de soporte a nivel de plataforma o secciones de puentes de barcos, necesitará un alcance superior a 2000 mm. Cuando no se puede alcanzar la pieza o el accesorio ni siquiera con un robot de largo alcance, los sistemas de rieles terrestres amplían el espacio de trabajo. Los rieles estándar de 6 m de Zhouxiang se extienden fácilmente a longitudes personalizadas para soldaduras de costuras largas.
Recuento y montaje de ejes
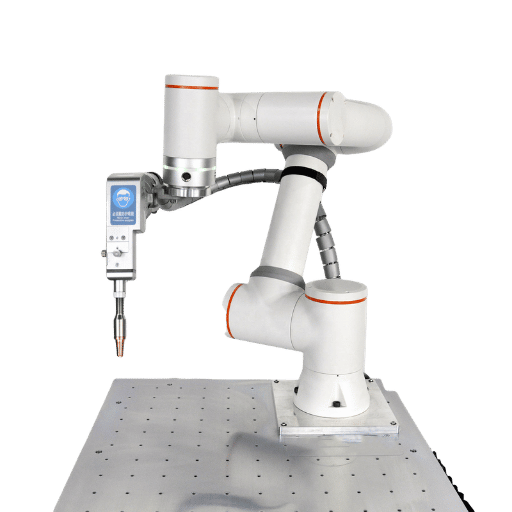
Los robots de seis ejes son el estándar de la industria en aplicaciones de soldadura por arco. Su sexto eje permite que la antorcha se acerque desde casi cualquier ángulo. Los sistemas de siete ejes evolucionan a un eje de movimiento adicional para trabajar en espacios de trabajo reducidos o cuando se desplazan parcialmente detrás de accesorios. La versatilidad de montaje (suelo, techo, soportes de pared o invertido) determina cuánto espacio consume la celda de soldadura.
| Especificaciones | ZXR12-2010 | ZXR10W-1440-D |
|---|---|---|
| Hachas | 6 | 6 |
| Carga útil | 12 kg | 10 kg |
| Alcance | 2.010 mm | 1.440 mm |
| Repetir posicionamiento | ±0,05 mm | ±0,05 mm |
| Peso | 313 kg | 210 kg |
| Protección IP | J1-J2: IP56 / J3-J6: IP67 | J1-J2: IP56 / J3-J6: IP67 |
| Montaje | Piso / Soporte / Invertido | Piso / Soporte / Invertido |
💡 Consejo profesional
Encuentre articulaciones de muñeca con clasificación IP67. El rocío de soldadura, el polvo y las salpicaduras de molienda y el aire húmedo de las líneas de enfriamiento reducirán significativamente la vida útil del robot de soldadura si no están protegidos correctamente. Los sellos con clasificación IP67 en los ejes J3 a J6 permitirán que el tubo de agua, la pistola de molienda y las salpicaduras de soldadura -ñan, así como la inmersión temporal -ñan, no comprometan el hardware interno de las juntas.
Criterio 3 « Evaluar el volumen de producción y la complejidad de las piezas
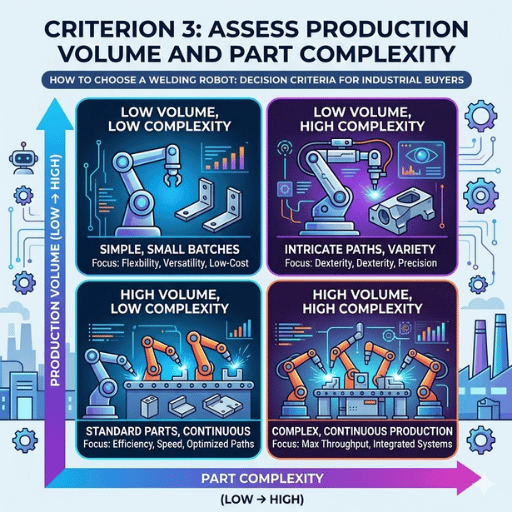
La configuración de la celda depende mucho más de la combinación de producción típica que de cualquier factor técnico. Una fábrica que produzca seiscientos soportes por turno tendrá un plan muy diferente al que suelda veinte marcos estructurales diferentes por semana.
Alto volumen, geometría simple
Si el proceso de soldadura no requiere variación pero se repite en cada ciclo, entonces una celda simple de una sola estación será la más económica. Las instrucciones del programa permanecen iguales para cada ciclo, mientras que una mesa estacionaria ñan posicionador giratorio o una mesa fija ñan puede sujetar la pieza que se está soldando.
Alto volumen, geometría compleja
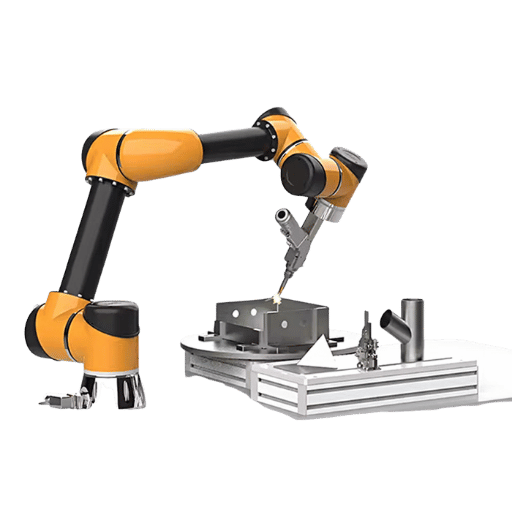
¿trabajar con muchas soldaduras en diferentes ángulos o costuras difíciles de alcanzar? Las celdas de soldadura multiestación con posicionadores servoaccionados pueden ayudar. Mientras el robot suelda en la estación A, un operador carga una pieza nueva en la estación B. Los posicionadores inclinan y giran la pieza de trabajo para que cada junta esté optimizada para su mejor ángulo de soldadura en lugar de requerir compromisos no deseados en el ángulo de la antorcha.
Bajo volumen, alta mezcla
¿piezas con muchos números de pieza diferentes? El software de programación fuera de línea es la solución. Los operadores simplemente cargan dibujos CAD 3D (Tekla, Solid Works o UG) y generan rutas de programas de robots en una computadora de escritorio normal sin quitar la celda. La programación sin enseñanza evita horas de jog-teach que hacen que la automatización de lotes pequeños sea antieconómica en sistemas más antiguos. Estos sistemas de soldadura automatizados permita que los soldadores expertos se centren en tareas de soldadura con una precisión que los robots aún no pueden replicar.
El seguimiento simultáneo de costuras puede mejorar drásticamente la consistencia y flexibilidad de la soldadura. Un seguidor de línea láser como el sensor CP350V en los sistemas ferroviarios de Zhouxiang puede medir la ubicación real de la junta durante la soldadura y corregir la trayectoria del soplete para compensar cualquier variación de parte a parte. Esto es especialmente importante en la soldadura de acero estructural y placas pesadas, donde las soldaduras por adherencia distorsionantes pueden desplazar una junta entre 3 y 4 milímetros.
Elegir la configuración de celda adecuada
- 500+ piezas/turno idénticos → Celda de una sola estación con fijación fija
- 200-500 piezas/desplazamiento con juntas multiángulo → Estación dual con servoposicionador
- Menos de 50 piezas/turno con muchos números de pieza → Celda modular con programación offline + seguimiento de costura
- Trabajos estructurales de costura larga (vigas, columnas) → Sistema ferroviario con recorrido prolongado
Criterio 4 « Robot industrial versus robot colaborativo (Cobot)

No todos los proyectos de automatización de soldadura requieren un sistema de soldadura robótico detrás de una valla de seguridad. Los robots colaborativos (cobots) han establecido un papel importante en la soldadura ahora, gracias a sus menores costos iniciales y su fácil adaptación a aplicaciones de bajo volumen. Se reduce a velocidad, rendimiento y espacio.
Cuando gana un robot industrial
Los robots industriales están diseñados para un rendimiento máximo. Operan a mayor velocidad (las velocidades de herramienta de 2 metros por segundo son comunes), pueden soportar cargas útiles mucho más pesadas y mantener un ciclo de trabajo que mantiene el arco activo el 85 por ciento de un turno o más. Si su flujo de trabajo opera dos o tres turnos, suelda placas pesadas o debe adaptarse a la ergonomía de las celdas de múltiples estaciones con hardware con clasificación de seguridad, un robot industrial es la opción correcta para usar soldadura robótica a escala.
Cuando gana un cobot
Los cobots no tienen el alto rendimiento de los robots industriales, pero son mucho más fáciles de operar. Un cobot no necesita un recinto de seguridad, ya que puede equiparse con sensores de fuerza y proximidad incorporados, controlados a través de ellos ISO/TS 15066 límites de fuerza y potencia y, por lo tanto, pueden funcionar junto a operadores humanos. El brazo se puede guiar manualmente a través de la ruta de soldadura, por lo que no se necesita experiencia en robótica para introducir un nuevo programa. La celda de soldadura de cobot inicial puede costar aproximadamente la mitad del costo de una industrial convencional, con la mayor parte de la velocidad intacta.
La velocidad es el contraargumento. Las regulaciones restringen la velocidad del centro de la herramienta a sólo alrededor de 1 a 1,5 metros por segundo en un modo colaborativo. Para aplicaciones de bajo volumen y alta mezcla que no garantizan una celda de soldadura detrás de una cerca de seguridad, esta es una compensación aceptable. Para la fabricación de gran volumen las 24 horas del día, los 7 días de la semana, no lo es.
| Factor | Robot industrial | Cobot |
|---|---|---|
| Carga útil típica | 6-200+ kg | 5-16 kg |
| Velocidad de la herramienta | Hasta 2+ m/s | ~1-1,5 m/s (de seguridad limitada) |
| Infraestructura de seguridad | Cercas, cortinas de luz, enclavamientos | Sensores incorporados, sin jaula |
| Costo de la celda (típico) | $50.000-$150.000+ | $30.000-$70.000 |
| Programación | Software colgante o fuera de línea | Aplicación de guía manual o tableta |
| Mejor para | Soldaduras pesadas, multiturno y de gran volumen | Pequeñas tiendas de bajo volumen, de mezcla alta |
⚠¦ Error común
Comprar un cobot para producción en tres turnos. Porque tienen limitaciones de seguridad (ISO 10218-1:2025 y ISO/TS 15066), un cobot no podrá funcionar a las velocidades de la celda industrial de dos turnos y no es capaz de soportar el ciclo de trabajo de un robot industrial. Si la relación entre rendimiento e inversión es la reina, entonces una celda industrial vallada superará a un cobot en un factor importante.
El cumplimiento de la seguridad se aplica a ambos caminos. Los robots industriales deben cumplir Pautas de seguridad robótica de OSHA y el estándar ANSI/RIA R15.06 (derivado de ISO 10218). Los cobots también deben cumplir los límites de fuerza y presión ISO/TS 15066 para 29 regiones del cuerpo definidas. En los EE. UU, OSHA 29 CFR 1910.252-255 cubre soldadura por arco, soldadura por resistencia y prevención de incendios, independientemente de si el soldador es humano o robótico.