Póngase en contacto con Zhouxiang

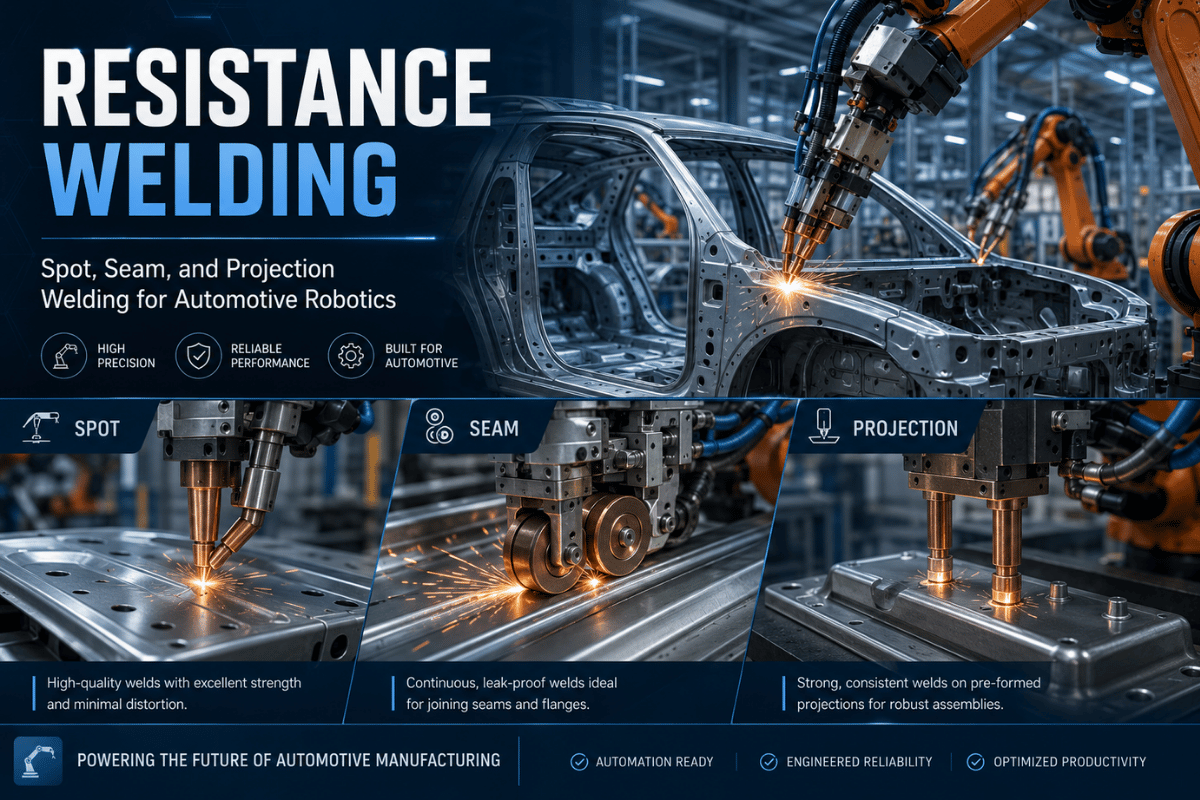
Soldadura por resistencia: soldadura por puntos, costuras y proyección para robótica automotriz
Contenidos
mostrar
La soldadura por resistencia es la forma más rápida y limpia de unir láminas de metal a escala «sin varilla de relleno, sin gas protector y sin arco abierto. Calentamiento Joule «el mismo principio que impulsa un soldador por puntos en una línea de carrocería de automóvil «también impulsa el soldador de costuras en su conducto HVAC y el soldador de proyección presionando tuercas en soportes de chapa metálica. Este cebador e×planifica el proceso de soldadura por resistencia total, desde la física hasta los cinco tipos de proceso, los parámetros que influyen en la calidad de la soldadura, los materiales que responden mejor (y peor), las capacidades de las máquinas robóticas versus manuales, y dónde avanza la tecnología ²0²6.
¿qué es la soldadura por resistencia? La física detrás del proceso
Soldadura por resistencia es un proceso de soldadura por fusión y estado sólido que utiliza resistencia eléctrica y fuerza de sujeción para unir piezas de trabajo metálicas. Los electrodos transportan una corriente de alto amperaje y bajo voltaje a través de las piezas. En la interfaz entre las dos láminas metálicas se llama superficie faying « la resistencia eléctrica es mayor, entonces generación de calor allí se concentra. El metal en la superficie de formación alcanza el punto de fusión y se fusiona bajo la presión de forjado del electrodo, formando un pepita soldada sin metal de aportación ni gas protector.
TWI Global, uno de los institutos de investigación de soldadura líderes en el mundo, define el proceso: “Los procesos de soldadura por resistencia se utilizan para unir materiales laminares y consisten en soldadura por puntos, costuras, proyecciones y contrafuertes.” La característica definitoria es esa no se requiere electrodo consumible, alambre de relleno ni flu× « Los propios metales básicos forman la unión.
⚡ Soldadura por Resistencia « Especificaciones Rápidas
Corriente de soldadura
1 kA -100 kA
Fuerza del electrodo
1 kN -1²0 kN
Tiempo de soldadura
8 ms -1.000 ms
Espesor del material
0,1 mm ñan 6 mm (punto)
Relleno metálico
Ninguno requerido
Gas de blindaje
Ninguno requerido
⚙ Nota de Ingeniería « Ley de Joule
Q = I² × R × t
Q=I ² Rt donde Q = energía térmica generada (julios), I = corriente de soldadura (amperios), R = resistencia eléctrica en la superficie de formación (ohmios) y t = tiempo de soldadura (segundos). Debido a que la corriente es al cuadrado, duplicarla cuadriplica el calor, lo que hace que la corriente de soldadura sea la variable más poderosa a controlar.
Cómo funciona el proceso de soldadura por resistencia: 4 etapas
- Apretar: Los electrodos aprietan las dos piezas de trabajo bajo una fuerza controlada. Se establece la resistencia de contacto en la superficie de formación.
- Soldar (corriente encendida): La corriente fluye. El calentamiento del julio hace que la superficie de formación alcance el punto de fusión. Comienza a formarse una pepita de soldadura.
- Mantener (corriente apagada): La corriente se detiene. La fuerza del electrodo se mantiene para permitir que la pepita se solidifique bajo presión, lo que evita que las grietas se encojan.
- Liberación: Los electrodos se alejan. La formación de la junta está completa «no se requiere acabado de soldadura, rectificado ni otra limpieza.
Fuente: Especificaciones de soldadura por puntos de resistencia PRC-0009 de la NASA; Descripción general del proceso global de TWI.
5 tipos de soldadura resistente « y cuándo usar cada uno

Soldadura por resistencia eléctrica no es un proceso único, sino una familia. AWS clasifica cuatro tipos principales, y la soldadura por flash a menudo se enumera por separado como un quinto. Cada variante utiliza el mismo principio de calentamiento Joule pero difiere en la geometría del electrodo, la configuración de la junta y la forma de la unión resultante.
❓ La gente también pregunta
¿Cuáles son los cuatro tipos básicos de soldaduras por resistencia?
Los cuatro tipos de procesos que reconoce la Sociedad Estadounidense de Soldadura (AWS C1.1) son: (1) soldadura por puntos por resistencia -dos puntos presionando láminas superpuestas; (2) soldadura por costura por resistencia 'los electrodos de rueda hacen rodar una junta sellada continuamente; (3) soldadura por proyección 'la corriente se centra en proyecciones o sujetadores en relieve; y (4) soldadura a tope 'soldadura de extremo a extremo de varillas, tubos o rieles. La soldadura por flash, que comienza como un arco antes de que la presión empuje la junta, cuenta como un quinto tipo de proceso.
1. Soldadura por puntos por resistencia (RSW)
Soldadura por puntos por resistencia utiliza un par de electrodos de aleación de cobre para sujetar dos o más láminas metálicas superpuestas y pasar corriente a través de una pequeña área de contacto. El resultado es una pepita de soldadura circular, normalmente de 3 a 12 mm de diámetro. La soldadura por puntos es el proceso de unión de precisión de mayor volumen en la fabricación, y el ensamblaje de carrocerías de automóviles depende de ella a escala.
Cel mai bun pentru: Paneles de carrocería, chapa de electrodomésticos, gabinetes eléctricos, soportes.
Tip electrodus: Puntas de aleación de cobre con cono truncado o nariz de cúpula.
Estándar: AWS C1.1:2019 «Especificación para soldadura por resistencia de acero desnudo y revestido con bajo contenido de carbono.
2. Soldadura por costura resistente (RSEW)
Soldadura por costura reemplaza los electrodos de contacto puntual con electrodos de rueda de cobre giratorios. A medida que la pieza de trabajo pasa, las soldaduras por puntos superpuestas se fusionan en una costura continua a prueba de fugas. La soldadura por mezcla utiliza ruedas más estrechas que sueldan y reducen simultáneamente la junta de regazo a un espesor cercano al metal original.
Cel mai bun pentru: Tanques de combustible, radiadores, conductos HVAC, latas de aerosol, núcleos de transformadores eléctricos, cualquier aplicación que requiera una costura hermética (apretada a gases o líquidos).
3. Soldadura por proyección (PW)
Soldadura por proyección enfoques resistencia de contacto en relieves preformados (golpes elevados) en una pieza de trabajo, o en las proyecciones integrales de una tuerca o perno de soldadura. A medida que fluye la corriente, la proyección colapsa y se fusiona con la superficie de contacto. Múltiples proyecciones sueldan simultáneamente, lo que hace que este proceso sea excepcionalmente eficiente para la fijación de sujetadores de gran volumen.
Cel mai bun pentru: Soldar tuercas, pernos y pernos a chapa; producción de mallas de alambre; rejillas de alambre cruzado.
Ventaja: Los electrodos de cara plana tienen una larga vida útil porque el área de contacto no se concentra en la punta del electrodo.
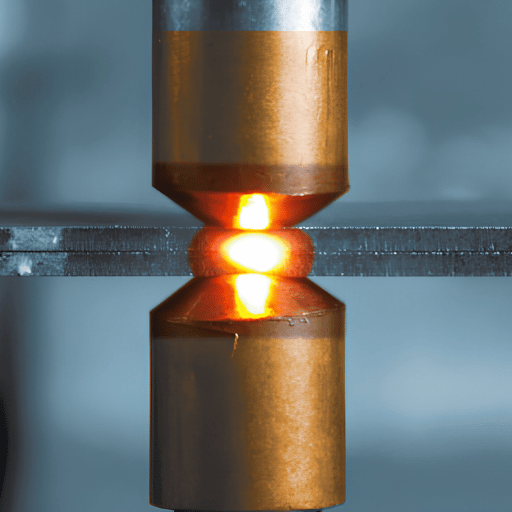
4. Soldadura a tope por resistencia (RBW)
Soldadura a tope por resistencia «también llamada soldadura a tope molesta « une dos piezas metálicas de un extremo a otro. Ambas partes se sujetan en electrodos de mandíbula de cobre, se ponen en contacto y se aplica corriente. La resistencia de la interfaz crea calor; La presión de forja altera (aprieta) el metal caliente. No hay arco involucrado. Común para soldar alambres, varillas, eslabones de cadena y extremos de tubos.
5. Soldadura por flash (FW)
Soldadura flash es un proceso de extremo a extremo en el que las piezas se ponen en contacto ligero por primera vez bajo voltaje, generando una serie de pequeños arcos (“flash”) que calientan rápidamente las caras de las juntas hasta la temperatura de forjado. Luego, las piezas se juntan (alteran) y se corta la corriente. La diferencia clave con la soldadura a tope: la fase de arco-flash e×pels o×ides y contaminantes antes de la forja, produciendo una unión excepcionalmente limpia. Se utiliza para la unión de rieles de ferrocarril, la fabricación de hojas de sierra y llantas de automóviles.
¿qué tipo de soldadura por resistencia es el adecuado para su aplicación?
| Proceso | Tipo de articulación | Característica clave | Aplicación típica |
|---|---|---|---|
| Punto (RSW) | Vuelta | Unión de puntos de alta velocidad | Carrocería, electrodomésticos |
| Costura (RSEW) | Vuelta (continua) | Junta hermética sellada | Depósitos de combustible, radiadores |
| Proyección (PW) | Vuelta (sujetador) | Simultáneo multipunto | Tuercas de soldadura, malla de alambre |
| Trasero (RBW) | Trasero (de extremo a extremo) | Sin relleno, sección transversal completa | Alambre, varilla, cadena |
| Flash (FW) | Butt (asistido por arco) | Flash de arco autolimpiante | Riel, llantas, hojas de sierra |
El modelo de decisión Q=I²Rt: 4 parámetros que controlan la calidad de la soldadura
Cada dificultad de soldadura por resistencia puede explicarse como uno o una combinación de los cuatro parámetros: corriente (I), resistencia (R), tiempo (t) y fuerza de soldadura (F). Debido a que la ley de Joule limita la generación de calor a Q=IRt, y la fuerza del electrodo afecta la resistencia de contacto y la presión de solidificación de la soldadura, las cuatro palancas del modelo de decisión interactúan. Nos referimos a este marco como el modelo de decisión Q=IRt para soldadura por resistencia: un enfoque sistemático para determinar cuál cambiar cuando el resultado no es el correcto.
| Parámetro | Rol en Q=I²Rt | Rango típico (acero dulce, 1,5 mm) | Si es demasiado bajo | Si es demasiado alto |
|---|---|---|---|---|
| Corriente de soldadura (I) | Dominante (cuadrado) | 8-12 kA | Soldadura en frío/sin pepita | Expulsión/salpicaduras |
| Tiempo de soldadura (t) | Entrada de calor lineal | 10-20 ciclos (60 Hz) | Pepita de tamaño insuficiente | Cocción/quemado de electrodos |
| Resistencia de contacto (R) | Concentración de calor | Controlado mediante preparación de superficie | El calor migra a los electrodos | Formación de arco/daño superficial |
| Fuerza del electrodo (F) | Conjuntos R; controla la solidificación | 2-5 kN | Alto R → salpicadura; pobre pepita | Demasiado bajo R → soldadura en frío |
El modelo de soldadura por resistencia de ocho parámetros de SWANTEC se basa no sólo en las cuatro variables principales sino también en factores como la forma del electrodo, el estado de la superficie, el espesor de la pieza de trabajo, el recubrimiento y el efecto de derivación de las soldaduras vecinas. En la práctica, ajustar la configuración en la configuración y las herramientas determina todas menos dos.
⚙ Pro Tip « Tecnología de inversor MFDC
MFDC (Corriente Continua de Media Frecuencia) los soldadores inversores están ganando adopción, particularmente para aceros avanzados de alta resistencia (AHSS) en aplicaciones automotrices. A diferencia de las máquinas de soldadura de CA monofásicas, que siguen siendo el tipo más utilizado en la industria actual, los controladores MFDC entregan corriente continua a 500-4000 Hz. Una frecuencia de conmutación más alta permite un control de retroalimentación más rápido, formas de onda de corriente más precisas y los fabricantes informan una reducción de energía de hasta 35% en comparación con sus equivalentes de CA. Si está procesando AHSS o aceros de doble fase, la precisión MFDC vale la prima de capital sobre el AC convencional.
Compatibilidad de materiales: ¿Qué se puede (y qué no) soldar por resistencia?
Dos propiedades físicas gobiernan la idoneidad de un metal para la soldadura por resistencia: resistividad eléctrica y conductividad térmica. La soldadura por resistencia requiere una resistividad moderada (lo suficientemente alta como para producir un calor Joule amplio en la superficie de formación pero lo suficientemente baja como para pasar corriente libremente sin formar arcos) y una conductividad térmica moderada (no es deseable que un flujo de calor significativo fluya hacia los electrodos). El acero dulce logra un equilibrio ideal y es fácil de soldar por resistencia; El aluminio y el cobre se encuentran en los extremos más difíciles del espectro.
| Metal | Resistividad eléctrica (μ··cm) | Conductividad térmica (W/m·K) | Clasificación de soldabilidad | Desafío clave |
|---|---|---|---|---|
| Acero dulce (bajo C) | 12-16 | 45-60 | Excelente ✅ | Ninguno « patrón oro |
| Acero inoxidable (304) | 70-78 | 15-17 | Bine ⚠ | Endurecimiento del trabajo; se necesita menor corriente |
| Aluminio (6061) | 3.7-4.0 | 155-160 | Difícil ⚠ | Capa de óxido + alta conductividad |
| Cobre (puro) | 1.7 | 385-400 | Foarte dificil ❌ | Conductividad demasiado alta; el calor no se concentrará |
| Acero recubierto de zinc (GI) | 14-17 (base de acero) | 45-55 | Bine ✅ | Vapor de zinc → recogida de electrodos |
⚙ Nota de ingeniería « Soldadura puntual de aluminio
La conductividad eléctrica del aluminio (aproximadamente 9 veces mayor que la del acero dulce) y la conductividad térmica (aproximadamente 3 veces mayor que la del acero dulce) son lo suficientemente altas como para que el flujo de calor hacia el metal circundante se produzca más rápido que la fusión de la superficie de formación. La capa de óxido natural del aluminio (A12O3) ofrece una alta resistividad y debe quemarse por medios mecánicos antes de la formación de la línea de soldadura. Por lo tanto, la mejor manera de soldar eléctricamente láminas de aluminio es aplicar 2-3 veces la densidad de corriente durante 2-3 veces más tiempo (se tarda aproximadamente 2-3 veces más en quemarse a través de la capa de óxido) que se usa para el acero, con mayor fuerza del electrodo para evitar la expulsión y la tendencia adicional de las caras de los electrodos a fusionarse con la pieza de trabajo. Las piezas de trabajo de láminas de aluminio desgastan los electrodos más rápido y requieren un apósito de electrodos con mucha más frecuencia en la fabricación de gran volumen. La soldadura por puntos de resistencia del aluminio en una aplicación automotriz de gran volumen normalmente implica MFDC y un apósito forzado para electrodos.
⚠ Advertencia « Resistencia a la soldadura de cobre
La conductividad térmica excepcionalmente alta del cobre (385 W/mK) significa que cualquier calor Joule que se produzca en el material de trabajo en la superficie de la capa se pierde en el disipador de calor de soldadura por resistencia circundante más rápido de lo que la pieza de trabajo alcanza la temperatura de fusión. Estas características deben significar que una estructura de soldadura por resistencia con aberturas de alta relación de aspecto para enfriamiento no se puede producir prácticamente utilizando fuentes de alimentación de RF tradicionales. Normalmente, el alambre se suelda por resistencia al cobre o las uniones de cobre a cobre se ensamblan mediante soldadura fuerte por resistencia, o soldadura láser o ultrasónica.
Soldadura por resistencia versus soldadura por arco: ¿qué proceso gana?

La resistencia y la soldadura por arco no son competidoras, aunque sus límites tecnológicos se superponen. Es mejor unir algunas piezas de trabajo mediante el proceso de resistencia, mientras que otras se unen mejor mediante un proceso de arco. La elección de la soldadura por resistencia en lugar de un proceso de arco se reduce al espesor de la lámina, la tasa de producción, el acceso a las juntas, el tamaño del lote y los requisitos de acabado posterior a la soldadura. Variantes de soldadura por arco, incluidas MIG, TIG y soldadura por arco sumergido « se adaptan a contextos de producción diferentes a los métodos de resistencia, y aplicaciones de soldadura industrial utilice frecuentemente ambas tecnologías en la misma línea de producción.
¿es mejor la soldadura por resistencia que la soldadura MIG?
Sí. Para chapa termoplástica de calibre 18, producción en masa, juntas superpuestas, la soldadura por puntos resistente es la solución más conveniente. Su tiempo de ciclo de soldadura es inferior a 1 segundo sin alambre de relleno, sin dependencia del gas protector y sin limpieza posterior a la soldadura. MIG suelda su junta equivalente más de 5 veces más larga, requiere consumibles y deja un perfil de superficie rugoso que a menudo necesita ser rectificado hasta quedar plano si se va a pintar o recubrir. Para miembros estructurales, calibres gruesos y producción de estructura única, los procesos MIG/TIG son más productivos.
| Factor | Soldadura por resistencia | Soldadura por arco MIG/TIG | Soldadura láser |
|---|---|---|---|
| Velocidad (hoja fina) | ⭐⭐⭐⭐⭐ (más rápido) | ⭐⭐⭐ | ⭐⭐⭐⭐ |
| Se requiere relleno de metal | ❌ Ninguno | ✅ Sí (MIG) / Opcional (TIG) | ❌ Ninguno |
| Gas de blindaje | ❌ Ninguno | ✅ Da | Opcional |
| Requisito de acceso conjunto | Ambos lados | Un lado | Un lado |
| Rango de espesor del material | 0,1-6 mm (spot) | 0,5 mm -ñan ilimitado | 0,05-25 mm |
| Acabado post-soldadura | Ninguno requerido | A menudo trituración/limpieza | Mínimo |
| Mejor para | Chapa de gran volumen | Estructural, de sección gruesa | Precisión, delgada, diferente |
Aplicaciones Industriales de Soldadura por Resistencia por Sector
Si bien la soldadura por arco rivaliza con la soldadura por resistencia en términos de espesor de lámina, no alcanza su capacidad de producción de gran volumen. La industria automotriz consume más soldaduras por puntos de resistencia por año que todos los demás sectores combinados, con suficientes componentes para sumar el equivalente a docenas de billones de soldaduras por puntos de resistencia por año. Actualmente hay muchas más instalaciones de equipos de soldadura por resistencia que instalaciones de soldador por arco en todo el mundo.
📊 Soldadura por resistencia « Escale en números
2.000-5.000
Soldaduras puntuales por carrocería de vehículo (investigación AWS)
90M+
Vehículos/año que utilizan RSW en el montaje de la carrocería
~300 ms
Tiempo típico del ciclo de soldadura por puntos (acero, 1,5 mm)
$0
Costo de relleno de metal o gas de blindaje por soldadura
Aplicaciones de soldadura por resistencia por industria
🚗 Automotor
Todos los demás equipos de unión. Las carrocerías de los automóviles en blanco, los marcos y paneles de las puertas, los marcos de los asientos y las estructuras del compartimento del motor están soldados por puntos o costuras de resistencia mediante sistemas de automatización totalmente programables. AWS D1.1 y los estándares específicos de OEM son el punto de referencia aceptado para el control de procesos.
✈ Aeroespacial
Todos los demás equipos de unión. Los soportes de la pila de combustible y otros componentes internos se sueldan por puntos de resistencia mediante controles de proceso compatibles con AWS D17.2.
⚡ Electrónica
Soldadura de pestañas de batería (descarga de condensadores), terminales, cables de componentes de PCB. Los tiempos de pulso ultracortos reducen la entrada de energía y el daño por calor a los componentes sensibles al calor.
🏗 Construcție
Acero estructural malla de alambre, rejillas de refuerzo, paneles de revestimiento metálicos, juntas de conductos HVAC.
🔧 Mercancías Blancas
Bidones para lavadoras, revestimientos para refrigeradores, armarios para secadoras: láminas delgadas de gran volumen, perfectas para soldadura por puntos automatizada.
🛢 Energía
Tanques de combustible (soldadura por costura), carcasas para baterías de vehículos eléctricos, marcos de paneles solares. Segmento industrial de rápido crecimiento debido a la adopción de vehículos eléctricos.
📋 Escenario de aplicación
Un proveedor automotriz de nivel 1 que produce 180.000 paneles de puertas de automóviles al año realiza 14 soldaduras por puntos por puerta, lo que suma 2,52 millones de soldaduras por año. Utilizando una celda de soldadura robótica de seis cañones que se dispara a 280 ms por ciclo, completa su secuencia de 14 soldaduras en menos de 4 segundos. La soldadura por puntos por resistencia con automatización a este nivel es, con diferencia, el proceso de unión más económico.
Automatización de la soldadura por resistencia: sistemas robóticos versus máquinas manuales

Los soldadores por puntos de pedestal y los soldadores de costuras manuales han prestado servicios a talleres de soldadura por resistencia durante décadas, pero con materiales cada vez más estrictos, ciclos más cortos y una disminución de la mano de obra calificada, el argumento comercial para la soldadura por puntos robótica ha cambiado drásticamente. La pregunta de hoy no es si automatizar, sino qué nivel de demanda justifica la inversión de capital. El Federación Internacional de Robótica (IFR) el sector del automóvil es constantemente el usuario de robots industriales de mayor densidad del mundo, siendo los robots de soldadura por puntos de resistencia una de las aplicaciones más utilizadas en la producción de carrocerías en blanco.
📋 Escenario de actualización del mundo real
Un fabricante de chapa metálica que utilizaba dos soldadores de puntos de pedestal con tres operadores por turnos, que producía 350 gabinetes cada día, tenía una tasa de producción promedio de 3,8 soldaduras/minuto/operador y una tasa de retrabajo de más de 4% debido a la presión desigual de los electrodos. Después de instalar una única estación de soldadura robótica, las soldaduras por pieza en la misma combinación operador-máquina se redujeron a 1,8/minuto, y el tiempo de ciclo de 4,1 minutos a 1,8 minutos, y la tasa de retrabajo disminuyó a menos de 1%. Ahora, un operador en una sola celda de robot supervisa una operación de dos turnos, liberando a dos soldadores manuales para otros trabajos. Roi se logró en menos de 14 meses.
Soldadura por puntos manual versus comparación de rendimiento de células robóticas
| Métrica | Soldador de pedestal manual | Celda de soldadura robótica |
|---|---|---|
| Tasa de soldadura | 3-5 soldaduras/min | 10-15 soldaduras/min |
| Arc-On / Tiempo activo | 25-35% | 85-95% |
| Repetibilidad posicional | ±1-13 mm (dependiente del operador) | ±0,025-0,1 mm |
| Tasa de defectos de soldadura | 3-8% (varía según el operador) | <1% |
| Cobertura por turnos | 1-2 turnos (límite de fatiga) | 3 turnos/luces apagadas |
| Recuperación típica del retorno de la inversión | — | 12-24 meses |
Datos: puntos de referencia de rendimiento de soldadura robótica de especialistas en automatización de la industria; Estudio de caso de RSW robótico SML ISUZU (Journal of Advanced Manufacturing Processes, 2021).
¿cuándo tiene sentido financiero la automatización robótica de soldadura por puntos?
- Volumen de producción >200 ensamblajes/día: volumen de producción representativo de pequeño a mediano para cálculos de retorno de la inversión que resulta en una recuperación del capital de equilibrio en 24 meses con operación en dos turnos.
- Consistencia de las juntas: las celdas de soldadura automatizadas requieren un posicionamiento de piezas, accesorios de funcionamiento o sistemas de visión muy repetibles.
- Vuelva a trabajar soldaduras críticas: no subestime el impacto de mejorar la integridad de la celda de soldadura cuando su tasa de retrabajo actual exceda 2-3%.
- Crisis laboral: un solo robot de soldadura reemplaza la necesidad de 2 o 3 soldadores/operadores calificados por turno.
- Operación de apagado de luces: los robots operan tres turnos los fines de semana.
Punto de partida ideal para que el fabricante presente múltiples robots para comparar el desglose de costos de robots de soldadura por puntos para diferentes aplicaciones o estructuras de celdas: celda de soldadura de robot única: un diseño de ferretado y listo para funcionar consolida un robot de 6 ejes, una pistola de soldadura por puntos servoalimentada y un posicionador. y recinto de seguridad en el menor tiempo posible. Las celdas personalizadas más grandes tardan más y es posible que no ofrezcan un retorno de la inversión más rápido para aplicaciones de volumen pequeño a medio.
Automatización de soldadura Zhouxiang
¿listo para automatizar su soldadura por puntos de resistencia?
Configuración Célula de soldadura por puntos robótica de robot único de Zhouxiang, diseñada para fabricantes de volumen pequeño a medio que buscan tiempos de ciclo más rápidos, menos retrabajo y un retorno de la inversión de equilibrio en 12 a 24 meses.
Explore la estación de trabajo de soldadura de un solo robot →
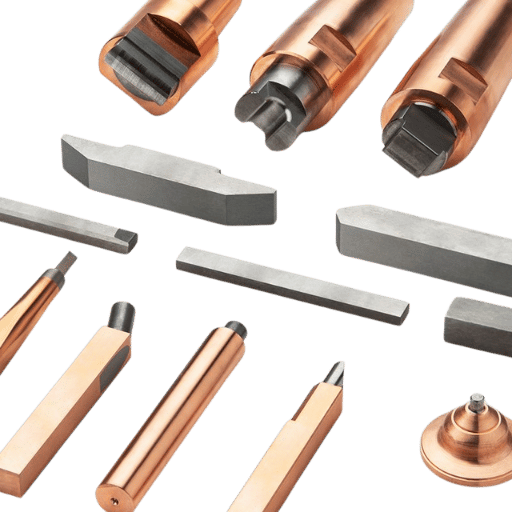
Defectos comunes de soldadura por resistencia y cómo prevenirlos
⚠ Alerta de Calidad
Los ingenieros de soldadura clasifican constantemente el desgaste de los electrodos como la causa principal de los problemas recurrentes de calidad de la soldadura por resistencia (las lecturas de diámetro de pepita fuera de especificación son el ejemplo más destacado). La condición del electrodo debe modelarse como una variable de proceso de primer orden, no como una idea de mantenimiento posterior.
Causas y prevención del desgaste de electrodos: las anomalías del proceso de soldadura por resistencia tienden a seguir patrones predecibles (cada tipo de defecto está asociado con una determinada causa raíz conocida de la ecuación Q=IRt).
Una vez que identifique el modo de deformidad, el diagnóstico y la solución se convertirán en un ejercicio sistemático. Esta lista de verificación contiene los cinco principales modos de falla para prevenir y sus contramedidas asociadas de acuerdo con las recomendaciones del fabricante de electrodos, los estándares de inspección puntual de resistencia y la guía de solución de problemas de los ingenieros. Ver nuestro normas de inspección de soldaduras guía y nuestro pruebas de soldadura e inspección de calidad inmersión profunda para un análisis en profundidad.
1. Expulsión (salpicaduras de soldadura)
Causa: Densidad de corriente demasiado alta, muy poca fuerza del electrodo, geometría del electrodo degradada. Causa: El metal fundido se expulsa de la zona de soldadura.
2. Soldadura en frío (pepita de tamaño no grande)
Prevención: Dejar caer la corriente o aumentar la fuerza; restablecer el perfil de engranaje original: comprobar la contaminación del lugar de trabajo en las piezas de trabajo.
3. Degradación de Electrodos (Secundación)
Causa: No hay suficiente corriente de calor demasiado baja, tiempo de soldadura demasiado corto, resistencia de contacto demasiado baja debido a la presencia de electrodos desgastados con un diámetro de cara grande. Prevención: Verifique la configuración de parámetros según el programa de soldadura. Aumentar la corriente o el tiempo de soldadura.
Viste los electrodos al diámetro de la cara objetivo.
4. Contaminación superficial/capa de óxido
Causa: Los ciclos térmicos repetidos conforman la forma de la cara de la punta del electrodo ñona el diámetro de la cara aumentando (“hongo”), disminuyendo así aún más la densidad de corriente.
Esta es la causa más común de deriva gradual en la calidad de la soldadura. Prevención: Implementar un programa de tratamiento de electrodos automáticos (generalmente una vez cada 50-200 soldaduras, según el material y el recubrimiento). Recuento de soldaduras en pista por juego de electrodos.
5. Efecto de derivación
Causa: La resistencia de contacto aumenta incontrolablemente en la superficie de formación o en la punta del electrodo debido al aceite, las incrustaciones, el alto contenido de óxido o las gotas de zinc que contaminan la cara o las superficies de la pieza de trabajo. Resultado: La formación de pepitas se vuelve larga y difícil de controlar.
Prevención: Limpie las láminas de metal en bruto con solvente antes de enviarlas a través de la celda de soldadura. Espere la recogida de zinc en los electrodos al soldar galvanizar y programe la limpieza de los electrodos en consecuencia. La eliminación de óxido es esencial en las superficies de aluminio.
⚙ Nota de ingeniería « Protocolo de apósito de electrodos
Si coloca una nueva soldadura por puntos en un orificio que está demasiado cerca de una soldadura existente, la corriente desvía a través de la pepita solidificada w-449g27f en lugar de enfocarse en la superficie de formación, lo que reduce el calor entregado a la soldadura y aumenta la tasa de defectos. El paso mínimo entre soldaduras por puntos varía según el diámetro efectivo de la pepita como lo describen los estándares de soldadura C1.1 de la American Welding Society: el mínimo típico es de 3 a 5 del diámetro de la pepita.
Consejos y trucos generales sobre electrodos: el apósito de punta, en combinación con una situación bien programada, es la mejor herramienta para minimizar la vida útil de su electrodo. Un apósito de punta es un cortador pequeño y automatizado que elimina una fina capa de aleación de cobre para restaurar el diámetro y la geometría de la cara de contacto. El aderezo acorta la vida útil, el apósito insuficiente permite que el electrodo se forme hongos.
Automatice los ciclos de su apliques con punta de electrodo en relación con su situación de soldadura de aplicación directa y continua y la vida útil sugerida por el fabricante. Mantenga un registro de la vida útil de la punta durante el transcurso de la aplicación. 2¡Las diferentes rutas de calor de los brazos de la pistola hacen que los ciclos de vida de las puntas de los electrodos de la pistola izquierda y derecha sean diferentes!
Soldadura por resistencia en 2025-2026: tendencias del mercado y evolución tecnológica

La situación parece ser más bien una senda de crecimiento constante y sostenido del mercado de equipos de soldadura por resistencia impulsada principalmente por una mayor producción de vehículos eléctricos, la adopción de aceros más nuevos de alta resistencia y la evolución constante de sistemas de soldadura manuales a automatizados. La máquina de soldadura por resistencia adecuada a elegir hoy es la que se alinea con la presencia de materiales y tendencias tecnológicas de procesos para los próximos cinco años.
📈 Mercado de Soldadura por Resistencia « 2026-2035 Outlook
3.8%
Cagr del mercado (2026-2035)
$1.22B
Tamaño del mercado 2026 (est.)
$1.71B
Tamaño de mercado proyectado para 2035
Fuente: BusinessResearchInsights, Informe de mercado de maquinaria de soldadura por resistencia.
Tendencias tecnológicas clave que darán forma a la soldadura por resistencia hasta 2026
⚡
Adopción de MFDC en el procesamiento AHSS (2024-2026)
La tecnología de inversor de CC de frecuencia media está ganando nuevas aplicaciones automotrices, especialmente para grados avanzados de acero de alta resistencia (AHSS), donde es imprescindible un buen control de corriente. La investigación académica de 2024 confirma el aumento constante de la tecnología de CC de frecuencia media (MFDC) en aplicaciones de carrocería en blanco para automóviles, aunque el tipo de máquina más común sigue siendo la CA monofásica. Los nuevos proyectos de talleres de carrocería totalmente nuevos tienden a especificar equipos MFDC.
🚗
Las viviendas para baterías de vehículos eléctricos y el UHSS impulsan una nueva demanda
Las plataformas de vehículos eléctricos utilizan una mayor proporción de acero de ultra alta resistencia (UHSS) que los vehículos tradicionales con motor de combustión interna -ñan, junto con más aluminio en el embalaje de las baterías -, creando así la necesidad de equipos de soldadura por resistencia de mayor rendimiento capaces de soldar 1.500 MPa. aceros así como sistemas especializados de soldadura de aluminio de baja resistencia con tiempos de pulso más cortos.
🤖
Industria 4.0: Control Adaptativo e Integración IoT
Los controladores de soldadura por resistencia modernos ofrecen control de corriente adaptativo de avance (control inalámbrico de un programa de soldadura basado en el monitoreo en tiempo real de las curvas de resistencia dinámica de la soldadura real). Combinado con Internet de las cosas (IoT) monitoreado del recuento de soldaduras, la quema y explosión de electrodos, la actividad de apósito de electrodos, la integración habilitada por software con programas de mantenimiento predictivo elimina en última instancia los programas de apósito de electrodos de objetivo fijo que desperdician una valiosa vida útil de los electrodos. El debate tradicional sobre el robot de soldadura por puntos frente a la soldadura por arco se dirige hacia la soldadura por resistencia robótica en estas configuraciones inteligentes de fábrica.
🔋
Soldadura por descarga de condensadores para electrónica miniaturizada
El auge del mercado de soldadura por resistencia a la descarga de condensadores (CD) está siendo impulsado por el auge de la fabricación de baterías y productos electrónicos, ya que forma impulsos de microsegundos para soldar láminas delgadas, cables de termopar o pestañas de celdas de batería de una manera que la sincronización de CA de 50/60 Hz no puede.
Preguntas frecuentes « Soldadura por resistencia
Conclusión
La resistencia de la soldadura por resistencia es su combinación de velocidad, limpieza y consistencia en altos volúmenes de producción. Soldaduras puntuales en paneles de carrocería, costuras selladas en tanques de combustible, tuercas de soldadura de proyección en soportes estructurales «la relación Q=I²Rt subyacente gobierna cada unión en cada uno de estos escenarios. Obtenga los cuatro parámetros correctos “corriente, tiempo, resistencia de contacto y fuerza de los electrodos « y el proceso es extraordinariamente confiable.
El mercado de células de soldadura por resistencia está madurando: la tecnología MFDC, principalmente en la adopción temprana aeroespacial y automotriz, se está expandiendo a sectores industriales; Los sistemas de automatización de soldadura robótica citan el retorno de la inversión en el taller de más de 200 ensamblajes/día; El control adaptativo de la Industria 4.0 está reemplazando los horarios de parámetros fijos con cronogramas de soldadura en vivo en tiempo real. Para los fabricantes que equilibran la soldadura por resistencia manual y la automatización, los datos sobre el tiempo del ciclo, la consistencia y la economía de producción respaldan consistentemente la automatización robótica, especialmente en un entorno de chapa metálica con juntas superpuestas de alta repetición donde la consistencia del robot de soldadura por puntos afecta la reducción de la tasa de rechazo.
Para juzgar cómo una celda de trabajo de soldadura por resistencia robótica satisfaría sus necesidades de producción, consulte la estación de soldadura de 1 robot de Zhouxiang, una solución de automatización de ensamblaje de juntas superpuestas ya preparada y dimensionada para fabricantes de volumen pequeño a mediano.
Referencias y fuentes
- TWI Global « Descripción general de la soldadura por resistencia (Instituto de Soldadura, Reino Unido)
- Sociedad Americana de Soldadura « AWS C1.1:2019, AWS D17.2 (Estándares de soldadura por resistencia)
- Wikipedia “Soldadura por resistencia eléctrica (descripción general del proceso, rangos actuales)
- Norma técnica de la NASA PRC-0009 « Soldadura por puntos de resistencia (especificación de diámetro de pepita)
- Revista de Procesos de Fabricación Avanzados (2021) « Optimización robótica del tiempo del ciclo RSW de SML ISUZU
- ResearchGate (2024) «Estudio comparativo de soldadura por puntos de resistencia AC y MFDC para grados AHSS
- BusinessResearchInsights « Informe de mercado de maquinaria de soldadura por resistencia (CAGR 3.8%, 2026-2035)
Artículos relacionados
Robot de soldadura por puntos versus soldadura por arco: ¿qué es adecuado para sus instalaciones?
Tecnología de soldadura robótica: lo que todo fabricante debe saber
Desglose de costos de robots de soldadura: qué presupuestar en 2025
Aplicaciones de Soldadura Industrial: Guía de Procesos y Sectoriales
Soldadura robótica versus manual: análisis de retorno de la inversión para pequeños fabricantes
Nota editorial: Esta guía fue desarrollada por el equipo de contenido técnico de Zhouxiang, basándose en estándares de soldadura publicados (AWS, NASA), bases de datos de investigación de la industria y datos de procesos del fabricante. Cuando se citan puntos de datos de terceros, se hace referencia a las fuentes. Las afirmaciones de práctica industrial sin soporte de literatura primaria están calificadas con lenguaje como “informe de ingenieros de soldadura” o “indicación de profesionales de la industria”. Los datos de mercado obtenidos de informes de investigación de terceros se citan con la organización de origen; Zhouxiang no verifica de forma independiente las proyecciones del tamaño del mercado. Para decisiones de procesos de soldadura que involucran aplicaciones críticas para la seguridad, consulte a un ingeniero de soldadura certificado (CWE) o al equipo de aplicaciones del fabricante de su equipo.


