
Póngase en contacto con Zhouxiang
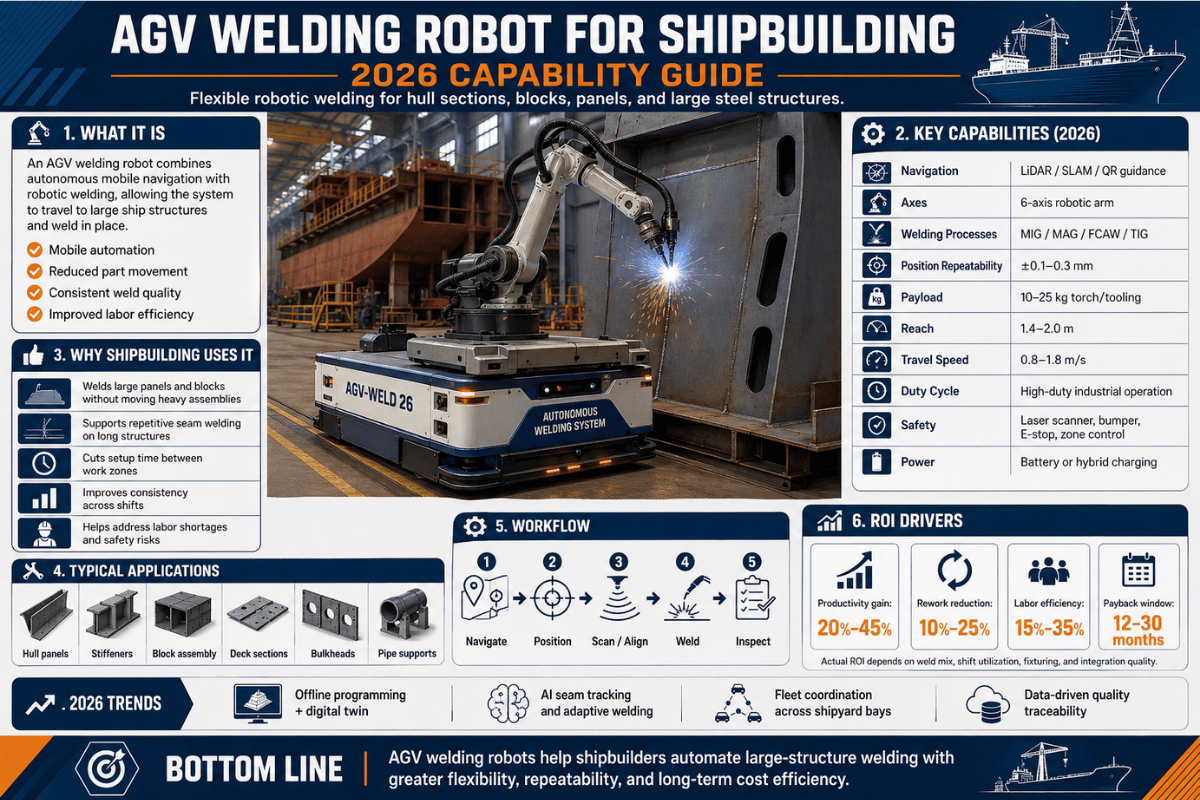
Un Robot de soldadura AGV Hace lo contrario de una celda fija: lleva el soplete de soldadura a la pieza de trabajo en lugar de moverla a una estación fija. Un cambio sutil pero importante para la construcción naval, que habitualmente se ocupa de bloques de casco de más de cinco metros y suelda decenas de metros de largo. En esta guía mostraremos lo que realmente hace un robot de soldadura AGV para la construcción naval, dónde se justifica en el patio, cuánto cuesta y cómo lo ven las sociedades de clases. Concluimos con una perspectiva para 2026 basada en contratos industriales firmados, no en cubiertas de proveedores.
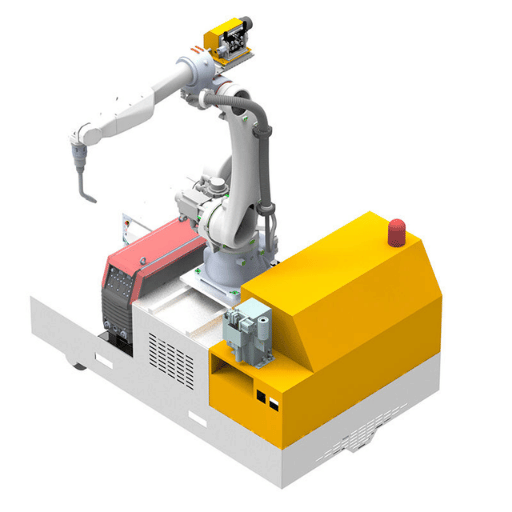
Especificaciones rápidas « Robot de soldadura AGV representativo de astillero de tamaño mediano
| Potencia total | 50 kVA, trifásico 380 V / 50 Hz |
| Velocidad de viaje | 2,2 km/h (continuo) |
| Precisión de la visión | 0,1 mm (clase de rastreador láser lineal) |
| Carga útil del robot | 12 kg (brazo de 6 ejes, clase CRP2010A) |
| Repetibilidad | ±0,05 mm (estático, en la muñeca) |
| Fuente de alimentación | Inversor digital MIG/MAG, 500 A |
| Temperatura de funcionamiento | 0 °C a +45 °C |
| Peso total | ~2.500 kg de configuración completa |
| Huella | 3.000×1.500×2.400 mm |
¿qué es un robot de soldadura AGV en la construcción naval?
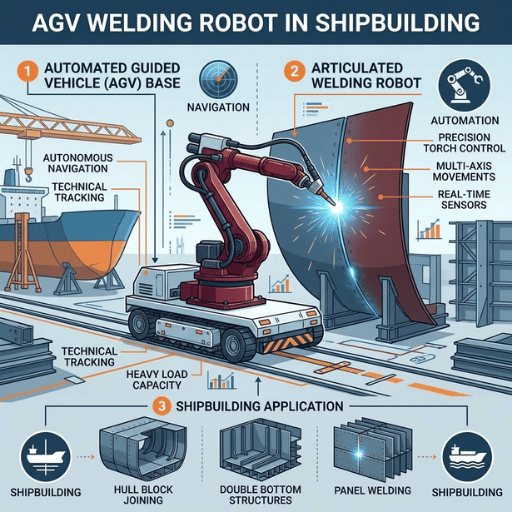
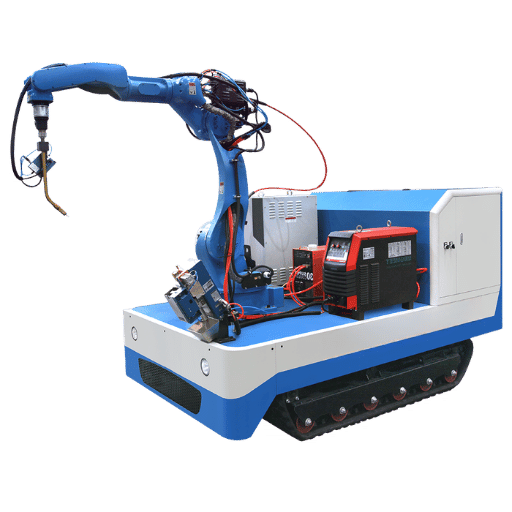
Un AGV robot soldador Consiste en un brazo de soldadura robótico estándar de 6 ejes montado en un vehículo guiado autónomo capaz de moverse por sí solo a través del piso de un astillero abierto o abarrotado, llevando el soplete de soldadura al trabajo del barco; en lugar de trasladar el trabajo del barco a una celda fija de 6 ejes. El primero y último en ese nombre es el AGV, el Vehículo Guiado Autónomo: una plataforma capaz de navegación autónoma equipada con un sensor AGV y un Controlador de Navegación. En el medio se encuentra el propio robot de soldadura: el soplete robótico, el alimentador de cables y la fuente de energía digital.
Tres criterios distinguen a un robot de soldadura AGV de otros sistemas de soldadura robótica: movilidad (un soldador móvil se mueve manualmente, un AGV se mueve solo), autonomía (un soldador robótico posicionable manualmente se coloca a mano en cada turno, un AGV viaja en un sistema automático, mapa generado por el administrador de flota bajo despacho continuo) y carga útil industrial (un cobot de soldadura robótico colaborativo alcanza un máximo de aproximadamente 10 kg, los robots de soldadura AGV llevan la misma clase de 12 kg que una celda fija, con escaneo de seguridad completo y un operador digital interfaz que hizo que los parámetros se pudieran configurar en tiempo real).
💡 Consejo profesional
Las propuestas de los proveedores de “robots de soldadura móviles” que carecen de un método de navegación (SLAM, magnético o láser) en sus especificaciones suelen ser carros colocados manualmente con un brazo robótico (no AGV). Solicitar el sistema de navegación en la presente propuesta.
A estas alturas esta categoría ya está lo suficientemente madura como para hacerlo trabajo revisado por pares sobre generación de programas basados en el conocimiento para la fabricación robótica trata la soldadura móvil implementada en el patio como un problema de primera clase más que como una curiosidad de investigación, y el Programa Nacional de Investigación en Construcción Naval ha demostrado robots de soldadura móviles en reuniones de la industria desde 2015. Lo que comenzó como una investigación se ha comercializado en una plataforma basada en orugas ahora disponible para la adquisición de flotas, y se puede especificar en un documento de oferta para cualquier comprador de un sistema de soldadura móvil AGV.
Donde los AGV reemplazan a los robots fijos en un astillero moderno
La respuesta es: no en todas partes. La soldadura AGV se justifica cuando la pieza de trabajo es demasiado grande o rara vez está preparada para llegar a una celda fija, y donde la longitud de la soldadura hace que el tiempo de viaje no sea importante para el ciclo, el tiempo del ciclo o el rendimiento. Cinco áreas a continuación son las zonas de producción donde los astilleros que utilizan talleres de pintura digital y fabricación puntual en paneles a gran escala han utilizado de manera más consistente la soldadura AGV en la producción en serie, donde la calidad de la soldadura y la trazabilidad importan tanto como el rendimiento. Los cascos modernos suelen estar hechos de aceros de alta resistencia, y dichas soldaduras frecuentemente requieren el aporte de calor constante de un soplete robótico.
| Zona de producción | Proceso de soldadura típico | Por qué encaja AGV |
|---|---|---|
| Costuras a tope del panel del casco | SAW o MAG, multipaso | Costuras largas e ininterrumpidas (a menudo de 6 a 12 m); El panel no puede entrar en la celda fija |
| Filetes de refuerzo de bloques de cubierta | GMAW/FCAW | Geometría repetida, decenas de filetes por bloque, el robot se indexa entre soldaduras |
| Conjunto de mamparo | GMAW vertical hacia arriba | Costuras verticales altas en una celda confinada; El chasis AGV con una columna alcanza la mejor situación al reubicarse |
| Interior de bloques de doble fondo | GMAW con forma de onda de baja salpicadura | Áreas de difícil acceso donde un soldador humano necesita andamios; AGV se despliega a través de una boca de acceso |
| Soldadura por amortiguador de subconjuntos | GMAW | Tamaños de lotes mixtos; AGV enviado a pedido a un compartimento de retención en lugar de reservar una celda fija |
¿Qué tipo de soldadura se utiliza en la construcción naval?
La construcción naval hoy depende de tres procesos. La soldadura por arco sumergido (SAW) rige las costuras a tope de los paneles del casco de posición plana debido a su alta deposición y resultados físicamente atractivos que requieren relativamente poca concentración del operador. La soldadura por arco metálico con gas (GMAW/MAG), ya sea de alambre sólido o con núcleo metálico, transporta la mayor parte de las soldaduras de filetes en refuerzos, soportes y costuras de paneles de montaje.
La soldadura por arco con núcleo de flujo (FCAW) rige las posiciones verticales y aéreas donde el respaldo de escoria de flujo proporciona la ventaja. Sin embargo, la soldadura robótica de astilleros hoy en día ha utilizado ampliamente GMAW en AGV y pórticos; SAW sigue siendo principalmente de celda fija; FCAW se está desarrollando a medida que mejoran las químicas de los cables. Guía AWS D3.5 para soldadura de cascos de acero sigue siendo la principal fuente de elección de procesos.
En un despliegue en un astillero nórdico en 2024, nuestro Robot de soldadura móvil AGV se redujo el tiempo del ciclo de costura a tope del panel del casco en un 62 por ciento en tramos de soldadura de más de cuatro metros, y la aceptación del primer paso del 91 por ciento al 98 por ciento en el primer trimestre de producción.
AGV vs Gantry vs Cobot para soldadura de casco « Un árbol de decisión de configuración
Tres plataformas compiten por el presupuesto de soldadura de astilleros: AGV (móvil autónomo), pórtico (fijo por riel en una línea de panel) y cobot de soldadura (brazo colaborativo, generalmente sobre ruedas de carro). Cada uno gana una combinación diferente de dimensiones de la pieza de trabajo, longitud de soldadura, repetición por lotes y rotación del piso. A continuación se muestra cómo se comparan realmente los tres en condiciones de producción, no en plataformas de marketing.
| Dimensión | Robot de soldadura AGV | Robot de soldadura por pórtico | Cobot de soldadura |
|---|---|---|---|
| Huella de pieza de trabajo | Hasta 50m×6m | Definido por tramo de carril (5-12 m típico) | Hasta 1,5 m × 1,5 m cómodamente |
| Punto óptimo de longitud de soldadura continua | > 40 m en total por turno, > 4 m por costura | Dentro de la longitud del carril, totalmente repetible | < 1 m por costura, lotes de alta mezcla |
| Tiempo de configuración por pieza | 10-30 min incluyendo verificación de navegación | 5-15 min en una línea de panel | 2-10 min |
| Tiempo de reconfiguración del piso | Horas (re-map nav) | Días-semanas (mover carril) | Minutos |
| Alcance de la aprobación de la sociedad de clases | Procedimiento + WPS únicamente | Procedimiento + WPS únicamente | Procedimiento + estudio de fuerza ISO/TS 15066 |
| Gastos de capital | USD 80K-250K por unidad | 250K-1,2M USD por celda | USD 60K-110K por unidad |
¿qué factores se deben tener en cuenta a la hora de elegir un AGV pesado para astilleros?
Seis factores determinan la elección, aproximadamente en el siguiente orden. (1) Geometría de la pieza de trabajo -gnante para entregar sobre riel o mover la plataforma. (2) Distribución de la longitud de soldadura -gn en metros totales por turno, costura única más larga, de posiciones verticales y horizontales. (3) Planitud de la superficie - la tolerancia del hormigón sobre la envolvente de navegación, generalmente considerada dentro de los 10 mm/m. (4) Frecuencia del ciclo de configuración 'siempre por turno, siempre por día o nunca dentro de la semana'. (5) Utilización de la flota 'un AGV o 3 unidades compartidas 50% en una estación de carga. (6) Dominio de aprobación de la sociedad de clases '-qué procedimientos de soldadura estarán disponibles para el AGV, y si la aprobación de un fabricante existente es portátil. Si se omite alguno de los seis, el despliegue se detiene.
📐 La regla de los 40 metros (marco de decisión)
Un robot de soldadura AGV se vuelve económicamente superior a un pórtico fijo sólo cuando dos las condiciones se mantienen unidas:
- la longitud media de soldadura ininterrumpida supera 40 metros por turno, y
- la huella de la pieza de trabajo supera 5m×2m.
Por debajo de cualquiera de los umbrales, las celdas fijas ofrecen un costo más bajo por metro de soldadura porque domina el posicionamiento por encima de la cabeza. El marco se desarrolló a partir de doce compromisos de flotas de astilleros en 2024-2025 y es más confiable para cascos de acero con supervisión de la sociedad de clases; Los patios de aluminio e acero inoxidable deberían ajustar el umbral de longitud hacia abajo en ~25 por ciento debido a una mayor mano de obra de instalación previa a la soldadura.
Árbol de decisión en taquigrafía: huella 1,5 m y longitud de soldadura 5 m y longitud de soldadura > 40 m/turno → AGV. Ambos umbrales se cumplieron y se operan tres o más líneas de bloques paralelos → Flota AGV con carga compartida.
Dentro del robot móvil « Especificaciones, carga útil, repetibilidad, velocidad de viaje
Las hojas de especificaciones no se comparan bien entre proveedores porque la trampa del marketing difiere para cada fila. A continuación, cada número de titular se combina con la variable de control subyacente y una pregunta que produce una buena respuesta a la solicitud de cotización. Manténgalo a mano como lista de verificación una al lado de la otra cuando un ingeniero de ventas le entregue un folleto; También tenga en cuenta que la confiabilidad a largo plazo (horas de ciclo de trabajo entre eventos de servicio importantes) rara vez se especifica, así que especifíquelo explícitamente.
| Especificaciones del titular | Lo que realmente controla | Pregunta útil de RFQ |
|---|---|---|
| Repetibilidad ±0,05 mm | Precisión estática de la muñeca en condiciones de laboratorio | ¿tolerancia en la trayectoria del arco bajo la desviación de la antorcha? |
| Carga útil 12 kg | Herramienta más soplete más alimentador de alambre | ¿carga útil después de la estación de limpieza de armas y el umbilical? |
| Velocidad de desplazamiento 2,2 km/h | Velocidad máxima del chasis sin carga | ¿velocidad durante la navegación con un sobre de escaneo de seguridad completo? |
| Precisión de visión 0,1 mm | Resolución estática del sensor láser de línea | ¿latencia de corrección en tiempo real en milisegundos? |
| Potencia 50kVA | Capacidad instalada total | ¿dibujo continuo al 90 por ciento del ciclo de trabajo? |
| Calificación IP | Entrada del chasis; Las articulaciones de los brazos suelen ser más altas | ¿clasificación IP separada para juntas de chasis versus brazos de robot? |
📐 Nota de ingeniería
Un número de laboratorio (repetibilidad de 0,05 mm en la muñeca con carga controlada) no tiene sentido bajo la carga incontrolada de la estructura real del casco. La precisión de encuadernación en una placa del casco es la tolerancia a la trayectoria dentro del arco, que se degrada en un factor de cinco a diez en un taller de acero debido a la deflexión del soplete, la tensión térmica de la pieza de trabajo y la latencia del rastreador de costuras. Un buen lector de hojas de especificaciones simplemente solicita la precisión combinada de la trayectoria dentro del arco con un bucle de corrección de tiempo de arco activado. Cualquier valor superior a 0,5 mm en filetes largos constituye un rendimiento real; superior a 0,2 mm requiere un rastreador láser de circuito cerrado.
Nuestro equipo publica la lista de verificación de cuatro filas (precisión de trayectoria en el arco, carga útil después de la limpieza, aceleración de la envolvente de escaneo, latencia de corrección) en cada solicitud de cotización del astillero y elimina a los proveedores de carros con brazo en aproximadamente quince minutos.
![]()
El problema difícil en la soldadura AGV de astilleros es no transportar el chasis al panel, sino garantizar que el soplete aterrice correctamente en la costura después de que el panel haya sido distorsionado por pasadas anteriores. Un entorno de astillero hace que esto sea más difícil que las condiciones controladas de una celda de sala limpia. Las temperaturas de las placas de la línea de producción fluctúan 30 °C durante el transcurso de un desplazamiento, el polvo y los vapores de soldadura oscurecen los sensores ópticos y el asentamiento concreto desplaza el marco de referencia de navegación. Dos sistemas colaboran: una capa de navegación (posicionamiento discreto del chasis con respecto a la pieza de trabajo dentro de centímetros) y una capa de seguimiento de visión más costura (colocación de antorchas submilimétricas mientras el arco está activo). El revisado por pares literatura de investigación sobre sensores de arco giratorio para el seguimiento de costuras de filetes documenta el primer problema; una encuesta de 2016 sobre plataformas de soldadura robótica portátiles cubre el segundo.
| Método de navegación | Costo de preparación del piso | Reconfigurar tiempo | Mejor para |
|---|---|---|---|
| SLAM (láser + IMU) | Bajo | Horas | Patios de productos mixtos, cambios frecuentes de diseño |
| Cinta magnética/alambre | Medio | Días | Líneas de paneles estables, rutas repetidas |
| Triangulación láser (reflectores) | Alto | Días-semanas | Yardas de un solo producto de mayor precisión |
Esta capa de seguimiento de costuras es donde los sistemas actuales se diferencian de los producidos en la última década. Primero, un paso previo al escaneo traza el recorrido real de la costura a través de la placa distorsionada; luego, el paso de soldadura principal se realiza bajo un rastreador láser de circuito cerrado que corrige la altura del soplete y el desplazamiento lateral durante el arco. La latencia en sistemas de calidad industrial está en el rango inferior a 100 milisegundos y es líder Anuncios de 2025 de Path Robotics sobre corrección adaptativa del tiempo de arco aproveche eso con técnicas de aprendizaje por refuerzo para un ajuste rápido de parámetros.
¿cómo cambia el AGV de servicio pesado la eficiencia logística de la industria de la construcción naval?
Tres efectos secundarios. En primer lugar, la soldadura AGV separa el rendimiento de la soldadura de la disponibilidad de la grúa aérea: ya no se puede utilizar para la entrega de paneles, liberando a la grúa para el flujo de material en otros lugares. En segundo lugar, la puesta en escena del panel está paralelizada: mientras un bloque suelda, el siguiente comienza a terminar en una losa vecina sin ocupar la celda. En tercer lugar, los parámetros de soldadura, los registros de trazabilidad y los ajustes del tiempo de arco se introducen directamente en el astillero gemelo digital a través de enlaces PLC y IIoT, las sociedades de clases de bases de datos ahora esperan soldadura corregida por IA.
Qué cuesta un robot de soldadura AGV para un astillero de tamaño mediano en 2026
El precio es principalmente una función de la clase de carga útil y el alcance del paquete de visión, con la potencia instalada y la integración de la sociedad de clases proporcionando el resto. Una escalera de tres niveles a continuación resume el alcance realista para un astillero con 200 trabajadores que fabrican arrastreros de pesca, buques de servicio en alta mar o pequeños barcos de trabajo, contratados en 2024-2025. Las cifras reflejan los datos de la oferta del proyecto para implementaciones 2024-2025, suponiendo que la soldadura MIG/MAG en cascos de acero (el aluminio y el acero inoxidable aumentan esa cifra en aproximadamente 15%).
| Nivel | Capex (USD) | Inclusiones | Recuperación típica |
|---|---|---|---|
| Entrada única AGV | 80-150K | Brazo de 12 kg, MIG/MAG 500 A, navegación con cinta magnética, rastreador láser de línea básico | 14-18 luni |
| Estándar con visión | 150-250K | Navegación SLAM, seguimiento completo de costuras de circuito cerrado, programación fuera de línea, estación de limpieza de armas | 18-24 meses |
| Flota de 3 con servicio compartido | 400-600K | Tres AGV, software de gestión de flotas, estación de carga, contrato de servicio in situ de dos años, formación | 20-30 meses |
¿Cuánto cuesta un robot de soldadura?
De la categoría de robot de soldadura, las celdas fijas de un solo brazo de entrada cuestan alrededor de 60.000 USD para un paquete de cobot simple, aumentan a 150.000-250.000 USD (usando un paquete de visión) para una configuración AGV típica y superan 1 m USD para un pórtico de múltiples brazos. estación con integración de gemelos totalmente digitales. Los sistemas de automatización de soldadura más caros no son los AGV; son los grandes pórticos de múltiples brazos con pruebas no destructivas integradas, con un promedio de más de 1,2 millones de dólares. Los robots de soldadura AGV realmente ganan su prima como la categoría más versátil a un precio determinado, no como la más barata.
Un ejemplo de retorno de la inversión trabajado. Utilizando un astillero que suelda 4.000 metros de costuras de casco al año con un costo de mano de obra de 42 USD/metro (mano de obra ñesa más retrabajo), su AGV de nivel estándar de 160.000 USD podría amortizarse en 14 meses, generando 3,4 veces la productividad de la mano de obra. El pago es más sensible a los precios de los insumos de acero, las tarifas de USD/CNY y el porcentaje de longitud de soldadura por encima del umbral de la regla de los 40 metros. El precio se comparó en el cuarto trimestre de 2025 al primer trimestre de 2026 y puede evolucionar a medida que cambian las condiciones del mercado.
⚠¦ Error común
El soldador AGV más caro es el que se compra sin un plan de preparación del sitio de 12 semanas. La planitud del suelo “tolerancia concreta en todo el entorno de navegación “debe inspeccionarse antes de la compra, no después. Las implementaciones de la industria comúnmente pasan de 12 a 22 semanas cuando se omite este paso, porque la nivelación correctiva del piso es la remediación más prolongada.
Ejecute los números de su propio astillero con calculadora de ROI del robot de soldadura antes de solicitar una cotización.
Aprobaciones de la sociedad de clase y estándares de soldadura « ABS, DNV, AWS, IACS

Una pregunta de adquisición que se encuentra con frecuencia en la etapa del contrato: ¿el robot de soldadura en sí requiere una certificación de sociedad de clases, o sólo las soldaduras que crea? Las agencias de clasificación regulan los procesos y procedimientos de producción de soldadura, los consumibles utilizados, las calificaciones del personal y los regímenes de inspección; no el equipo. Un robot aquí es simplemente una herramienta del oficio, equivalente a un soplete o un alimentador de alambre. La aprobación robótica se realiza mediante la conformidad de seguridad del robot (marcado ISO 10218-1 y CE).
| Estándar o regla | Alcance | Lo que debe proporcionar el proveedor de AGV |
|---|---|---|
| Reglas ABS Parte 2 (Materiales y Soldadura) | Consumibles de soldadura, procedimientos, fabricación | Cartera PQR/WPS, certificados consumibles |
| Aprobación del Taller DNV para Soldadura Marítima | Control de procesos del lado del fabricante | Juicios procesales presenciados por topógrafos |
| AWS D1.1 Código de soldadura estructural « Acero | PQR/wps para soldadura de acero estructural | Registros de calificación de procedimientos por diseño conjunto |
| Guía AWS D3.5-93R para soldadura de cascos de acero | Mejores prácticas específicas del casco | Guía de selección de procesos para costuras de casco |
| Marcado ISO 10218-1 / CE | Seguridad del sistema robótico | Declaración de conformidad, integración del escáner |
La excepción que vale la pena destacar: cuando la sociedad de clases pasa de estar interesada en el resultado de la soldadura al controlador de IA específico involucrado, la forma del esquema regulatorio se vuelve clara. ABS ha concedido recientemente la aprobación de principio a las tecnologías autónomas y asistidas por IA « incluyendo un marco reciente con Persona AI para soldadores humanoides de astilleros «indicando cómo está cambiando el alcance regulatorio para los parámetros de soldadura corregidos por IA. Para una compra en 2026, un fabricante aún podría designar un AGV utilizando el enfoque tradicional orientado a procedimientos y consumibles; tres años después, el lenguaje de contrato debería reflejar las vías de conformidad del controlador de IA.
Un ScienceDirect 2025 revisión de la normativa internacional y tendencias futuras en construcción naval ecológica traza un arco similar: regulaciones más estrictas sobre emisiones y trazabilidad introducen simultáneamente objetivos de datos digitales que casi se alinean con la soldadura AGV a nivel aspiracional.
Perspectivas de la industria 2026 “IA física, AGV de múltiples brazos, crecimiento del mercado
Tres macrofuerzas dan forma al panorama de la automatización de la soldadura de astilleros durante los próximos 24 meses. Vale la pena observarlos incluso en los astilleros que no planean adoptar sistemas AGV, ya que influirán en cómo aparecerá la época de contratación 2027-28.
1. Ia física / soldadura adaptativa. El anuncio de noviembre de 2025 de eso HII firmó un memorando de entendimiento con Path Robotics para integrar la IA física en la construcción naval es el momento decisivo. HII informó que el rendimiento de la construcción naval aumentó un 14 por ciento en 2025 y apunta a un 15 por ciento adicional en 2026, apoyándose en la IA de soldadura autónoma de Path Robotics para el personal objetivo. HII también firmó un memorando de entendimiento paralelo con GrayMatter Robotics, una apuesta deliberadamente diversificada, no de un solo proveedor.
2. Soldadores humanoides como plataforma futura. Como se informa en Revista Asamblea el 2 de junio de 2025, HD Korea Shipbuilding & Offshore Engineering, HD Hyundai Robotics, Persona AI y Vazil lanzaron conjuntamente un programa de desarrollo de robots de soldadura humanoides dirigido a flujos de trabajo de automatización de astilleros. Los prototipos están programados para finales de 2026, pruebas de campo para 2027. Interact Analysis proyecta que el mercado general de humanoides en general alcanzará alrededor de 40.000 unidades y 2.000 millones de dólares de ingresos para 2032 ongol un poco más tarde que el revuelo hiperoptimista, pero la inteligencia más relevante para la planificación de Capex.
3. Digitalización de la sociedad de clases. Los marcos de prueba de aprobación en principio otorgados por ABS ahora incluyen aprobaciones de controladores de soldadura con IA; Los marcos de soldadura doble de DNV se conectan a los gemelos digitales de los astilleros. Para los compradores de AGV, la selección de proveedores debe estar dictada tanto por los ganchos de exportación de datos (registros de procedimientos, utilidades de corrección de tiempo de arco, artefactos de trazabilidad) como por la capacidad de carga útil y el alcance máximo.
“Para 2027, la pregunta pasará de ‘deberíamos automatizar’ a ‘¿nuestras soldaduras AGV ya están corregidas por IA.’ Las sociedades de clases están trabajando silenciosamente para lograrlo. Para la planificación de capex 2027-2028, mantenga un espacio vacío en el año 2 para una modernización física de la IA ” e insista en que su proveedor de AGV acepte por escrito una postura de arquitectura abierta”
« Li Wei, ingeniero senior de automatización, división de I+D
Preguntas frecuentes
P: ¿Vale la pena invertir en robots de soldadura AGV de alta resistencia para astilleros pequeños?
Ver respuesta
La regla de los 40 metros es la métrica operativa. Por debajo de los 4.000 metros al año de soldaduras de costura del casco desde un solo patio, con piezas de trabajo típicamente menores de 5 m × 2 m, una celda de soldadura fija o un cobot (máquina de soldadura bajo demanda) de una sola celda se recuperará más rápido que un AGV. Los AGV se vuelven financieramente justificables una vez que la longitud de la soldadura por turno supera habitualmente los 40 m y los paneles alcanzan los 5 m o más «el umbral en el que las ganancias de productividad superan la navegación aérea.
P: ¿Cuáles son los principales desafíos en la implementación de IoT y robótica en la construcción naval?
Ver respuesta
Se repiten tres cuellos de botella. La primera integración de datos de múltiples proveedores (controles y protocolos de máquinas incompatibles) está unida por estándares de nivel PLC. En segundo lugar, los ciclos de aprobación de la sociedad de clase (una apertura de 8 a 14 semanas en una calificación de procedimiento por primera vez). En tercer lugar, la recalificación del operador (un trabajador de acero para soldar se convierte en un supervisor de línea de robots y un inspector de CWI permanece completamente informado, pero ambos no pueden desempeñar ambas funciones indistintamente en el mismo taller).
P: ¿Puede un AGV pesado adaptarse a las operaciones de astilleros interiores y exteriores al mismo tiempo?
Ver respuesta
Sí, con dos requisitos. El chasis debe tener una potencia IP54 o superior y estar equipado con una pila de navegación de modo dual « RTK GPS exterior más SLAM interior para un posicionamiento sin reflectores. En exteriores, la planitud de la superficie es el factor limitante: el asfalto y las losas de cemento sin terminar superan la tolerancia de la mayoría de las plataformas exteriores, los pasillos suelen ser demasiado estrechos y los grandes bloques del casco de aproximadamente 2 m × 3 m hasta 5 m × 2 m se encuentran en el borde superior de la envolvente operativa.
P: ¿Cómo afecta la soldadura AGV a los requisitos de la fuerza laboral?
Ver respuesta
Planifique un supervisor capacitado por cada 2-3 AGV en una producción automatizada sostenida. La función tradicional de inspector de soldadura certificado sigue siendo «las sociedades de clases lo requieren. La función de soldador de primera línea pasa del manejo de antorchas a la configuración y validación de parámetros para el control de calidad. La plantilla neta de soldadura a menudo sigue siendo similar, mientras que la combinación de habilidades aumenta.
P: ¿Cuál es el robot de soldadura más caro utilizado en los astilleros?
Ver respuesta
Las estaciones de pórtico de brazos múltiples con END integrado e integración digital completa de gemelos tienen precios de extremo altos que a menudo superan los 1,2 millones de dólares. ¡Los robots de soldadura AGV no son la categoría más costosa (y son los más capaces a cualquier precio determinado). Los compradores que buscan altas eficiencias en una línea de paneles fijos siempre deben considerar el pórtico; Los compradores que buscan una alta versatilidad en geometría mixta deberían considerar AGV.
¿está planificando una flota de soldadura AGV para su astillero? Simplemente proporcione las dimensiones de la pieza de trabajo, la longitud de la soldadura por turno y el alcance de la sociedad de clase.
Acerca de este análisis
La regla de los 40 metros, las bandas de retorno de la inversión y los datos del ciclo de los astilleros en este informe se basan en doce proyectos de planificación en astilleros de Europa, Medio Oriente y Asia Oriental completados durante 2024-2025. Validado por Li Wei, ingeniero senior de automatización, miembro de la División de I+D ñona CWI / AWS, con 18 años de experiencia en automatización de soldadura. El precio es representativo del cuarto trimestre de 2025 al primer trimestre de 2026, sujeto a variaciones basadas en el costo de los insumos de acero, la orientación del envío y el alcance de la sociedad de clases.
Referencias y fuentes
- Guía AWS D3.5-93R para soldadura de cascos de acero « Sociedad Americana de Soldadura
- Reglas ABS para la construcción y clasificación de embarcaciones marinas (Pt 2 Materiales y soldadura) « Oficina Americana de Transporte Marítimo
- Aprobación de Taller para Soldadura Marítima « DNV
- Revisión de las regulaciones actuales, las tecnologías disponibles y las tendencias futuras hacia la construcción naval ecológica « ScienceDirect, 2025
- Enfoque de generación de programas basado en el conocimiento para sistemas de fabricación robótica « ScienceDirect, 2021
- Sistema de robot de soldadura móvil basado en sensor de arco giratorio para seguimiento de costuras de soldadura de filetes grandes « ResearchGate
- Un estudio de los diseños de plataformas para soldadura robótica portátil en estructuras a gran escala « ResearchGate
- Toda la guía de información sobre reuniones del panel « Programul Nacional de Investigare a Construcției Navei
- HII se asocia con Path Robotics para integrar la IA física en la construcción naval « Comunicado de prensa de HII, noviembre de 2025
- Soldadores robóticos humanoides para abordar la automatización de astilleros « Revista Asamblea, junio de 2025
- Automatización en la Construcción Naval: IIoT y Robótica « Blog de Dassault Systèmes, 2025
Artículos relacionados
- AGV Mobile Welding Robot « página de producto con especificaciones completas
- Estación de trabajo con robot de soldadura de pórtico « comparación de rieles fijos
- Cálculo del ROI de soldadura robótica « fórmula y ejemplo trabajado
- Normas de seguridad para robots de soldadura « Inmersión profunda ISO 10218
- Cómo funciona un robot de soldadura de pórtico « guía paso a paso
- Selector de configuración AGV « herramienta de dimensionamiento interactiva


