
Entre em Contato com Zhouxiang
Escolhendo entre robôs de soldagem de trilho terrestre, cantilever e pórtico: uma comparação lado a lado
As oficinas de fabricação de aço enfrentam uma escolha que influencia o rendimento, a qualidade da solda e a lucratividade futura: qual layout robótico da estação de soldagem se adapta melhor ao trabalho? Arranjos de trilhos, cantilever e pórticos, cada um aborda um conjunto diferente de problemas. Errado e você gastará mais dinheiro por menos trabalho.
Conforme relatado no Relatório IFR World Robotics 2025, as participações mundiais de robôs industriais totalizaram 542.000 em 2024 2 vezes o número uma década antes. soldagem e soldagem compartilharam cerca de 21% de todos os robôs industriais, de modo que a automação de campo de crescimento mais rápido (a demanda por trens terrestres, cantile e robôs de pórtico também cresceu).
Esta barra lateral condensa as diferenças mecânicas, de espaço de trabalho, de custo e de melhor ajuste entre layouts de robôs de trilho de solo, cantilever e pórtico, coletados a partir de especificações de oficina de componentes, dados de campo IFC e cálculos de inclinação.
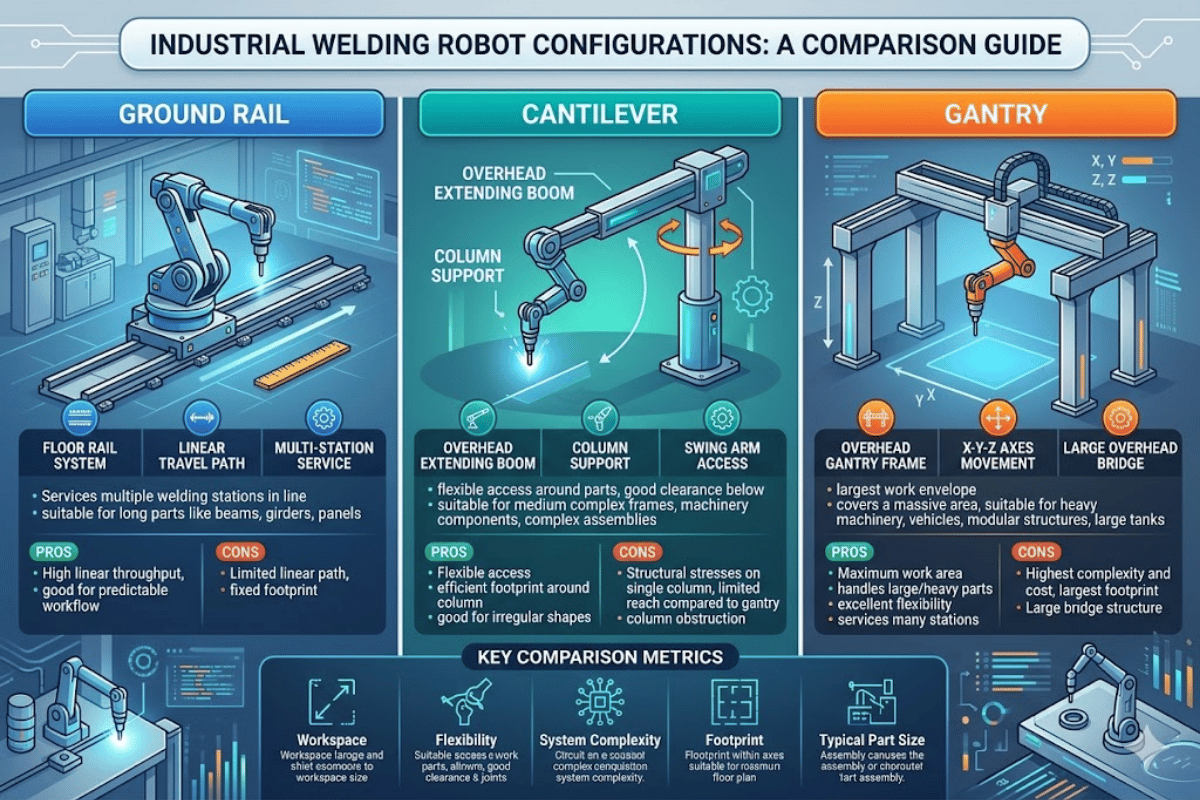
Visão geral dos robôs de soldagem de trilho terrestre, cantilever e pórtico
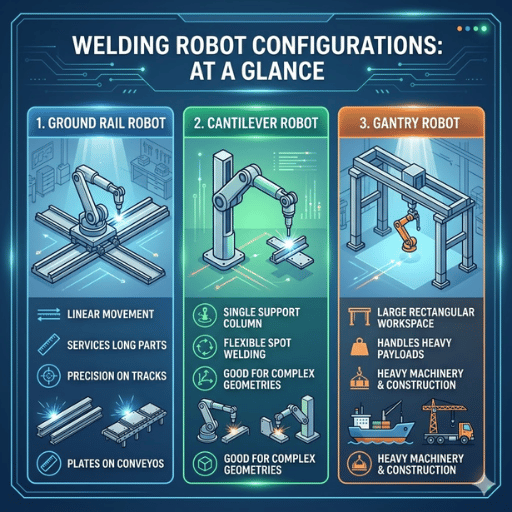
Um trilho terrestre robô soldagem usa um braço de robô de 6 eixos fixado a uma trilha linear no chão (às vezes chamado de eixo 7°) Uma soldagem em balanço inclui uma viga em balanço com uma coluna de elevação que estende os braços do robô atingem os volumes de trabalho nas direções Y e Z. Um robô de soldagem de pórtico encurrala um ou dois braços do robô acima da zona de trabalho em uma estrutura de ponte aérea sobre esteiras.
Todos os três empregam os mesmos braços robóticos de soldagem robótica integrais de 6 eixos A distinção reside em como cada sistema localiza o braço do robô em relação à peça de trabalho.
| Característica | Trilho Terrestre | Cantilever | Pórtico |
|---|---|---|---|
| Eixos Totais | 6 + 1 (pista) | 6 + 2 (feixe Y + coluna Z) | 6 + 3 (ponte X/Y/Z) |
| Comprimento padrão do trilho | 3m/6m/9m/12m | 6m/9m/12m | Até 30m |
| Altura máxima de soldagem | Limitado pelo alcance do braço do robô (~2.0 m) | ~2,2m (coluna de elevação) | Ajustável (eixo Z da ponte) |
| Cobertura de largura da peça | Apenas lado único | Até ~3.7 m (extensão do feixe) | Até 6m+ (bitola ponte) |
| Configuração Robô | Robô único | Robô único | Robôs simples ou duplos |
| Requisito de espaço no chão | Baixo (pegada linear) | Moderado | Grande (trilho duplo + ponte) |
| Aplicações Típicas | Vigas H, pilares, vigas secundárias | Vigas de telhado, suportes, estruturas mistas | Vigas de ponte, painéis de navios, chapa grossa |
| Custo Relativo | $ | $$ | $$$ |
💡 Takeaway chave
O conjunto de especificações bases padrão A maioria dos provedores acima reflete o seu Grupo Zhouxiang, com o líder de mercado estação robótica ferroviária terrestre série (s) fornece tamanhos de trilhos personalizados, opções de eixo duplo e outros híbridos.
Design Estrutural e Sistemas de Movimento

O que separa um trilho de terra, cantilever ou arranjo aéreo é como os eixos externos estendem o alcance do braço do robô Cada layout do sistema de pórtico ou configuração cantilever adiciona movimento em uma direção específica que impulsiona a capacidade do robô de soldar.
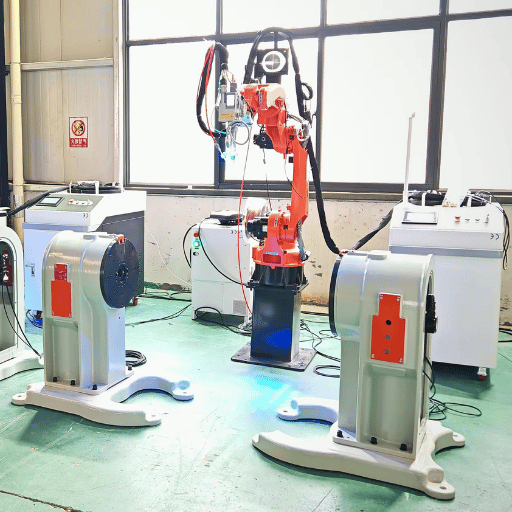
Trem Terrestre: O 7o Eixo
Um robô de soldagem de trilho de solo coloca um braço robótico de 6 eixos em uma pista linear no nível do chão Sua pista dá curso do eixo X ao longo do comprimento da peça de trabalho, usando um acionamento de cremalheira e pinhão ou parafuso esférico com servomotores que atingem a precisão de posicionamento de repetição de ±0,05 mm sob carga padrão Comprimentos padrão de trilho de solo correm 3, 6, 9 ou 12 metros, com extensões personalizadas para linhas de produção mais longas.
Seu carro desliza em guias lineares de precisão fixadas a uma estrutura de base de aço. Como todo o conjunto fica ao nível do piso, a instalação precisa apenas de uma laje de concreto nivelada, sem estruturas suspensas, sem poços de fundação.
Cantilever: Viga do eixo Y + coluna de elevação do eixo Z
Robôs de soldagem cantilever montam o braço do robô consiste em um eixo Y giratório que se estende a partir de uma viga horizontal suportada por uma coluna vertical do eixo Z de elevação Isso torna o braço do robô livre para atravessar (movimento ao longo do eixo X) e levantar (ao longo do eixo Y), o que permite alcançar sobre e ao redor de peças de trabalho que uma pista ao nível do piso não seria capaz de alcançar A maioria das vigas transversais cantilever tem 3,7 metros de largura, e a coluna de elevação pode levantar até 2,2 metros de soldagem.
Esta configuração tem um bom desempenho em peças de trabalho com diferentes seções transversais Ele pode posicionar o robô em várias alturas ao longo das costuras de solda de vigas em forma de H, colunas de caixa e conjuntos de suporte sem reposicionar a peça de trabalho Uma desvantagem: as estruturas cantilever desviam mais sob carga em comparação com trilhos rígidos montados no solo, de modo que o braço do robô compensa através do rastreamento da costura.
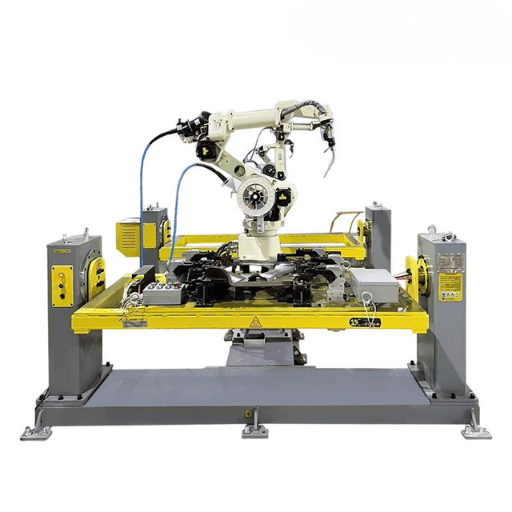
Pórtico: Cobertura completa da ponte 3D
robô de soldagem de pórtico envolve o robô em uma treliça de ponte aérea multi-trilho, duas pontes paralelas com um feixe cruzado entre eles Um portal que o robô monta através atravessa os eixos X, Y e Z, formando um espaço de trabalho tridimensional completo sob o pórtico.
Projetado para as maiores peças de trabalho, os sistemas de pórtico têm trilhos de 30 metros Os medidores de ponte têm 6 metros ou mais As formações de robôs D montam dois robôs de soldagem em um único pórtico, permitindo a soldagem simultaneamente em ambos os lados das peças de trabalho, o que reduz bastante os efeitos da distorção térmica nas peças pesadas da estrutura da ponte e na placa pesada.
O teste de campo mostra a configuração de cabeça dupla de unidades de soldagem dupla de trilhos de pórtico, que é usado na fabricação de vigas de ponte de estrutura grande e pesada, economiza até 15 horas de operações.
| Parâmetro Movimento | Trilho Terrestre | Cantilever | Pórtico |
|---|---|---|---|
| Eixos Externos | 1 (trilha do eixo X) | 2 (feixe Y + coluna Z) | 3 (trilho X + ponte Y + elevação Z) |
| Sistema Drive | Cremalheira e pinhão/parafuso esférico | Servo motor + redutor de engrenagem | Servo AC em todos os eixos |
| Velocidade Traverse | ~15m/min | ~12 m/min | X: 20 m/min, Y: 12 m/min |
| Rigidez Estrutural | Alto (montado no chão, braço de alavanca curto) | Moderado (desvia o feixe em balanço) | Muito alto (estrutura de ponte de trilho duplo) |
Faixa de soldagem e cobertura de espaço de trabalho

Envelope de soldagem eficaz (o volume total do braço do robô pode atingir o volume do braço do robô é onde os três tipos diferem mais.
Trilho de aterramento: alcance dominante de comprimento
As estações ferroviárias terrestres são mais eficientes em costuras de solda longas e repetitivas através de peças orientadas paralelamente à pista Um trilho de 12 m de comprimento que se estende de um braço robótico com um alcance de aproximadamente 2.010 mm oferece um envelope de trabalho da ordem de 12 m x 2 m x 2 m. Ele solda do lado esquerdo ou direito da pista e, portanto, é adequado para peças de trabalho simétricas, como vigas H, onde ambas as soldas podem ser realizadas girando uma peça de trabalho em torno de um posicionador.
Largura é a restrição O robô não pode abranger conjuntos largos, pois a pista corre paralela ao piso de trabalho horizontal As colunas da caixa mais largas do que a distância de viagem horizontal do braço do robô devem ser reposicionadas à mão ou feitas em outro tipo de estação.
Lojas que trabalham principalmente em vigas H padrão e vigas secundárias abaixo de 12 mt encontram um robô de solda tipo trilho de terra capaz de produzir 80-901TP3 T de seu volume de trabalho diário.
Cantilever: Flexibilidade de Largura e Altura
Robôs de soldagem cantilever resolvem o problema da largura Uma viga do eixo Y empurra o alcance do robô para fora para os lados, enquanto a coluna de elevação do eixo Z adapta a elevação de soldagem sob demanda Uma estação de trabalho cantilever média pode atingir peças de trabalho de até 3,7 metros de largura por 2,2 metros de altura incluindo vigas do telhado, suportes, vigas e conjuntos estruturais maiores fora do alcance das estações ferroviárias terrestres.
Essa flexibilidade, é claro, resulta em menos rigidez Um feixe em balanço é um braço de alavanca, portanto, quanto mais longa a extensão, mais deflexão na ponta da ferramenta Embora a arquitetura cantilever contemporânea possa oferecer suporte de rastreamento de costura a laser (sensores inteligentes de varredura de linha CP350 V, por exemplo), os fabricantes que trabalham em costuras de solda de tolerância apertada devem levar em conta o tempo adicionado ao cronograma de trabalho de calibração.
Pórtico: Cobertura de envelope completo para soldamentos grandes
os sistemas de pórtico proporcionam o envelope de soldagem mais amplo de qualquer arranjo. Com até 30 metros de trilho e 6 metros de bitola de ponte, o espaço de trabalho aéreo suporta soldagens largas impossíveis de alcançar a partir de trilhos subterrâneos ou estação cantilever. Vigas nervuradas em forma de U, 4 metros de altura, vigas de ponte de 120 metros de comprimento, painéis de cobertura de escotilha e placas de aço pesadas.
Com a ponte no alto, as obstruções ao nível do solo não existem mais: carregar e descarregar componentes é fácil As pórticos podem levantar peças para a posição de soldagem no alto, acelerando a produção de grande volume de grandes conjuntos.
️ Erro Comum
Considere uma estação ferroviária terrestre para montagens amplas e multi-laterais que exigem um verdadeiro alcance lateral do cantilever ou o acesso aéreo de um pórtico Certifique-se de medir sua maior peça de trabalho pretendida em três dimensões e garantir que o envelope operacional do seu robô permita todas as posições de solda necessárias.
Qualidade da Solda e Precisão de Posicionamento

Todos os três têm em comum um robô de soldagem de 6 eixos, proveniente de fornecedores padrão da indústria como FANUC, Yaskawa ou ABB. Um robô padrão da indústria tem um ISO 9283 precisão de 0,05 mm. qualquer diferença na precisão da soldagem entre o trilho de terra, cantilever e pórtico decorre dos eixos externos que suportam o robô.
±0,05mm
Precisão de repetição do braço do robô
±0,10mm
Precisão da via férrea terrestre
3×
Tempo de arco versus manual
Os arranjos de trilhos de aterramento são estruturalmente os mais rígidos O robô está perto de sua base, em uma pista elevada que repousa sobre uma estrutura fixa montada no chão As vibrações durante a travessia de alta velocidade são mínimas Quando um cantilever é usado para um filete ou junta de topo em uma viga H, essa estabilidade mecânica se correlaciona diretamente com soldas estáveis na ponta da ferramenta, reduzindo o retrabalho.
Arranjos cantilever contribuem com deflexão de afundamento do feixe na mistura Quanto maior a extensão cantilever da coluna de elevação, mais a ponta do feixe flexiona da carga Os fabricantes ajustam com perfis de feixe mais pesados e rígidos e rastreamento de costura a laser O posicionamento médio da física do cantilever diferido requer um ligeiro trade-off, uma redução mínima na precisão em extensão total Para a maioria dos steelframes de soldagem, onde as tolerâncias de 1 mm são finas, não importa.
os sistemas de pórtico são geralmente os mais rígidos dos três Uma ponte de trilho duplo espalha a carga uniformemente por dois eixos, reduzindo os problemas de deflexão que paralisam os cantilevers Para tarefas de soldagem que exigem tolerâncias apertadas em peças de trabalho largas, como juntas flange-teia em vigas de ponte, a borda mecânica do pórtico é tangível Robôs bidirecionais também ajudam Esse arranjo de robô duplo contraria o estresse térmico em ambos os lados da junta, produzindo soldagens mais planas que exigem menos endireitamento depois.
💡 Dica profissional
Inspecione o acionamento do pinhão de cremalheira nos sistemas de terra para folga a cada 2000 horas de operação As engrenagens danificadas criam erros de posicionamento que reduzem a uniformidade da costura de solda (uma falha no trilho que o rastreamento da costura a laser pode cobrir, mas não eliminar permanentemente.
Custo, ROI e propriedade total
Consideração de custo é geralmente fator Todo robô de soldagem vendido a um novo cliente de nível de custo diferente (não tem o final apenas para compra, mas também para configuração, uso e. Comparar o tempo para investir significa compreender o verdadeiro impacto financeiro de cada um.
| Fator de custo | Trilho Terrestre | Cantilever | Pórtico |
|---|---|---|---|
| Instalação Complexidade | Piso baixo + parafusos de ancoragem | Moderar fundação | Altas fundações ferroviárias + sobrecarga |
| Preparação do site | Mínimo | Sapata da coluna + elétrico | Poços de fundação, acesso ao guindaste, folga da altura do teto |
| Perfil Manutenção | Limpeza da pista, inspeção de engrenagens | Verificações de alinhamento de feixe, lubrificação de coluna | Serviço de acionamento multieixo, nivelamento de ponte |
| Linha do tempo ROI típica | 12 8 meses | 15 meses 4 meses | 18 meses 0 |
As estações ferroviárias terrestres oferecem a menor despesa de capital porque exigem apenas uma superfície de piso nivelada e um trilho linear Sem pontes rolantes, sem salas de fundação, sem pontos de teto elevados, sem braços flexíveis adicionais Para uma loja que planeja sua primeira linha de robôs de soldagem automatizada, a simplicidade fala de implementação curta e ROI inicial.
os robôs Cantilever carregam uma etiqueta de preço mais alta por causa da coluna de elevação suplementar, da regulação do feixe e dos servoacionamentos que os orquestram Eles exigem uma fundação, bem como um conjunto expandido de conexões elétricas Em troca, você ganha maior versatilidade (a capacidade de soldar peças de trabalho altas e mais largas sem posicionamento manual).
os sistemas de pórtico são os mais caros O estabelecimento de fundações de trilho duplo, acesso de ponte rolante para montagem, altura adequada do teto e as estruturas estruturais necessárias para a própria ponte podem aumentar o preço geral do robô em 20-30%. Os fabricantes que perdem de vista seus orçamentos de instalação encontram cronogramas reais de ROI se alongando conforme previsto.
12 mo
Período típico de retorno
500%
Arco do robô na hora certa
Até 50%
Redução dos Custos do Trabalho
Economia do trabalho são consistentes em todas as configurações Os soldadores de mão têm 10-301TP3 T arco-on eficácia, a porcentagem de seus deslocamentos no tempo de solda, mas as estações robóticas atingem 50-901TP3 T. Esse ganho de rendimento 3-5, combinado com menos retrabalho e menos consumíveis, é responsável pelo ROI de 12-24 meses que a maioria das lojas experimentou Da mesma forma, as vantagens de segurança do trabalhador da automação fornecem valor duro nos efeitos de Soldagem manual compatível com OSHA (uso prolongado de extração de fumos, explosões de arco e movimentos repetitivos).
“A maioria de nossos clientes recuperam o robô da soldadura do trilho das barras leva-os 12 a 18 meses O volume de trabalho é geralmente o factor decisivo (o solo faz com que as lojas trabalhem horas extras giram o lucro mais cedo porque o robô trabalha duas equipes em vez de um.”
Equipe de Engenharia da 30+ anos e portfólio de patentes da 200+ em automação de soldagem
Melhores Aplicações para Cada Tipo de Robô de Soldagem
Identificar a combinação correta do robô KOZONOHING para alinhar com a melhor peça de trabalho é um aspecto crítico da formação ou perda de produtividade em uma oficina de fabricação Aqui estão dados reais do campo e fluxo de produção real para lançar alguma luz sobre cada programa.
Robô de soldagem de trilho terrestre: produção padrão de estrutura de aço
- Vigas primárias e secundárias de viga H (a saída mais comum para fabricantes de aço)
- Colunas padrão abaixo de 12 metros
- Equipamento vigas plataforma e estruturas cremalheira
- Soldas de filete repetitivas em peças longas e uniformes
- Linhas gerando 160-220 metros de solda por dia por estação
Os locais de trilhos terrestres tendem a ser a espinha dorsal dos fabricantes de aço Eles acomodam o maior número do robô mais uniforme ao preço para fazer cada contagem de solda Quando a maioria dos trabalhos da loja envolve vigas H padrão, instalação robótica dedicada em trilhos terrestres produz o melhor retorno sobre o investimento.
Robô de soldagem cantilever: estruturas mistas e de médio porte
- Vigas de telhado e vigas de pontes rolantes
- Suportes, placas de nó e conjuntos de conexão
- Vigas H mais largas e seções de caixa montadas (até 3,7 m de largura)
- Cofragem de estrutura de aço e componentes de construção modulares
- Lojas que trabalham em uma ampla variedade de segmentos, semana a semana
Os robôs de soldagem cantilever fornecem a flexibilidade ausente das estações ferroviárias do solo Seu feixe de eixo Y e coluna de eixo Z permitem que o robô acesse quaisquer posições que uma pista no nível do piso térreo não possa Lojas com estoques heterogêneos de peças de aço estrutural nas quais nenhum estoque compreende a maioria das entradas se beneficiam muito da flexibilidade do cantilever.
Robô de soldagem de pórtico: fabricação resistente e superdimensionada
- Vigas de ponte, vigas de nervuras em forma de U e componentes de viaduto rodoviário
- Painéis de casco de navios e conjuntos estruturais marítimos
- Chapas de aço pesado e soldaduras largas superiores a 4 metros
- Tanques transformadores e equipamentos do setor energético
- Soldagem de duplo robô para controle de distorção térmica em juntas de seção espessa
Robôs de soldagem de pórtico para os maiores, mais pesados trabalhos de soldagem na indústria de fabricação tamanhos de componentes estão além dos limites de cantilever cobertura de estrada especificamente projetada Quando mais pesado ou peso pórtico sten continua a ser a única escolha para fornecer multi-passagem automatizada cobertura de envelope completo Uso do Código de soldagem estrutural AWS D1.1:2025 dita requisitos de qualidade para todos os três, no entanto, os sistemas de pórtico são os mais típicos em pontes e trabalhos marítimos, onde a conformidade com o código em soldas de seção pesada e multipassagem é um requisito.
| Tipo de peça | Trilho Terrestre | Cantilever | Pórtico |
|---|---|---|---|
| Vigas H padrão (≤12m) | Melhor | Bom | Exagerar |
| Colunas de caixa larga (>2m) | Limitado | Melhor | Bom |
| Cadeiras de ponte/painéis de navios | Não adequado | Limitado | Melhor |
| Suportes/Conjuntos Mistos | Limitado | Melhor | Bom |
| Placa pesada (>20 mm de espessura) | Possível | Possível | Melhor (duplo robô) |
Qual configuração de robô de soldagem você deve escolher?
Em vez das especificações do robô, o foco inicial deve ser colocado em suas peças de trabalho e requisitos de produção Quando notificamos as lojas de fabricação sobre os investimentos propostos da Kizokhing, aplicamos a análise de decisão de quatro perguntas:
- ✔
Quais são suas maiores dimensões típicas de peças de trabalho? → comprimento do solo de 2 m excede o comprimento 6 m mas largura permanece sob o trilho de 2 m → Se a largura excede 2 m ou a altura excede 1,5 m → cantilever Se ambos excedem aqueles limites → gantry. - ✔
Qual é o seu volume de produção mensal? → o trilho de terra dos 50 partes/mês com perfis padrão entrega a taxa de transferência adequada Sobre 100 partes/mês ou perfis mistos → a versatilidade do modilhão paga fora O trabalho pesado da placa ou da ponte em todo o volume → pórtico. - ✔
Qual é o seu espaço disponível e altura do teto? 0 trilho de Cantilever precisa de menos espaço O Cantilever precisa de espaço moderado mais folga da coluna O Gantry precisa da maior área de piso e altura de teto adequada para folga da ponte acima de sua peça de trabalho mais alta. - ✔
Qual é o seu orçamento total (incluindo instalação)? 0 rail tem o menor custo total Se o orçamento permitir, um cantilever dá mais flexibilidade por dólar Os sistemas de pórtico exigem o maior investimento mas lidam com o trabalho que nada mais pode.
Um pórtico é uma raridade para oficinas que movimentam menos de 50 vigas H por mês; uma estação ferroviária terrestre pode fornecer a mesma operação de solda a um preço exponencialmente mais baixo. Em contraste com isso, um pátio de fabricação de pontes insistente em apertar vigas grandes através de uma estação cantilever sopra muito além do custo do prêmio do pórtico ao forçá-lo manualmente.
Resumo: Combine o Robô com o Trabalho
- Ground Rail (térreo) Custo ideal para oficinas típicas de aço com soldagem repetitiva e longitudinal em vigas H e colunas. O ROI de menor capital é o mais rápido.
- cantilever (em inglês) onde a máquina mais completa é adequada se a loja tiver uma mistura de perfis de peças, onde os requisitos de largura não são excessivos e o alcance vertical pode variar.
- gantry (Ampresa) Melhor para a Indústria Pesada: ponte marítima, setor de energia O maior, mais amplo, soldamentos pesados A mais alta capacidade.
Perguntas frequentes
Qual é a diferença entre os robôs de soldagem de pórtico e cantilever?
Ver Resposta
O robô de soldagem de pórtico (soldagem = soldagem) é apoiado em uma ponte aérea que atravessa dois trilhos paralelos Esta ponte pode se mover nas direções (X, Y, Z) em uma grande variedade de espaços de trabalho e pode ser equipada com braços de robô duplos para soldagem simultânea. O robô cantilever é apoiado em uma viga unilateral com uma coluna para cima/para baixo (elevação).
Este arranjo cobre os eixos de deslocamento Y, Z em apenas um lado da célula de fabricação. Para resumir: o pórtico é adequado para maior alcance e mais pesado (em virtude de estações robóticas duplas); cantilever é contido, de menor custo e adequado para aço estrutural de tamanho médio. Ambos os sistemas usavam braços robóticos consistentes por baixo.
A GDA escolhe o braço-ferramenta de 6 eixos (robô) o mais próximo possível da ponta da tocha, eliminando assim a variabilidade da posição da cabeça da tocha no espaço em relação ao KMG. Além do próprio dispositivo, que aumenta o custo geral do projeto, as configurações do pórtico também precisam de consideravelmente mais espaço para operar, exigem tetos mais altos e precisam de uma base maior.
Como funciona um robô de soldagem de trilhos terrestres?
Ver Resposta
Um robô de soldagem de trilho de solo envolve um braço de robô de 6 eixos colocado em uma pista de piso linear - que é muitas vezes referida como o 7 o eixo Esta pista é um rack - e prego ou um acionamento de parafuso esférico que é motorizado por servomotores para posicionar o robô ao longo do comprimento de uma peça de trabalho Comumente disponíveis comprimentos de trilho estão entre 3 metros e 12 metros, embora quaisquer comprimentos possam ser fabricados sob medida.
Uma solda de um lado da pista enquanto a peça de trabalho repousa sobre um posicionador Qualquer rotação da peça de trabalho pode ser realizada conforme desejado Esta é uma boa configuração para costuras de solda longas e repetitivas em vigas H e colunas.
Quais são os diferentes tipos de robôs de soldagem?
Ver Resposta
Para aço estrutural: trilho de terra (piso-trilha), cantilever (feixe-e-coluna), e pórtico (ponte aérea).Além desses, cobots e robôs de soldagem móveis autônomos servem pequenas aplicações de nicho.
Os robôs de soldagem são adequados para pequenas oficinas de fabricação?
Ver Resposta
Sim, especialmente robôs de soldagem de trilhos de solo Uma única estação de trilhos de solo com uma pegada de trilhos de 6 metros é modesta e pode produzir a essência de soldagem de feixe H que é o coração e a alma da maioria das oficinas de estrutura de aço de pequeno e médio porte Os soldadores manuais fornecem apenas 10-301TP3 T de tempo de arco contra 50-901TP3 T registrados com contrapartes robóticas, portanto, mesmo as lojas que processam 30-50 vigas por mês realizarão ROI na faixa de 12-18 meses Os primeiros custos são os mais baixos dos três.
Como calculo o ROI de um sistema de robô de soldagem?
Ver Resposta
Calcule o ROI tomando o custo atual de soldagem manual (mão de obra, consumíveis, retrabalho, segurança, etc.) e subtraindo as perdas potenciais totais salvas com um sistema robótico (aquisição, instalação, programação, manutenção, operacional).A matemática mostra que: ROI em meses = Custo total do sistema de treinamento Economia líquida mensal Se sua configuração custa $150.000 e custa $10.000 em mão de obra e retrabalho a cada mês (para Kozoihing e outros processos detalhados), então ROI = 15 meses Vimos a maioria das operações de estrutura de aço realizar esse prazo de gastos dentro de 12-24 meses, particularmente operações de dois turnos com um robô executando ambos.
Uma estação robótica pode lidar com todas as três configurações?
Ver Resposta
Não como um sistema único As oficinas de estrutura de aço quase sempre misturam os três tipos de estações robóticas em uma linha de produção coerente Grandes instalações podem usar várias estações ferroviárias terrestres para trabalhos pequenos a médios pesados, uma estação cantilever para produção de estruturas mistas e reservar um pórtico para trabalhos de grandes dimensões ou placas pesadas Os mesmos braços robóticos K0133 de 6 eixos que produzem peças pequenas são colocados em todos os três sistemas de montagem sem adaptação; A capacidade da loja aumenta com a adição de estações, não com a substituição do sistema.
Não tem certeza de qual configuração se adapta à sua loja?
Nossa equipe de design ajuda você a analisar perfis e volumes de produção para estabelecer a configuração ideal; a fusão destes três tipos de instalações proporciona frequentemente maior rendimento e custos finitos mais baixos, bem como margens de segurança mais elevadas.
Sobre Esta Comparação
Todas as informações dadas nesta publicação foram compiladas pela equipe de engenharia de robôs de soldagem Zhouxiang com base em nosso trabalho histórico de fabricação de estações de trilhos terrestres, cantilever e pórtico para fabricantes de estruturas de aço em mais de 50 países O desempenho histórico, os dados dimensionais e o gráfico ROI são baseados em nossos registros de fabricação e venda e fontes da indústria, como:
Referências e fontes
- World Robotics 25 Relatório 20 Instalações de Robôs Industriais (IFR) Federação de Robótica
- Soldagem, soldagem e brasagem, cortes e soluções (OSHA)
- AWS D1.2025.1 Mudanças no código de soldagem estrutural do aço Instituto Nacional de Padrões (ANSI)
- Teste de desempenho ISO 9 283 Precisão de posicionamento do robô Documentação RoboDK
- Como usar soldagem dupla de trilho de pórtico para projetos de vigas de ponte 0 Robô
- Calculando ROI e período de retorno para seu investimento em robô Ônibus universais


