
Entre em Contato com Zhouxiang
Especificações rápidas: Robô de soldagem cantilever para construção naval
- Configurações A×is: 7 eixos (6+trilho), 8 eixos (6+trilho+Y), 9 eixos (6+trilho+Y+posicionador)
- Comprimento do trilho de terra:6 m a 30+ m (comprimentos personalizados)
- Precisão de soldagem: ±0.1 mm com rastreamento de costura a laser (classificado pelo fabricante)
- Processos suportados: MIG/MAG, soldagem a arco, TIG, arco laser híbrido
- modelo de robô 3 D 7-Axis 3 D ensinar em ou não ensinar via importação (Tekla, SOLIDWORKS, U) ou design reverso nuvem de pontos
- Aplicação: Painéis de casco, anteparas, peças de convés, estrutura estrutural, vigas H
Construtores navais em todo o mundo estão enfrentando uma tempestade perfeita de demanda acelerada e uma força de trabalho qualificada encolhendo O Relatório IFR World Robotics 2025 registrou 542.000 instalações de robôs industriais somente em 2024 - o dobro de uma década atrás Na construção naval, onde os painéis do casco têm mais de 10 metros de comprimento e as costuras de solda se estendem nas centenas de metros lineares por embarcação, o robô solda cantilever tornou-se a configuração padrão para atender aos requisitos de automatização de tarefas de soldagem em grande escala.
Este relatório descreve os princípios de engenharia por trás dos robôs de soldagem cantilever, fornece uma comparação de configurações de 7 eixos, 8 eixos e 9 eixos e discute o que os gerentes de estaleiros e engenheiros de soldagem devem esperar em termos de especificações, parâmetros de configuração e retorno sobre o investimento Todas as reivindicações são apoiadas por dados rastreáveis - e onde os dados são limitados, reconhecidos.
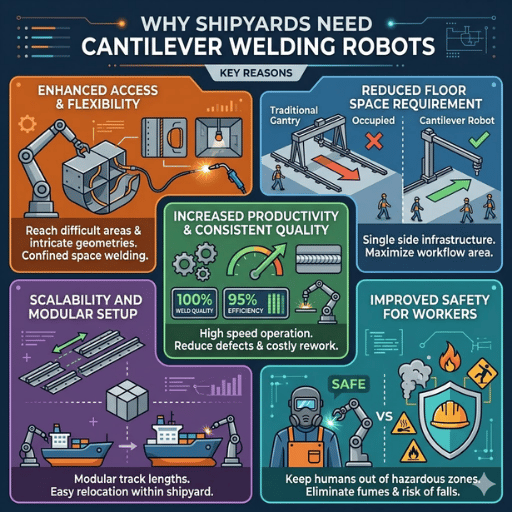
Por que os estaleiros precisam de robôs de soldagem cantilever
A força de trabalho de soldagem da construção naval está envelhecendo precisamente na hora errada De acordo com a American Welding Society, as projeções mostram que, até 2028, só os Estados Unidos exigirão mais de 330.000 novos profissionais de soldagem - cerca de 82.500 por ano A idade média de um soldador hoje é de 55 anos, e para cada cinco soldadores aposentados dois novos entram no comércio.
A construção naval sente o impacto dessa tendência mais do que outras indústrias Os estaleiros comerciais e navais enfrentam a concorrência das empresas de construção, energia e automotiva pela mesma força de trabalho cada vez menor; atrasos na produção por falta de pessoal não são restrições hipotéticas, mas verificadas, aos programas ativos de aquisição da Marinha.
330,000+
Profissionais de soldagem necessários até 2028 (AWS)
542,000
Robôs industriais instalados globalmente em 2024 (IFR)
55 anos
Idade média dos soldadores ativos nos EUA.
Robôs de soldagem cantilever resolvem o problema específico enfrentado pelos construtores navais que estão operando com células robóticas fixas - a peça de trabalho é grande demais para ser movida para o robô e, portanto, o robô deve ser movido para a peça de trabalho Uma estrutura cantilever suspensa de um trilho de solo avança ao longo das seções do casco e dos conjuntos de painéis, permitindo que o robô alcance estruturas profundas que, de outra forma, estariam fora do alcance de um braço estacionário Essa abordagem centrada na mobilidade diferencia os sistemas cantilever das unidades robóticas articuladas fixas mais típicas presas aos pisos das fábricas.
Os profissionais do estaleiro concordam coletivamente que a automação da soldagem na indústria de construção naval não se trata de substituir soldadores humanos, mas de multiplicar a produtividade do número diminuto de soldadores no estaleiro - um generalista que comercializa o painel discreto nas docas sobre a costura para múltiplos painéis auxiliados por robôs paralelos operadores.
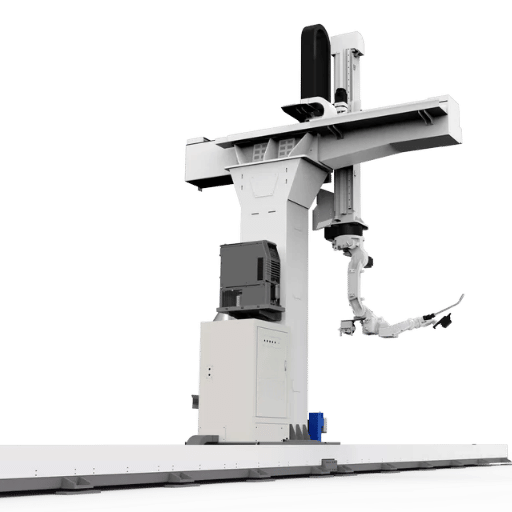
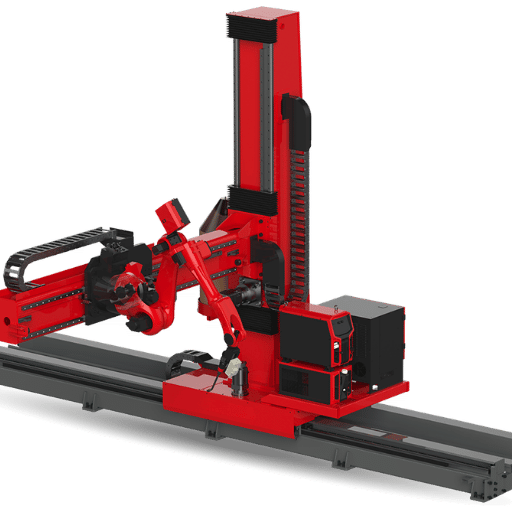
Como funciona um robô de soldagem cantilever: arquitetura e sistema de movimento
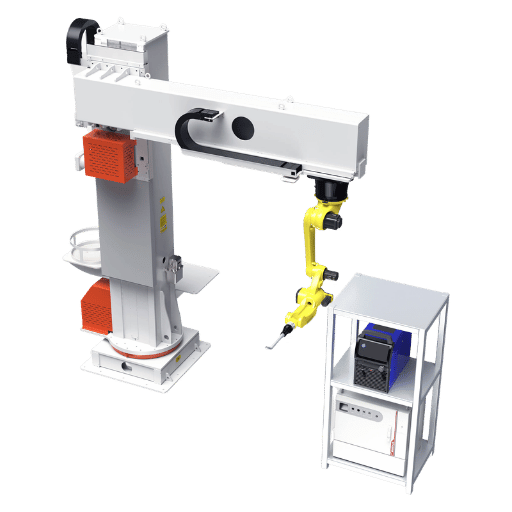
Um cantilever robô soldagem é composto por um braço articulado padrão de 6 eixos, posicionado sobre uma estrutura cantilever elevada que se desloca sobre um conjunto de trilho de terra Sua estrutura cantilever estende o envelope de trabalho tanto no eixo Y quanto no eixo Z sem a necessidade de manipular a peça de trabalho.
Componentes Principais
Vários subsistemas da estação de trabalho de soldagem cantilever alimentam:
- Trilho de terra (eixo X) - montagem de trilhos de aço até 30+ metros de comprimento, transportando todo o conjunto cantilever Velocidade de viagem na faixa de 8 metros/minuto.
- Feixe cantilever (eixo Y/Z) - conjunto de braço elevado posicionando o robô acima e na peça de trabalho Eficiência típica de viagem no eixo Y em torno de 2 metros.
- Robô de soldagem a arco industrial padrão de braço robótico de 6 eixos (Fanuc, ABB, KUKA ou Yaskawa são uma decisão popular) montado no final do cantilever.
- Fonte de energia de soldagem - inversor digital com capacidade de pulso, projetado para combinar com o processo de soldagem (MIG/MAG, TIG ou híbrido).
- Visão 3 D e rastreamento de costura a laser-câmera de grande ângulo para varredura de peças de trabalho mais sensor a laser para correção em tempo real do desvio da costura.
- Sistema de controle PLC-gere o movimento em todos os eixos, controla parâmetros de soldagem, e gerencia a integração e interface com o sistema de programação livre de ensino.
Uma distinção definidora entre configurações de cantilever e pórtico é o suporte unilateral - com estiramento de feixe cantilever, quanto mais longo o cantilever maior a deflexão potencial no final da Ferramenta Enquanto muitos sistemas modernos compensam por rastreamento de costura a laser (que ajusta dinamicamente o caminho de solda de soldagem) os fabricantes que trabalham com costuras de solda de tolerância apertada devem considerar esse recurso de design ao especificar sistemas.
Nota de engenharia: A deflexão do feixe cantilever (em torno do eixo Y) é proporcional ao comprimento ao cubo do cantilever. No uso de carga útil nominal aproximado 0,05 0,15 mm deflexão estática na ponta da ferramenta (antes da correção de rastreamento de costura).O sistema de rastreamento de costura a laser corrige erros geométricos dinamicamente, mas a velocidade servo do sensor de rastreamento a laser (50 100 Hz típico) muitas vezes se torna o gargalo na velocidade de soldagem com soldas curvas complexas. Quando a compra de sistemas cantilever especifica a velocidade servo do rastreamento a laser não apenas a precisão nominal.
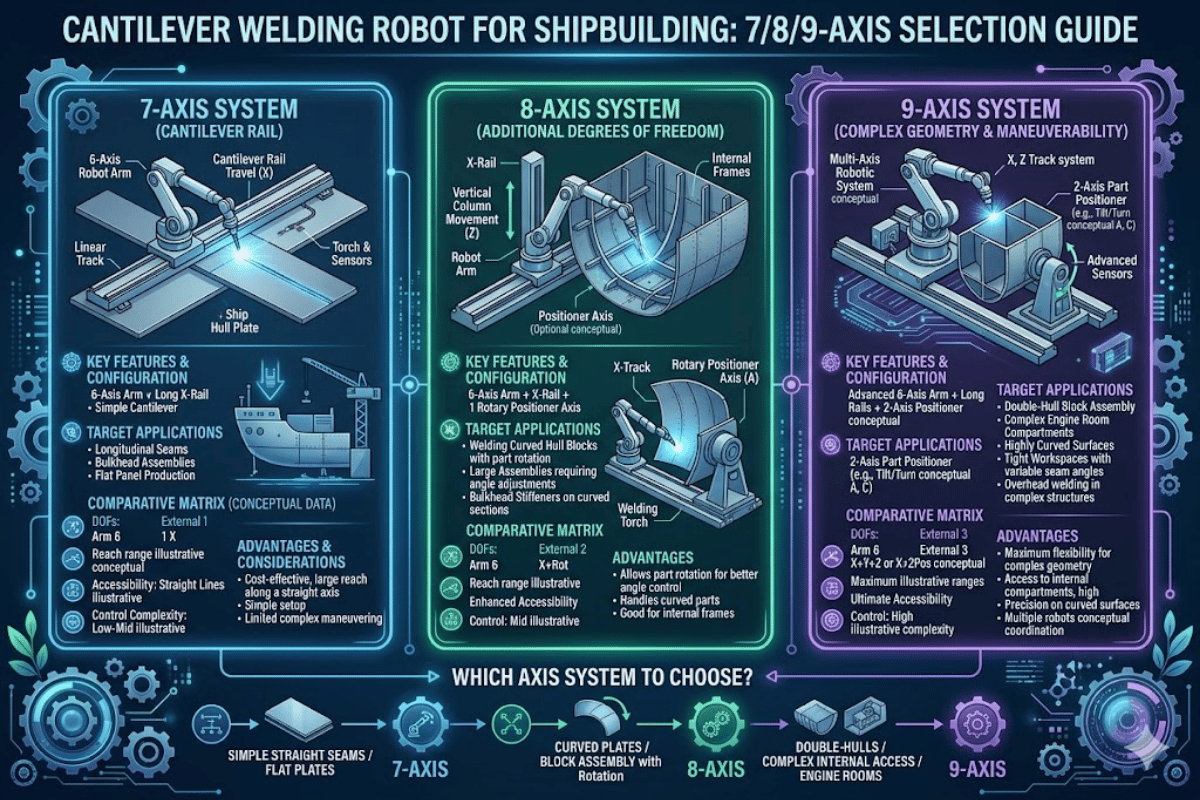
7-Eixo vs. 8-Eixo vs. 9-Eixo: Qual configuração cabe no seu estaleiro?
Número de eixos em um robô de soldagem cantilever é a soma de (a) os 6 eixos do braço robótico e (b) os eixos externos adicionados pelo sistema cantilever, trilho e posicionador Cada eixo adicionado aumenta as capacidades marginais dos sistemas - permitindo o trabalho em maiores complexidades espaciais e capacidades mais amplas - mas também aumentando marginalmente os custos e as necessidades de espaço.
| Especificação | 7-Eixo | 8-Eixo | 9-Eixo |
|---|---|---|---|
| Eixos Externos | 6 robô + 1 trilho de terra (X) | 6 robô + trilho de terra (X) + eixo Y | 6 robô + trilho de terra (X) + eixo Y + rotação do posicionador |
| Envelope de trabalho | Comprimento personalizado × 3,0 m × 0,5 m | Comprimento personalizado × 3,5 m × 0,5 m | Comprimento personalizado × 3.5 m × 0.5 m + rotação |
| Posições Soldagem | Plano (1G), Horizontal (2G) | Plano (1G), Horizontal (2G) | Todas as posições: 1 G, 2 G, 3 G (vertical), 4 G (overhead) |
| Comprimento do trilho terrestre | 60+m | 60+m | 60+m |
| Processos Soldagem | MIG/MAG, Arc | MIG/MAG, Arc | MIG/MAG, Arc, TIG, Híbrido |
| Melhor Caso de Uso de Estaleiro | Conjunto de tela plana, soldas de filé de viga H | Secções de painel com reforços, componentes estruturais mais largos | Quadros complexos do casco, soldadura da antepara da multi-posição, estruturas curvas |
| Capacidade de carga (típica) | Até 2.000 kg | Até 2.000 kg | Até 2.000 kg + capacidade do posicionador |
Orientação de seleção por tipo de estaleiro:
- Lojas de painel pequeno a médio soldando painéis planos e reforços de viga H: A configuração de 7 eixos-eixos executa soldas do tipo 1 G e 2 G de forma mais econômica.
- Os pátios de tamanho médio que soldam componentes estruturais mais largos e placas divisórias se beneficiarão da configuração de 8 eixos - com uma coluna em Y que permite ao robô alcançar profundamente conjuntos assimétricos e largos sem reposicionar as horas do guindaste que economizam peças.
- Grandes estaleiros que trabalham na estrutura do casco, anteparas complexas e formas curvas se beneficiarão de 9 eixos - com posicionador e soldagem em todas as posições (incluindo soldas suspensas e verticais) capazes de configuração - capazes de soldar estruturas estruturais que não podem ser giradas para uma posição plana. posição.
Os estaleiros não precisam se comprometer com apenas uma configuração cantilever de 7 eixos - muitas instalações empregam sistemas de 7 eixos em linhas de tela plana de alto volume e em células de estrutura estrutural complexas dedicadas especificam estações de 8 e 9 eixos para atender aos seus requisitos de várias posições.
Programação Livre de Ensino e Visão 3 D: Eliminando a Configuração do Caminho Manual
A soldagem convencional de robôs é um método de ensino onde o operador, com controles de pedal e joystick, manualmente “jogs” o robô através de cada caminho de solda chamado ensinar programação pendente Na construção naval (onde cada seção do casco é uma geometria única e a produção anual em termos de cada projeto é relativamente baixa), a relação entre o tempo de programação versus o tempo real de soldagem tem tradicionalmente mantido a soldagem robótica de ser justificável em termos de custo para a fabricação de navios de aço Um estudo publicado no ScienceDirect sobre a programação de robôs de construção naval concluiu que os comandos de programação paramétrica poderiam cortar o tempo de configuração em aproximadamente 801TP3 T versus métodos tradicionais.
Os sistemas de soldagem sem ensino evitam completamente o pingente de ensino por meio de duas abordagens:
Caminho 1: Importação de Modelo 3D
Na presença de arquivos CAD, eles importam modelos diretamente da Tekla Structures, SOLIDWORKS, ou UG (NX).O software reconhece todas as juntas de solda dentro do conjunto 3 D e gera automaticamente o caminho de soldagem completo com base no tipo de junta (tee, canto, etc.) e espessura da placa; ele carrega automaticamente o conjunto de parâmetros de solda apropriado para cada junta e produz todo o caminho de solda mais rápido do que um operador humano tem tempo para programá-lo Isso é muitas vezes chamado de maneira mais rápida; Engenharia relata o tempo do “engineer” na ordem de minutos ou horas, em vez de dias.
Caminho 2: Modelagem Reversa em Nuvem de Pontos
Sem dados CAD, (o que é comum em fabricações de estaleiros trabalhando a partir de projetos legados ou mudanças de campo), o sistema emprega uma câmera 3 D de alcance estendido para caminhar sobre a peça de trabalho e criar um gêmeo digital de nuvem de pontos Seu mecanismo de IA então analisa os dados de varredura para identificar as juntas de solda (geometria como construída em vez de (como projetada)) e gera automaticamente um caminho de soldagem sem desenho de soldagem sem quaisquer desenhos Para trabalhos de retrofit e reparo de estaleiros, a soldagem sem desenho tem um enorme potencial.
Qualquer uma dessas abordagens alimenta o rastreador de costura a laser que faz correções automatizadas em tempo real no caminho da costura, compensando lacunas de ajuste, soldas de aderência e distorção térmica acumulada através de soldas multipassagens.
Nota de engenharia: O sistema de varredura de visão 3 D utiliza um sensor de luz estruturado com uma visão necessária para registrar toda a seção transversal da peça em uma única etapa A resolução da nuvem de pontos tem um impacto proporcional na precisão do caminho: quanto mais pontos por metro, mais precisamente o caminho de soldagem pode identificar todas as juntas; mais lento o tempo de ciclo de varredura para solda Uma resolução de malha na faixa de 1-2 mm por metro equilibra o compromisso Um rastreador de costura a laser fornece atualização contínua e em tempo real para a trajetória de trabalho, com uma taxa de atualização de 50-100 Hz. Corrige a posição final da costura para variação e distorção de ajuste (“buckling, work out”) que a varredura inicial não indicou.
Os praticantes observaram repetidamente que, na fabricação pesada, os desvios do roteador e do posicionador são problemas de fabricação minimizados de maneira ideal, como as características do material de saída e o manuseio de materiais, em vez da precisão robótica. No entanto, os especialistas em engenharia dirão que o controle de qualidade precisa estar trabalhando com um padrão muito alto para ter essa capacidade de blunt do robô cego; sistemas livres de ensino com rastreamento de costura em tempo real fazem backup dos objetivos. realizados de forma útil em aplicações de campo marítimo, não o eliminam completamente.
Principais especificações para soldagem de casco e painel de navios

Ao considerar uma solução de robô de soldagem cant para aplicações em estaleiros, as especificações do engenheiro devem ser inicialmente alinhadas com as seleções comuns de grau de aço da frota (AH32, DH36, EH36 de acordo com as regras da sociedade de classificação) - e dimensões de placas estruturais, bem como soldas por dia e procedimentos de solda multi-passagem.
As especificações abaixo são agregadas de vários fabricantes Enquanto cada fabricante de robôs terá variações em muitos desses parâmetros, a melhor abordagem é exigir especificações muito detalhadas em cada parâmetro para uma determinada aplicação: marca, modelo, configuração.
| Parâmetro | Faixa Típica | Relevância do Estaleiro |
|---|---|---|
| Precisão soldagem | ±0,1 mm (com rastreamento de costura a laser) | Precisão suficiente para os requisitos de qualidade de solda da sociedade de classificação |
| Velocidade de viagem ferroviária | Até 8 m/min | Minimiza o tempo de trânsito não soldadura em painéis longos |
| Processos soldagem | MIG/MAG (primário), arco, TIG, arco laser híbrido | MIG/MAG para estruturas de aço; TIG para componentes de aço inoxidável |
| Capacidade de carga da peça de trabalho | Até 2.000 kg | Suporta conjuntos de placas de navios para serviços pesados |
| Temperatura de funcionamento | -10°C a 45°C | Adequado para a maioria dos ambientes de estaleiros; verifique se há pátios externos |
| Tolerância umidade | 20 (não condensação) | Os estaleiros costeiros podem exigir cercamento ambiental |
| Sistema tocha | Refrigerado a água com limpeza automática do bico | Reduz o acúmulo de respingos; prolonga a vida útil da tocha na operação contínua de máquinas pesadas |
| Sistema anti-respingos | Estação de limpeza automática de armas com alargador | Crítico para operações de estaleiros de alto ciclo de serviço |
| Alimentação fio | Push-pull com gerenciamento de cabos | Evita problemas de alimentação em extensões longas em cantilever |
Os códigos são da especificação AWS D16.4 [2] Os códigos de solda dos códigos AWS D17.2, D16.2 e especificações D16.3 [3].O cliente nunca recebe especificações diretamente da classificação do navio, mas essas especificações podem ser aproveitadas da sociedade de classificação, que é responsável final pela sua interpretação e implementação. As especificações do procedimento de soldagem (WPS) para construção naval são fornecidas em Especificação AWS D16.4. Estes procedimentos especificam os parâmetros que o estaleiro deve atingir para obter a certificação de classificação Do ponto de vista do robô, a especificação AWS D16.4 descreve todas as especificações do procedimento de soldagem para as quais suas aplicações de robôs serão qualificadas Não tem restrições sobre qual marca ou configuração do robô o estaleiro emprega, apenas nas geometrias conjuntas que praticam.
ISO 3834 descreve o sistema de gestão da qualidade para o qual uma organização de estaleiro deve planejar e implementar os meios para fornecer produtos que estejam em conformidade com os requisitos do contrato de acordo com a especificação AWS D16.2.
Vantagens e Limitações para Implantação de Estaleiros
Os sistemas de automação não são soluções de tamanho único para a fabricação de navios Os robôs de soldagem cantilever têm armadilhas e vantagens específicas no estaleiro que são opostas a qualquer outro sistema de automação Ter uma compreensão tanto do “winds” quanto do “headwinds” torna mais evitável uma contradição dispendiosa entre estaleiro-comprador-sistema.
Vantagens
- O acesso unilateral pode alcançar colunas de caixa profunda e estruturas de compartimento de casco que, de outra forma, precisariam de folga aérea do pórtico
- O guindaste de pórtico reúne várias peças de trabalho na baía de soldagem de uma só vez, de modo que o carregamento em lote das operações em lote reduz o tempo de manuseio por peça
- Comprimento modular do trilho: o trilho de terra pode estendido a 30+ m e combinado ao comprimento dos painéis do casco sem re-engenharia ou planejamento extensivo
- Nenhuma relação de tempo de programação para soldagem é problemática graças à geração de caminho livre de ensino, necessária para a produção de navios de baixo volume
- Um operador equivale a vários robôs: um único soldador qualificado pode observar 2 a 4 sistemas de soldagem cantilever em produção simultaneamente
- A qualidade uniforme da solda entre os turnos elimina inconsistências relacionadas à habilidade na soldagem que produzem retrabalho durante as inspeções da sociedade classificadora
– Limitações
- Deflexão do cantilever: A tensão colocada na extremidade livre não suportada do cantilever sob carga causará deflexão Rastrear com sucesso a costura em torno dessa deformação é essencial para a precisão, não para um problema de especificação da máquina RCP
- Para larguras de componentes, pesos, graus de complexidade maiores que a capacidade do cantilever, apenas uma célula de pórtico tem o alcance total do envelope necessário.
- Os custos dos acessórios do sistema robótico por si só traem a realidade dos custos de fixação e das placas de superfície. A citação é uma subestimação significativa.
- Repetibilidade do material: o robô é tão bom quanto a montagem na oficina; soldas de aderência inconsistentes, lacunas na placa e nas peças do casco e distorção no revestimento limitam o benefício potencial.
- Restrições ambientais: Em 20-801TP3 T umidade máxima, os locais ao ar livre ou costeiros do estaleiro precisarão de recintos ambientais.
- É incapaz de soldar horizontalmente ou em placas curvas do casco sem um sistema de 9 eixos, e as configurações dos eixos de inclinação piloto.7-8 eixos são limitadas a posições planas, horizontais e unilaterais. As placas curvas do casco requerem 9 eixos com posicionador ou uma solução de automação diferente.
Talvez o equívoco mais comum que os proprietários de estaleiros encontram ao considerar a automação pela primeira vez é que os robôs cantilever não podem acomodar a varredura e a geometria irregular predominante em conchas e cascos de navios Na realidade, uma combinação de modelagem reversa de nuvem de pontos e rastreamento de costura em tempo real torna até cascos que estão fora do nominal-flatness possível para soldar O que realmente limita o desempenho não é geometria é acessibilidade física Se a tocha cantilever pode ser posicionada no ângulo correto e distância da junta, o robô irá soldá-lo.
Robôs de soldagem de pórtico ponte aérea e montagem de robô duplo são usados quando a peça de trabalho requer cobertura além do cantilever em mais de uma direção Vários quintais usarão essa combinação de linhas setups cantilever para subconjunto de painel, linhas de pórtico para montagem final do bloco.
dados de ROI e Produtividade: O que os Estaleiros Podem Esperar
A automação da soldagem apresenta um caso convincente, mas os números em painéis precisam ser examinados mais de perto. Aqui estão alguns exemplos que aparecem em folhas de especificações e similares, com referência de origem fornecida para cada um:
| Métrica | Valor reportado | Fonte | Confiabilidade |
|---|---|---|---|
| Taxa de automação alcançada | 68% (Indústrias Pesadas de Samsung) | Relatório da indústria Dassault Systeremes | Mídia da indústria Tier 3 |
| Redução de custos trabalhistas | 22% (Construção Naval de Yangzijiang) | Pesquisa PMR | Citação secundária de nível 3 |
| Redução de defeitos de soldagem | 30% (Construção Naval Mitsubishi) | Pesquisa PMR | Citação secundária de nível 3 |
| Período de retorno | 12 meses 4 meses | Estimativas fabricante | O fabricante afirma que varia de acordo com a utilização |
| Tempo de programação economizado | 80% (programação paramétrica) | ScienceDirect (Procedia CIRP) | Nível 2 revisado por pares |
Estes são os melhores casos de jardas grandes e de alto volume Pátios menores com níveis de utilização mais baixos e um mix de produtos mais diversificado esperariam números diferentes O período de retorno tende a ser fortemente ponderado pela quantidade de horas por dia que o robô realmente solda vs. o tempo de arco ligado ocioso é o maior fator na automação de soldagem ROI.
Custos ocultos para orçamento para:
- A fixação por si só pode ser igual ou maior em valor do que o custo do sistema robótico (relatado como sendo de até 2 por profissionais em fóruns da indústria)
- Trilhos de sol necessitant une dalle de béton avião renforcée
. superfície irreguliere altère la precision des rails et imponham des represes couteuses. - Treinamento de operadores: Para sistemas livres de ensino, os operadores ainda precisam ser treinados em monitoramento do sistema, verificação de qualidade, solução de problemas, etc.
- Pontas de contato, revestimentos, bicos e fios têm pequenos custos por unidade, mas aumentam rapidamente durante a operação contínua
- Contratos de manutenção, serviço de atualização de software, calibração e
O ROI real dependerá do seu volume de produção, custo de mão-de-obra e utilização dos empregos Solicite uma análise de custos detalhada com base em suas amostras de peças de trabalho antes de sua configuração.
Perguntas frequentes

Qual é o comprimento máximo do trilho para um robô de soldagem cantilever na construção naval?
Arranjos padrão são de 6 m a 24 m. Arranjos personalizados são mais de 30 m. As seções de trilhos são projetadas para serem aparafusadas no local, então o único limite real é o tamanho de sua oficina e peças de trabalho.
Um robô de soldagem cantilever pode lidar com painéis curvos do casco e costuras de solda irregulares?
Sim, se a visão 3 D integrada com rastreamento integrado a laser em tempo real permite que a varredura robótica da célula altere o caminho de soldagem em resposta a irregularidades geométricas da costura, como uma placa de casco dobrada ou torcida, largura de folga inconsistente ou padrão de solda de aderência irregular. 7 e 8 eixos são apenas juntas de solda planas/horizontais adequadas. Uma placa de casco de curvatura vertical ou superior requer 9 eixos com um posicionador de peça de trabalho ou uma forma diferente de automação como pórtico ou cobot móvel:
Quais processos de soldagem um robô cantilever suporta?
MIG (ou MAG) é o processo go-to para aço estrutural e placas de navio (ou MAG).Também é amplamente utilizado para soldagem a arco ou TIG, de acordo com a fonte de energia e arranjo de tocha Além disso, alguns sistemas de 9 eixos integram um processo de arco a laser híbrido, para penetração profunda na entrada de calor mínima.
Como funciona a programação livre de ensino sem modelos CAD 3 D?
Além dos arquivos CAD, o sistema emprega uma câmera 3 D de grande angular para escanear a peça de trabalho real e produzir uma representação em nuvem de pontos da geometria da peça O software inteligente baseado em IA reconhece as posições certas para juntas de solda, determina os tipos de estruturas de junta (filé, topo, colo) e gera automaticamente o caminho de soldagem, bem como os parâmetros de soldagem. Essa tecnologia de modelagem reversa leva mais tempo do que importar arquivos CAD, mas não requer desenhos ou arquivos de programa pré-existentes.
É inestimável para reparos e modificações de navios antigos cujos desenhos originais foram perdidos.
Qual manutenção é necessária para a estação de trabalho robô soldagem cantilever?
As verificações diárias do sistema incluem pontas de contato, limpeza do bico, caminho de alimentação do fio e fluxo de gás de proteção As tarefas semanais de manutenção incluem lubrificação do rolamento do trilho, inspeção de cabos e teste da parada de emergência O TCP deve ser calibrado e as lentes da câmera limpas mensalmente Todo o sistema deve ser calibrado anualmente pelo fabricante ou um integrador qualificado, com atualizações de software e substituição de peças de desgaste, como rolos de acionamento, forros, conjunto de cabos, conforme necessário Alocar um mínimo de 2-4 horas por semana para manutenção de rotina diária menos se operar turnos únicos, mais se operar 24/7.
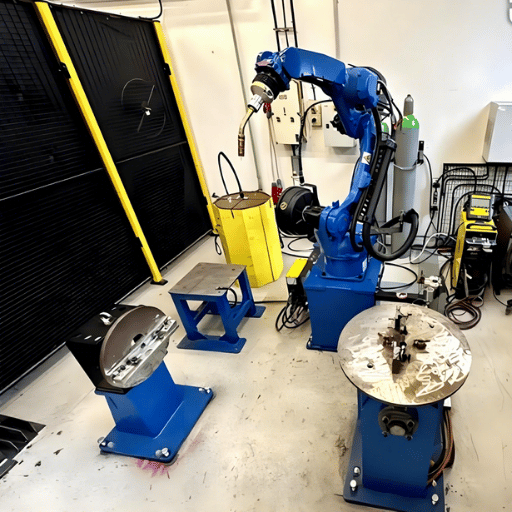
Como um robô de soldagem cantilever se compara a a robô soldagem pórtico para construção naval?
Robôs cantilever são montados na lateral da peça de trabalho, com um braço em balanço na frente deles Os sistemas cantilever são mais adequados para subconjuntos de painéis, soldagem de reforços e trabalhos onde o robô deve alcançar baías profundas ou fechadas Os robôs de pórtico operam em estruturas de ponte acima da peça de trabalho, oferecendo cobertura para todo o gabinete e permitindo sistemas de cabeça dupla para soldagem de soldagem de dupla face simultânea para grandes conjuntos de blocos e trabalhos pesados de placas onde a distorção precisa ser minimizada Os sistemas de cantilever são menos caros e exigem menos espaço no chão, o pórtico pode trabalhar peças mais largas, pesadas e complexas Muitos estaleiros operam ambos: máquinas cantilever em linhas de painel e pórtico na montagem final do bloco.
Pronto para automatizar a soldagem do seu estaleiro?
Os engenheiros da Zhouxiang podem especificar o sistema de robô de solda cantilever para painéis de casco para combinar com o tamanho da rede do seu furo, tipo de junta de solda, taxa de produção. Mais de 30 anos de experiência em soldagem automatizada, em mais de 50 países em todo o mundo.
Sobre este artigo: introdução foi compilado a partir de fontes de dados públicos, incluindo o IFR, AWS, ISO e padrões técnicos da sociedade de classificação e dados do fabricante de vários fornecedores de sistema de solda robótica Os dados de produtividade e retorno são extraídos de estudos da indústria e exemplos de casos de fabricantes (a) sinalizamos o nível de confiança relativo de cada conjunto de dados Zhouxiang é um fabricante de sistemas de robôs de solda cantilever, e detém um interesse comercial nesta categoria de produtos Os clientes devem solicitar testes independentes para validar o desempenho do equipamento com peças de trabalho e materiais antes de escrever grandes pedidos.
Referências e fontes
- Relatório Mundial de Robótica 2025 IFR
- Soldagem de dados e projeções da força de trabalho –
- AWS D16.4 Qualificação Pessoal de soldagem a arco robótico da AWS
- Programação de Robôs de Soldagem na Construção Naval &Cirdirect/Procedia CIRP
- Soganak (Padrão Soganak) para a Qualidade de Solda de Fusão (Quality of Fusion Weld) ISO
- Padrões de Classificação Marinha – Registro Lloyd's
- Estruturas Marinhas 2024 Universidade de Strathclyde/Jornal de Estruturas Marinhas
Artigos Relacionados
- Robô de soldagem Goundrail vs Cantilever vs Gantry: qual tipo é ideal para sua oficina de estaleiro?
- Fabricante de robôs de soldagem mais popular de 2026
- Aço Estrutural e Automação de Solda Beam Artigo mundial
- Sistema robótico de soldagem cantilever: série de estação de soldagem inteligente de eixo 7/8/9


