
Entre em Contato com Zhouxiang
Entre em qualquer oficina de fabricação de aço estrutural hoje, e você ouvirá o mesmo debate: corte a laser ou corte a plasma dos feixes H?
Cada tecnologia de corte tem seu próprio conjunto de vantagens e desvantagens que permitem chanfrar com sucesso uma teia, cortar uma coluna e perfurar furos em um flange No entanto, eles entregam esses cortes de maneira muito diferente, em diferentes níveis de custo e com qualidade de borda muito diferente Este guia separa o hype da realidade, fornecendo dados de tolerância verdadeiros, números de custo total de propriedade e uma metodologia projetada especificamente para chegar a uma decisão sobre a viga H e outros trabalhos estruturais de aço.
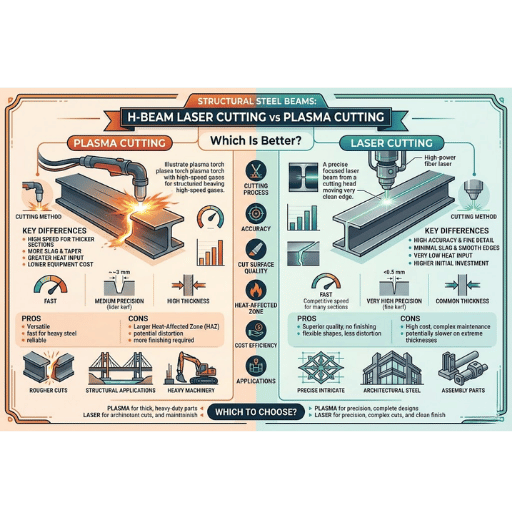
Corte a laser vs. plasma para feixes H: em resumo
Antes de entrarmos nas dimensões específicas das dimensões individuais esta é a visão geral do que o fabricante requer diretamente Este gráfico cobre as medidas que mais importam ao fabricar vigas de aço, seções W e formas de aço estrutural Ao comparar as duas tecnologias de corte: corte a plasma usa um arco de alta temperatura, enquanto o corte a laser usa um feixe de luz focado, ambos os cortadores podem cortar metais condutores, embora cada um seja capaz de diferentes faixas de espessura em diferentes tolerâncias.
| Critério | Corte Laser Fibra | Corte Plasma |
|---|---|---|
| Tolerância Dimensional | ±0,10 mm (faixa ISO13 19013) | ±0050,6 mm (faixa ISO 9013 24) |
| Largura da ZTA | 0.10,5 mm | 0.52,3 mm |
| Espessura Máx Prática (flange) | 2025 mm (60+5 kW); 5 mm (30 kW+) | 500 mm (dependente do sistema) |
| Rugosidade da superfície de corte (Ra) | ~13,7 µm (≤12 mm) | ~26,6 µm típico |
| Largura Kerf | 0.11,0 mm | 1.55 mm |
| Custo Operacional/Mês (produção completa) | ~$20.000 (sistema de 40 kW) | ~$20.000 (sistema 300 A) |
| Saída Linear/Mês | ~38.000 m (40 kW) | ~19.000 m (300 A) |
| Investimento de capital | $600,00T2$600+ (sistema estrutural) | 1TP445,00T$225.000 (XPR300 concluído) |
| Período de retorno (típico) | ~5 anos | ~2 anos ou menos |
| Escala de moinho/tolerância à ferrugem | Requer superfície limpa e sem incrustações | Cortes através de escala de moinho, ferrugem, revestimentos |
| Conformidade AISC 360-22 | Sim (ambos os métodos explicitamente permitidos) | Sim (ambos os métodos explicitamente permitidos) |
Fontes dos dados: Descrição geral do Hypertherm XPR300; Uma guia dos laser a plasma IPG Photonics; AISC 360-22 seleção M2.
Precisão e tolerâncias de corte: quão preciso é cada método em aço estrutural?

Em um cenário do mundo real, não existe tolerância dimensional como uma abstração Quando sua equipe de loja está fazendo furos de parafuso através de uma alma de viga H, ou marcando chanfros de preparação de solda em um flange de coluna, tolerância dimensional significa a diferença entre uma conexão que se encaixa no campo - ou precisa ser re-fabricada ISO 9013:2017 o padrão que rege a geometria de corte térmico/tolerâncias de qualidade - oferece a melhor referência de maçãs para maçãs neste ponto do jogo para comparar resultados de corte a laser de plasma vs.
| Métrica | Cortador Laser Fibra | cortador de plasma HD (XPR300) | Plasma Padrão |
|---|---|---|---|
| Faixa de Qualidade ISO 9013 | Faixa 12 | Faixa 23 | Faixa 35 |
| Tolerância Dimensional (1035 mm) | ±0,10mm | ±0.20,5 mm | ±0,6mm+ |
| Precisão Posicional | ±0,05mm | ±0.20,4 mm | ±0.5.0 mm |
| Zona Afetada pelo Calor | 0.10,5 mm | 0.5.15 mm | 1.02,3 mm |
| Largura Kerf | 0.11,0 mm | 1.53 mm | 2 mm |
A diferença HAZ é importante do ponto de vista da microestrutura Um artigo de 2021 publicado no Journal of Physics (IOP Science) que comparou o corte de feixe de laser, oxigênio e arco de plasma em amostras de aço estrutural quantificou a rugosidade superficial Ra como 13,7 m para laser versus 26,6 m para bordas de laser de arco de plasma foram quase duas vezes mais suaves Em graus de alta resistência como S355 ou S460, o corte a plasma pode induzir picos de dureza HAZ até cerca de 850 HV subsuperfície, impactando a ductilidade da borda e a resistência à tenacidade do entalhe em conexões carregadas por fadiga, enquanto o corte a laser mantém a HAZ abaixo de 0,5 mm, mesmo em velocidade total de produção.
💡 Dica profissional
No caso de furos de parafusos em aço estrutural, AISC 360-22 permite se o corte foi fornecido por corte térmico (plasma, laser ou plasma de gás) qualquer furo na construção usual de aço desde que a rugosidade seja menor ou igual a 1.000 pol. (25 m) e a profundidade da goivagem seja inferior a 1/16 pol. (2 mm). O corte a laser e plasma pode conseguir isso com uma instalação apropriada.
Espessura do material: quais dimensões do feixe H cada tecnologia lida
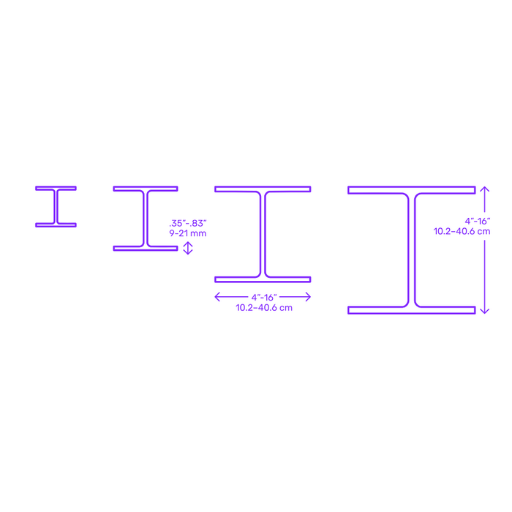
A capacidade de cortar seções estruturais espessas varia mais em comparação com o trabalho de chapa plana As seções estruturais típicas de flange larga (a série W8 W14 vista na maioria das construções comerciais) têm espessuras de flange na faixa de aproximadamente 8 mm para as seções menores de até 55 + mm para as colunas pesadas W 14 Os sistemas de laser de fibra de potência média não têm problemas na extremidade inferior da faixa.
Para as seções estruturais pesadas, as fórmulas são diferentes.
| Sistema | Max Prático (Aço Carbono) | Limiar de Qualidade | Cobertura H-Beam |
|---|---|---|---|
| Laser de fibra 610 kW | 20 5 mm | Melhor qualidade ≤1216 mm | Seções leves (luz W8W12) |
| Laser de fibra 1520 kW | 40 milímetros 50 | Boa qualidade ≤2530 mm | Seções médias (a maioria W10W14 médio) |
| Laser de fibra 3060 kW | 800mm | Qualidade de produção ≤5080 mm | Seções pesadas, alto custo de capital |
| Plasma HD (XPR300) | 50mm | Qualidade X-Definition em todo | Seções médias |
| Plasma HPR800XD | 160mm | Qualidade de produção ≤100 mm | Todas as seções estruturais, incluindo W14 pesado |
Um crossover muito bem publicado surgiu na indústria de corte: a qualidade de corte da fibra a laser acima de 12-16 mm de espessura diminui à medida que o acabamento superficial mais áspero, mais escória e mais trabalho limpa bordas Sob esse nível, o corte a laser oferece um corte mais limpo com um controle dimensional mais apertado comparado aos cortadores de plasma Acima desse nível de espessura, o corte a plasma HD começa a diminuir a lacuna de qualidade, permanecendo o sistema de corte mais barato em material mais espesso.
️ Importante
A qualidade do corte do laser da fibra é dependente pesadamente da folha limpa, livre da escala de superfície, ferrugem livre para a qualidade consistente do corte De acordo com o AWS Welding Digest (maio de 2024), estoque deve ser rebocado grânulo ou quimicamente antes da entrega moinho feixe estrutural para melhor fibra a longo prazo Lojas que usam corte plasma pode cortar qualquer superfície metálicawhether revestido ou contaminado com escala moinho, ferrugem, ou tinta.
Fabricantes que usam coping detalhado, modelos de furos e modelos de furos e uso de plasma para corte de alto nível por meio de corte a laser, incluindo esta abordagem dividida ideal para cortar programas de aço estrutural de alto volume de forma eficiente.
Qualidade de corte e acabamento de borda: o que deixa melhor preparação da solda?

Dependendo do grau de aço estrutural e da forma da peça cortada, o acabamento cortado não é terminado até que a relação borda-solda seja terminada - o custo de moagem deve ser incluído na linha de parede onde a coluna cortada a plasma é precificada em suas estimativas Esses cálculos econômicos rapidamente se tornam importantes ao escolher entre laser de fibra e plasma de oxigênio HD para flange de estrutura de aço espesso, teia e corte detalhado.
O que faz a diferença: HAZ e contaminação por nitrogênio
O plasma HD (oxigênio) cria ilhas implantadas com nitrogênio e listras de nitreto de contorno de grão nas bordas cortadas, o que pode causar porosidade de solda quando essas bordas são soldadas com FCAW ou SMAW. Os sistemas modernos de plasma X-Definition reduzem ou eliminam bastante o perigo4 da soldagem através dessas listras e oferecem uma qualidade de borda reivindicada que minimiza ou elimina totalmente o processamento secundário“ Jateamento de areia, retificação, etc. em seções com mais de 1/4″ de espessura, de acordo com as diretrizes de vendas e resolução de problemas da festa Hypertherm para qualidade de borda de corte. A mistura de gás de tocha de plasma, configuração de bocal e grau de aço determinam a criticidade da borda.
- bordas cortadas a laser: Ra22lnm, HAZ 0,1-0,5 mm, kerf 0,1-1 mm (-16 mm um corte de passagem) pronto para compra
- plasma HD (O2): Ra 34 nm, ZTA. 0,7-3,0 mm, kerf 1,5-6 mm - moagem de borda secundária pode ser necessária em zonas críticas de solda
- a escrita a laser substitui linhas de giz e pedra de sabão por marcações precisas e permanentes - um processo de uma etapa
- O caminho da tocha controlado por plasma CNC na teia espessa, os cortes de preparação de flange e solda em aço 30 mm não sensibilizado fornece o rendimento necessário onde a retificação de borda secundária é uma etapa econômica no custo total da estrutura acabada
Erro comum: o custo oculto de moagem
Talvez menos considerado no papel, mas mais caro na linha, lojas que fazem a mudança de laser para plasma para reduzir os custos de equipamentos de capital muitas vezes não conseguem contabilizar os custos de trabalho de atraso de coping plasma, slotting e cortes de teia que devem ser moídos para os padrões de preparação de solda AWS D1.1 Esta operação secundária pode custar 15-30 minutos por junta de feixe em horas de loja direta - um custo amortizado não contabilizado na linha de ativos da comparação de custos, mas é uma realidade da comparação de custos de corte de plasma e laser escondida na linha de horas de trabalho diretas.
Custo operacional e ROI: custo total de propriedade para lojas H-Beam

O custo de um sistema laser é uma longa diferença dimensional em relação ao custo de um sistema de plasma, a mudança nos custos operacionais no mesmo valor dimensional é muitas vezes menor e a diferença anual de dimensão na produção é muitas vezes maior!
3×
Mais caro
Laser vs. Plasma (Capital)
Laser vs. Plasma (Capital)
2×
Mais Saída Linear
Laser ao mesmo custo mensal
Laser ao mesmo custo mensal
~2 anos
Plasma Típico
Período de retorno
Período de retorno
~5 anos
Laser típico
Período de retorno
Período de retorno
Como mostrado no comparação laser fotônica IPG vs plasma, 40 kW de sistema de laser de fibra e um sistema de corte de plasma 300 A ambos operam cerca de $20.000 por mês na utilização da loja 1001TP3 T. A diferença é o sistema de laser corta cerca de 38.000 metros por mês vs. cerca de 19.000 metros para o sistema de plasmaque é, uma vez que você está sobre o maior obstáculo de investimento de capital, corte a laser em 1001TP3 T utilização da loja dobra o rendimento em comparação com cortadores de plasma, para um gasto mensal equivalente.
| Fator de custo | Sistema Laser Fibra | Sistema de Plasma HD |
|---|---|---|
| Investimento de capital (estrutural) | $600,00T2$600+. | 1TP445,00T$225.000 (XPR300 concluído) |
| Custo consumível por hora | Baixo (lente/bocal: meses de vida) | Mais alto (eletrobocal de eletrodos: 12 h h-on life; $: $ arcde/TP4T27 cada) |
| Desenho de potência (sistema total) | ~4575 kW (laser de 1520 kW) | ~50103 kW (sistema 1700 A) |
| Custo operacional mensal (produção total) | ~$20.000 (40 kW) | ~$20.000 (300 A) |
| Custo de moagem secundária | Baixo (bordas de laser normalmente prontas para solda) | Variável (depende do material, gás, criticidade da borda) |
| Período típico de retorno | ~5 anos | ~2 anos ou menos |
Comparação de custos de capital e operacionais: Hypertherm XPR300 vs. Laser de fibra; Fotônica IPG; Custo operacional da Hypertherm
💡 Estrutura TCO
Para comparar com precisão o custo de propriedade do seu sistema de corte de feixe H, considere incluir os seguintes custos: capital da máquina + instalação, custo consumível por corte, custo de energia de acordo com sua taxa local, mão de obra de retificação (se necessário), custo de pré-limpeza (laser) e valor da capacidade à taxa horária carregada da sua loja Lojas de maior volume que processam mais de 300 feixes por semana a taxas de produção geralmente descobrem que o sistema de laser pode oferecer um período de retorno mais curto do que a média da indústria de 5 anos.
Qual Você Deve Escolher? Um Quadro de Decisão para Fabricantes de Feixe H
O fato é que os equipamentos de corte a laser e plasma se encontram em diferentes pontos da estrutura do negócio de fabricação; e o que é melhor para sua loja depende dos pesos das seções, volume, limites de qualidade e situação de capital. Veja como pensar em sistemas a laser versus sistemas de corte a plasma com base no que realmente determina qual sistema faz sentido para a fabricação de estruturas:
| Sua Situação | Escolha Corte a Laser | Escolha Corte Plasma |
|---|---|---|
| Espessura flange | Principalmente ≤20 mm (sistemas de média potência) | Consistentemente >20 mm ou seções pesadas mistas |
| Requisito de preparação de solda | Tolerâncias de solda apertadas, exigência sem moagem | Soldas estruturais padrão; moagem aceitável |
| Orçamento de capital | Pode suportar custo de sistema $250,000+ $600 | Prefira 1TP445,000 T$225000 ponto de entrada custo mais rápido em comparação com sistemas a laser retorno mais rápido |
| Condição material | Feixes limpos, pré-jateados ou sem incrustações | Vigas fresadas com incrustações, ferrugem ou tinta |
| Prioridade de saída | Rendimento máximo, saída 2× vs. plasma do mesmo custo | Retorno mais rápido do investimento, menor custo de entrada |
| Funções adicionais | Escrita de layout, marcação, perfil de bisel em uma passagem | Coping pesado, corte chanfrado de alta temperatura, tolerância à escala |
É interessante notar que a maior base instalada da indústria de fabricação de estruturas em equipamentos de processamento de feixe H continua sendo sistemas robóticos de corte a plasma, como PythonX e BeamCut. De acordo com a Lincoln Electric, a Anderson Steel fez a transição de simplesmente crescer de 40 feixes por dia para mais de 100 feixes por dia após a instalação de um robô de plasma PythonX representando mais de 150 1TP3 T de produção e dimensionado para levar em projetos de 1.500 toneladas onde anteriormente a loja processava projetos de 50-100 toneladas Esse exemplo demonstra o tipo de produção desbloqueada com métodos de corte a plasma, pode realizar no lado de saída do livro-razão.
💡 Para Lojas Híbridas
Muitos fabricantes de estrutura de tamanho médio operam o corte a plasma para processar seções pesadas e coping de alto volume e têm uma máquina de corte a laser de potência média dedicada para modelos de furos leves e peças detalhadas que exigem tolerância apertada Esse fluxo de trabalho dividido permite que cada sistema de corte funcione onde ele executa a melhor configuração conveniente quando o capital de configuração está disponível para dois sistemas.
Sobre Esta Comparação
Depois de mais de uma década trabalhando para projetar sistemas de corte a laser de feixe H para fabricantes de estruturas, Zhouxiang encontrou ambos os lados do processo de comparação na prática diária Esta revisão de comparação baseia-se em dados publicados da indústria da AISC, AWS, Hypertherm e IPG Photonics, não em nossas próprias alegações, porque uma verdadeira decisão do fabricante envolve fatores de condução que podem ser verificados em relação a números verificáveis Se sua loja está considerando o dimensionamento de capacidade para suportar o processamento de feixe H, saiba que a capacidade de espessura e as necessidades de preparação de solda de seu mix de trabalho lhe disseram mais do que uma comparação genérica.
Perguntas frequentes
Q: O corte a laser é melhor do que o plasma para cortar feixes H?
Resposta
Para flanges 20 mm, o laser ganha precisão em (±0.10 mm vs. ±0.5 mm), largura HAZ (0.10.5 mm vs. 0. 2.3 mm borda limpeza de plasma), tipicamente sem retificação pré-sold acima de 25 mm, a definição de plasma de alta definição continua sendo o método dominante de produção de feixe H globalmente.
P: Qual a espessura do aço que um cortador de plasma pode cortar?
Mostrar
Os sistemas industriais de corte a plasma variam amplamente por amperagem Para cortar aço estrutural a 25 mm e até com cortes de qualidade, o Hypertherm XPR300 (300 A) é um sistema capaz, com desempenho de até 50 mm. Os cortes de qualidade X-Definition estão disponíveis até 50 mm com sistemas de alta definição Hypertherm 300 A. O sistema de plasma HPR800XD, em amperagem total, pode cortar aço estrutural até 160 mm com cortes severos acima disso A qualidade típica de fabricação de aço estrutural (por AWS D1.1) é especificada em 25-50 mm em aço carbono Para corte prático de flange H-beam, a maioria dos sistemas de plasma de alta definição cobrirá toda a gama de seções pesadas de aço estrutural desejadas (W8 a W14 pesadas).
Q: Qual é a diferença entre o corte a laser e plasma?
Detalhes
O corte a laser usa um feixe de luz convergente amplificado através de uma alimentação de fibra para a cabeça de corte; e o corte a plasma (um jato de gás focado aquecendo o material e um soprador soprando-o) pode dar uma faixa semelhante de tolerâncias Ao contrário do plasma, o corte a laser pode cortar furos com precisão e cortar cantos apertados para tolerâncias de 0,10 mm, produzindo um “kerf” muito pequeno (largura do corte) . Com temperatura de trabalho de 20.000+ °C, o arco de plasma pode atingir níveis de precisão semelhantes (com sistemas modernos de alta definição), mas requer metal limpo e sem escala para cortes de qualidade e encontra custos de capital mais altos em taxas de retorno mais lentas do que os cortadores a laser.
Q: O corte a plasma produz bordas limpas para soldagem em aço estrutural?
Resposta
A qualidade da borda depende da sua tecnologia, seleção de gás, condição do material Moderno de alta definição, como o Hypertherm XPR300 running systemscan produz bordas cortadas de plasma que atendem ao AWS C4.1-77 Amostra 3 (Ra ≤25 µm), tornando-as prontas para solda em 6 mm e carbono mais pesado sem moagem Sistemas de plasma convencionais mais antigos, particularmente aqueles que correm nitrogênio, frequentemente produzem escória, entalhe e óxidos de superfície que requerem moagem antes que qualquer solda estrutural possa passar AWS D1.1. Em flanges estruturais de H-beam de 1220 mm de espessura, a diferença entre uma borda de plasma de alta definição e uma borda de plasma convencional pode adicionar 1530 segundos de tempo de moagem por custo de cuta que compõe rapidamente através de um trabalho de alto volume Laser de fibra, por contraste, fornece consistentemente Ra 12,5 µm em aço macio até 20 mm, colocando-o firmemente na faixa estrutural de luz-g-g-a-a-to-a, não colocando-g de luz em toda a faixa estrutural.
Q: É uma máquina de corte a plasma mais barato de operar do que um cortador a laser?
Mostrar
O custo operacional mensal de um sistema de plasma de alta definição de 300 A versus um tubo de laser de fibra de 40 kW custa aproximadamente o mesmo: operar o sistema com capacidade máxima custa um pouco menos que $20.000/mês. O sistema de plasma tem um investimento de capital inicial significativamente menor (~3-4 vezes menos caro) com um período de retorno mais curto (~2 anos em comparação com ~5 anos para um laser), mas o sistema tem um custo de peça de desgaste por hora significativamente maior (os conjuntos de eletrodos e bicos duram apenas 1-2 horas de tempo de arco em comparação com a vida útil do laser-óptico de meses).Com maior investimento de capital inicial, mas gasto mínimo de peças de desgaste, o laser é muito econômico na fabricação de feixes H, comparando o custo por corte de medidor, a operação do laser produz aproximadamente o dobro da saída com o mesmo custo operacional mensal.
Q: As máquinas de corte a laser de fibra podem processar perfis estruturais completos de feixe H?
Detalhes
Sim, certas instâncias. O sistema de corte a laser de fibra de produção com sistema de mandril rotativo 3-D especificamente para perfis estruturais sozinho poderia lidar com feixes H, feixes I, aço de canal, aço angular e seções de caixa em um único ciclo de carga realizando coping, perfuração de furos, recortes de teia, cortes de chanfro e rabiscar tudo de uma só vez Quando os flanges de seção estão dentro do mercado de energia a laser para sistemas de laser de fibra, geralmente uma unidade de 6-15 kW, 20-25 mm, geralmente é mais fácil usar uma escolha de laser de fibra do que um método alternativo de plasma se o processamento 3 D for necessário.
Sistemas de maior potência podem suportar até 50+ mm.
Especifique um sistema de corte a laser de feixe H para sua loja
Zhouxiang engenheiros H-feixe e perfil estrutural máquinas de corte a laser para fabricantes que cortam 8 mm a 50 + mm seções Contate-nos hoje sobre o sistema de corte certo para sua mistura de seção e volume.
Referências e fontes
- ISO 90 2017: Corte Térmico 13: Classificação e Tolerâncias de Qualidade Geométrica Ção Internacional para Normalização
- Perguntas frequentes sobre corte e acabamento de aço AISC 362 Seção M20-22 Instituto Americano de Construção em Aço
- Instituto americano de construção em aço FAQ 2. furos AISC AISC Métodos de colocação de furos de parafuso produção13,5 1. Os rolos 45 o 13,5 2. regra de grade 13,6 3.Diamask 13,9 4. perfil 13,13 5. Firecuttting 14.2.13 Existem diferentes métodos de loja para colocar furos de parafuso. A produção é ilustrada na figura 13.4.
- Corte a laser de fibra versus corte a plasma na fabricação de metal (maio de 2024) Resumo de soldagem da AWS
- XPR300: Uma alternativa viável ao corte a laser de fibra Êxter
- Custos operacionais do corte automatizado de plasma Êxter
- Corte a laser versus corte a plasma: um guia moderno – Fotônica
- A comparação de corte de arco de laser, oxigênio e plasma - Journal of Physics- Conference Series, IOP Science, 2021
- Examine a microestrutura do aço estrutural após corte térmico (2016) (ScienceDirect /Journal of Physics: Conference Series)
- Anderson Steel: Estudo de caso de tecnologia PythonX • Elétrico


