
Póngase en contacto con Zhouxiang
Especificaciones rápidas: Robot de soldadura voladizo para construcción naval
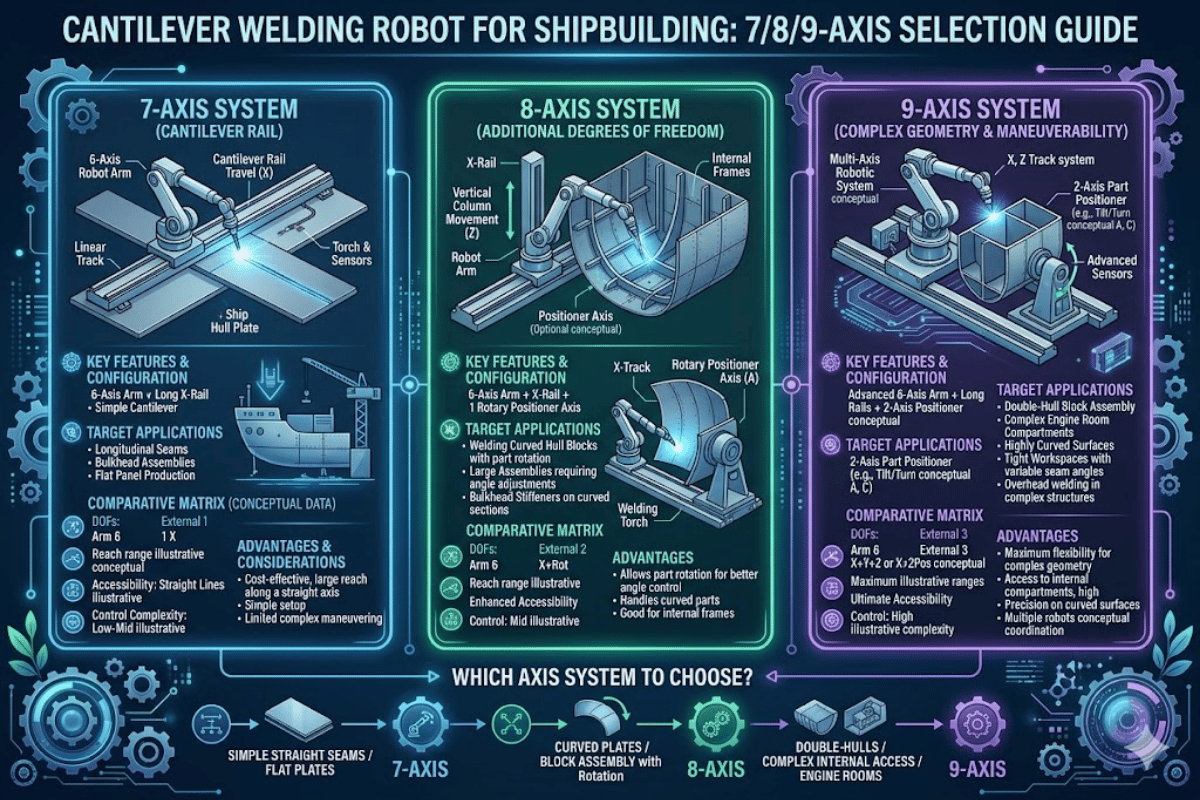
- Configuraciones A×IS: 7 ejes (6+carril), 8 ejes (6+carril+Y), 9 ejes (6+carril+Y+posicionador)
- Longitud del carril terrestre: 6 m a 30+ m (longitudes personalizadas)
- Precisión de soldadura: ±0,1 mm con seguimiento de costura láser (calificado por el fabricante)
- Procesos soportados: MIG/MAG, soldadura por arco, TIG, arco láser híbrido
- Modelo de robot 3D ñan de 7 ejes para enseñar o no enseñar mediante importación (Tekla, SOLIDWORKS, UG) o diseño inverso de nube de puntos
- Aplicación: Paneles de casco, mamparos, piezas de cubierta, estructura estructural, vigas en H
Los constructores navales de todo el mundo se enfrentan a una tormenta perfecta de demanda acelerada y una fuerza laboral calificada cada vez menor. El Informe IFR World Robotics 2025 sólo en 2024 se registraron 542.000 instalaciones de robots industriales, el doble que hace una década. En la construcción naval, donde los paneles del casco tienen más de 10 metros de largo y las costuras de soldadura se extienden en cientos de metros lineales por buque, el robot de soldadura voladizo se ha convertido en la configuración estándar para abordar el requisito de automatizar tareas de soldadura a gran escala.
Este informe describe los principios de ingeniería detrás de los robots de soldadura en voladizo, proporciona una comparación de configuraciones de 7, 8 y 9 ejes y analiza lo que los gerentes de astilleros y los ingenieros de soldadura deberían esperar en términos de especificaciones, parámetros de configuración y retorno de la inversión. Todas las afirmaciones están respaldadas por datos rastreables y, cuando los datos son limitados, se reconocen.
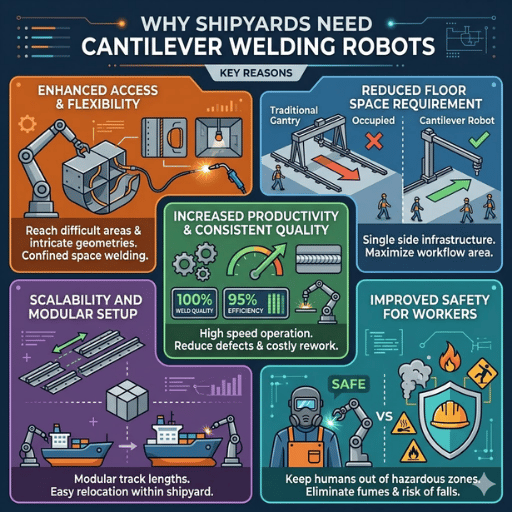
Por qué los astilleros necesitan robots de soldadura voladizos
La fuerza laboral de soldadura de Shipbuilding está envejeciendo precisamente en el momento equivocado. Según la Sociedad Estadounidense de Soldadura, las proyecciones muestran que para 2028 solo Estados Unidos necesitará más de 330.000 nuevos profesionales de soldadura, aproximadamente 82.500 por año. La edad promedio de un soldador hoy es 55 años, y por cada cinco soldadores que se jubilan, dos nuevos ingresan al comercio.
La construcción naval siente el impacto de esta tendencia más que otras industrias. Los astilleros comerciales y navales enfrentan la competencia de las empresas de construcción, energía y automoción por la misma reducción de fuerza laboral; Los retrasos en la producción debido a la falta de personal no son limitaciones hipotéticas sino verificadas para los programas activos de adquisiciones de la Marina.
330,000+
Se necesitan profesionales de soldadura para 2028 (AWS)
542,000
Robots industriales instalados a nivel mundial en 2024 (IFR)
55 de ani
Edad promedio de los soldadores activos en EE. UU.
Los robots de soldadura en voladizo resuelven el problema específico que enfrentan los constructores navales que operan con celdas robóticas fijas: la pieza de trabajo es demasiado grande para trasladarla al robot, por lo que el robot debe trasladarse a la pieza de trabajo. Un marco en voladizo suspendido de un riel terrestre avanza a lo largo de las secciones del casco y los conjuntos de paneles, lo que permite al robot llegar a estructuras profundas que de otro modo estarían fuera del alcance de un brazo estacionario. Este enfoque centrado en la movilidad distingue a los sistemas en voladizo de las unidades robóticas articuladas fijas más típicas unidas a los pisos de las fábricas.
Los profesionales de los astilleros coinciden colectivamente en que la automatización de la soldadura en la industria de la construcción naval no se trata de reemplazar a los soldadores humanos, sino de multiplicar la productividad del diminuto número de soldadores en el astillero: un generalista que intercambia el panel discreto del muelle sobre la costura por múltiples paneles asistidos por robots paralelos. operadores.
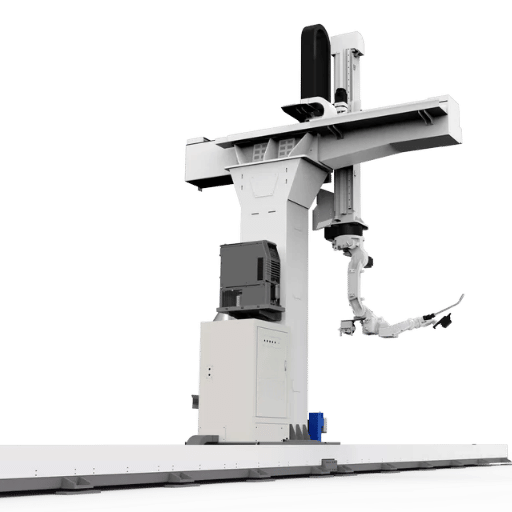
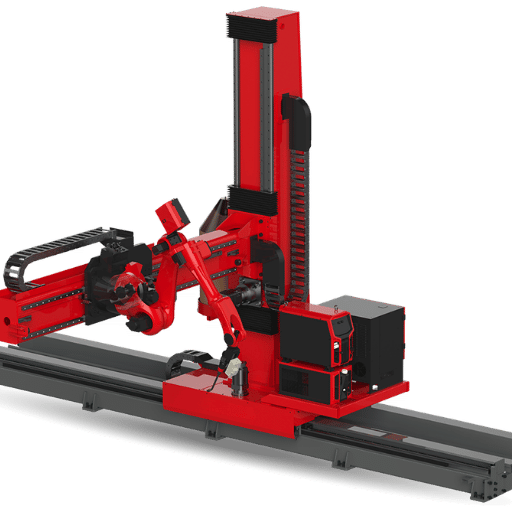
Cómo funciona un robot de soldadura voladizo: arquitectura y sistema de movimiento
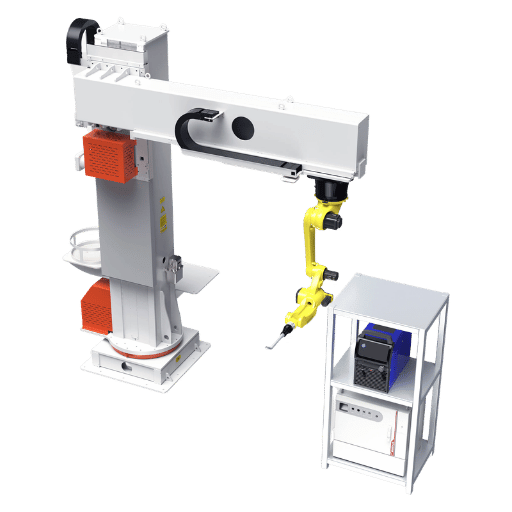
Un voladizo robot soldador se compone de un brazo articulado estándar de 6 ejes, colocado encima de una estructura en voladizo elevada que se desplaza sobre un conjunto de riel de tierra. Su estructura en voladizo extiende la envolvente de trabajo tanto en el eje Y como en el eje Z sin necesidad de manipular la pieza de trabajo.
Componentes principales
Múltiples subsistemas de la estación de trabajo de soldadura en voladizo alimentan:
- Conjunto de riel de acero con riel de tierra (eje X) de hasta más de 30 metros de longitud, que transporta todo el conjunto en voladizo. Velocidad de desplazamiento en el rango de 8 metros/minuto.
- Conjunto de brazo elevado de viga voladiza (eje Y/Z) que coloca el robot encima y dentro de la pieza de trabajo. Eficiencia de desplazamiento típica en el eje Y alrededor de 2 metros.
- Robot robótico de soldadura por arco industrial estándar con brazo de 6 ejes (Fanuc, ABB, KUKA o Yaskawa son una decisión popular) montado al final del voladizo.
- Fuente de energía de soldadura-inversor digital con capacidad de pulso, diseñado para adaptarse al proceso de soldadura (MIG/MAG, TIG o híbrido).
- Cámara gran angular de seguimiento de visión 3D y costura láser para escaneo de piezas de trabajo más sensor láser para corrección en tiempo real de la desviación de la costura.
- El sistema de control PLC gestiona el movimiento en todos los ejes, controla los parámetros de soldadura y gestiona la integración y la interfaz con el sistema de programación gratuita de enseñanza.
Una distinción definitoria entre configuraciones de voladizo y pórtico es el soporte de un solo lado: con el estiramiento de la viga en voladizo, cuanto más largo sea el voladizo, mayor será la deflexión potencial al final de la herramienta. Si bien muchos sistemas modernos compensan mediante el seguimiento de la costura láser (que ajusta dinámicamente la trayectoria de soldadura), los fabricantes que trabajan con costuras de soldadura de tolerancia estricta deben considerar esta característica de diseño al especificar los sistemas.
Nota de ingeniería: La deflexión del haz en voladizo (alrededor del eje Y) es proporcional a la longitud al cubo del voladizo. Con una carga útil nominal aproximada, utilice una deflexión estática de 0,05 a 0,15 mm en la punta de la herramienta (antes de la corrección del seguimiento de la costura). El sistema de seguimiento de costuras láser corrige los errores geométricos dinámicamente, pero la velocidad del servo del sensor de seguimiento láser (típico de 50 100 Hz) a menudo se convierte en el cuello de botella en la velocidad de soldadura con soldaduras curvas complejas. Al comprar sistemas en voladizo, especifique la velocidad del servo del seguimiento láser, no solo la precisión nominal.
7 ejes frente a 8 ejes frente a 9 ejes: ¿Qué configuración se adapta a su astillero?
El número de ejes de un robot de soldadura en voladizo es la suma de (a) los 6 ejes del brazo robótico y (b) los ejes externos agregados por el sistema en voladizo, riel y posicionador. Cada eje agregado aumenta las capacidades marginales del sistema, lo que permite trabajar en mayores complejidades espaciales y capacidades más amplias, pero también aumenta marginalmente los costos y las necesidades de espacio.
| Especificación | 7 ejes | 8 ejes | 9 ejes |
|---|---|---|---|
| Ejes externos | 6 robots + 1 carril de tierra (X) | 6 robot + carril de tierra (X) + eje Y | 6 robot + carril de tierra (X) + eje Y + rotación del posicionador |
| Sobre de trabajo | Longitud personalizada × 3,0 m × 0,5 m | Longitud personalizada × 3,5 m × 0,5 m | Longitud personalizada × 3,5 m × 0,5 m + rotación |
| Posiciones de soldadura | Plano (1G), Horizontal (2G) | Plano (1G), Horizontal (2G) | Todas las posiciones: 1G, 2G, 3G (vertical), 4G (arriba) |
| Longitud del carril de tierra | 6-30+ m | 6-30+ m | 6-30+ m |
| Procesos de soldadura | MIG/MAG, Arco | MIG/MAG, Arco | MIG/MAG, Arco, TIG, Híbrido |
| El mejor caso de uso de astillero | Conjunto de panel plano, soldaduras de filete de viga en H | Secciones de paneles con refuerzos, componentes estructurales más anchos | Estructuras de casco complejas, soldadura de mamparos multiposición, estructuras curvas |
| Capacidad de carga (típica) | Hasta 2.000 kg | Hasta 2.000 kg | Hasta 2.000 kg + capacidad del posicionador |
Orientación de selección por tipo de astillero:
- Talleres de paneles pequeños a medios que sueldan paneles planos y refuerzos de vigas en H: la configuración de 7 ejes-ejes realiza soldaduras tipo 1G y 2G de manera más económica.
- Los patios de tamaño mediano que sueldan componentes estructurales y placas divisorias más anchas se beneficiarán de una configuración de 8 ejes, con una columna en Y que permite al robot llegar profundamente a conjuntos asimétricos y anchos sin reposicionar las horas de la grúa que ahorran piezas de trabajo.
- Los grandes astilleros que trabajan en la estructura del casco, mamparos complejos y formas curvas se beneficiarán de 9 ejes (con configuración con capacidad de posicionamiento y soldadura en todas las posiciones (incluidas las soldaduras aéreas y verticales)) capaces de soldar marcos estructurales que no pueden girar hasta quedar planos. posición.
Los astilleros no necesitan comprometerse con una configuración en voladizo de solo 7 ejes: muchas instalaciones emplean sistemas de 7 ejes en líneas de paneles planos de gran volumen y en celdas de marco estructural complejas dedicadas especifican estaciones de 8 y 9 ejes para cumplir con sus requisitos de múltiples posiciones.
Programación sin enseñanza y visión 3D: eliminación de la configuración manual de rutas
La soldadura de robots convencional es un método de enseñanza en el que el operador, con controles de pedal y joystick, “empuja” manualmente el robot a través de cada ruta de soldadura llamada programación colgante de enseñanza. En la construcción naval (donde cada sección del casco tiene una geometría única y la producción anual en términos de cada diseño es relativamente baja), la relación entre el tiempo de programación y el tiempo de soldadura real tradicionalmente ha impedido que la soldadura robótica tenga un costo justificable para la fabricación de barcos de acero. Un estudio publicado en ScienceDirect sobre programación de robots de construcción naval concluyó que los comandos de programación paramétrica podrían reducir el tiempo de configuración en aproximadamente 80% en comparación con los métodos tradicionales.
Los sistemas de soldadura sin enseñanza evitan por completo el colgante de enseñanza mediante dos enfoques:
Ruta 1: Importación de modelos 3D
En presencia de archivos CAD, importan modelos directamente desde Tekla Structures, SOLIDWORKS o UG (NX). El software reconoce todas las uniones soldadas dentro del conjunto 3D y genera automáticamente la ruta de soldadura completa según el tipo de junta (tee, esquina, etc.) y el espesor de la placa; carga automáticamente el parámetro de soldadura apropiado establecido para cada junta y produce toda la ruta de soldadura más rápido de lo que un operador humano tiene tiempo para programarla. A esto a menudo se le llama la forma más rápida; Ingeniería informa “tiempo de ingeniería” en orden de minutos u horas en lugar de días.
Ruta 2: Modelado inverso de nubes de puntos
Sin datos CAD (que son comunes en las fabricaciones de astilleros que funcionan a partir de diseños heredados o cambios de campo), el sistema emplea una cámara 3D de rango extendido para caminar sobre la pieza de trabajo y crear un gemelo digital de nube de puntos. Luego, su motor de inteligencia artificial analiza los datos de escaneo para identificar las uniones soldadas (como geometría construida en lugar de (como está diseñada)) y genera automáticamente una ruta de soldadura sin dibujo y sin ningún dibujo. Para trabajos de modernización y reparación de astilleros, la soldadura sin dibujo tiene un enorme potencial.
Cualquiera de estos enfoques alimenta el rastreador de costuras láser que realiza correcciones automatizadas en tiempo real de la trayectoria de la costura, compensando los espacios de ajuste, las soldaduras por adherencia y la distorsión térmica que se acumula a través de soldaduras de múltiples pasadas.
Nota de ingeniería: El sistema de escaneo de visión 3D utiliza un sensor de luz estructurado que presenta una vista necesaria para registrar toda la sección transversal de la pieza de trabajo en un solo paso. La resolución de la nube de puntos tiene un impacto proporcional en la precisión de la trayectoria: cuantos más puntos por metro, con mayor precisión la trayectoria de soldadura puede identificar todas las uniones; cuanto más lento sea el tiempo del ciclo de escaneo a soldadura. Una resolución de malla en el rango de puntos de 1 a 2 mm por metro equilibra el compromiso. El rastreador de costura láser proporciona una actualización continua y en tiempo real de la trayectoria de trabajo, con una velocidad de actualización de 50-100 Hz. Corrige la posición final de la costura para variar y distorsionar el ajuste (“abrochado, ejercicio”) que el escaneo inicial no ha indicado.
Los profesionales han observado repetidamente que en la fabricación pesada, las desviaciones del enrutador y del posicionador son problemas de fabricación óptimamente minimizados, como el entrenamiento de las características del material y el manejo del material en lugar de la precisión robótica. Sin embargo, los expertos en ingeniería le dirán que el control de calidad debe funcionar con un estándar muy alto para tener esa capacidad de “robot ciego”; sistemas sin enseñanza con seguimiento de costuras en tiempo real que respaldan los objetivos. logrado de manera útil en aplicaciones de campo marino, no lo elimine por completo.
Especificaciones clave para la soldadura de paneles y cascos de barcos

Al considerar una solución de robot de soldadura en voladizo para aplicaciones en astilleros, las especificaciones del ingeniero deben alinearse inicialmente con las selecciones de grados de acero comunes de la flota (AH32, AH36, DH36, EH36 según las reglas de la sociedad de clasificación) y las dimensiones de las placas estructurales, así como las soldaduras por día. y procedimientos de soldadura multipaso.
Las especificaciones siguientes se agregan de varios fabricantes. Si bien cada fabricante de robots tendrá variaciones en muchos de estos parámetros, el mejor enfoque es exigir especificaciones muy detalladas sobre cada parámetro para una aplicación determinada: marca, modelo, configuración.
| Parámetro | Rango típico | Relevancia del astillero |
|---|---|---|
| Precisión de soldadura | ±0,1 mm (con seguimiento de costura láser) | Precisión suficiente para los requisitos de calidad de soldadura de la sociedad de clasificación |
| Velocidad de viaje en tren | Hasta 8 m/min | Minimiza el tiempo de tránsito sin soldadura en paneles largos |
| Procesos de soldadura | MIG/MAG (primario), arco, TIG, arco láser híbrido | MIG/MAG para estructuras de acero; TIG para componentes de acero inoxidable |
| Capacidad de carga de la pieza de trabajo | Hasta 2.000 kg | Soporta conjuntos de placas de barcos de servicio pesado |
| Temperatura de funcionamiento | -10°C până la 45°C | Adecuado para la mayoría de los entornos de astilleros; verificar para patios al aire libre |
| Tolerancia a la humedad | 20-80% (sin condensación) | Los astilleros costeros pueden requerir un cercado ambiental |
| Sistema de antorchas | Refrigerado por agua con limpieza automática de boquillas | Reduce la acumulación de salpicaduras; extiende la vida útil de la antorcha en funcionamiento continuo con maquinaria pesada |
| Sistema antisalpicaduras | Estación automática de limpieza de armas con escariador | Crítico para operaciones de astilleros de ciclo de servicio elevado |
| Alimentación por cable | Push-pull con gestión de cables | Evita problemas de alimentación en extensiones largas en voladizo |
Los códigos provienen de la especificación AWS D16.4[2] Códigos de soldadura de las especificaciones de los códigos AWS D17.2, D16.2 y D16.3 [3]. El cliente nunca recibe especificaciones directamente de la clasificación del barco, pero esas especificaciones pueden ser utilizadas por la sociedad de clasificación, que es en última instancia responsable de su interpretación e implementación. Las especificaciones del procedimiento de soldadura (WPS) para la construcción naval se proporcionan en Especificación AWS D16.4. Estos procedimientos especifican los parámetros que el astillero debe alcanzar para obtener la certificación de clasificación. Desde la perspectiva de los robots, la especificación AWS D16.4 describe todas las especificaciones de los procedimientos de soldadura para las que estarán calificadas sus aplicaciones robóticas. No tiene restricciones sobre la marca o configuración del robot que emplea el astillero, sólo sobre las geometrías de las juntas que practica.
ISO 3834 describe el sistema de gestión de calidad para el cual una organización de astilleros debe planificar e implementar los medios para proporcionar productos que cumplan con los requisitos del contrato de acuerdo con la especificación AWS D16.2.
Ventajas y limitaciones del despliegue de astilleros
Los sistemas de automatización no son soluciones únicas para la fabricación de barcos. Los robots de soldadura voladizos tienen obstáculos y ventajas específicos en el astillero que son opuestos a cualquier otro sistema de automatización. Comprender tanto los “vientos” como los “vientos en contra” hace que sea más evitable una costosa contradicción entre el sistema del comprador del astillero.
✔ Ventajas
- El acceso unilateral puede llegar a columnas profundas y estructuras de compartimentos del casco que de otro modo necesitarían espacio libre para el pórtico
- La grúa pórtico reúne varias piezas de trabajo en el compartimento de soldadura a la vez para que la carga por lotes de las operaciones por lotes reduzca el tiempo de manipulación por pieza
- Longitud del riel modular: el riel terrestre se puede extender a más de 30 m y adaptarse a la longitud de los paneles del casco sin reingeniería ni planificación exhaustiva
- No hay problemas con la relación tiempo de programación-soldadura gracias a la generación de rutas sin enseñanza, necesaria para la producción de barcos de bajo volumen
- Un operador equivale a varios robots: un solo soldador experto puede observar de forma simultánea entre 2 y 4 sistemas de soldadura en voladizo en producción
- La calidad uniforme de la soldadura entre turnos elimina las inconsistencias relacionadas con las habilidades en la soldadura que producen problemas de retrabajo durante las inspecciones de la sociedad de clasificación
⚠ Limitati
- Deflexión del voladizo: la tensión colocada en el extremo libre no soportado del voladizo bajo carga provocará la deflexión. El seguimiento exitoso de la costura alrededor de esta deformación es esencial para la precisión, no un problema de especificación de la máquina RCP
- Para anchos de componentes, pesos y grados de complejidad mayores que la capacidad en voladizo, solo una celda de pórtico tiene el alcance total necesario.
- Costos de los accesorios: citar el costo del sistema robótico por sí solo delata la realidad de los costos de fijación y de la placa superficial y es una subestimación significativa.
- Repetibilidad del material: el robot es tan bueno como el montaje en el taller; Las soldaduras de tachuelas inconsistentes, los espacios en la placa y las partes del casco y la distorsión en el revestimiento limitan el beneficio potencial.
- Restricciones ambientales: con una humedad máxima de 20-80%, los astilleros al aire libre o los lugares costeros necesitarán recintos ambientales.
- No puede soldar horizontalmente o sobre placas de casco curvas sin un sistema de 9 ejes, y las configuraciones de ejes de inclinación piloto. Las configuraciones de 7 a 8 ejes se limitan a posiciones planas, horizontales y de un solo lado. Las placas de casco curvas requieren 9 ejes con posicionador o una solución de automatización diferente.
Quizás el error más común que encuentran los propietarios de astilleros al considerar la automatización por primera vez es que los robots voladizos no pueden adaptarse al escaneo y la geometría irregular que prevalecen en los cascos y cascos de los barcos. en realidad, una combinación de modelado inverso de nubes de puntos y seguimiento de costuras en tiempo real hace que incluso los cascos que no tienen una planitud nominal sean posibles de soldar. Lo que en realidad limita el rendimiento no es la geometría, sino la accesibilidad física. Si la antorcha voladiza se puede colocar en el ángulo y la distancia correctos desde la junta, el robot la soldará.
Los robots de soldadura de pórtico con puente elevado y montaje de doble robot se utilizan cuando la pieza de trabajo requiere cobertura más allá del voladizo en más de una dirección. Varios patios utilizarán esta combinación de configuraciones: líneas voladizas para el subconjunto de paneles, líneas de pórtico para el montaje final de bloques.
Datos de retorno de la inversión y productividad: lo que los astilleros pueden esperar
La automatización de la soldadura constituye un argumento convincente, pero es necesario examinar más de cerca las cifras de las vallas publicitarias. A continuación se muestran algunos ejemplos que aparecen en hojas de especificaciones y similares, con referencia de fuente proporcionada para cada uno:
| Métrica | Valor reportado | Fuente | Fiabilidad |
|---|---|---|---|
| Tasa de automatización alcanzada | 68% (Industrias Pesadas Samsung) | Informe de la industria Dassault Systèmes | Tier 3 « medios de la industria |
| Reducción de costos laborales | 22% (Construcción naval de Yangzijiang) | Investigación PMR | Tier 3 « cita secundaria |
| Reducción de defectos de soldadura | 30% (Construcción naval Mitsubishi) | Investigación PMR | Tier 3 « cita secundaria |
| Perioada de venire | 12-24 meses | Estimaciones del fabricante | La afirmación del fabricante « varía según la utilización |
| Tiempo de programación ahorrado | 80% (programación paramétrica) | ScienceDirect (Procedimiento CIRP) | Tier 2 « revizuit peer-revizionat |
Estos son los mejores casos de astilleros grandes y de gran volumen. Los astilleros más pequeños con niveles de utilización más bajos y una combinación de productos más diversa esperarían números diferentes. El período de recuperación tiende a estar fuertemente ponderado por la cantidad de horas por día que el robot realmente suelda, frente al tiempo de arco inactivo, es el factor más importante en el retorno de la inversión de la automatización de la soldadura.
Costos ocultos para presupuestar:
- La fijación por sí sola puede tener un valor igual o mayor que el costo del sistema robótico (según los profesionales en foros de la industria, hasta 2)
- Rails de sol necessitant une dalle de béton plane renforcée
. superficie irregulare altère la precision des rails et imponen des reprises couteuses. - Capacitación de operadores: para sistemas sin enseñanza, los operadores aún deben estar capacitados en monitoreo del sistema, control de calidad, resolución de problemas, etc.
- Las puntas de contacto, los revestimientos, las boquillas y los cables tienen costos unitarios pequeños, pero se acumulan rápidamente durante el funcionamiento continuo
- Contratos de mantenimiento “servicio anual, calibración y actualizaciones de software
El retorno de la inversión real dependerá de su volumen de producción, costo laboral y utilización de los trabajos. Solicite un análisis de costos detallado basado en muestras de su pieza de trabajo antes de su configuración.
Preguntas frecuentes

¿cuál es la longitud máxima del carril para un robot de soldadura en voladizo en la construcción naval?
Las disposiciones estándar son de 6 m a 24 m. Las disposiciones personalizadas superan los 30 m. Las secciones de riel están diseñadas para atornillarse entre sí en el sitio, por lo que el único límite real es el tamaño de su taller y piezas de trabajo.
¿puede un robot de soldadura en voladizo manejar paneles de casco curvos y costuras de soldadura irregulares?
Sí, si se configura correctamente. El escaneo de visión 3D integrado con seguimiento integrado de costuras láser en tiempo real permite que la celda de soldadura robótica altere la ruta de soldadura en respuesta a irregularidades geométricas (como una placa de carcasa de casco doblada o retorcida, ancho de espacio inconsistente o patrón de soldadura de pegajosidad desigual). Los ejes 7 y 8 solo son adecuados para uniones soldadas planas/horizontales. Una placa de carcasa de casco vertical o con curvatura superior requiere 9 ejes con un posicionador de pieza de trabajo o una forma diferente de automatización como pórtico o cobot móvil:
¿qué procesos de soldadura soporta un robot voladizo?
MIG (o MAG) es el proceso de referencia para el acero estructural y las placas de barco (o MAG). También se utiliza ampliamente para soldadura por arco o TIG, según la fuente de energía y la disposición de la antorcha. Además, algunos sistemas de 9 ejes integran un proceso de arco láser híbrido, para una penetración profunda con un aporte mínimo de calor.
¿cómo funciona la programación sin enseñanza sin modelos CAD 3D?
Además de los archivos CAD, el sistema emplea una cámara 3D de gran ángulo para escanear la pieza de trabajo real y producir una representación en nube de puntos de la geometría de la pieza. El software inteligente basado en inteligencia artificial reconoce las posiciones correctas para las uniones soldadas, determina los tipos de estructuras de las juntas (filete, tope, regazo) y genera automáticamente la ruta de soldadura, así como los parámetros de soldadura. Esta tecnología de modelado inverso lleva más tiempo que importar archivos CAD, pero no requiere dibujos ni archivos de programa preexistentes.
Es invaluable para reparaciones y modificaciones de barcos antiguos cuyos dibujos de diseño originales se han perdido.
Qué mantenimiento se requiere para a estación de trabajo con robot de soldadura voladizo?
Las comprobaciones diarias del sistema incluyen puntas de contacto, limpieza de boquillas, ruta de alimentación de cables y flujo de gas protector. Las tareas de mantenimiento semanales incluyen lubricación de cojinetes de riel, inspección de cables y prueba de la parada de emergencia. El TCP debe calibrarse y limpiarse las lentes de la cámara mensualmente. Todo el sistema debe ser calibrado anualmente por el fabricante o un integrador calificado, con actualizaciones de software y reemplazo de piezas de desgaste como rodillos impulsores, revestimientos y ensamblaje de cables según sea necesario. Asigne un mínimo de 2 a 4 horas a la semana para el mantenimiento de rutina diario (menos si opera en turnos únicos, más si opera las 24 horas del día, los 7 días de la semana).
¿cómo se compara un robot de soldadura en voladizo con un robot de soldadura pórtico ¿para la construcción naval?
Los robots voladizos están montados en el costado de la pieza de trabajo, con un brazo voladizo frente a ellos. Los sistemas voladizos se adaptan mejor a subconjuntos de paneles, soldadura de refuerzos y trabajos en los que el robot debe llegar a espacios profundos o cerrados. Los robots pórtico operan en estructuras de puentes sobre la pieza de trabajo, ofreciendo cobertura a todo el gabinete y permitiendo sistemas de doble cabezal para soldadura simultánea de doble cara, perfecta para conjuntos de bloques grandes y trabajos con placas pesadas donde es necesario minimizar la distorsión. Los sistemas voladizos son menos costosos y requieren menos espacio, el pórtico puede trabajar con piezas más anchas, pesadas y complejas. Muchos astilleros operan ambos: máquinas voladizas en líneas de paneles y pórtico en el ensamblaje final de bloques.
¿listo para automatizar la soldadura de su astillero?
Los ingenieros de Zhouxiang pueden especificar un sistema de robot de soldadura en voladizo para paneles de casco que coincida con el tamaño de su red de orificios, el tipo de junta de soldadura y la tasa de producción. Más de 30 años de experiencia en soldadura automatizada, en más de 50 países en todo el mundo.
Acerca de este artículo: esta introducción se compiló a partir de fuentes de datos públicos, incluidos los estándares técnicos IFR, AWS, ISO y de la sociedad de clasificación, y datos de fabricantes de múltiples proveedores de sistemas de soldadura robótica. Los datos de productividad y recuperación se extraen de estudios de la industria y ejemplos de casos de fabricantes (hemos marcado el nivel de confianza relativo de cada conjunto de datos). Zhouxiang es un fabricante de sistemas de robots de soldadura en voladizo y tiene un interés comercial en esta categoría de productos. Los clientes deben solicitar pruebas independientes para validar el rendimiento del equipo con piezas y materiales de trabajo antes de emitir pedidos grandes.
Referencias y fuentes
- Informe Mundial de Robótica 2025 ñame IFR
- Datos y proyecciones de la fuerza laboral de soldadura ÑAN AWS
- AWS D16.4 -Cualificación del Personal de Soldadura por Arco Robótico -AWS
- Programación de Robots de Soldadura en Construcción Naval ñon ScienceDirect/Procedia CIRP
- Soganak -Estándar para la Calidad de Soldaduras de Fusión -' ISO
- Estándares de clasificación marina – Registro de Lloyd
- Marine Structures Universe 2024 ñesa Universidad de Strathclyde / Marine Structures Journal
Artículos relacionados
- Robot de soldadura Goundrail vs Cantilever vs Gantry: ¿Qué tipo es el adecuado para el taller de su astillero?
- Fabricante de robots de soldadura más popular de 2026
- Automatización de soldadura de vigas y acero estructural ñame Artículo de MarineWorldwide
- Sistema robótico de soldadura voladizo: Serie de estaciones de soldadura inteligentes de 7/8/9 ejes


