
Póngase en contacto con Zhouxiang
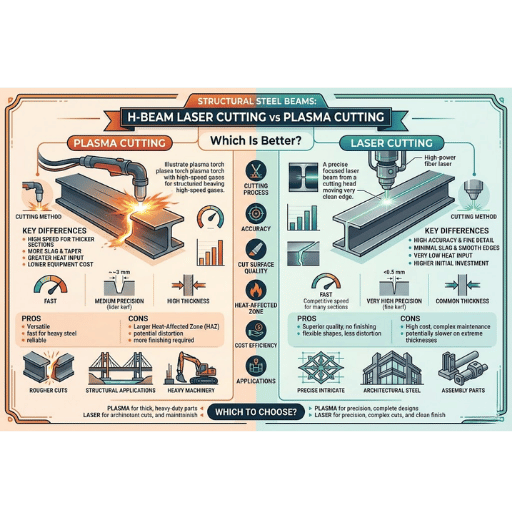
Entra hoy en cualquier taller de fabricación de acero estructural y escucharás el mismo debate: ¿cortar con láser o cortar con plasma los haces H?
Cada tecnología de corte tiene su propio conjunto de ventajas e inconvenientes que le permiten biselar con éxito una red, cortar una columna y perforar agujeros en una brida. Sin embargo, ofrecen estos cortes de manera muy diferente, a diferentes niveles de costo y con una calidad de borde muy diferente. Esta guía separa la exageración de la realidad al proporcionar datos de tolerancia verdaderos, cifras de costo total de propiedad y una metodología diseñada específicamente para tomar una decisión sobre la viga H y otros trabajos de acero estructural.
Corte por láser versus plasma para haces H: de un vistazo
Antes de entrar en los detalles de las dimensiones individuales, esta es la descripción general de lo que el fabricante requiere directamente. Este cuadro cubre las medidas que más importan al fabricar vigas de acero, secciones en W y formas estructurales de acero. Al comparar las dos tecnologías de corte: el corte por plasma utiliza un arco de alta temperatura, mientras que el corte por láser utiliza un haz de luz enfocado, ambos cortadores pueden cortar metales conductores, aunque cada uno es capaz de cortar diferentes rangos de espesor con diferentes tolerancias.
| Criterio | Corte por láser de fibra | Corte por plasma |
|---|---|---|
| Tolerancia dimensional | ±0,10 mm (ISO 9013 Rango 1--2) | ±0,5-0,6 mm (ISO 9013 Rango 2-4) |
| Ancho HAZ | 0,1-0,5 mm | 0,5-2,3 mm |
| Práctico espesor máximo (brida) | 20-25 mm (6-15 kW); 50+mm (30kW+) | 50-160 mm (dependiente del sistema) |
| Rugosidad superficial cortada (Ra) | ~13,7 µm (≤12 mm) | ~26,6 µm típico |
| Ancho de la acera | 0,1-1,0 mm | 1,5-5 mm |
| Costo Operativo/Mes (producción completa) | ~$20.000 (sistema de 40 kW) | ~$20.000 (sistema 300 A) |
| Salida Lineal/Mes | ~38.000 m (40 kW) | ~19.000 m (300 A) |
| Inversión de capital | $250.000-$600.000+ (sistema estructural) | $175.000-$225.000 (XPR300 complet) |
| Período de recuperación (típico) | ~5 años | ~2 años o menos |
| Escala de molino/tolerancia a la oxidación | Requiere una superficie limpia y sin incrustaciones | Corta a través de incrustaciones de molino, óxido, recubrimientos |
| Cumplimiento AISC 360-22 | Sí (ambos métodos están explícitamente permitidos) | Sí (ambos métodos están explícitamente permitidos) |
Fontes dos dados: Descripción general del Hypertherm XPR300; Una guía dos láser un plasma IPG Fotónica; AISC 360-22 seção M2.
Precisión y tolerancias de corte: ¿Qué tan preciso es cada método en acero estructural?

En un entorno del mundo real, no existe la tolerancia dimensional como abstracción. Cuando el equipo de su taller perfora agujeros de pernos a través de una red de vigas en H o marca biseles de preparación de soldadura en una brida de columna, la tolerancia dimensional significa la diferencia entre una conexión que encaja en el campo o necesita ser refabricada. ISO 9013:2017 (la norma que rige la geometría de corte térmico/tolerancias de calidad) ofrece el mejor punto de referencia de manzanas con manzanas en este punto del juego para comparar los resultados del corte por plasma con los de láser.
| Métrica | Cortador láser de fibra | Cortador de plasma HD (XPR300) | Plasma estándar |
|---|---|---|---|
| Gama de Calidad ISO 9013 | Rango 1--2 | Rango 2-3 | Rango 3-5 |
| Tolerancia dimensional (10-35 mm) | ±0,10 mm | ±0,2-0,5 mm | ±0,6 mm+ |
| Precisión posicional | ±0,05 mm | ±0,2-0,4 mm | ±0,5-1,0 mm |
| Zona afectada por el calor | 0,1-0,5 mm | 0,5-1,5 mm | 1,0-2,3 mm |
| Ancho de la acera | 0,1-1,0 mm | 1,5-3 mm | 2-contra5 mm |
La diferencia HAZ es importante desde la perspectiva de la microestructura. Un artículo de 2021 publicado en el Journal of Physics (IOP Science) que comparó el corte por rayo láser, oxígeno y arco de plasma en muestras de acero estructural cuantificó la rugosidad de la superficie Ra en 13,7 m para el láser versus 26,6 m para el arco de plasma. Los bordes del láser eran casi el doble de lisos. En grados de alta resistencia como S355 o S460, el corte por plasma puede inducir picos de dureza HAZ de hasta aproximadamente 850 HV bajo la superficie, lo que afecta la ductilidad del borde y la resistencia a la tenacidad de la muesca en conexiones cargadas por fatiga, mientras que el corte por láser mantiene la HAZ por debajo de 0,5 mm incluso a plena velocidad de producción.
💡 Consejo profesional
En el caso de orificios para pernos en acero estructural, AISC 360-22 permite, si el corte se realizó mediante corte térmico (plasma, láser o plasma de gas), cualquier orificio en la construcción de acero habitual siempre que la rugosidad sea menor o igual a 1000 pulgadas (25 m) y la profundidad de la hendidura sea inferior a 1/16 de pulgada. (2 mm). El corte por láser y plasma puede lograrlo con una instalación adecuada.
Espesor del material: qué dimensiones de la viga en H maneja cada tecnología
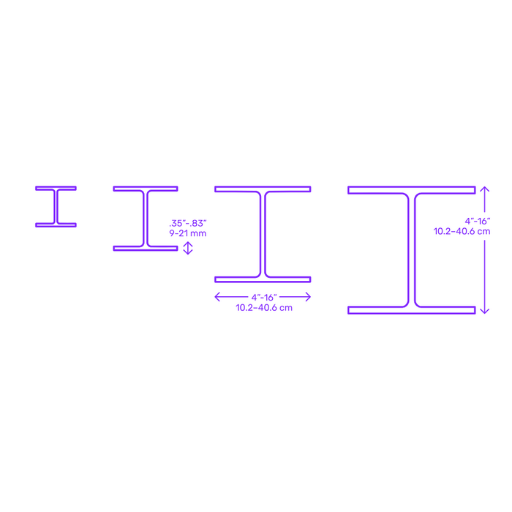
La capacidad de cortar secciones estructurales gruesas varía más en comparación con el trabajo de láminas planas. Las secciones estructurales típicas de brida ancha (la serie W8 W14 que se ve en la mayoría de las construcciones comerciales) tienen espesores de brida en el rango de aproximadamente 8 mm para las secciones más pequeñas hasta 55+mm para las pesadas columnas W 14. Los sistemas láser de fibra de potencia media no tienen problemas en el extremo inferior de la gama.
Para las secciones estructurales pesadas, las fórmulas son diferentes.
| Sistema | Práctico Max (Acero al Carbono) | Umbral de calidad | Cobertura de haz H |
|---|---|---|---|
| Láser de Fibra 6-10 kW | 20-25 mm | Mejor calidad ≤12-16 mm | Secciones medianas Light-W12 (luz W8-W12) |
| Láser de Fibra 15-20 kW | 40-50 mm | Buena calidad ≤25-30 mm | Secciones medianas (la mayoría de las medianas W10-W14) |
| Láser de Fibra 30-60 kW | 80-200 mm | Calidad de producción ≤50-80 mm | Secciones pesadas, alto costo de capital |
| Plasma HD (XPR300) | 50 mm | Calidad X-Definition en todas partes | Secciones medio-pesadas |
| Plasma HPR800XD | 160 mm | Calidad de producción ≤100 mm | Todas las secciones estructurales, incluido el pesado W14 |
En la industria del corte ha surgido un crossover muy bien publicado: la calidad del corte con fibra láser por encima de 12-16 mm de espesor disminuye a medida que el acabado superficial es más áspero, más escoria y más trabajo para limpiar los bordes. Bajo ese nivel, el corte por láser ofrece un producto de corte más limpio, con un control dimensional más estricto, en comparación con los cortadores de plasma. Por encima de ese nivel de espesor, el corte por plasma HD comienza a reducir la brecha de calidad sin dejar de ser el sistema de corte más barato en materiales más gruesos.
⚠¦ Importante
La calidad del corte con láser de fibra depende en gran medida de una lámina limpia, libre de incrustaciones y de óxido para una calidad de corte constante. Según el Resumen de soldadura de AWS (mayo de 2024), el material debe pulirse con perlas o limpiarse químicamente antes de la entrega del molino de vigas estructurales para obtener la mejor calidad de fibra a largo plazo. Los talleres que utilizan corte por plasma pueden cortar cualquier superficie metálica, ya sea recubierta o contaminada con incrustaciones de molino, óxido o pintura.
Los fabricantes que utilizan el corte por láser para un albardilla detallado, plantillas de orificios y perfiles de bisel «y utilizan el corte por plasma para un rendimiento de sección pesada «encuentran este enfoque dividido ideal para cortar programas de acero estructural de gran volumen de manera eficiente.
Calidad de corte y acabado de bordes: ¿qué deja una mejor preparación de soldadura?

Dependiendo del grado del acero estructural y la forma de la pieza cortada, el acabado cortado no se termina hasta que se termina la relación borde-soldadura; el costo de molienda debe incluirse en la línea de pared donde se fija el precio de la columna de corte por plasma. sus estimaciones. Esos cálculos económicos rápidamente se vuelven importantes al elegir entre láser de fibra y plasma de oxígeno HD para bridas de estructura de acero grueso, telas y corte de detalles.
Lo que marca la diferencia: HAZ y contaminación por nitrógeno
El plasma HD (oxígeno) crea islas implantadas de nitrógeno y rayas de nitruro en los límites de grano en los bordes cortados, lo que puede causar porosidad de soldadura cuando esos bordes se sueldan con FCAW o SMAW. Los sistemas de plasma modernos de definición X reducen o eliminan en gran medida el peligro4 de la soldadura a través de esas rayas y ofrecen una calidad de borde declarada que “minimiza absolutamente o elimina totalmente el procesamiento secundario” (chorro de arena, molienda, etc.) en secciones de más de 1/4 «de espesor, según las pautas de venta y resolución de problemas de Hypertherm. La mezcla de gases del soplete de plasma, la configuración de la boquilla y el grado del acero determinan la criticidad del borde.
- bordes cortados con láser: Ra22lnm, HAZ 0,1-0,5 mm, corte 0,1-1 mm (corte de una pasada de -16 mm) listos para el taller
- Plasma HD (O2): Ra 34nlm, HAZ. 0,7-3,0 mm, corte 1,5-6 mm: es posible que sea necesario pulir el borde secundario en zonas críticas de soldadura
- el trazado láser reemplaza las líneas de tiza y la esteatita con marcas permanentes y precisas, un proceso de un solo paso
- El corte por plasma CNC con trayectoria de antorcha controlada por computadora en corte de red gruesa, brida y preparación de soldadura en acero no sensibilizado de 3-25 mm proporciona el rendimiento necesario donde el rectificado de bordes secundarios es un paso económico en el costo total de la estructura terminada
Error común: el costo de molienda oculta
Quizás menos considerados en el papel pero más costosos en el futuro, los talleres que cambian del láser al plasma para reducir los costos de bienes de capital a menudo no tienen en cuenta los costos de mano de obra retrasada de los cortes de revestimiento, ranurado y banda de plasma que deben conectarse a AWS D1.1 estándares de preparación de soldadura. Esta operación secundaria puede costar entre 15 y 30 minutos por junta de viga en horas de taller directas, un costo amortizado que no se tiene en cuenta en la línea de activos de la comparación de costos, pero es una realidad de la comparación de costos de corte por plasma y láser oculta en el línea de horas de trabajo directo.
Costo operativo y retorno de la inversión: costo total de propiedad de las tiendas de vigas en H

El costo de un sistema láser es una diferencia dimensional larga con respecto al costo de un sistema de plasma, el cambio en los costos operativos en la misma cifra dimensional suele ser menor y la diferencia de producción anual en dimensión suele ser mayor!
3-4×
Más caro
Láser versus plasma (capital)
Láser versus plasma (capital)
2×
Más salida lineal
Láser al mismo costo mensual
Láser al mismo costo mensual
~2 años
Plasma típico
Periodo de recuperación
Periodo de recuperación
~5 años
Láser típico
Periodo de recuperación
Periodo de recuperación
Como se muestra en el Comparación de láser de fotónica IPG versus plasma, un sistema láser de fibra de 40 kW y un sistema de corte por plasma de 300 A funcionan aproximadamente $20.000 por mes con una utilización de taller de 100%. La diferencia es que el sistema láser recorta unos 38.000 metros por mes frente a unos 19.000 metros para el sistema de plasma, es decir, una vez superado el mayor obstáculo de inversión de capital, el corte por láser con una utilización de taller de 100% duplica el rendimiento en comparación con los cortadores de plasma, para un gasto mensual equivalente.
| Factor de costo | Sistema láser de fibra | Sistema de plasma HD |
|---|---|---|
| Inversión de capital (estructural) | $250.000-$600.000+ | $175.000-$225.000 (XPR300 complet) |
| Costo consumible por hora | Bajo (lente/boquilla: meses de vida) | Más alto (electrodo/boquilla: vida útil de arco de 1-2 horas; ~$24-$27 cada uno) |
| Consumo de energía (sistema total) | ~45-75 kW (láser de 15-20 kW) | ~50-103 kW (sistema 170-300 A) |
| Costo operativo mensual (producción total) | ~$20.000 (40 kW) | ~$20.000 (300 A) |
| Costo de molienda secundaria | Bajo (los bordes del láser generalmente están listos para soldar) | Variable (depende del material, gas, criticidad del borde) |
| Período típico de recuperación | ~5 años | ~2 años o menos |
Comparación de capital y costos operativos: Hypertherm XPR300 frente a láser de fibra; Fotónica IPG; Costo operativo de Hypertherm
💡 Marco de TCO
Para comparar con precisión el costo de propiedad de su sistema de corte de haz H, considere incluir los siguientes costos: capital de la máquina + instalación, costo consumible por corte, costo de energía de acuerdo con su tarifa local, mano de obra de molienda (si es necesario), costo de limpieza previa. (láser) y valor de capacidad a la tarifa horaria cargada de su taller. Los talleres de mayor volumen que procesan más de 300 haces por semana a tasas de producción a menudo descubren que el sistema láser puede ofrecer un período de recuperación más corto que el promedio de la industria de 5 años.
¿cuál debería elegir? Un marco de decisión para los fabricantes de vigas en H
El hecho es que los equipos de corte por láser y plasma se encuentran en diferentes puntos de la estructura del negocio de fabricación; y lo mejor para su taller depende de los pesos de su sección, el volumen, los umbrales de calidad y la situación de capital. A continuación se explica cómo pensar en los sistemas láser versus los sistemas de corte por plasma en función de lo que realmente determina qué sistema tiene sentido para la fabricación de estructuras:
| Tu situación | Elija corte por láser | Elija Corte por plasma |
|---|---|---|
| Grosor de la brida | Principalmente ≤20 mm (sistemas de potencia media) | Consistentemente >20 mm o secciones pesadas mixtas |
| Requisito de preparación de soldadura | Tolerancias de soldadura estrictas, requisito sin rectificado | Soldaduras estructurales estándar; rectificado aceptable |
| Presupuesto de capital | Puede soportar el costo del sistema $250,000-$600,000+ | Prefiera $175,000-$225,000 punto de entrada: menor costo en comparación con los sistemas láser, recuperación más rápida |
| Estado del material | Vigas limpias, prelaminadas o sin incrustaciones | Vigas suministradas por el molino con incrustaciones, óxido o pintura |
| Prioridad de salida | Rendimiento máximo, salida 2× versus plasma del mismo costo | Retorno de la inversión más rápido, menor costo de entrada |
| Funciones adicionales | Trazado de trazado, marcado, perfilado de bisel en una sola pasada | Albardilla pesada, corte cónico de alto amperaje, tolerancia a incrustaciones |
Es interesante observar que la base instalada más grande de la industria de fabricación de estructuras en equipos de procesamiento de haces de H siguen siendo los sistemas robóticos de corte por plasma como PythonX y BeamCut. Según Lincoln Electric, Anderson Steel pasó de simplemente crecer de 40 haces por día a más de 100 haces por día después de instalar un robot de plasma PythonX, que representa más de 150% de aumento de producción y se escaló para asumir proyectos de 1.500 toneladas, donde anteriormente el taller procesaba proyectos de 50-100 toneladas. Ese ejemplo demuestra el tipo de producción desbloqueada con métodos de corte por plasma que se puede lograr en el lado de salida del libro mayor.
💡 Para tiendas híbridas
Muchos fabricantes de estructuras de tamaño mediano operan el corte por plasma para procesar secciones pesadas y albardillas de gran volumen y tienen una máquina de corte por láser de potencia media dedicada para secciones livianas, plantillas de orificios y piezas detalladas que requieren una tolerancia estricta. Ese flujo de trabajo dividido permite que cada sistema de corte funcione donde mejor funciona. Una configuración conveniente cuando el capital de configuración está disponible para dos sistemas.
Acerca de esta comparación
Después de más de una década trabajando para diseñar sistemas de corte por láser de haz H para fabricantes de estructuras, Zhouxiang ha encontrado ambos lados del proceso de comparación en la práctica diaria. Esta revisión comparativa se basa en datos publicados de la industria de AISC, AWS, Hypertherm e IPG Photonics, no en nuestras propias afirmaciones, porque una verdadera decisión del fabricante implica factores impulsores que pueden compararse con números verificables. Si su taller está considerando dimensionar la capacidad para soportar el procesamiento de vigas en H, sepa que la capacidad de espesor y las necesidades de preparación de soldadura de su combinación de trabajos le dijeron más que una comparación genérica.
Preguntas frecuentes
P: ¿Es mejor el corte por láser que el plasma para cortar haces H?
Respuesta ▾
Para bridas ≤20 mm, el láser gana en precisión (±0,10 mm frente a ±0,5 mm), ancho HAZ (0,1-0,5 mm frente a 0,5-2,3 mm) y limpieza de bordes, normalmente sin rectificado previo a la soldadura. Por encima de 25 mm, el plasma de alta definición sigue siendo el método de producción de haz de H dominante a nivel mundial.
P: ¿Qué espesor de acero puede atravesar un cortador de plasma?
Mostrar ▾
Los sistemas de corte por plasma industrial varían ampliamente según el amperaje. Para cortar acero estructural a 25 mm o más con cortes de calidad, el Hypertherm XPR300 (300 A) es un sistema capaz, con un rendimiento de hasta 50 mm. Los cortes de calidad X-Definition están disponibles hasta 50 mm con sistemas Hypertherm 300 A de alta definición. El sistema de plasma HPR800XD, con amperaje completo, puede cortar acero estructural hasta 160 mm con cortes severos por encima de eso. La calidad típica de fabricación de acero estructural (según AWS D1.1) se especifica entre 25 y 50 mm en acero al carbono. Para un corte práctico de bridas con viga en H, la mayoría de los sistemas de plasma de alta definición cubrirán toda la gama de secciones pesadas de acero estructural deseadas (pesadas W8 a W14).
P: ¿Cuál es la diferencia entre corte por láser y plasma?
Detalles ▾
El corte por láser utiliza un haz de luz convergente amplificado a través de una alimentación de fibra al cabezal de corte; y el corte por plasma (un chorro de gas enfocado que calienta el material y un soplador que lo sopla) puede brindar un rango similar de tolerancias. A diferencia del plasma, el corte por láser puede cortar con precisión agujeros y esquinas cerradas a tolerancias de 0,10 mm, produciendo un “kerf” (ancho del corte) muy pequeño. A una temperatura de trabajo de más de 20 000 °C, el arco de plasma puede alcanzar niveles de precisión similares (con sistemas modernos de alta definición), pero requiere metal limpio y sin incrustaciones para cortes de calidad, y encuentra costos de capital más altos con relaciones de recuperación más lentas que los cortadores láser.
P: ¿El corte por plasma produce bordes limpios para soldar sobre acero estructural?
Respuesta ▾
La calidad del borde depende de la tecnología del plasma, la selección de gases y el estado del material. Los sistemas de plasma modernos de alta definición, como el Hypertherm XPR300 que funciona con oxígeno, pueden producir bordes cortados que cumplen con la muestra 3 de AWS C4.1-77 (Ra ≤25 µm), lo que los hace listos para soldar en acero al carbono de 6 mm y más pesado sin moler. Los sistemas de plasma convencionales más antiguos, en particular los que funcionan con nitrógeno, frecuentemente producen escoria, muescas y óxidos superficiales que requieren molienda antes de que cualquier soldadura estructural pueda pasar la inspección AWS D1.1. En bridas estructurales de haz H de 12 a 20 mm de espesor, la diferencia entre un borde de plasma de alta definición y un borde de plasma convencional puede agregar 15 a 30 segundos de tiempo de molienda por corte, un costo que se agrava rápidamente en un trabajo de gran volumen. El láser de fibra, por el contrario, entrega consistentemente Ra ≤12,5 µm en acero dulce hasta 20 mm, colocándolo firmemente en la zona de no molienda en toda la gama de secciones estructurales de luz a media.
P: ¿Es una máquina cortadora de plasma más barata de operar que una cortadora láser?
Mostrar ▾
El costo operativo mensual de un sistema de plasma de alta definición de 300 A frente a un tubo láser de fibra de 40 kW cuesta aproximadamente lo mismo: operar el sistema a una capacidad máxima cuesta un poco menos de $20.000/mes. El sistema de plasma tiene una inversión de capital inicial significativamente menor (~3-4 veces menos costosa) con un período de recuperación más corto (~2 años en comparación con ~5 años para un láser), pero el sistema tiene un costo de parte de desgaste por hora significativamente mayor (los conjuntos de electrodos y boquillas duran sólo 1-2 horas de tiempo de arco en comparación con la vida útil del láser óptico de meses). Con una mayor inversión de capital inicial pero un gasto mínimo en piezas de desgaste, el láser es muy rentable en la fabricación de haces H al comparar el costo por corte por metro, la operación con láser produce aproximadamente el doble de producción al mismo costo operativo mensual.
P: ¿Pueden las máquinas de corte por láser de fibra procesar perfiles estructurales completos de haz en H?
Detalles ▾
Sí, ciertos casos. El sistema de corte por láser de fibra de producción con sistema de mandril giratorio tridimensional específicamente para perfiles estructurales por sí solo podría manejar vigas en H, vigas en I, acero de canal, acero angular y secciones de caja en un solo ciclo de carga realizando albardillas, perforación de orificios, cortes de banda, cortes de bisel y trazado todo de una sola vez. Cuando las bridas de sección están dentro del mercado de energía láser para sistemas láser de fibra, generalmente una unidad de 6 a 15 kW, 20 a 25 mm, generalmente es más fácil usar una opción de láser de fibra que un método de plasma alternativo si se requiere procesamiento 3D.
Los sistemas de mayor potencia pueden manejar hasta 50+ mm.
Especifique un sistema de corte por láser H-Beam para su tienda
Zhouxiang diseña máquinas de corte por láser de haz H y perfil estructural para fabricantes que cortan secciones de 8 mm a 50+ mm. Contáctenos hoy sobre el sistema de corte adecuado para la mezcla y el volumen de su sección.
Referencias y fuentes
- ISO 9013:2017 “ Corte Térmico: Clasificación y Tolerancias de Calidad Geométrica « Organizare internațională pentru standardizare
- AISC 360-22 Sección M2 « Preguntas frecuentes sobre acero para corte y acabado « Instituto Americano de Construcción en Acero
- Preguntas frecuentes del AISC 2.4 del Instituto Americano de Construcción de Acero Métodos para colocar orificios para pernos producción 13.5 1. Los rodillos 45o 13.5 2. Regla de cuadrícula 13.6 3.Diamask 13.9 4. Perfilado 13.13 5. Corte de fuego 14.2.13 Existen diferentes métodos de taller para colocar pernos agujeros.La producción se ilustra en la figura 13.4.
- Corte por láser de fibra versus corte por plasma en fabricación de metales (mayo de 2024) « AWS Welding Digest
- XPR300: una alternativa viable al corte por láser de fibra « Hipertermo
- Costos operativos del corte automatizado de plasma « Hipertermo
- Corte por láser versus corte por plasma: una guía moderna « Fotónica IPG
- La comparación del corte por arco de plasma, oxígeno y rayo láser- Journal of Physics-Serie de conferencias, IOP Science, 2021
- Examinar la microestructura del acero estructural después del corte térmico (2016) ñona ScienceDirect / Journal of Physics: Conference Series
- Anderson Steel: Estudio de caso de tecnología PythonX « Lincoln Electric


