Póngase en contacto con Zhouxiang

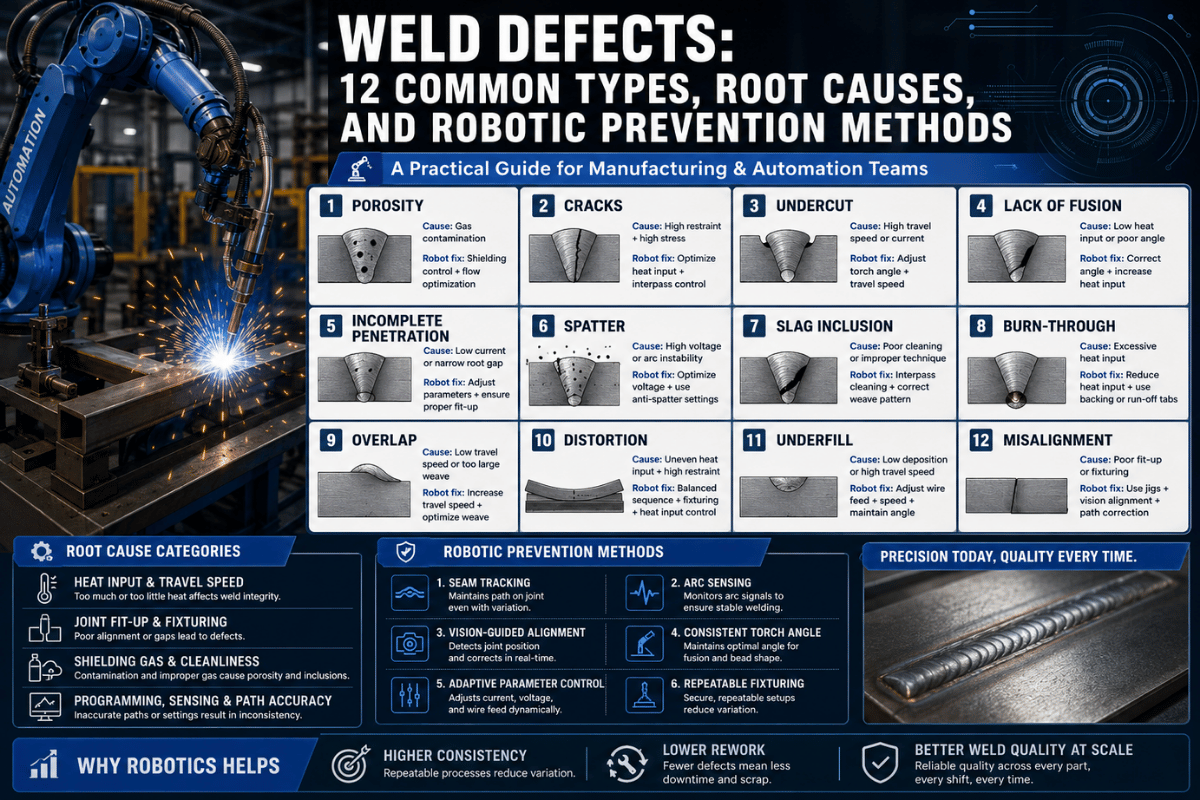
Defectos de soldadura: 12 tipos comunes, causas radiculares y métodos de prevención robótica
Contenidos
mostrar
Sólo un defecto de soldadura en un elemento estructural primario clave puede convertirse en un reemplazo completo de la sección. En la fabricación de talleres y montaje en campo, un solo defecto puede requerir 5-8% de horas totales de soldadura para reelaborar los procesos manuales. Cuando llega “caliente” un defecto que escapa a la inspección, ese costo se duplica nuevamente.
Estructurado en tres niveles de riesgo: práctico, visualmente accesible para inspección visuals; inspección accesible, interna y requiere enD para examinar; y rechazos estructurales sin tolerancia bajo cualquier estándar.
⚠ Nota de ingeniería: Todos los criterios de aceptación citados a continuación son de AWS D1.1:2025 para conexiones no tubulares cargadas estáticamente a menos que se especifique lo contrario. Las aplicaciones de estructuras cíclicas, sísmicas y tubulares conllevan requisitos adicionales. Consulte la norma completa y un ingeniero de soldadura calificado para aplicaciones específicas del proyecto.
¿qué es un defecto de soldadura?

Por lo tanto, en términos de las normas AWS D1.1, el hecho de que una soldadura se deserta no significa que sufra todas las imperfecciones posibles. D1.1 define sin ambigüedades la diferencia entre:
- Discontinuidad: cualquier irregularidad o rotura en la forma habitual de la soldadura -un cambio en la geometría, composición química o características físicas. Las discontinuidades se encuentran en casi todas las soldaduras hasta cierto punto.
- Defecto: Discontinuidad que excede los criterios de aceptación del estándar al que está sujeta la pieza. Un ejemplo típico: todo defecto de soldadura es una discontinuidad, pero no al revés.
Si bien esto puede parecer insignificante en la práctica, lo es! Un poro de tamaño en una soldadura de filete que es menor que los límites de distribución de aws D1.1 aún sigue siendo una discontinuidad en la estructura de la soldadura. Si estuviera ubicado en una soldadura de ranura de penetración de unión completa (CJP) transversal a la tensión de tracción aplicada, sin embargo, se consideraría un defecto que requeriría eliminación y reparación.
Clasificación: Externa versus Interna
Las imperfecciones de las soldaduras se pueden clasificar en dos tipos generales, dependiendo de la facilidad con la que se puedan detectar:
Los defectos externos (superficiales) se pueden ver o medir sin utilizar ningún equipo especial: socavado, superposición, salpicaduras de soldadura, golpes de arco, quemaduras y relleno insuficiente. La inspección visual realizada por un inspector de soldadura certificado (CWI) es el primer método de detección más rentable.
Los defectos internos (el grupo de defectos de soldadura más importante) deben identificarse mediante UT, RT o algún otro tipo de métodos de END: porosidad, fusión incompleta, penetración incompleta, inclusiones de escoria, así como la mayoría de las grietas de soldadura. Estos defectos son más peligrosos porque han estado presentes en soldaduras de producción que pasan la inspección visual.
Cada discontinuidad de soldadura debe evaluarse según la tabla de aceptación; una discontinuidad de soldadura por debajo del límite permanece en servicio, mientras que aquellos que superan el umbral requieren reelaboración. AWS D1.1 divide además las soldaduras en categorías de carga para la estructura de fatiga, rigidez cargada cíclicamente o carga aplicada lentamente. La fabricación de estructuras de acero para la industria pesada sigue los criterios visuales de la Cláusula 8, pero los dibujos estructurales diseñados pueden tener requisitos de END adicionales.
Esta tabulación presenta los 12 tipos de defectos aquí cubiertos bajo sólo una de las dos categorías posibles, ordenados desde los más obvios visualmente hasta los más críticos estructuralmente:
Porosidad de la soldadura « Causas, tipos y prevención

Porosidad de soldadura: el defecto de soldadura habitual en la soldadura MIG/GMAW, resultante de los gases atrapados cuando el baño de soldadura se solidifica, dejando “agujeros” en el cordón de soldadura (desde los poros de dimensión estenopeica que no son visibles a simple vista, hasta los orificios visibles en la superficie que fallan incluso mediante una inspección visual a la vista, hasta los orificios de gusano alargados que sólo pueden verse mediante inspección RT o UT.
¿qué causa la porosidad en la soldadura MIG?
La causa siempre será la misma: gas atrapado, pero puede ser causada por:
- Gas de protección inadecuado: caudal de gas demasiado bajo (objetivo: 22-30 CFH/10-14 L/min), fugas en mangueras de gas, corrientes de aire o un cilindro contaminado
- Material base sucio: las incrustaciones del molino, el óxido, la pintura, el aceite y la humedad del metal base introducirán hidrógeno y CO en el baño de soldadura; triturar o desengrasar dentro de 2 « de la zona de soldadura
- Exceso de sobresaliente del alambre: extender el alambre más de 1/2 “(12 mm) fuera de la punta de contacto reducirá la envoltura del gas protector y causará inestabilidad en el arco
- Ángulo incorrecto del arma: exceder excesivamente una inclinación de 15 hará que el cono de gas se salga del baño de soldadura, dejando que el nitrógeno y el oxígeno atmosféricos entren en el metal fundido
- Electrodos o fundente saturados de humedad: en SMAW y FCAW, los consumibles húmedos se descompondrán en el arco y provocarán orificios en la soldadura
Tipos de porosidad
- Porosidad de tubería (“agujero de gusano”): huecos alargados que corren a lo largo del eje de la soldadura; debido al continuo desprendimiento de gas debido a la humedad o materia extraña en el material base
- Porosidad superficial: agujeros visibles en la cara de soldadura; en la mayoría de los aceros estructurales, este es un defecto proyectado a menos que las burbujas puedan medirse cuantitativamente, como en el caso de recipientes a presión de agua u otros componentes con código referenciado.
- Porosidad distribuida (subsuperficial): huecos esféricos distribuidos uniformemente dentro del depósito de soldadura; sólo detectable mediante RT o UT
AWS D1.1:2025 Límites de aceptación de porosidad
Para inspección visual in situ de miembros con carga estática (Tabla 8.1):
- Soldaduras de ranura: Porosidad total visible de la tubería de 1/32 pulg. (1 mm) de diámetro no excederá 3/8 pulg. (10 mm) en cualquier pulgada lineal de soldadura, y ninguno de más de 3/4 pulg. (20 mm) en cualquier sección de soldadura de 12 pulgadas (300 mm)
- Soldaduras de ranura CJP perpendiculares a la dirección de la tensión de tracción calculada: No se permite porosidad visible
- Soldaduras de filete: No se permite la porosidad visible de las tuberías.
Prevención
Verifique el medidor de flujo de gas al comienzo de cada turno de trabajo. Compruebe si el revestimiento de la pistola y la boquilla están acumulados salpicaduras; si son significativos, sería la causa más probable de porosidad intermitente y a corto plazo en una configuración MIG adecuadamente calibrada. Para molinos pesados en placas de acero, el rectificado mecánico a metal brillante en la zona de soldadura es generalmente más confiable que la limpieza química sola.
Socavado en Soldadura Estructural

Socavado: ranura o canal fundido en el metal base en la punta de la soldadura que no está lleno de metal de soldadura. Provoca una disminución en el área del miembro de la sección transversal en una de las porciones más cargadas de tensión: la punta de la soldadura.
¿qué es el socavado aceptable en la soldadura estructural?
AWS D1.1:2025 muestra los siguientes criterios de aceptación para subcotización...
| Categoría de soldadura | Profundidad máxima de socavado | Notas |
|---|---|---|
| Miembro primario « transversal a la tensión de tracción aplicada | 1/32 pulg. (0,8 mm) | Límite más estricto; fatiga crítica |
| Todas las demás soldaduras | 1/16 pulg. (1,6 mm) | Máx. para 2 pulgadas. (50 mm) de longitud acumulada; sin ningún corte socavado en la última pulgada de una soldadura |
Causas del socavado
- El alto exceso de energía del voltaje del arco hace que el metal se derrita más rápido de lo que el material de relleno puede llenar la ranura
- Velocidad de desplazamiento hasta un tiempo de depósito rápido-insuficiente en los dedos de las articulaciones; el arco excava el dedo del pie y el cable no puede seguir el ritmo
- Filetes con ángulo de electrodo incorrecto si el ángulo de trabajo es demasiado pronunciado, la energía del arco se dirige hacia la punta de la placa inferior, provocando un corte en la punta del filete superior
- Los grupos de soldadura globulares demasiado anchos son más delgados en la cresta distal, por lo que no podrán llenar la ranura del dedo del pie
Reparar
La reparación de soldadura de socavado requiere un pulido suave, siempre que la garganta restante aún cumpla con la dimensión de diseño. Si el pulido reduciría la garganta efectiva por debajo del mínimo mostrado en el dibujo aprobado, se requiere una pasada de mantequilla para llenar la ranura antes del pulido al ras.
Grietas de soldadura: el defecto más peligroso

Las grietas no tienen criterios de aceptación bajo las categorías AWS D1.1-golol, todas las direcciones, cualquier tamaño. No puede haber grietas en la soldadura sin necesidad de retirarlas y repararlas. AWSD1.1 no proclama ninguna grieta peor que cualquier otra grieta.
Las grietas se dividen en dos modos de falla fundamentalmente diferentes. Se forma una grieta caliente a una temperatura elevada en el metal de soldadura durante o poco después de la solidificación; se formará una grieta fría mucho después de que la soldadura se haya enfriado; hasta varios días después. Cada uno debe protegerse con una técnica diferente.
Grietas calientes versus grietas frías
| Propiedad | Grietas calientes | Grietas frías (HIC) |
|---|---|---|
| Temperatura de formación | Durante o inmediatamente después de la solidificación (por encima de 1200°C) | Después de enfriar por debajo de 200°C, a menudo horas a días después |
| Causa raíz | Licuación límite de grano + tensión de contracción por solidificación | Hidrógeno + estrés residual + microestructura susceptible (craqueo retardado) |
| Ubicación | Línea central del metal de soldadura, cráter, zona afectada por el calor (grietas de licuación) | zona afectada por el calor (HAZ), cordón inferior, raíz metálica de soldadura |
| Prevención primaria | Controlar el aporte de calor, composición del metal de relleno (límites C/S/P), cráteres de relleno | Precaliente a 100-120°C electrodos de bajo contenido de hidrógeno (designación H4 o H8) |
Critic: Una grieta en frío “el resultado del agrietamiento inducido por hidrógeno (HIC) “es excepcionalmente peligrosa porque las soldaduras pueden pasar la inspección inicial y agrietarse días después. Cada grieta fría que se forma mediante HIC retardado debe excavarse completamente antes de que pueda comenzar la reparación de la soldadura. Los átomos de hidrógeno se difunden a través del metal de soldadura después de la solidificación; cuando se acumulan y recombinan en microhuecos, la presión localizada puede exceder la capacidad dúctil del material. Las uniones de alta restricción en secciones estructurales gruesas corren el mayor riesgo.
Otros tipos de grietas
- Las grietas superficiales del cráter irradian desde el cráter de soldadura en el punto en que terminó el arco. Todas las grietas del cráter son rechazadas bajo AWS D1.1. Vuelva a llenar el cráter y rompa el arco para evitar este tipo de grieta caliente.
- Se forman grietas por recalentamiento en la zona afectada por el calor durante PWHT o servicio a alta temperatura. Son más comunes en aceros de alta aleación y resistentes a la fluencia.
- Fractura similar a un desgarro laminar en el plano de la superficie de trabajo de la placa, debido a la tensión de tracción de espesor total en una placa laminada de baja calidad de acero Z.
Prevención
Límites de temperatura de precalentamiento e interpaso para soldadura de acero estructural según AWS D1.1 Cláusula 7 (Fabricación). La edición de 2025 suavizó los límites para varias formas de juntas y componentes. Como cualquier cosa con soldaduras internas de menos de 1 pulgada (25 mm) de espesor requiere precalentamiento a 100-120°C (212-248°F) «sostenido durante toda la soldadura « para reducir la tensión residual y la velocidad de difusión del hidrógeno. La temperatura entre pasadas debe mantenerse desde el precalentamiento hasta el enfriamiento. Especifique electrodos de hidrógeno bajos (E7018 (H4R u H8) para SMAW, alambre ER70S-6 para GMAW con cilindros secos y almacene el electrodo SMAW en un horno de varilla de 250-300F hasta su uso. Cualquier grieta muestra que el autor falla. Los requisitos deben seguir el WPS aprobado y los requisitos de precalentamiento deben coincidir con los de la soldadura original, incluso en trabajos de reparación.
Fusión incompleta y penetración incompleta

Los dos tipos de defectos internos están interconectados por una razón: pueden ser imposibles de ver en la inspección visual. Ambos son una falla del metal de soldadura para adherirse al metal adyacente y crear una discontinuidad plana y hermética al gas que sirve como intensificador de tensión en una parte cargada de la soldadura.
Falta de Fusión (Fusión Incompleta)
La falta de fusión -gnologante ocurre cuando el metal de soldadura no se fusiona completamente con el metal base, y tampoco con el cordón de soldadura anterior. Esto deja una grieta en la línea de unión que es un vacío plano con apertura casi nula y es un excelente iniciador de grietas.
Causas primarias:
- Ángulo incorrecto del arma (0-15 desde la vertical en soldaduras de filete) -en el arco ap planifica el grupo de soldadura frente al frente de fusión.
- La velocidad de desplazamiento es demasiado rápida: la piscina avanza antes de lograr una fusión adecuada de las paredes laterales
- Una entrada de calor inadecuada puede deberse a: Voltaje o velocidad de alimentación del cable demasiado baja para la sección transversal de la junta
- Preparación de juntas sucias-capas de óxido como barrera térmica en el límite de fusión
El solapamiento en frío es un defecto diferente pero relacionado: el metal de soldadura se llena demasiado y rueda sobre la punta de la soldadura sin soldar al metal base. Se debe a que el recorrido de trabajo se desplaza demasiado lentamente, de modo que el baño de soldadura se desborda y queda empujado por delante de la pieza de trabajo móvil. El solapamiento en frío y la falta de fusión pueden ocurrir, y a menudo ocurren, en la misma pasada de soldadura.
Penetración incompleta
Penetración incompleta: Indica que la soldadura no llega a la profundidad requerida en la junta. Para una soldadura CJP (penetración completa de la junta), la penetración incompleta se consideraría un defecto. Para una soldadura PJP, la garganta requerida tendría que estar de acuerdo con la dimensión de diseño.
Razones: la apertura de la raíz es demasiado estrecha, la falta de entrada de calor con respecto al espesor de la placa, la velocidad de desplazamiento es demasiado alta en las pasadas de la raíz o el tamaño incorrecto del electrodo/alambre para la geometría de la junta
Detección
Ambos son tipos de penetración de inspección y se detectan de manera confiable con UT o RT. Si bien el uso de UT es común en el acero estructural, puede detectar todos los defectos planos, que son defectos paralelos a la viga, mientras que RT no logra encontrar una falta estricta de defectos de fusión porque no producen ningún cambio en la densidad de la película. En caso de duda, ambos son complementarios.
Comparación completa, con nuestro guía de métodos de prueba de soldadura.
Defectos de superficie « Salpicaduras, golpes de arco, superposiciones, quemaduras

Los defectos superficiales pueden ser meramente cosméticos o estructurales según la aplicación. La siguiente tabla resume los cuatro defectos superficiales más frecuentes, su importancia estructural y los requisitos de reparación según AWS D1.1:
| Defecto | Causa primaria | Riesgo estructural | Tratamiento AWS D1.1 |
|---|---|---|---|
| Salpicaduras de soldadura | Gas de protección insuficiente, metal base sucio, alto voltaje, sobresaliente excesivo | Cosmético bajo a menos que oculte un defecto superficial | Retirar cuando sea necesario para END o pintura posteriores; sin límite de tamaño estricto en la mayoría de las condiciones |
| Golpe de arco | Contacto de arco accidental fuera de la zona de soldadura | Alto « crea una zona endurecida localizada en la ZAC que puede iniciar grietas por fatiga | Reparación requerida en miembros estructurales primarios; moler suavemente y verificar con MT o PT |
| Quemar | Aporte excesivo de calor; metal base delgado (<1/8 pulg. / 3 mm) | Alto « penetración completa a través del metal común, pérdida de sección transversal | Reparación mediante soldadura por la parte posterior de la cara posterior; Reduzca el aporte de calor para pasadas posteriores |
| Relleno inferior | Velocidad de viaje demasiado rápida; depósito insuficiente por pase | Moderado “reduce la eficacia de la garganta de soldadura por debajo de la dimensión de diseño | Se requiere un paso de soldadura adicional para restaurar la dimensión mínima de la garganta o la cara |
| Superposición de soldadura | Velocidad de desplazamiento demasiado baja; La piscina de soldadura rueda sobre los dedos de los pies sin fusión | Moderado “la superposición no fusionada crea una muesca en la punta bajo carga de tracción | Retirar moliendo; Vuelva a soldar la punta si no hay fusión |
Los golpes de arco sobre metal base son particularmente importantes en la fabricación estructural. El golpe de arco calienta el acero rápidamente y luego lo apaga rápidamente, endureciendo el endurecimiento del acero de la superficie mediante una transformación de martensita y estableciendo una capa dura y quebradiza que es atacada por la carga cíclica de vigas de puente, rieles de grúa y estructuras. marcos. Si se ubica un arco en un miembro primario, entonces todo debe repararse bajo AWS D1.1, el rectificado normalmente debe abordar la región endurecida eliminando por completo la región endurecida, entonces la sección está dentro de las tolerancias dimensionales.
Aprenda a gestionar la calidad de la soldadura en un fabricante de acero estructural.
AWS D1.1:2025 Criterios de aceptación « Referencia rápida

Los criterios de aceptación de inspección visual para conexiones de acero estructural no tubulares cargadas estáticamente se resumen a continuación para AWS D1.1/D1.1M:2025, la última edición del Código de soldadura estructural (Acero ñona) publicada en mayo de 2025.
Esto pretende ser una referencia de campo para inspectores de soldadura e ingenieros de control de calidad. Confirme siempre con el estándar oficial para una aplicación específica de un proyecto que las estructuras tubulares sísmicas cargadas cíclicamente tendrán requisitos adicionales.
| Tipo de defecto | AWS D1.1:Límite 2025 (Visual) | Aplica para | Nota |
|---|---|---|---|
| Grietas | Tolerancia cero « nu este permis | Toate tipurile de soldate | No hay excepción por tamaño o ubicación |
| Porosidad (soldadura por ranura) | Suma de poros ≥1/32 pulg.: ≤3/8 pulg. por pulgada lineal; ≤3/4 pulgadas por 12 pulgadas. longitud | Soldaduras ranuradas, carga estática | Por Tabla 8.1 |
| Porosidad (CJP, tracción transversal) | Ninguno permitido | Soldaduras de ranura CJP transversales a la tensión de tracción | Categoría estricta |
| Porosidad (soldadura de filete) | Sin porosidad visible en las tuberías | Soldaduras de filete | El subsuelo disperso puede ser aceptable según los criterios de RT |
| Socavado (miembro primario, transversal a la tensión) | ≤1/32 pulg. (0,8 mm) | Miembros de tensión primaria | Límite de fatiga crítica |
| Socavado (otras ubicaciones) | ≤1/16 pulg. (1,6 mm) | Miembros secundarios, dedos de los pies no críticos | Se aplica la longitud acumulada máxima |
| Fusión incompleta | No aceptable | Toate tipurile de soldate | Se requiere UT o RT para la detección |
| Golpes de arco (metal base) | Reparación requerida | Miembros estructurales primarios | Moler suavemente; verificar MT/PT |
| Salpicaduras de soldadura | Eliminar cuando sea necesario para acceder a END | Todas las soldaduras | No hay límite de tamaño explícito en aplicaciones estáticas |
¿qué cambió en AWS D1.1:2025?
Si bien varios cambios en la edición de 2025 (edición 23) impactan directamente la práctica de fabricación, estos son especialmente dignos de mención.
- El Diseño de Factor de Carga y Resistencia (Subcláusula 4.7 (LRFD)) incorporado formalmente proporciona una Tabla 4.3 de valores de resistencia disponibles para uniones soldadas; Los ingenieros que trabajan en la metodología LRFD ahora cuentan con soporte directo para el cumplimiento de códigos
- Las disposiciones ampliadas de MT y PT (nuevas cláusulas proporcionan requisitos de inspección, calificación del personal e información de documentación de procedimientos para pruebas de partículas magnéticas y penetrantes)
- Requisitos de tenacidad: las cláusulas adicionales proporcionan criterios de tenacidad Charpy V-notch (CVN) para metal de soldadura y HAZ
- AWS A5.36 Eliminación de clasificaciones de metales de aportación en toda la norma (sistema de electrodos con núcleo de flujo)
- El nuevo Anexo S aborda la adición de nuevos materiales base a AWS D1.1/D1.1M
Ver nuestro Descripción general de los estándares de soldadura de AWS para cada comparación cláusula por cláusula entre las ediciones de 2020 y 2025. El estándar completo se puede comprar directamente en la tienda web ANSI o en la American Welding Society.
Nota de referencia cruzada: ISO 5817- Soldadura: Uniones soldadas por fusión- Los niveles de calidad para imperfecciones (Niveles B, C, D)- tienen amplia referencia para uso estructural europeo y proporcionan clasificaciones de calidad ampliamente equivalentes. ISO 3834- rige los requisitos de calidad para el proceso de soldadura por fusión per se. Los proyectos de la cadena de suministro internacional pueden requerir el cumplimiento de AWS D1.1 e ISO 5817 simultáneamente.
Cómo detectar defectos de soldadura « Métodos de END

La elección del método de prueba no destructiva (END) apropiado para cada defecto de soldadura depende del tipo de defecto, la geometría de la soldadura, el material base y el estándar de inspección. La siguiente matriz asigna los defectos de soldadura más comunes a los métodos de END primarios y secundarios utilizados en el acero estructural inspección de soldadura.
| Defecto | Método primario | Secundario / Confirmatorio | Notas |
|---|---|---|---|
| Grietas superficiales, socavadas, superpuestas | VT (Pruebas visuales) | MT o PT para confirmación de grietas | Primer paso de inspección; Se requiere calificación CWI |
| Grietas superficiales y cercanas a la superficie en acero ferromagnético | MT (Pruebas de partículas magnéticas) | PT para materiales no magnéticos | Nuevas disposiciones de MT en AWS D1.1:2025; detecta grietas de hasta 1/4 de pulgada. profundidad |
| Defectos que rompen superficies, golpes de arco (acero no magnético) | PT (Pruebas de penetrantes líquidos) | MT si el material es ferromagnético | Nuevas disposiciones PT en D1.1:2025 |
| Fusión incompleta, penetración incompleta, grietas internas | UT (Pruebas ultrasónicas) | RT para confirmación volumétrica | Lo mejor para defectos planos; PAUT (Anexo H) preferido para secciones gruesas ≥5/8 pulg. |
| Porosidad, inclusión de escorias, defectos radiculares, penetración incompleta | RT (Pruebas Radiográficas) | UT para defectos planos apretados | Crea un registro de película permanente; RT puede pasar por alto el LoF ajustado perpendicular a la viga |
Vt manual frente a visión automatizada de IA
La inspección visual convencional realizada por un inspector de soldadura certificado (CWI) capacitado detecta aproximadamente 87% de defectos superficiales y cercanos a la superficie a una velocidad de rendimiento de producción. Los sistemas de visión automatizados con IA, que comúnmente se integran en celdas de soldadura robóticas, actualmente tienen tasas de detección de 96-99% para defectos detectables en la superficie, con una tasa de falsos positivos más baja ya que el algoritmo aplica un umbral de detección único sin los factores de fatiga que pueden dejar a un inspector humano ciego a defectos visibles menores después de un largo cambio.
El estado actual de la técnica para la inspección de soldaduras en producción de acero estructural combina visión automatizada de IA en línea (para porosidad, salpicaduras, detección de tamaño insuficiente) con UT o PAUT post-soldadura (para defectos internos).
Para obtener una comparación completa de las capacidades de prueba no destructivas para soldaduras estructurales, consulte nuestro guía de métodos de prueba de soldadura y el Guía de selección de métodos de END.
Prevención de defectos de soldadura « Control de parámetros

La mayoría de los defectos de soldadura no son causados únicamente por la inexperiencia del operador. La deriva de parámetros (deslizamiento del voltaje, fluctuación de la velocidad de alimentación del cable, degradación del flujo de gas) es igualmente responsable de la producción de defectos en configuraciones de soldadura establecidas. Una lista de verificación sistemática de parámetros antes y durante la soldadura evita la mayoría de los defectos comunes antes de que se formen.
Nota de ingeniería (marco de decisión): Cuando aparezca un defecto de soldadura en producción, utilice la matriz de diagnóstico a continuación para identificar la desviación de parámetro más probable. En fabricación de acero estructural, la ruta más rápida para detectar la causa raíz del defecto es la verificación de parámetros, no el reemplazo del operador. El mismo patrón de defectos de varios soldadores en la misma configuración casi siempre indica un problema con el parámetro o el equipo.
Matriz de diagnóstico de defectos
| Defecto | Causa raíz más probable | Ajuste de parámetros | Verificación Verificación |
|---|---|---|---|
| Porosidad | Pérdida o contaminación de gases de protección | Verifique el flujo 22-30 CFH; boquilla limpia; reduzca la salpicadura a ≤1/2 pulg. | Verifique el gas en la cara de la boquilla con un medidor de flujo |
| Socavado | Tensión de arco demasiado alta; velocidad de viaje demasiado rápida | Reducir el voltaje 1--2V; reducir la velocidad de desplazamiento; ángulo correcto del electrodo | Mida la profundidad de corte con calibre de soldadura |
| Falta de fusión/vuelta fría | Calor insuficiente; ángulo de arma incorrecto | Aumentar el voltaje o WFS; mantener un ángulo de pistola de 0-15°; comprobar WPS | examen UT de pases sospechosos |
| Grietajes fríos (HIC) | Hidrógeno + restricción + precalentamiento insuficiente | Precalentar a 100-120°C; utilizar electrodos H4/H8 de bajo contenido de hidrógeno; varillas para hornear | Inspección MT retardada 48 h después de la soldadura para detección de grietas retardadas |
| Quemar | Aporte excesivo de calor en placas delgadas | Reducir el voltaje/WFS; aumentar la velocidad de desplazamiento; verificar el montaje de la articulación | Verifique el espesor de la placa versus el rango de entrada de calor WPS |
| Salpicaduras | Metal base sucio; gas inadecuado; alto voltaje | Limpiar zona de soldadura; comprobar el flujo de gas; reducir el voltaje/pegajosidad | Comprobación visual + sonido de arco (suave = correcto) |
Todos los cambios de parámetros deben registrarse y aprobarse a través de su Especificación del procedimiento de soldadura (WPS) antes de cualquier soldadura de producción. La Cláusula 5 de AWS D1.1 cubre la calificación de WPS y requiere cambios de variables ; cualquier cambio en los puntos de ajuste de parámetros fuera del alcance calificado requeriría una recalificación de WPS.
Cómo la soldadura automatizada reduce los defectos de soldadura
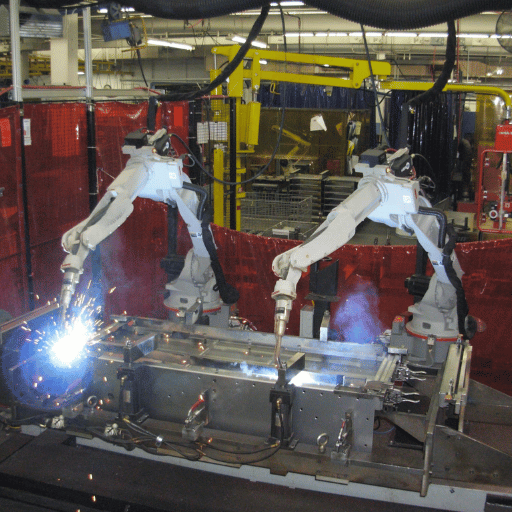
Incluso la soldadura robótica no previene defectos de soldadura -cambia el modo de falla. En las operaciones de soldadura manual es común una tasa de defectos de 5-8% de soldaduras por carga. Para un sistema robótico modelo, este número está por debajo de 1%. Esta exposición a 1% se debe casi en su totalidad a fallas en la alineación de los accesorios y fallas en la gestión de consumibles, no a ninguna calidad inherente del proceso de soldadura.
En esto: controlan el voltaje de arco ñan constante, la velocidad de desplazamiento, la velocidad de avance del cable y el ángulo del soplete, que son los parámetros de proceso más importantes que afectan las tasas de defectos de soldadura manual. Un estudio de Boston Consulting Group encontró una mejora de 25% en las tasas de defectos para los fabricantes que integraban sistemas de soldadura robótica.
Control de calidad automatizado
La visión de IA integrada en células de soldadura robóticas logra tasas de detección de 96-99% para fallas superficiales y cercanas a la superficie '9-12 puntos porcentuales mejor que la inspección visual manual capacitada en el rendimiento de fabricación. La mejora resulta de umbrales de decisión consistentes, sin fatiga 'La IA aplica estándares de medición por igual en la primera soldadura o en la décima milésima.
Para aplicaciones de acero estructural: el diseño de Zhouxiang Sistema inteligente de soldadura de estructuras de acero captura toda la cascada para evitar defectos: control de proceso de circuito cerrado para evitar poros y cortes socavados, seguimiento de costuras láser para evitar la falta de fallas de fusión en superficies curvas e irregulares, e inspección integrada posterior a la soldadura para detectar variaciones dimensionales antes de su entrega al campo.
Consulte la comparación completa de la calidad de la soldadura automatizada versus manual en nuestro soldadura robótica versus guía de soldadura manual o vea un ejemplo de caso de automatización de soldadura de estructuras de acero en acción.
Calcule su retorno de la inversión para la reducción de defectos: Utilice el Calculadora de retorno de la inversión del robot de soldadura Zhouxiang modelar el impacto en los costos de reducir su tasa de defectos actual frente a la inversión en un sistema automatizado. Los insumos incluyen horas de retrabajo, costo de END por soldadura y tasa de defectos actual.
Preguntas frecuentes sobre defectos de soldadura
¿Cuáles son los 10 defectos de soldadura más comunes?
Los 10 defectos de soldadura más comunes al fabricar acero estructural son: (1) porosidad, (2) socavado, (3) fusión incompleta, (4) agrietamiento en frío (agrietamiento por hidrógeno), (5) agrietamiento en caliente (agrietamiento por solidificación), (6) penetración incompleta, (7) inclusión de escoria, (8) salpicaduras de soldadura (defecto de enmascaramiento bruto), (9) golpes de arco y (10) relleno insuficiente. La porosidad es el mayor contribuyente a las fallas de soldadura MIG/GMAW; el socavado domina las soldaduras estructurales de filetes. Las grietas ñan, aunque no son tan frecuentes, tienen tolerancia cero en la terminología AWS D1.1 y son la categoría de defectos más grave.
¿Qué defecto de soldadura es el más grave?
Grietas de soldadura. AWS D1.1 tiene tolerancia cero para las grietas -no están permitidas ya sean pequeñas, alargadas, en el peor de los casos, grietas frías y calientes, ángulos de apertura en el peor de los casos o posición de carga en el peor de los casos. Ninguna otra categoría de defecto recibe este rechazo general. Grietas frías 'vidrios de hidrógeno -presentan la segunda categoría más grave de fallas.
¿cuál es la diferencia entre un defecto de soldadura y una discontinuidad de soldadura?
Todas las soldaduras tendrán discontinuidades (ubicaciones o características de discontinuidades físicas o valores de propiedad variables que se desvían de la condición normalmente esperada de una soldadura). la discontinuidad, por sí sola, no es una falla o defecto; sólo si la discontinuidad excede los límites especificados como aceptables por la norma aplicable se considerará una falla. Según AWS D1.1:2025, una porosidad en una soldadura de filete dentro de las tablas para un contenido de porosidad aceptable es una discontinuidad útil; El mismo nivel de porosidad en una junta longitudinal CJP en tensión es un defecto que debe eliminarse y reemplazarse. Esta distinción puede tener un impacto directo en la producción, el retrabajo y los costos posteriores.
¿se puede soldar sobre un defecto de soldadura?
No, no se puede simplemente colocar una soldadura sobre un defecto de soldadura. Es necesario eliminar el metal de soldadura defectuoso mediante rectificado, hendidura (aire de arco o plasma) o medios mecánicos hasta obtener metal sólido. Luego, la región excavada se vuelve a soldar de acuerdo con el WPS aprobado.
Soldar sobre un defecto encapsula el defecto original, dejándolo debajo del nuevo depósito. Las grietas en particular deben estar completamente rociadas. Esto significa la grieta y cualquier material circundante afectado por el calor.
¿cómo se fija la porosidad en la soldadura?
La eliminación de la porosidad se compone de dos pasos simples: (1) eliminar físicamente el metal de soldadura infectado mediante molienda o hendidura con aire de arco hasta obtener metal de buena calidad y volver a soldar; (2) corregir la causa raíz del problema para que se produzca nuevamente. La mayoría de los casos de porosidad de soldadura MIG se remontan a un problema con el flujo de gas protector, así que confirme el caudal entre 22 y 30 CFH. También revise la boquilla para detectar salpicaduras que la bloqueen, fugas en las mangueras y bloques de tiro en el área de soldadura.
Si se han eliminado como causa, observe la limpieza del metal base y la longitud del alambre que sobresale (limitado a ½ pulgada de la cara de la boquilla). Si la porosidad subterránea sigue siendo un problema, considere la posibilidad de que un carrete de alambre esté contaminado con suciedad o que el metal base esté húmedo y requiera precalentamiento.
Resumen
Los defectos de soldadura en el acero estructural son predecibles y, en la mayoría de las circunstancias, controlables mediante parámetros, preparaciones correctas de las juntas y procedimientos de inspección. Los defectos de soldadura más dañinos, las grietas por frío, la fusión incompleta y la porosidad subterránea, también son visibles a simple vista. Son los que requieren procedimientos proactivos de END antes de que se vuelvan problemáticos.
Afortunadamente, AWS D1.1:2025 nos brinda los criterios de aceptación. El logro de ingeniería es el desarrollo de la disciplina de proceso a aplicar.
Para el fabricante de acero estructural de gran volumen que quiere reducir la tasa de defectos en cada paso del camino, sistemas de soldadura robótica los cuales combinan el control de parámetros de circuito cerrado con la inspección en línea pueden tomar tasas de defectos manuales de entre 5 y 8% hasta debajo de 1% ñona, revolucionando así la economía de la fabricación estructural sin sacrificar el cumplimiento estándares de soldadura estructural. Comuníquese con nuestro equipo de ingeniería de Zhouxiang para una evaluación de su programa actual de calidad de soldadura.


