
Entre em Contato com Zhouxiang

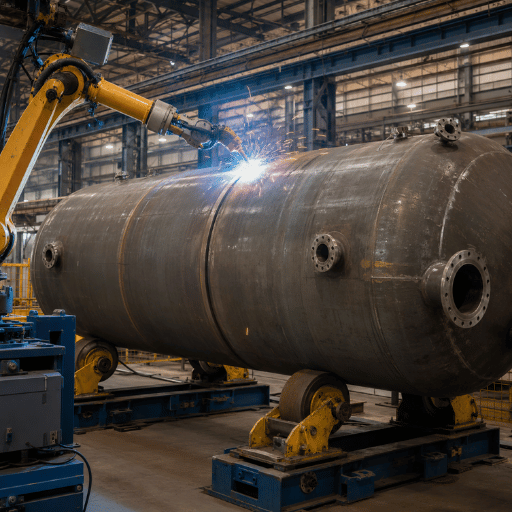
Um robô de soldagem de vaso de pressão pode tornar os caminhos de solda repetidos mais fáceis de segurar, mas não torna automaticamente um vaso compatível com o código Em vez disso, faça a pergunta de compra mais nítida: a célula de solda robótica se encaixa na geometria do vaso, mantém o processo de soldagem qualificado e deixa o registro de inspeção suficientemente intacto para ser claramente revisado pela engenharia e pelo controle de qualidade?
Este guia destina-se a gerentes de fabricação, engenheiros de soldagem, pessoal de controle de qualidade e compradores industriais que exigem uma interseção prática entre os trabalhos de construção da Seção VIII da ASME, a qualificação de soldagem da Seção IX e a seleção eficaz de células de soldagem robótica.
Especificações rápidas
| Contexto de código primário | ASME BPVC Seção VIII para construção de vasos de pressão; Seção IX para qualificação de soldagem, brasagem e fusão |
| Famílias de solda mais adequadas | Costuras de casco repetíveis, costuras de circunferência, juntas cabeça-casco, soldas de bico selecionadas e conjuntos de equipamentos de energia repetíveis |
| Hardware da célula chave | Braço do robô, tocha de soldagem, fonte de energia, posicionadores de soldagem, fixação, detecção de costura ou detecção de toque, PLC/HMI, sistema de blindagem ou fluxo |
| Principal risco de controle de qualidade | Tratar a repetibilidade do robô como um substituto para controle de procedimento qualificado, controle de adaptação, inspeção e registros rastreáveis |
| Gatilho compra | Uma família de solda estável, geometria repetida da embarcação, ajuste disciplinado e uma equipe de controle de qualidade pronta para controlar revisões de programas e registros de produção |
Vantagens
- O movimento consistente da tocha e a consistência do caminho suportam famílias de solda confiáveis.
- Alcance aprimorado fornecido por um posicionador que gira o recipiente para uma posição de solda estável.
- Documentação de produção mais limpa por meio do rastreamento de parâmetros, níveis de revisão de código, avaliações de qualidade de solda e entrada do operador.
Limitações
- Mudança de posição da junta causada por inconsistências de ajuste que afastam a junta do caminho estabelecido.
- Os robôs não substituem o WPS, PQR, qualificação de pessoal, EQM ou avaliação de inspetor exigidos.
- O trabalho que envolve repetições limitadas pode não produzir benefícios de solda significativos para justificar a programação associada e o investimento na configuração.
O que a Seção VIII da ASME controla na fabricação de vasos de pressão

A Seção VIII da ASME estabelece o ambiente de construção para um vaso de pressão; não é uma marca de aprovação de robô. O Código de caldeira e vaso de pressão ASME é apresentado pela ASME como uma fonte de código central para a construção de caldeiras e vasos de pressão, com uma edição de 2025 e um ciclo de edição de dois anos Para qualquer workshop, a discussão do robô deve vir após a base do código, escopo da embarcação, controle de materiais, regras de soldagem, plano de inspeção e caminho de certificação serem claros.
O Certificação de caldeiras e vasos de pressão ASME o programa vincula a certificação a um programa de qualidade, códigos de construção aplicáveis e procedimentos de inspeção A tecnologia de solda robótica pode suportar fabricação repetível, mas ainda está dentro desse programa de qualidade A responsabilidade do projeto, a rastreabilidade do material, os procedimentos qualificados e os registros de inspeção do vaso de pressão permanecem necessários.
Nota EngenhariaO ponto de controle do seu projeto deve ser a edição de código em vigor A ASME apresenta o BPVC em um ciclo de edição de dois anos, portanto, projetos envolvendo uma célula de solda robótica devem identificar claramente a edição relevante do código da embarcação, os parâmetros de construção e as responsabilidades do inspetor antes de finalizar a configuração da célula.
Seção VIII vs Seção IX: Onde o robô de soldagem realmente se encaixa
Embora um vaso de pressão seja construído de acordo com a Seção VIII, as questões relativas ao processo de soldagem e à certificação de pessoal referem-se à Seção IX do Código. ASME descreve BPVC Seção IX como abrangendo a qualificação para procedimentos e pessoal de soldagem, brasagem e fusão. Dentro desta estrutura, o robô é um meio pelo qual uma solda qualificada é produzida; não é a principal justificativa para a aceitabilidade da solda.
| Área Controle | Secção VIII Lente | Seção IX/Lente de soldagem | Pergunta sobre células robóticas |
|---|---|---|---|
| Escopo da embarcação | Quais regras de vasos de pressão se aplicam? | Quais variáveis de soldagem são controladas? | A célula pode repetir essas variáveis? |
| Procedimento | Requisitos de projeto e construção | Base WPS e PQR | O robô utiliza o processo de soldagem qualificado? |
| Pessoal | Sistema de qualidade e interface de inspeção | Qualificação de soldador ou operador de soldagem | Quem define, executa e assina o programa? |
| Registros | Relatório de dados e evidências de inspeção | Registros de solda de qualificação e produção | Os registros podem conectar o ID da solda, o operador, o programa e os parâmetros? |
Você pode soldar em um vaso de pressão com um robô?
Sim, desde que o processo de solda robótica seja implementado sob os controles necessários de construção, procedimento, qualificação, inspeção e documentação O robô deve ser tratado como um método de produção empregado dentro do caminho de qualidade aprovado, em vez de um atalho contornando os requisitos para um processo de soldagem qualificado.
Que tipo de soldagem é usada para vasos de pressão?
O trabalho de vasos de pressão pode usar soldagem a arco submerso, soldagem a arco de metal a gás, soldagem a arco com núcleo de fluxo, soldagem a arco de tungstênio a gás ou uma abordagem de célula mista baseada no tipo de junta, espessura, material, acesso e requisitos de qualificação, uma vez que os processos comuns da Seção IX da ASME, como SMAW, GTAW, GMAW, FCAW, SAW e PAW, estão listados no material de treinamento da Seção IX da ASME, os possíveis processos de soldagem devem ser revisados antes que um custo do robô seja solicitado.
Cadeia de conformidade de 9 registros para soldagem robótica de vasos
Comece com uma pergunta de compra mais forte do que “O robô pode soldar?” Em vez disso, pergunte: “A oficina pode provar que cada solda foi produzida sob condições controladas?” Engenharia, QA e Aquisições têm ferramentas como a Cadeia de Conformidade de 9 Registros para confirmar essa promessa antes da compra da estação de soldagem.
| Gravar | Por que isso importa | Proprietário a confirmar |
|---|---|---|
| 1. edição e escopo do código | Define a base de construção do vaso de pressão. | Engenharia /QA |
| 2. responsabilidade do projeto | Mantém a fabricação robótica dentro do projeto aprovado da embarcação. | Autoridade design |
| 3. rastreabilidade do material | Conecta placa, cabeça, bocal e material de fixação ao registro de solda. | Materiais /QA |
| 4. WPS | Define o processo de soldagem e as variáveis permitidas. | Engenheiro soldagem |
| 5. PQR | Apoia a base de qualificação do procedimento. | Engenheiro de soldagem/QA |
| 6. qualificação do soldador ou do operador | Mostra quem pode executar ou controlar a operação de solda. | QA /supervisor de soldagem |
| 7. ajuste e controle de aderência | Protege a junta antes que o robô inicie o passe de produção. | Supervisor de fabricação |
| 8. Plano de inspeção e EQM | Define a transferência de exame visual, dimensional e não destrutivo. | QA /inspetor |
| 9. Registro de reparo e não conformidade | Evita que os trabalhos de reparação se desloquem para fora do caminho aprovado. | QA /produção |
O artigo técnico de Michael J. Houle para o Conselho Nacional trata a soldagem por aderência como um componente crítico da fabricação de vasos de pressão, não apenas uma etapa de retenção rápida Esse ponto é importante quando um robô depende de uma adaptação estável.
Série Técnica do Conselho Nacional, orientação de soldagem por aderência
Em a Artigo de soldagem por aderência do National Board, a soldagem por aderência é tratada como um risco de defeito quando não é controlada Para a fabricação robótica de vasos de pressão, isso torna a soldagem por aderência um item de prontidão celular: um robô repetível não pode corrigir uma junta que já se moveu, rachou ou distorceu antes do início do arco.
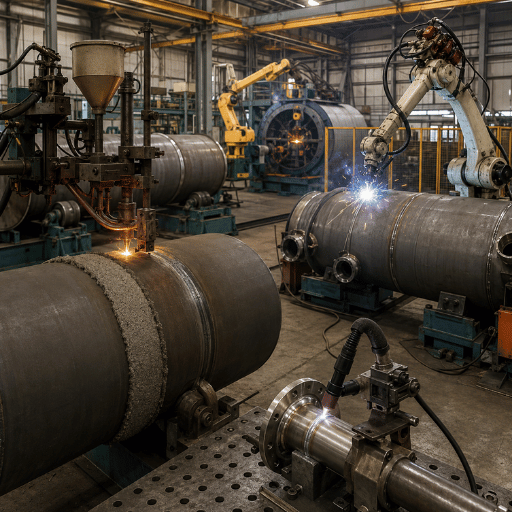
Matriz de ajuste de células de vasos: costuras longas, costuras circunferenciais, cabeças e bicos

As oficinas de embarcações precisam colocar a geometria em ação antes de pedir ao robô que produza soldas consistentes. Bons candidatos são geralmente famílias de soldas recorrentes com ajuste repetível, acesso controlado à junta e ângulos práticos de tocha. Um ajuste inadequado nem sempre é um problema do robô; pode ser um problema de manuseio, fixação ou preparação de juntas.
| Família Weld | Ajuste de célula | Posicionador/Necessidade de acesso | Ponto de Vigilância de GQ |
|---|---|---|---|
| Costura longitudinal da concha | Bom quando a preparação conjunta se repete por família de embarcações. | Alcance estável da trilha, do dispositivo bonde, ou do trilho. | Controle de folga conjunta e run-on/run-off. |
| Costura circunferência | Bom com rotação controlada. | Rolos giratórios ou posicionador de cabeçote-cauda. | Arredondamento e estabilidade de rotação. |
| Costura cabeça-casca | Funciona quando o acesso e o deslocamento permanecem repetíveis. | Rotação coordenada e alcance da tocha. | Mudança de perfil perto da transição. |
| Solda bico a casco | Ajuste seletivo; depende do ângulo e do acesso. | Alcance multi-eixo ou dispositivo elétrico local. | Acesso radicular e risco de falta de fusão. |
| Flange ou solda de chefe | Bom quando a família da parte repete. | Repetibilidade de configuração e biblioteca de programas curtos. | Orientação da peça e entrada de calor. |
| Conexão carretel tubulação | Bom para o trabalho repetido do carretel. | Estação de soldagem rotator ou carretel. | Consistência de passagem e aderência de raiz. |
| Solda de fixação interna | Caso específico. | Alcance o estudo antes da compra. | Acesso para inspeção após soldagem. |
| Solda reparação | Muitas vezes, é inadequado para uma célula de produção fixa. | Revisão manual ou especial da configuração. | Limite do procedimento de reparo. |
| Costura de placa pesada | Bom quando o processo e o manuseio são estáveis. | Posicionador resistente, acesso a guindastes e célula vigiada. | Sequência de passagem e controle de distorção. |
A soldagem do bico do vaso de pressão merece revisão extra. Em a Artigo do Conselho Nacional sobre problemas nos bicos dos vasos de pressão, padrões de rachaduras, cargas externas, falta de penetração e ataque químico são discutidos em torno das conexões dos bicos Um processo robótico de soldagem dos bicos deve, portanto, incluir acesso à junta, visibilidade da raiz, controle do programa e a capacidade de inspecionar com um acessório aprovado no lugar antes da compra.
As oficinas de embarcações que consideram a arquitetura robótica também devem considerar o layout da estação de trabalho. A estação robô soldagem trilho terra pode caber envelopes de trabalho longos, enquanto a robô solda cantilever pode ser adequado ao acesso lateral em torno de conjuntos volumosos. Subconjuntos repetidos menores podem ser revisados em relação a a estação de trabalho de soldagem de robô único.
Escolhas do processo de soldagem: células robóticas SAW, GMAW, TIG e híbridas
Antes de escolher um robô, o processo de soldagem em si deve ser considerado Embora um sistema de soldagem robótica seja capaz de percorrer algum caminho, tocha na mão, realizar um loop programado e fornecer soldagem de alta qualidade, ele ainda deve se encontrar com as juntas, materiais, espessuras, posição e base de qualificação apropriados para ser prático.
Ponto de verificação do compradorPara uma oficina de fabricação, o escopo de compra deve separar a tecnologia de soldagem do sistema de automação: robô, servoeixos, tabelas de transferência, software de monitoramento e registros de controle de qualidade afetam a qualidade e a segurança A programação off-line pode pré-programar sequências comuns de casco, tubos e carretel, mas as regras de passagem de raiz, controle manual de aderência e entrada de calor de aço carbono ainda decidem se os vasos de pressão de soldagem permanecem estáveis Uma solução de soldagem robótica deve ser julgada como equipamento de soldagem para um processo de produção, não como uma promessa chave na mão; o fabricante do equipamento ainda precisa provar o acesso ergonômico, a taxa de transferência e as condições de trabalho ao redor do posicionador Onde o trabalho inclui tubulação robô soldagem ou tarefas do robô de soldagem de carretel, pergunte se as mesmas soluções de soldagem automatizadas suportam famílias de bicos, costuras e acessórios sem diluir o caminho de controle de qualidade do vaso de pressão. Essa revisão ponta a ponta mantém as soluções de automação vinculadas a realidades de adaptação de mão-de-obra intensiva e aplicações reais de soldagem em vez de amplas reivindicações de vendas.
| Campo de dados RFQ | Entrada de amostra para substituir pelos dados do projeto | Decisão Uso |
|---|---|---|
| Diâmetro e parede da casca | Parede de 1.200 mm OD/12 mm | Alcance do robô, ângulo da tocha e planejamento de passe |
| Comprimento e costura da embarcação | 6 m embarcação /4 m costura de solda | Comprimento do trilho, plano de rotação e envelope de viagem |
| Geometria do bico | Bocal de 150 mm OD /standoff de 100 mm | Acesso ao bico e revisão de colisão |
| Carga de manuseio | Embarcação de 3.000 kg/caminho do guindaste de 5 m | Dimensionamento do posicionador e fluxo da oficina |
| Lote produção | 12 juntas/2 carretéis | Esforço de programação versus trabalho repetido |
| Janela de teste | 8 horas de turno/2 horas de execução da amostra | Planejamento de liberação antes da aprovação da produção |
| Envelope elétrico | Alimentação de 15 kW/configuração de solda de 30 V | Verificação de fonte de energia e instalações |
| Configuração do processo | 500 A corrente /8 m/min alimentação de fio | Revisão de variáveis WPS, não uma configuração padrão |
| Abertura do aparelho | Abertura de 600 mm/ folga da tocha de 120 mm | Autorização de acesso, guarda e manutenção |
| Desembaraço de inspeção | Acesso de 300 mm /1 ponto de fixação da junta | EQM e planejamento de limites de reparo |
| Pegada celular | 4 m largura do piso /1 m deslocamento de guarda | Layout da oficina e movimentação de materiais |
| Pacote de solda de teste | 3 junções /4 horas /marca testemunha de 5 mm /caminho de acesso de 2 m | Decisão de execução de amostra antes da aprovação da compra |
| Tolerância de ajuste para verificar | Mudança de folga de 2 mm/comprimento de aderência de 10 mm | Decisão de ajuste antes de Zhouxiang revisar o layout da célula |
| Direção Processo | Onde muitas vezes cabe | Pergunta sobre células robóticas |
|---|---|---|
| Soldagem a arco submerso | Costuras longas e repetíveis onde o manuseio do fluxo e o caminho de deslocamento são estáveis. | O fluxo, o fio, a rotação e a recuperação podem ser integrados de forma limpa? |
| GMAW/FCAW | Acesso robótico flexível à solda em muitos conjuntos de fabricação. | A alimentação do fio, a blindagem, o ângulo da tocha e o controle de respingos são estáveis? |
| GTAW/TIG | Qualidade da raiz ou casos controlados de entrada de calor em que a produtividade não é o único fator. | A célula justifica o esforço de programação e manuseio? |
| Célula híbrida | Famílias de embarcações que precisam de mais de um processo ou estação. | Cada processo pode permanecer dentro de sua faixa variável qualificada? |
Um lembrete útil do Página de códigos e padrões da American Welding Society é que os padrões guiam o trabalho de soldagem, mas não respondem a todas as perguntas de engenharia específicas do trabalho. Para um robô de soldagem de vaso de pressão, o fornecedor, o engenheiro de soldagem e o líder de controle de qualidade ainda precisam concordar com o limite do processo antes do início da produção.
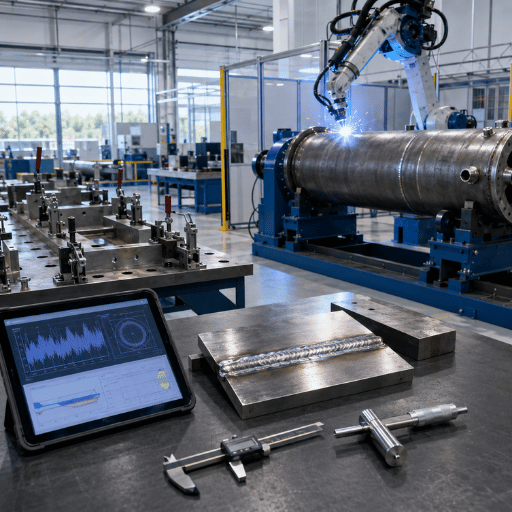
Limites de inspeção, rastreabilidade e reparo após automação
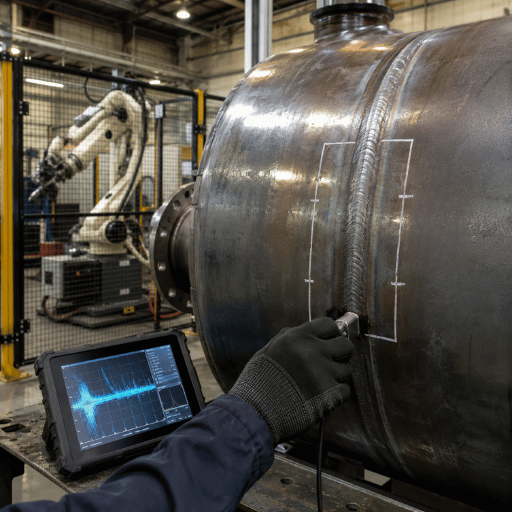
Se o sistema de soldagem estiver configurado para capturar informações de registro, a automação pode tornar o arquivo de qualidade mais fácil de seguir Os registros úteis podem incluir ID de solda, número do programa, ID do operador, leituras de corrente e tensão, velocidade do fio, referência do caminho de viagem, data, número do lote de material e referência de transferência de inspeção Esses registros suportam, mas não substituem, o plano de inspeção necessário.
- (Clareça o número de solda com referência aos desenhos e ao documento do viajante.
- Secure o controle de revisão do primeiro sinal verde de produção.
- & nio Design quem pode rever programa e qual é o processo de revisão e signoff.
- 1000 registros de solda separados para o mundo da produção e o mundo do reparo.
- 1000, e acesso NDE para ambos antes que os acessórios ocupem as juntas.
Registros de itens de retenção de pressão, inspetores, registro e o Código de Inspeção do Conselho Nacional estão conectados em a Visão geral do Conselho Nacional. Esse é o enquadramento certo para a automação Zhouxiang: construa uma célula que torne o registro de qualidade mais fácil de rastrear, e não mais difícil.
Automação de soldagem, posicionador e rendimento: quando um robô de soldagem de vaso de pressão faz sentido
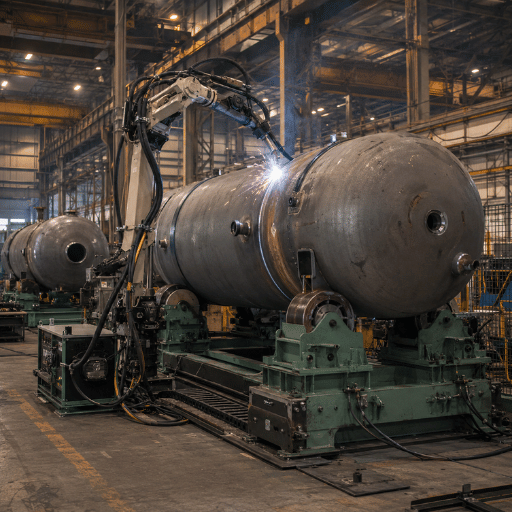
As aplicações de robôs de soldagem são mais valiosas em um contexto de fabricação que já possui perfis de vasos repetíveis, preparação de juntas estabelecida e volume de produção adequado para manter o robô ocupado Do ponto de vista da solução de soldagem, o caso de investimento pode ser mais fraco para vasos de peça única, ciclos de ajuste de mudança e novos sistemas de controle de qualidade que ainda dependem principalmente de métodos manuais.
| Fator Compra | Condição Verde-Luz | Condição de pausa e revisão |
|---|---|---|
| Repetibilidade da família de solda | Mesmo tipo de costura repete por família de produtos. | Cada trabalho precisa de uma nova estratégia conjunta. |
| Disciplina de adaptação | Os acessórios e os controles de aderência mantêm a junta onde o programa espera. | Os operadores ajustam as lacunas por julgamento em cada embarcação. |
| Maturidade de controle de qualidade | Os registros WPS, PQR, qualificação, inspeção e reparo já são gerenciados. | Espera-se que o fornecedor defina todo o caminho da qualidade. |
| Manipulação espaço | A embarcação pode girar ou indexar sem bloquear a inspeção e o fluxo do guindaste. | O layout da célula esconde a solda ou interrompe o movimento do material. |
| Pressão trabalhista | Soldadores qualificados podem avançar para trabalhos de configuração, monitoramento e alto julgamento. | O plano pressupõe que o robô remova todo o conhecimento de soldagem da oficina. |
Para conjuntos adjacentes à caldeira, tanques e equipamentos industriais pesados, revise aplicações de robôs de soldagem da indústria de energia depois que a família de solda da embarcação e o caminho de qualificação são claros Os compradores que comparam equipamentos mais amplos também podem revisar o estimador de custos do robô de soldagem e o guia em como escolher um robô de soldagem.
Roteiro de implementação: da solda de amostra ao primeiro lançamento de produção
Tal como acontece com muitos projetos que envolvem soldagem de automação robótica, este tipo de investimento deve ser introduzido em etapas A maior compra de robô não é o prêmio; encontrar um processo de soldagem, dispositivo elétrico, posicionador e programa capaz de enfrentar a produção real, juntamente com o plano de inspeção e registros, é o objetivo.
Caminho de liberação em oito etapas
- Defina a família de embarcações, o mapa de solda, as capacidades do material e a transferência de inspeção.
- Confirme a edição do código, o escopo da construção e a autoridade de engenharia responsável.
- Selecione o alcance do braço do robô, o estilo do posicionador, o conceito do acessório e o alcance de acesso.
- Soldas representativas do programa, possivelmente com base na geometria real da peça ou em uma peça comparável de estoque.
- Sincronize as qualificações WPS, PQR, soldador e operador de solda e o processo de gerenciamento de arquivos do programa.
- Valide os controles de ajuste, soldagem por aderência e limpeza de juntas.
- Verificações visuais, volumétricas, EQM e dimensionais completas consistentes com o plano estabelecido.
- Finalizar políticas para lançamentos de produção, revisões de programas, mudanças de operadores e reparos.
Programação é muitas vezes onde os compradores subestimam a mudança Os robôs podem repetir um caminho de solda, mas eles ainda precisam de definição conjunta sólida, disciplina de fixação, acesso à tocha e controle de revisão Para profundidade de planejamento relacionado, consulte os guias internos sobre programação robô soldagem, tratamento térmico pós-solda, e sistemas de soldagem automatizados.
Perspectivas da indústria: por que as oficinas estão revisando a soldagem robótica agora

O tempo não é apenas sobre robôs É também sobre a disponibilidade do trabalhador, consciência do ciclo de código e pressão do comprador para a produção rastreável O Lançamento IFR World Robotics 2025 relata 542.000 robôs industriais instalados globalmente em 2024, o quarto ano consecutivo acima de 500.000. Isso não prova que uma célula de vaso de pressão seja a compra certa, mas mostra que a adoção de robôs industriais não é mais uma escolha marginal.
O trabalho faz parte do mesmo quadro O Perfil O*NET OnLine para soldadores, cortadores, soldadores e braseiros lista tarefas de produção, como inspeção de peças de trabalho, configuração de equipamentos de soldagem, processos de monitoramento e materiais de posicionamento. Um melhor planejamento de automação não remove a habilidade de soldagem da oficina; ele move pessoas qualificadas em direção à configuração, controle de procedimentos, suporte de inspeção e trabalho que não deve ser reduzido ao seguimento de caminho.
A detecção visual também está melhorando. Uma revisão de 2024 em detecção visual em soldagem robótica inteligente agrupa trabalhos recentes em rastreamento de costura, detecção de defeitos de talão, medição de geometria de poça de solda e planejamento de caminho. Trate isso como um contexto tecnológico útil, não como um substituto para qualificação de procedimento ou inspeção de vasos de pressão.
Perguntas frequentes
P: Um robô pode soldar em um vaso de pressão?
Ver Resposta
Sim, desde que a solda siga o procedimento prescrito, qualificação, inspeção e controles de registro O robô é simplesmente um método de produção.
P: A Seção VIII da ASME aprova um robô de soldagem?
Ver Resposta
No A Seção VIII controla o contexto de construção do vaso de pressão Independentemente do método, o uso robótico é regido pelo projeto do vaso, programa de qualidade, procedimento de soldagem qualificado, pessoal ou qualificações do operador, plano de inspeção e registros do projeto Se um fornecedor disser que um robô é “ASME aprovado”, pergunte qual certificado, procedimento, qualificação do operador e registros de inspeção se aplicam à sua família de embarcações.
P: A Seção IX é mais importante que a Seção VIII para soldagem robótica?
Ver Resposta
Eles explicam diferentes partes do processo A Seção VIII diz respeito à construção de vasos de pressão, e a Seção IX explica o procedimento e a qualificação do pessoal para soldagem A maioria dos projetos de soldagem robótica requer revisão de ambos.
Q: Que tipo de soldagem é usada para vasos de pressão?
Ver Resposta
As famílias de processos comuns incluem soldagem a arco submerso (SAW), soldagem a arco de metal a gás (GMAW/MIG), soldagem a arco com núcleo de fluxo (FCAW) e soldagem a arco de tungstênio a gás (GTAW/TIG).A seleção depende da geometria da junta, material, espessura, posição, acesso e base de qualificação. Para costuras longas e repetitivas, o SAW pode ser revisado primeiro; para trabalhos de controle de raízes, pode ser necessário um caminho diferente. Escolha o processo antes de congelar a célula do robô.
Q: Quanto custa um robô de soldagem de vaso de pressão?
Ver Resposta
O preço depende de elementos como alcance do robô, tamanho da fonte de alimentação, dimensões do posicionador, acessórios, conjunto de sensores, proteção de segurança, tarefas de programação e comissionamento da célula. O uso de faixas de preços on-line deve ser tratado apenas como cortes preliminares iniciais. Solicite que o preço seja baseado em desenhos reais de sua família de embarcações, mapa de solda e todos os requisitos de inspeção.
P: Quais registros devo solicitar a um fornecedor antes de comprar?
Ver Resposta
Pergunte sobre como a célula foi projetada para suportar WPSs, PQR, qualificações do operador, ajuste e controle de aderência, registro de identificação de solda, gerenciamento de mudanças dos programas, rastreabilidade de materiais e transferência para exame não destrutivo (NDE) e operações de reparo Certifique-se de que a resposta se aplique especificamente à família de embarcações que você está produzindo, em vez de usar materiais genéricos de marketing de robôs.
P: Uma célula robótica pode soldar vasos, tubos e equipamentos de energia?
Ver Resposta
Em alguns casos, mas somente se os envelopes de trabalho, posicionador, acessórios, acesso à tocha e processos de soldagem qualificados corresponderem aos seus produtos Um robô construído para estruturas de equipamentos de energia não ajustará automaticamente bicos de vasos de pressão ou costuras de parede muito grossas, portanto, analise primeiro a família de solda.
Sobre Esta Análise
Este artigo mantém a seleção de robôs de soldagem de vasos de pressão vinculada ao contexto de construção da Seção VIII do ASME BPVC, à qualificação da Seção IX, ao programa de qualidade e aos registros de inspeção. Como nenhum dado de produção na fábrica foi fornecido para este documento, a mão de obra, a adoção de robôs e as reivindicações de suporte de código são fundamentadas em fontes públicas documentadas.
Próximo Passo
Traga um desenho de embarcação, um mapa de solda e a base de código aplicável para a discussão do fornecedor Isso é suficiente para testar o alcance do robô, a seleção do posicionador, o controle de ajuste e o planejamento de qualificação antes da aprovação do orçamento.
Revise as opções de robôs de soldagem da indústria de energia
Artigos Relacionados
- Guia de automação de soldagem de feixe H – lógica de automação para comparação de costura longa.
- Automação de soldagem de estaleiros (a) peça de trabalho que manuseia a embarcação paralela.
- Sistema inteligente de soldagem de estrutura de aço 10000 para a soldadura industrial do multi-eixo.
- Cobot de soldagem vs robô industrial (a) ao comparar carga útil, alcance e proteção.
- Principais fabricantes de robôs de soldagem contexto da paisagem antes do trabalho RFQ.
Referências e fontes
- Padrões do Código de Caldeiras e Embarcações de Pressão ASME 0,0
- Certificação de Caldeiras e Vasos de Pressão 0,0
- Seção IX do BPVC: Qualificações de soldagem, brasagem e fusão 0,0
- Visão geral do curso de treinamento da Seção IX da ASME 0,0
- Visão geral do Conselho Nacional Ção Nacional de Inspetores de Caldeiras e Embarcações de Imprensa
- Soldagem de aderência de vasos de pressão e caldeiras Série Técnica do Conselho Nacional
- Bicos: O elo fraco em equipamentos de pressão Ção Nacional
- Códigos e Padrões Sociedade Americana de Soldagem
- Soldadores, cortadores, soldados e braçadeiras *NET OnLine
- Demanda global de robôs em fábricas dobra ao longo de 10 anos – Federação Internacional de Robótica
- Tecnologias de sensoriamento visual em soldagem robótica –Xiv revisão do artigo

