
Póngase en contacto con Zhouxiang
Especificaciones rápidas
Métrica:
Soldaduras aceptadas en la primera inspección / soldaduras totales inspeccionadas
Soldaduras aceptadas en la primera inspección / soldaduras totales inspeccionadas
Nu amesteca:
Aceptación de primer paso con aceptación final después de las reparaciones
Aceptación de primer paso con aceptación final después de las reparaciones
Mejor uso:
Vigas estructurales de acero, columnas tipo cajón, cerchas, piezas de puentes, marcos pesados
Vigas estructurales de acero, columnas tipo cajón, cerchas, piezas de puentes, marcos pesados
Evidencia necesaria:
WPS, registros de inspección, códigos de defectos, entrada de calor, notas de accesorios, registros de nuevas pruebas
WPS, registros de inspección, códigos de defectos, entrada de calor, notas de accesorios, registros de nuevas pruebas
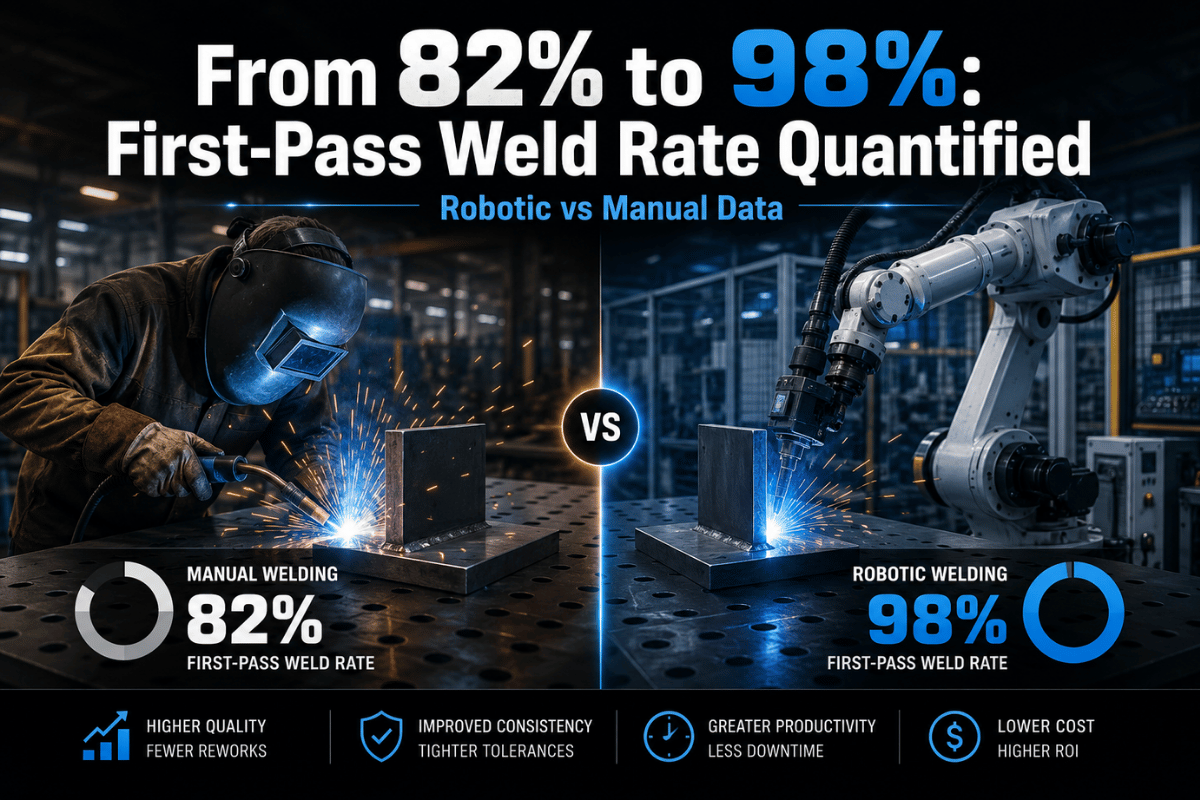
Un ejemplo de proyecto de acero estructural de Zhouxiang muestra a un fabricante del sudeste asiático pasando de una tasa de primer paso manual de 82% a 98,5% después de que se instalaron dos sistemas de robot. Un ejemplo de proyecto puente muestra que la tasa de rechazo cae de 8,2% a 1,3%. Esas cifras son puntos de referencia útiles, pero no promedios universales. Pregunte en su lugar: ¿qué controles de proceso hicieron que esas soldaduras fueran más repetibles y su taller puede medir las mismas entradas antes de comprar un robot?
Esta guía separa la lógica de la tasa de aceptación de la más amplia soldadura robótica versus soldadura manual debate. Aquí, el enfoque es más limitado: causas de soldadura rechazada, pruebas de inspección, matemáticas de reelaboración y datos piloto para la automatización del acero estructural.
Qué mide la tasa de aceptación de soldadura de primera pasada

La tasa de aceptación de soldadura de primer paso es la proporción de soldaduras aceptadas la primera vez que se inspeccionan según los criterios del proyecto. Cualquier soldadura que no pase las pruebas visuales, ultrasónicas, radiográficas, de partículas magnéticas u otras comprobaciones requeridas no cuenta, incluso si pasa posteriormente después de la reparación.
Fórmula: tasa de aceptación de soldaduras de primer paso = soldaduras aceptadas en la primera inspección / soldaduras totales inspeccionadas x 100.
Esa definición es importante porque la aceptación final puede ocultar el costo real de la mala calidad de la soldadura. Las tiendas pueden alcanzar la aceptación final de 100% después de rectificar, raspar, reparar la soldadura y volver a realizar pruebas. Los datos de primera pasada muestran cuántos residuos se produjeron antes de que el registro final pareciera limpio.
Para el acero estructural, la regla de aceptación suele aparecer en la especificación del proyecto, la especificación del procedimiento de soldadura, el plan de inspección y el código aplicable. AWS D1.1/D1.1M:2025 es el Código de Soldadura Estructural-Acero para estructuras soldadas fabricadas con aceros de construcción al carbono y de baja aleación. ISO 3834-1:2021 proporciona el esquema general de los requisitos de calidad en soldadura por fusión y los criterios para elegir el nivel de calidad adecuado.
Tasa de aceptación de soldadura robótica versus manual: la matriz de 9 líneas

Un sistema de soldadura robótico puede aumentar la aceptación del primer paso cuando la variación se controla antes de que comience el arco. La soldadura manual aún puede producir soldaduras excelentes, especialmente con un soldador experto en trabajos de baja repetición. Utilice la matriz a continuación para ver dónde cada método tiende a ganar o perder consistencia de aceptación.
| Factor de aceptación | Riesgo de soldadura manual | Control de soldadura robótica | Pruebas para pedir |
|---|---|---|---|
| Tolerancia de ajuste | El soldador se ajusta al tacto | Dato del accesorio más seguimiento de costura | Mapa de brechas por familia conjunta |
| Ángulo de la antorcha | Los cambios de cambio y la fatiga afectan el ángulo | Ruta programada del brazo del robot | Hoja de verificación TCP |
| Entrada de calor | La velocidad de desplazamiento puede variar | Parámetros de soldadura bloqueados | Registro WPS y registro de ejecución |
| Control de piscinas soldadas | Excelente para reparación y acceso extraño | Movimiento repetible en articulaciones conocidas | Prueba macro o registro del primer artículo |
| Gas blindado | Los errores de flujo pueden pasar desapercibidos | Las comprobaciones celulares pueden verificar el flujo | Registro de flujo de gas |
| Consumibles | El desgaste de la punta cambia de relieve | Rutina de escariador y cambio de propinas | Intervalo de mantenimiento |
| Distorsión | El orden de los pases depende del hábito | Secuencia de soldadura programada | Plan de secuencia y nota de restricción |
| Rastro de inspección | Las notas en papel pueden estar incompletas | Los enlaces de registro del robot se sueldan al programa | ID de soldadura y exportación de parámetros |
| Repetición por lotes | La habilidad se aplica una soldadura a la vez | El mismo camino se repite en todas las partes | Inspección de primera y décima pieza |
Un robot no realiza una buena soldadura automáticamente. En la práctica, un robot hace que el proceso de soldadura sea más fácil de repetir después de que el accesorio, el programa, el punto central del soplete, la fuente de energía, la alimentación de cables y el WPS estén bajo control.
Por qué las soldaduras estructurales manuales no aceptan el primer paso

La soldadura manual no logra la aceptación de primer paso por muchas razones que no son signos de un mal soldador. Las piezas estructurales grandes se mueven. Los bordes de las placas varían. Las aberturas de las cuerdas, el respaldo, el espacio entre raíces, la escala del molino, la calidad de la tachuela y el acceso afectan el grupo de soldadura. Los soldadores cualificados pueden compensar, pero la compensación cambia de persona a persona y de un turno a otro.
Los factores de rechazo comunes incluyen soldaduras de tamaño insuficiente, socavado, falta de fusión, porosidad, inclusiones de escoria, golpes de arco, convexidad excesiva y distorsión que saca a un miembro de la tolerancia. Para obtener una taxonomía de defectos más profunda, consulte las guías de Zhouxiang defectos de soldadura, inspección de soldadura, y pruebas de soldadura.
- Variación de ajuste: la apertura de la raíz y el desajuste de las piezas pueden empujar un paquete de procedimientos de soldadura calificado fuera de su ventana práctica.
- Deriva de entrada de calor: la velocidad de desplazamiento manual cambia el perfil, la penetración y la distorsión de la perla.
- Límites de acceso: vigas pesadas y columnas de cajas fuerzan ángulos de antorcha incómodos que aumentan el riesgo de defectos.
- Variación consumible: el desgaste de la punta de contacto, el arrastre del revestimiento y los problemas de alimentación de alambre cambian la estabilidad del arco.
- Retraso en la retroalimentación de inspección: si se encuentran defectos horas después, es posible que el mismo error ya se repita en muchas soldaduras.
Para reparaciones puntuales o uniones de campo restringidas, la soldadura manual sigue siendo la herramienta adecuada. Para soldaduras repetidas de viga a endurecedor, columna, alma, brida y soporte, es más probable que la variación sea un desperdicio del proceso que una flexibilidad útil.
Cómo los sistemas de soldadura robótica aumentan la repetibilidad
Un robot de acero estructural mejora la tasa de aceptación al convertir ajustes de manos ocultos en entradas controladas. Los ejemplos sólidos comienzan antes de que el brazo del robot se mueva: las familias de juntas se agrupan, los accesorios ubican la pieza de trabajo, los rangos WPS se bloquean y la retroalimentación de inspección se conecta a los cambios del programa.
Zhouxiang soldadura robótica para acero estructural workflow utiliza un enfoque de visión 3D sin enseñanza para vigas, columnas de cajas, cerchas y piezas de puentes. Productos relacionados como el sistema inteligente de soldadura de estructuras de acero y estación robótica de soldadura de rieles terrestres están construidos para miembros de acero grandes y repetidos en lugar de piezas de banco pequeñas.
| Característica robótica | Efecto tasa de aceptación | Pregunta del comprador |
|---|---|---|
| Seguimiento de costuras láser | Encuentra cambios en la posición de las articulaciones antes o durante la soldadura robótica | ¿Qué rango de espacio articular puede corregir? |
| Escaneo 3D | Reduce la enseñanza manual sobre miembros de acero variables | ¿puede leer mis familias de haces y columnas? |
| Bloqueo de parámetros | Mantiene la corriente, el voltaje, la velocidad de desplazamiento y la alimentación de cables dentro de una ventana establecida | ¿cómo se maneja la aprobación de cambios de WPS? |
| Rutina de servicio de antorchas | Protege TCP, cobertura de gas y estabilidad del arco | ¿cuál es el intervalo de verificación de la punta de contacto y la boquilla? |
| Trazabilidad del programa | Conecta cada soldadura a un programa, operador e historial de parámetros | ¿se pueden exportar registros mediante ID de soldadura? |
Notas de precisión: tipos de soldadura robótica para pilotos de aceptación

No todos los robots de soldadura pertenecen al mismo piloto de aceptación de primer paso. Para el acero estructural, el punto de partida habitual es la soldadura por arco robótico en una celda de soldadura robótica protegida, porque el robot puede controlar la velocidad de desplazamiento, la longitud del arco, la alimentación de alambre y el soplete de soldadura en juntas repetidas. La soldadura robótica utiliza movimiento programable; el valor proviene de hacer que una junta soldada se comporte como la siguiente junta soldada.
Otros tipos de soldadura robótica aún pueden importar. Un taller puede comparar la soldadura MIG, la soldadura TIG, la soldadura láser, la soldadura por plasma, la soldadura por puntos y la soldadura por puntos por resistencia durante la planificación temprana del proceso. Las piezas de acero inoxidable, los miembros de acero al carbono y los accesorios de aleación no responden de la misma manera al calor, el gas protector y la moderación. Es por eso que la distorsión térmica, la elección del metal de relleno y las comprobaciones de la integridad de la soldadura deben vincularse a los requisitos de producción antes de comprar un sistema robótico.
| Opción de proceso | Donde encaja | Precaución con la tasa de aceptación |
|---|---|---|
| Soldadura por arco robótico | Soldaduras repetidas de filetes y ranuras en miembros estructurales | Necesita control de accesorios antes de que comience la soldadura de múltiples pasos |
| Soldadura robótica TIG o TIG | Trabajo de precisión donde se revisan estrictamente la entrada de calor y el perfil de la perla | Una velocidad más baja puede ocultar pérdidas de manejo |
| Robots colaborativos y soldadura de cobot | Celdas más pequeñas, menor alcance y configuraciones de soldadura más simples | La variación de carga manual aún puede provocar defectos |
| Robots de soldadura puntual | Hoja, corchetes y conjuntos repetidos | La lógica de aceptación difiere de la inspección de soldadura estructural |
| Soldadura por láser o plasma | Geometría especializada, secciones delgadas o fabricación de metales de alto control | Requiere calificación separada y revisión del sensor |
La soldadura manual no se puede eliminar de todos los trabajos y la escasez de soldadores capacitados no cambia la regla de inspección. Los soldadores humanos todavía aportan experiencia en soldadura para reparar, revisar el ajuste y recibir comentarios sobre el primer artículo. La automatización robótica, un brazo robótico o una celda de soldadura automatizada deben juzgarse en función de si mejora los resultados de una sola pasada y de una sola soldadura según la ruta del código de la Sociedad Estadounidense de Soldadura utilizada en el trabajo.
Para los pilotos de 2026, solicite al integrador que muestre programas de soldadura, registros de ruta robótica, notas de simulación, datos de sensores y suposiciones de gemelos digitales junto al registro de inspección de soldadura. Los sistemas de soldadura robótica abordan mejor el trabajo repetido cuando el registro de aceptación demuestra que la máquina, el accesorio y el arco de soldadura permanecieron dentro de la misma ventana calificada.
Guía práctica de mantenimiento de soldadura robótica admite esta vista de sistemas: la quema, el desgaste de las puntas de contacto, los problemas con el escariador, la pérdida de TCP, la mala conexión a tierra, los errores de instalación de consumibles y los problemas de ruta pueden afectar la consistencia de la soldadura. El movimiento del robot ayuda sólo después de que el proceso se hace mensurable.
Nota de ingeniería
Un robot no debe venderse como sustituto del trabajo de calificación. Solicite alineación WPS, primer artículo pruebas de soldadura, planificación de extracción de humos, revisión de accesorios, comprobaciones de TCP de antorchas y un plan escrito para detectar defectos encontrados durante el piloto.
Qué verifican los inspectores según los flujos de trabajo de AWS D1.1 y END

Los inspectores no aceptan una soldadura porque fue realizada por un robot. Lo aceptan porque cumple con las dimensiones, perfil, ubicación y límites de discontinuidad requeridos según el código del proyecto y el plan de inspección. Es por eso que los registros de aceptación de primer paso deben ubicarse junto al WPS, la identificación del soldador u operador, los detalles del calor del material cuando sea necesario y el informe de END.
¿qué cuenta como aceptación de primer paso en la inspección de soldaduras?
Sólo soldaduras que pasan las comprobaciones especificadas antes del recuento de reparaciones. ASNT enumera métodos de prueba no destructivos comunes incluyendo pruebas visuales, pruebas radiográficas, pruebas ultrasónicas, pruebas de partículas magnéticas, pruebas de penetrantes y pruebas de corrientes parásitas. Es página de pruebas visuales señala que la FP se centra en la superficie; Los problemas del subsuelo necesitan métodos como UT o RT.
Para el acero estructural, la inspección visual suele ser el primer filtro. Capta problemas de tamaño, contorno, socavado, cráter, impacto de arco, superposición y obvia discontinuidad de la superficie. Es posible que se requiera UT o RT para controles más profundos de la integridad de la soldadura, según el tipo de junta y las reglas del proyecto.
- Identificación de soldadura y ubicación del miembro
- Código aplicable o especificación del proyecto
- Número y revisión de WPS
- Programa de robot o ID de soldador
- Método de inspección y criterios de aceptación
- Código de defecto si se rechaza
- Acción de reparación y resultado de la nueva prueba
Ese conjunto de récords le da al fabricante una base de referencia de tasa de aceptación utilizable. Sin él, la tienda sólo está discutiendo anécdotas.
Reelaborar matemáticas: convertir la tasa de aceptación en costo por tonelada

La aceptación de la soldadura de primer paso se vuelve persuasiva cuando se convierte en horas. El reelaboración no es sólo el tiempo del arco de reparación. También incluye revisión de defectos, rectificado o ranurado, soldadura de reparación, tiempo de enfriamiento, programación de inspección, nuevas pruebas, papeleo y posible retraso en la pintura o el ensamblaje.
Horas de reelaboración evitadas: recuento de soldaduras x reducción de la tasa de rechazo x horas promedio de reparación por soldadura rechazada.
| Entrada piloto | Línea de base manual | Objetivo robot |
|---|---|---|
| Soldaduras inspeccionadas por mes | 1,000 | 1,000 |
| Aceptación de primer paso | 82% | 98.5% |
| Soldaduras rechazadas | 180 | 15 |
| Horas de reparación a 0,75 horas cada una | 135 | 11.25 |
| Horas mensuales evitadas | – | 123.75 |
Este ejemplo utiliza las cifras de los proyectos 82% y 98.5% de Zhouxiang como escenario, no como garantía. Su número de horas de reparación puede ser menor para soldaduras de filetes cortos o mayor para miembros gruesos que necesitan hendidura, precalentamiento, enfriamiento controlado y nueva prueba.
Para modelar tu propia tienda, comienza con la de Zhouxiang calculadora de ROI del robot de soldadura, luego reemplace los supuestos laborales genéricos con sus registros de soldadura rechazados. La tasa de aceptación es más útil cuando está vinculada a toneladas enviadas, horas de reparación y retrasos en la cola de inspección.
Cuando la soldadura manual todavía pertenece al proceso
Las decisiones de automatización fallan cuando el comprador trata la soldadura manual como un problema que debe eliminar en lugar de la capacidad de colocarla correctamente. Los soldadores expertos pueden ver problemas de acceso, ajustarse a espacios extraños, reparar pequeños defectos y realizar trabajos en el sitio donde una celda de soldadura no es práctica.
La soldadura robótica encaja mejor cuando...
- Las familias de juntas se repiten en vigas, columnas, cerchas o marcos.
- Los accesorios pueden contener piezas de trabajo en un esquema de referencia conocido.
- Los registros de inspección muestran defectos recurrentes por tipo de junta.
- Los tiempos de ciclo y las horas de retrabajo afectan las fechas de entrega.
- Los registros de robots ayudarán a los equipos de calidad a rastrear cada soldadura.
La soldadura manual sigue siendo valiosa cuando...
- Las piezas se repiten a baja velocidad o cambian en cada turno.
- El acceso al campo bloquea un sistema de soldadura fijo.
- La soldadura TIG o los pequeños trabajos de reparación necesitan un juicio humano cercano.
- La variación del equipamiento es demasiado alta para el presupuesto del accesorio.
- La carga segura de celdas no es práctica para la pieza de trabajo.
Utilice un proceso mixto: las soldaduras estructurales repetitivas pasan a la soldadura robótica, mientras que los soldadores manuales se centran en la corrección del ajuste, la reparación, la retroalimentación de los accesorios, el trabajo no estándar y las tareas de alto criterio. Ese modelo de dotación de personal también protege la inversión del robot porque los soldadores experimentados saben cuándo un programa está enmascarando un problema de material o accesorio.
Cómo ejecutar un piloto de primera calificación justo

Un piloto justo comienza con registros de referencia. Si un proveedor solo recibe dibujos, la propuesta puede centrarse en el alcance, la carga útil, la longitud del riel y el precio, sin tener en cuenta el motivo de la tasa de aceptación del proyecto. Envíe datos de inspección y defectos con los dibujos para que el piloto pueda apuntar al costo real.
¿Qué datos debe enviar un fabricante antes de solicitar una cotización de robot?
| Campo piloto | Por qué es importante |
|---|---|
| 1. Parte familiar y cantidad anual | Muestra potencial de repetición. |
| 2. Grado y rango de espesor del acero | Cuadros WPS y límites de entrada de calor. |
| 3. Tipos de juntas por longitud de soldadura | Separa soldaduras de gran volumen de cajas de bordes. |
| 4. Tasa actual de aceptación de primer paso | Establece la línea de base. |
| 5. Defecto Pareto por familia conjunta | Le dice al robot integrador qué arreglar primero. |
| 6. Horas de reparación por tipo de defecto | Convierte la calidad en costo. |
| 7. Método y código de inspección | Previene afirmaciones de aceptación vagas. |
| 8. Fotos de accesorios y notas de referencia | Muestra si la pieza puede repetirse. |
| 9. Muestras de tolerancia de ajuste | Prueba los requisitos de seguimiento de la costura láser. |
| 10. Tiempos de ciclo actuales | Separa el tiempo de soldadura del tiempo de manipulación. |
| 11. Distribución de plantas y acceso a grúas | Afecta la disposición de las células y el flujo de materiales. |
| 12. Objetivo de aceptación y regla de recuperación | Mantiene el piloto vinculado al valor empresarial. |
Zhouxiang puede revisar esta hoja de trabajo según los requisitos de soldadura de vigas, columnas de caja, puentes y marcos pesados. Los pilotos útiles deben devolver no solo el tiempo del ciclo, sino también la evidencia de aceptación de soldadura, las causas de los defectos, las notas de los accesorios y los cambios necesarios antes del lanzamiento de la producción.
Bandas Piloto de Medición de Aceptación para Acero Estructural

Un piloto justo necesita bandas de medición antes de que alguien elija soldadura manual, soldadura robótica o una ruta mixta. Estas bandas no son límites de aceptación universal. Son objetivos de registro que ayudan a un ingeniero de soldadura a decidir si el robot, el accesorio, el WPS, el plan de inspección o el proceso de preparación de piezas deben cambiar primero.
Utilice la siguiente tabla como ayuda para la toma de decisiones durante un piloto de aceptación de 2 o 4 semanas. Si el taller no puede recolectar un campo, mantenga el piloto abierto y corrija la brecha de medición antes de aprobar los requisitos de producción. Esa disciplina evita que una tasa de aceptación de aspecto fuerte oculte una ventana de proceso débil.
| Medición piloto | Banda de registro | Regla de decisión |
|---|---|---|
| Diferencial de brecha conjunta | Muestras de 0 mm, 1 mm, 2 mm, 3 mm y 5 mm | Si la mayoría de los rechazos miden más de 3 mm, elija la corrección del dispositivo antes de que funcione la velocidad del robot. |
| Muestra de pata de filete | Soldaduras nominales de 6 mm, 8 mm, 10 mm y 12 mm | Si la dispersión del tamaño es alta, elija una ventana WPS más ajustada y una hoja de verificación del operador. |
| Deriva de la antorcha TCP | Puntos de control de 0,5 mm, 1 mm y 2 mm | Si la deriva excede 1 mm después del servicio, elija un intervalo de verificación de antorcha más corto. |
| Repetición de ubicación de la pieza | Lecturas repetidas de accesorios de 1 mm, 2 mm y 4 mm | Si la pieza de trabajo se mueve más de 2 mm, elija cambios de referencia antes de cambiar de programa. |
| Inspección de primera pieza | 100% VT para las primeras 10 partes | Si los defectos se repiten en la parte 2 o 3, detenga el piloto y corrija la causa. |
| Cambio de muestreo de END | Lotes de inspección 10%, 25%, 50% o 100% | Si UT o RT rechazan el cluster por familia conjunta, elija esa familia conjunta para el análisis de reelaboración. |
| Activador de tasa de reparación | Bandas de rechazo 2%, 5%, 8% y 10% | Si una celda se mantiene por encima de 5%, elija la revisión de causa raíz antes de reclamar capacidad. |
| Registro de precalentamiento | Puntos de control de 50°C, 100°C y 150°C cuando el WPS requiere control de calor | Si se pierde el control de calor, elija disciplina de procedimiento en lugar de ajuste de movimiento. |
| Revisión de distorsión | Lecturas post-soldadura de 2 mm, 5 mm, 8 mm y 10 mm | Si la distorsión supera los 5 mm, elija cambios de secuencia antes de agregar más pasadas de soldadura. |
| Objetivo de aceptación | Bandas de primer paso 90%, 95%, 97% y 99% | Si el objetivo es 97% o superior, elija una ruta de aprobación rastreable para cada edición del programa. |
Estas bandas brindan a los compradores una forma de elegir la siguiente acción. Es posible que una celda manual con un resultado de primer paso de 95% y una dispersión de ajuste de 1 mm no necesite automatización robótica inmediata. Una familia de haces repetidos con aceptación de primer paso de 82%, dispersión de espacio de 5 mm y tasa de reparación de 8% es un candidato más fuerte para un sistema de soldadura robótica, rediseño de accesorios y gobernanza WPS más estricta. Un sistema robótico que no puede contener una ventana de ubicación de 2 mm no debe aceptarse como listo para producción solo porque el tiempo del ciclo parece atractivo.
Las normas aún rigen la decisión final. AWS D1.1, ISO 3834, ASNT VT, ASNT UT, ASNT RT, WPS, PQR, procedimiento de END, trazabilidad de materiales y criterios de aceptación específicos del proyecto deben alinearse con los datos piloto. Cuando esos registros coinciden, el comprador puede elegir una versión de producción con menos suposiciones y menos sorpresas de reparación.
Para trabajos de exportación o puente, asigne los registros piloto dos veces: primero al código de proyecto local y luego al idioma del contrato del cliente. Un trabajo en EE. UU. puede centrarse en AWS D1.1, mientras que un paquete estructural europeo también puede requerir registros de calidad ISO 3834 y controles de ejecución EN 1090. Si el comprador solicita documentación ISO, no la trate como un complemento de papeleo después de la soldadura. Coloque ISO 3834, EN 1090, aprobación WPS, evidencia PQR y lenguaje de aceptación AWS D1.1 en la lista de verificación piloto antes de la primera producción. Los datos de adopción de robots IFR pueden justificar la tendencia de automatización, pero los registros AWS D1.1 e ISO aún deciden si se acepta una soldadura.
Perspectivas para 2026: la aceptación de soldaduras se convierte en una métrica de trazabilidad
La demanda de robots industriales sigue creciendo. IFR informó 542.000 instalaciones de robots en 2024 y pronosticó 575.000 instalaciones en 2025. Ese crecimiento no significa que todos los talleres de acero estructural necesiten la misma celda. Significa que más compradores esperarán pruebas digitales de la calidad de la soldadura, no solo un robot instalado.
A corto plazo, el cambio es de “¿Puede un robot soldar esta unión?” a “¿Puede el sistema de automatización de soldadura demostrar que esta soldadura cumplió con la ventana requerida?” Para el acero estructural, esa prueba puede incluir revisión del programa, parámetros de soldadura, acción del operador, resultado de la inspección, estado de reparación y resultado de la nueva prueba por ID de soldadura.
- Cree códigos de defectos que coincidan con los informes de inspección.
- Registre la aceptación de soldadura manual y robótica por separado.
- Revise los registros de robots con calidad, no solo con producción.
- Mantenga los cambios de WPS rastreables hasta las revisiones aprobadas.
- Utilice datos piloto para elegir la siguiente familia de piezas de trabajo.
Si un taller ya utiliza modelos Tekla, corte CNC y registros de inspección digitales, la soldadura robótica puede convertirse en parte de un sistema de fabricación rastreable en lugar de una máquina independiente. Las ganancias en tasa de aceptación son mayores cuando los dibujos, el ajuste, la soldadura, la inspección y los comentarios de reparación describen la misma soldadura.
Preguntas frecuentes
¿cuál es una buena tasa de aceptación de soldadura de primer paso?
Las buenas tarifas dependen del código, el tipo de junta, el método de inspección y el espesor del material. Para un piloto robot, compárelo con su propia línea de base en lugar de con un punto de referencia genérico. Pasar de 82% a 98.5%, por ejemplo, es significativo cuando ambos números utilizan la misma regla de inspección y población de soldadura.
¿la soldadura robótica siempre es mejor que la soldadura manual en cuanto a tasa de aceptación?
No. La soldadura robótica ayuda cuando las familias de piezas se repiten, los accesorios sujetan el trabajo y se controlan los parámetros. La soldadura manual puede ser mejor para reparaciones en campo, trabajos de muy baja repetición y juntas de acceso limitado.
¿qué causa que las soldaduras fallen en la inspección de primer paso?
Las causas comunes incluyen socavado, falta de fusión, porosidad, inclusión de escoria, tamaño de soldadura incorrecto, perfil deficiente, golpes de arco, exceso de distorsión y controles WPS omitidos.
¿cómo afecta el seguimiento de costuras a la aceptación de la soldadura
El seguimiento de la costura láser puede ayudar al robot a localizar la articulación cuando el ajuste varía. No es una cura para accesorios deficientes, espacios demasiado grandes o falta de calificación del proceso.
¿aws D1.1 permite la soldadura robótica?
AWS D1.1 aborda los requisitos de acero estructural soldado. La calificación aún importa: el proceso debe cumplir con las reglas de procedimiento, inspección y aceptación aplicables para el trabajo.
¿Qué debo medir antes de comprar un robot de soldadura de acero estructural?
Mida la tasa de aceptación de primer paso, los tipos de defectos, las horas de reparación, la longitud de la soldadura por familia de juntas, la tolerancia de ajuste, el método de inspección, el estado del accesorio y los tiempos del ciclo actual.
Siguiente paso: compare su línea base de soldadura con una celda robótica de acero estructural
Si ya se realiza un seguimiento de la aceptación de primer paso en su taller, Zhouxiang puede revisar dibujos representativos, códigos de defectos, registros de inspección y fotografías de accesorios en función de su flujo de trabajo del robot de soldadura de acero estructural.
Revise la solución del robot de soldadura de acero estructural
Referencias
- AWS D1.1/D1.1M:2025 Código de soldadura estructural de acero
- Requisitos de calidad ISO 3834-1:2021 para soldadura por fusión
- métodos de ensayo no destructivos ASNT
- Descripción general de las pruebas visuales ASNT
- Lanzamiento de IFR World Robotics 2025
- Bernard y Tregaskiss: fallos comunes en la soldadura robótica
- Guía de Zhouxiang para la especificación de procedimientos de soldadura
