
Entre em Contato com Zhouxiang
Manutenção de Robôs de Soldagem: O Guia Completo para Maximizar o Tempo de Atualização e a Qualidade da Solda
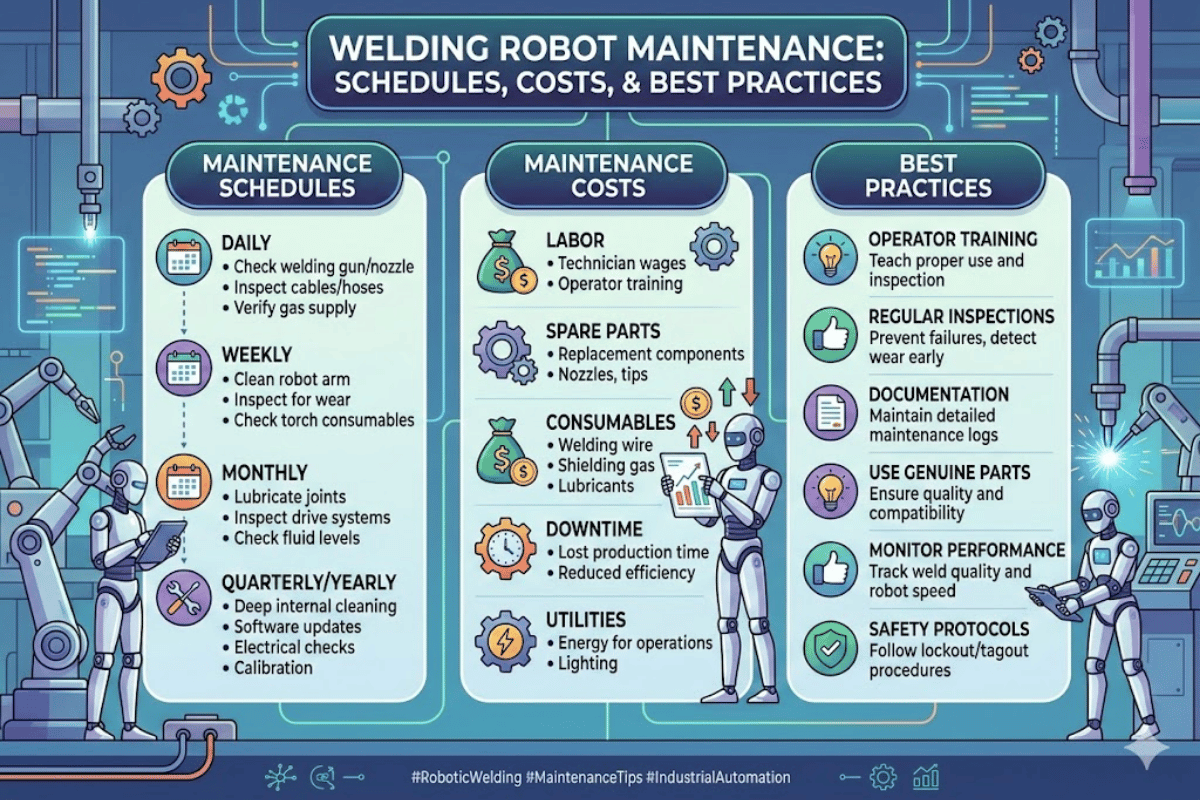
Manter um robô de soldagem envolve inspeção diária da tocha, inspeções semanais de cabos e TCP, lubrificação e calibração mensais e um cronograma contínuo para gerenciamento de consumíveis, tudo parte de um cronograma de manutenção preventiva que garante que sua célula de soldagem robótica esteja operando com desempenho máximo. Todas essas coisas que faltam custam tempo de inatividade não planejado muito além do custo da manutenção, sem mencionar o risco para seus equipamentos existentes e novos projetos de capital. Este artigo cobre o cronograma exato de manutenção de soldagem robótica, melhores práticas, custos e solução de problemas que diferencia uma vida útil de 15 anos de uma falha aos seis.
Por que a manutenção de robôs de soldagem não pode ser uma reflexão tardia
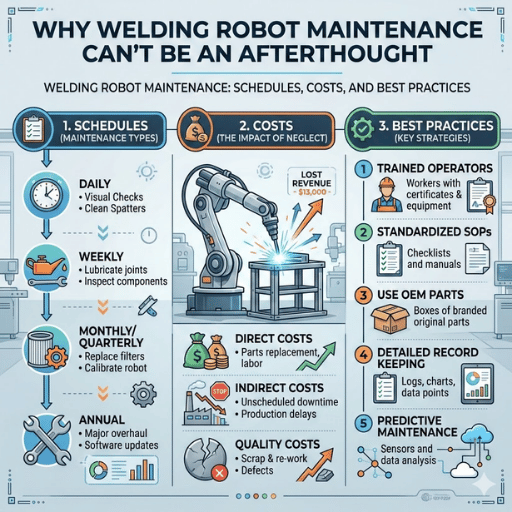
Em nossa experiência em Zhouxiang, a maioria não planejada robô soldagem o tempo de inatividade é causado pela falta de manutenção de rotina, não por falhas catastróficas Todos os dados que estudamos nos últimos dez anos confirmam essa conclusão: um artigo revisado por pares publicado em Fronteiras em Robótica e IA (2025) analisou uma célula de soldagem robótica de fornecedor de nível 1 ao longo de três anos e mostrou estatisticamente que problemas relacionados à manutenção causaram 79 por cento de todo o tempo de inatividade As três falhas mais comuns relacionadas à água falhas, curativos e falhas de braçadeira foram todos 100 por cento evitáveis se a manutenção tivesse sido realizada.
O custo imediato deste tempo de inatividade é enorme De acordo com o Relatório Siemens True Cost of Downtime 2024, $125.000 por hora de tempo de inatividade não planejado é diretamente perdido para problemas de qualidade, tempo de inatividade e problemas de segurança. Especificamente nas siderúrgicas, a perda média devido ao tempo de inatividade não planejado ($1.000 por hora) é ligeiramente superior à perda média das paradas normais de manutenção planejadas ($5.000 por hora), mas o tempo de inatividade não planejado é 15 vezes mais caro quando você inclui o custo de remessas de emergência, mão de obra ociosa e peças sucateadas.
79%
do tempo de inatividade devido a problemas relacionados à manutenção
15x
multiplicador de custos para paradas não planejadas versus planejadas
10-20 anos
vida útil do robô com manutenção adequada
Robôs industriais mantidos adequadamente podem atingir uma vida útil de 10 a 20 anos A vida útil média dos sistemas não mantidos é reduzida em 40%, o que significa que um custo do equipamento robótico é reduzido de 15 anos para apenas 9 anos. Com mais 4,6 milhões de robôs em todo o mundo (IFR 2025), as diferenças nas instalações que estão executando programas de manutenção proativos e econômicos versus programas de manutenção reativa são claras.
Cronograma de manutenção diário, semanal e mensal
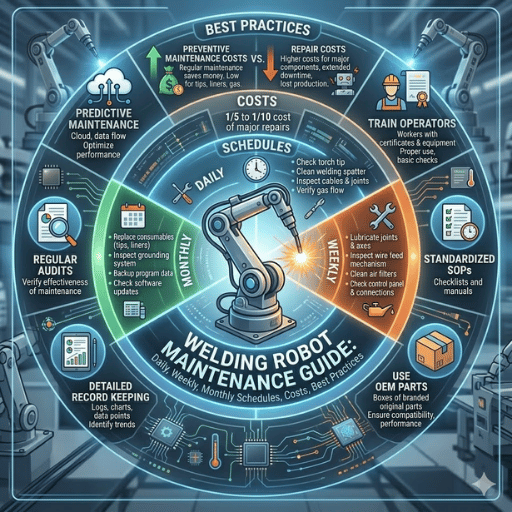
A diferença no tempo de atividade robótico entre programas de manutenção reativa e programas proativos é tão forte, 95 por cento + tempo de atividade versus 70-80 por cento de disponibilidade de células, que uma rotina de manutenção padronizada é sem dúvida necessária para ser competitivo como proprietário de uma célula de soldagem robótica O cronograma abaixo é baseado nas recomendações OEM nos maiores fabricantes de sistemas de soldagem robótica para fornecer um ponto de partida sólido, personalizado para um ambiente de produção.
| Frequência | Tarefa | O que Verificar |
|---|---|---|
| Diariamente 10-15 minutos/turno |
Bocal da tocha e ponta de contato | Remova o acúmulo de respingos; inspecione o furo da ponta quanto a desgaste oval ou queima |
| Fluxo de gás de blindagem | Verifique a pressão e o fluxo no bocal (alvo 20-30 CFH para GMAW) | |
| Carretel alimentação fio | Verifique o nível do fio e a tensão do rolo de acionamento | |
| Inspeção visual do cabo | Procure torções, fricções ou sinais visíveis de desgaste nos pontos de conexão | |
| Verificação de vazamento | Ouça vazamentos de ar; inspecione conexões e acessórios quanto a vazamentos em linhas pneumáticas | |
| Semanal 30-45 minutos |
Verificação TCP | Execute a verificação TCP em relação ao ponto de referência; recalibre se for detectado desvio |
| Roteamento cabo | Inspecione o caminho completo do cabo para arrastar, abrasar ou torcer | |
| Forro de arame (operações de 3 turnos) | Teste de tração para arrastar; substitua semanalmente em operações 24 horas por dia, 7 dias por semana | |
| Intertravamentos segurança | Teste todos os E-stops e circuitos de segurança | |
| Mensal 2-4 horas |
Lubrificação conjunta | Graxa por especificações OEM; substituição total a cada 3.000-5.000 horas de operação |
| Bateria reserva | Verifique as baterias do controlador e do braço; substitua anualmente | |
| Retorno de luminárias | Aperte novamente todos os parafusos, flanges de ferramentas e acessórios de carga útil de acordo com as especificações | |
| Backup completo do sistema | Salve todos os programas, parâmetros de configuração e dados de calibração |
Os OEMs oferecem intervalos específicos e mais agressivos de full-PM: a cada 3.850 horas ou 12 meses para a FANUC, a cada 3.840 horas para a ABB, a cada 6.000 servo horas para a Yaskawa Motoman e a cada 10.000 horas para a KUKA A cada 12 meses, os procedimentos anuais de manutenção incluem testes de freio pneumático, amostragem de graxa, verificação do codificador e auditorias elétricas. A falta de intervalos regulares de manutenção ou um PM OEM programado pode cancelar alguma garantia OEM e acelerar significativamente o desgaste dos componentes.
💡 Dica profissional
Imprima este cronograma na célula de soldagem, e dê uma cópia ao seu operador Seu operador é a primeira linha de defesa (train), pendure-os para fazer verificações regulares de manutenção e observe sinais precoces de problemas de desgaste e captura antes que eles se tornem uma intervenção precoce mantém o tempo de inatividade não planejado do robô fora de sua linha de fundo.
Tocha, Consumo e Cuidados com Cabos Onde 801TP3 de Problemas Começam
Em qualquer célula de soldagem robótica, a tocha de soldagem e seus consumíveis são os componentes de trabalho mais difíceis Eles estão no centro do arco de solda, experimentam uma rápida ampliação de danos cada vez que o sistema funciona e são responsabilizados diretamente por quase 80 por cento dos problemas de qualidade de solda em nossas instalações (principalmente a ponta de contato, bocal e revestimento de arame).
Contato Dica Vida útil
As pontas de contato de cobre padrão durarão cerca de 4-8 horas de tempo de arco em aplicações de soldagem robótica Em um ambiente de três turnos, isso significa substituir as pontas até 12 vezes por dia; um enorme contribuinte para o tempo de inatividade e os custos de consumo As pontas de zircônio cromado (CuCrZr) reduzem essa ocorrência a cada 8-24 horas (2-3 X.) Sob as mesmas condições, a erosão do furo é o modo de falha dominante: o fio “eats” um furo elíptico através do cobre ao longo do tempo: alta resistência, arco “glitchy” e desequilíbrio de fase segue.
Bocal e Fluxo de Gás
Respingos no bocal causarão rapidamente contaminação por gás de proteção na soldagem robótica Apenas 0,51TP3 T de ar arrastado no fluxo de gás de proteção produzirá porosidade discreta na solda, e 1,01TP3 T causará grande porosidade através da parede que não pode passar por uma imagem visual A maior combinação de vazão de gás e tensão de arco operacional está entre 20-30 CFH (fonte: O Fabricante) Muito pressão no escudo causa turbulência e puxa o ar, levando à porosidade, e uma cobertura muito baixa deixa áreas blindadas à medida que o arco se move.
Substituição do forro de fio
Uso de turno único, troque os revestimentos a cada 3 meses Três turnos 24 horas por dia, 7 dias por semana, troquem semanalmente Os rolos de acionamento sobretensionados são a principal causa de falha do revestimento; eles causam pequenas aparas de cobre que se prendem dentro do revestimento e causam arrasto Ao substituir um revestimento, sempre o sopre com ar comprimido antes de substituir o próximo carretel de fio.
Protocolo de inspeção de cabos
Inspecione visualmente todos os cabos de alimentação diariamente em busca de dobras, rasgos ou pontos quentes na conexão Semanalmente, verifique todos os locais de execução da fiação em busca de arestas vivas que possam causar abrasão Mensalmente, realize testes de resistência elétrica para mostrar mudanças na integridade geral do cabo que podem ser mascaradas por exame externo.
💡 Dica profissional
Use unidades de limpeza de tocha automatizadas/contínuas (“reamers”) para resmer a ponta e remover respingos, cortar fio em um comprimento preciso de “stick out” e aplicar anti-respingos a cada 15 minutos O retorno vem rápido através da extensão da vida útil do consumível e reduções de tempo de inatividade.
Calibração TCP e verificação da qualidade da solda

Cada programa de peças é baseado em uma única coordenada: a posição da tocha “Tool Center Point” (TCP) na saída da ponta de contato Um TCP que está fora de calibração colocará todas as soldas de peças subsequentes fora de posição até que ocorra a recalibração.
Um desvio da ponta de tungstênio de apenas 1 mm pode produzir soldas rejeitadas sob soldagem de tolerância apertada Estudos mostram que 371TP3 T de todos os robôs de soldagem experimentarão mudança de calibração anualmente devido ao calor, hematomas e tolerâncias microscópicas nos componentes.
️ Importante
Nunca pule a verificação TCP após uma falha, substituição do gargalo da tocha ou troca de ferramenta Uma colisão pode mudar tanto a orientação da ferramenta quanto as posições do codificador; executar a produção antes de recalibrar resultará em soldas rejeitadas e perda de rendimento.
Para tochas de soldagem a arco, o TCP é normalmente calibrado com o método de 4 pontos Traga a ponta do fio para um local de referência fixo em 4 posições diferentes do braço do robô e deixe o controlador determinar geometricamente o deslocamento TCP Para melhorar isso para uma calibração de 6 pontos, informações como os ângulos devem ser inseridas Para processos totalmente automatizados, como o BullsEye da ABB, o TCP é mantido em melhor que 0,06 mm, de forma repetitiva, sem entrada do operador, e possui um alarme embutido para notificar os operadores quando a posição do fio é inválida em mais de 3 graus da vertical.
Além do TCP, para verificação da qualidade da solda aplica-se a regra de custo 1:10:100: o custo para pegar um defeito na célula de soldagem é de 1 x. Na inspeção final, 10 x. Na falha do campo, 100 x. De acordo com pesquisa publicada no PMC, sistemas automatizados de detecção de costura de solda que usam monitoramento de arco em tempo real ou tecnologias baseadas em visão alcançaram precisão média de 98,51TP3 T, reduzindo assim o retrabalho da média da indústria de 2-81TP3 T, para baixo de 1%.
Manutenção preventiva vs preditiva para robôs de soldagem

Os cronogramas de manutenção preventiva são predeterminados, conduzindo inspeções diárias, semanais e mensais do equipamento de produção, independentemente da condição real, Embora isso seja fundamental para manter altos níveis de tempo de atividade (de 70-801TP3 T até mais de 951TP3 T) abordagens preditivas usando sensores da Internet das Coisas e análise de dados fornecem o benefício adicional da identificação oportuna de problemas.
| Fator | Manutenção Preventiva | Manutenção Preditiva |
|---|---|---|
| Abordagem | Horário fixo (com base em horário/horas) | Baseado em condições (orientado por sensor) |
| Custo a implementar | Baixo, ferramentas, treinamento básico, | Sensores IoT superiores, plataforma de software |
| Redução falhas | Elimina ~801TP3 T de falhas evitáveis | Redução adicional de 30-50% em falhas inesperadas |
| Impacto de tempo de atividade | 70-80% → 95%+ | 95% → 98%+ com até 25% ganhos adicionais de tempo de atividade |
| Melhor para | Todas as operações (linha de base não negociável) | Linhas de produção de alto volume e multicélulas |
| Cronograma ROI | Imediato | Retorno de 6 a 18 meses |
Os principais fornecedores de tecnologia de automação de soldagem estão entregando sistemas preditivos: a plataforma ZDT da FANUC teria evitado mais de $85 milhões em custos para usuários e fabricantes desde a introdução comercial, especificamente através de reduções no dispendioso tempo de inatividade não planejado O sistema preditivo de capacidade da ABB rastreia a saúde dos servo motores e caixas de engrenagens, e calibrações de eixos durante a fabricação De acordo com as informações publicado pela Deloitte, os usuários finais da metodologia preditiva precedente ganharam de estender faixas de vida do componente do fabricante por 20-401TP3 T e melhorar o desempenho da manutenção por 30-501TP3 T relativo ao reparo reativo.
Quadro de decisão
- Comece com a manutenção preventiva. É simples, barato e ajuda a minimizar o tempo de inatividade ao resolver a maioria dos problemas de campo
- Monitore seus motivos de inatividade por 6 a 12 meses para identificar padrões
- Inicie sua instalação preditiva na linha de produção de maior valor (onde o tempo de inatividade tem o maior impacto no custo)
- Leve a metodologia preditiva para suas outras células de fabricação, assim que tiver os dados de ROI justificados
Solução de problemas Problemas comuns de robôs de soldagem
Em sistemas de fabricação que produzem peças ruins, a suposição de causa raiz é geralmente falsa, e fatores relacionados formam um grupo de causa e efeito Todas as emissões de tempo, imposto e talento resultantes dos operadores “tratando os sintomas” podem ser evitadas abordando a raiz, como pontas de contato que são batidas cerca de três vezes ao dia, em vez de substituí-las constantemente porque a tensão do rolo de acionamento está moendo o fio em uma saliência Use a matriz de solução de problemas abaixo para identificar rapidamente o que pode estar dando errado.
| Sintoma | Provável causa | Consertar |
|---|---|---|
| Porosidade em soldas | Contaminação do gás de blindagem, bocal com respingos, vazamento de gás na mangueira | Bocal limpo; verifique o fluxo de gás 20-30 CFH; inspecione todas as conexões e conexões de gás quanto a vazamentos |
| Alimentação errática do fio/aninhamento do pássaro | Forro usado, tensão incorreta do rolo de acionamento, tipo de rolo de acionamento errado | Substitua o forro; ajuste a tensão ao deslizamento passado da meia volta; combine o sulco do rolo ao tipo do fio |
| Instabilidade do arco/respingos | Furo de ponta de contato usado, conexão de cabo de trabalho ruim, contaminação em metal base | Substitua a ponta de contato; limpe e aperte a braçadeira de trabalho; remova a escala ou o óleo do moinho |
| Solda consistentemente fora da costura | TCP deriva de acidente, pescoço da tocha dobrado, dispositivo elétrico deslocado | Recalibração TCP completa; inspecionar o pescoço da tocha; verificar o alinhamento do dispositivo elétrico |
| Queimadura prematura da ponta de contato | Velocidade de alimentação do fio muito lenta, distância entre a ponta de contato e o trabalho muito curta, rolos de acionamento muito apertados | Aumentar WFS; verificar CTWD por procedimento; reduzir a tensão do rolo de acionamento |
| Vibração do braço do robô ou ruído incomum | Desgaste da caixa de engrenagens, baixa graxa, parafusos de montagem soltos | Inspecione a cor e o nível do fluido da caixa de engrenagens; retorque todos os fixadores; agende PM OEM |
A solução é a solução progressiva de problemas, não adivinhação Verifique a solda primeiro: revise o consumível (ponta de contato, bocal, revestimento mecânico).Verifique novamente o fluxo de gás, as aberturas e a cobertura de blindagem Ainda sem indicação da causa raiz? verifique novamente o TCP. Noventa por cento de todos os problemas do sistema de soldagem robótica podem ser corrigidos com uma verificação tripla como essa O resto, cerca de 101TP3 T, pode ser resolvido de 1 de 3 maneiras: examinando ajustes de fonte de alimentação, problemas de fixação e alinhamento mecânico do sistema robótico em que momento, você precisa de um integrador Práticas sólidas de manutenção e as dicas de manutenção acima eliminam as falhas mais comuns antes que elas cheguem ao estágio de solução de problemas.
Quanto custa a manutenção do robô de soldagem?
Os custos de manutenção do robô de soldagem se dividem em duas áreas: o plano de manutenção preventiva e os custos de consumíveis Eles equivalem a entre 2-51TP3 T do valor do sistema Isso é uma pequena proporção do que o tempo de inatividade caro executa você (usar este guia de manutenção como ponto de partida e adaptar intervalos ao seu processo de soldagem e ciclo de trabalho Se você negligenciar essas necessidades de manutenção (e) o programa certo ajuda a prolongar a vida de cada robô no seu chão.
| Categoria Custo | Faixa Anual | Notas |
|---|---|---|
| Programa de manutenção preventiva | 1TP4.000 2.000 TT $5.000 por robô | Inclui mão de obra PM, lubrificantes, baterias, procedimentos de backup |
| Consumíveis (pontas, bicos, revestimentos) | 1TP4.000 $2.000 por robô | Metade são apenas dicas de contato; As dicas de CuCrZr reduzem o gasto total |
| Serviço anual de PM OEM | 1TP4.000 3.000 $8.000 por robô | Fornecedores terceirizados geralmente 30-401TP3 T menos do que o OEM direto |
| Reparação não planeada (se não houver programa PM) | $30.000 T15.000 + por incidente | Serviço de emergência, peças aceleradas, produção perdida |
Como afirmado por Metalurgia Canadense, o gasto médio de consumíveis para um robô de soldagem é $1.000-$2.000 $1.000-$2.000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 000 0000 0000 000 0000 000 0000 0000 000 000 00000 cada.
Takeaway chave
Os custos anuais para a manutenção situam-se na gama de 2-51TP3 T do valor do sistema de soldadura Uma falha não planeada pode ter um custo que excede o custo total de um ano de manutenção preventiva O retorno do investimento associado a um programa de manutenção bem planeado não é uma questão de ‘se’, mas de ‘quando’ e do seu ‘quando’ quase sempre pode ser medido pela primeira ‘falha que foi evitada’
Perguntas frequentes
Q: Com que frequência devo substituir as pontas e bicos de contato do robô de soldagem?
Ver Resposta
As pontas de contato padrão de cobre se desgastam em 4-8 horas de arco e podem exigir interrupções até 12 vezes ao dia em uma fábrica de 3 turnos. As pontas de contato de zircônio cromado podem durar 2-3 vezes mais. Os bicos são verificados diariamente com substituição a cada 1-4 semanas, dependendo do seu ciclo de trabalho.
O uso de uma estação automatizada de limpeza de tochas, entretanto, pode aumentar muito a longevidade dos consumíveis, pois todos os respingos são removidos antes que possam ser impactados.
Q: O que é calibração TCP e com que frequência deve ser feito?
Ver Resposta
A calibração TCP determina a localização precisa da ponta do fio em relação ao braço do robô. Confirme antes do início do turno, após colisão ou troca do gargalo/ponta da tocha. Recalibre uma vez por semana com o método de 4 pontos.
Faz com que as soldas sejam rejeitadas se a deriva for de até 1 mm.
P: Como faço para configurar um programa de manutenção preventiva para meu robô de soldagem?
Ver Resposta
Comece com o período de manutenção sugerido pelo seu OEM como ponto de partida - a FANUC pede um PM completo a cada 3.850 horas, ABB a cada 3.840 horas, por exemplo, Yaskawa a cada 6.000 horas de servo. Superponha a lista de verificação diária, semanal e mensal sobre esse cronograma. Registre tudo em um CMMS (Sistema de Gerenciamento de Manutenção Computadorizado) para que você possa analisar ao longo do tempo.
Ajuste os intervalos ao seu uso real, ambiente de operação; por exemplo, um robô utilizado em três turnos exigirá que os consumíveis sejam substituídos com mais frequência do que um em um ambiente de turno único. Eduque os operadores sobre o que procurar durante as inspeções diárias e designe um supervisor de manutenção para gerenciar o cronograma de PM e o estoque de peças de reposição.
P: O que causa porosidade na soldagem robótica e como faço para consertá-la?
Ver Resposta
Porosidade. quase sempre devido a problemas de gás de proteção: bicos bloqueados por respingos durante a solda, bicos malformados que impedem o fluxo, vazamentos em mangueiras de gás ou acessórios de mangueira, umidade ou depósitos de óleo em metal base ou configurações erradas de vazão A contaminação de apenas 0,5% de ar no gás de proteção resultará em porosidade.
Elimine sistematicamente: limpe o bocal, verifique a taxa de fluxo (20-30 CFH para GMAW), verifique se há vazamentos em todas as mangueiras e acessórios, permita que a base seque e limpe.
P: Quanto tempo duram os robôs de soldagem com a manutenção adequada?
Ver Resposta
Com manutenção adequada, 10-20 anos Sem ele, a vida útil cai até 40%.
P: Devo usar uma estação de limpeza de tochas para meu robô de soldagem?
Ver Resposta
Sim, qualquer operação mais de um turno As estações automatizadas de limpeza de bicos (reamers) limparão o bico e o fio stick-out, e adicionarão spray anti-respingos em 5 segundos (where), pois leva mais de 5 min para fazê-lo manualmente Eles funcionam a cada 5-15 partes automaticamente O retorno do investimento vem de ter consumíveis mais longos, peças de melhor qualidade com menos porosidade devido a bicos mais limpos e sem folga para limpeza manual A maioria das estações precisará de 80-100 PSI Compre ar em 15-16 CFM
Precisa de ajuda com seu programa de manutenção de robôs de soldagem?
Explore nossas soluções de soldagem robótica construídas para durabilidade, fácil manutenção e desempenho de solda a longo prazo.
Referências e fontes
- Análise de tempo de inatividade de soldagem robótica 1 Estudo de fornecedor automotivo Tier 1 (20) (a) PubMed Central em Robótica e IA
- O verdadeiro custo do tempo de inatividade 2024 – eles
- World Robotics 2025 2 Instalações de Robôs Industriais (IFR) Federação de Robótica
- Manutenção Preditiva e a Fábrica Inteligente 0,200
- Avaliação e soluções de robótica e perigo (OSHA)
- Lesões relacionadas a robôs em relatórios de lesões graves da OSHA (2015-2022) & Direct/Ergonomia Aplicada
- Melhor fluxo de gás de blindagem, soldagem mais eficiente 0 Fabricante
- O custo e o retorno das dicas de contato na soldagem robótica – Metalurgia
- Rastreamento e detecção de costura de solda usando aprendizado profundo (MC/NCBI)


