
Entre em Contato com Zhouxiang
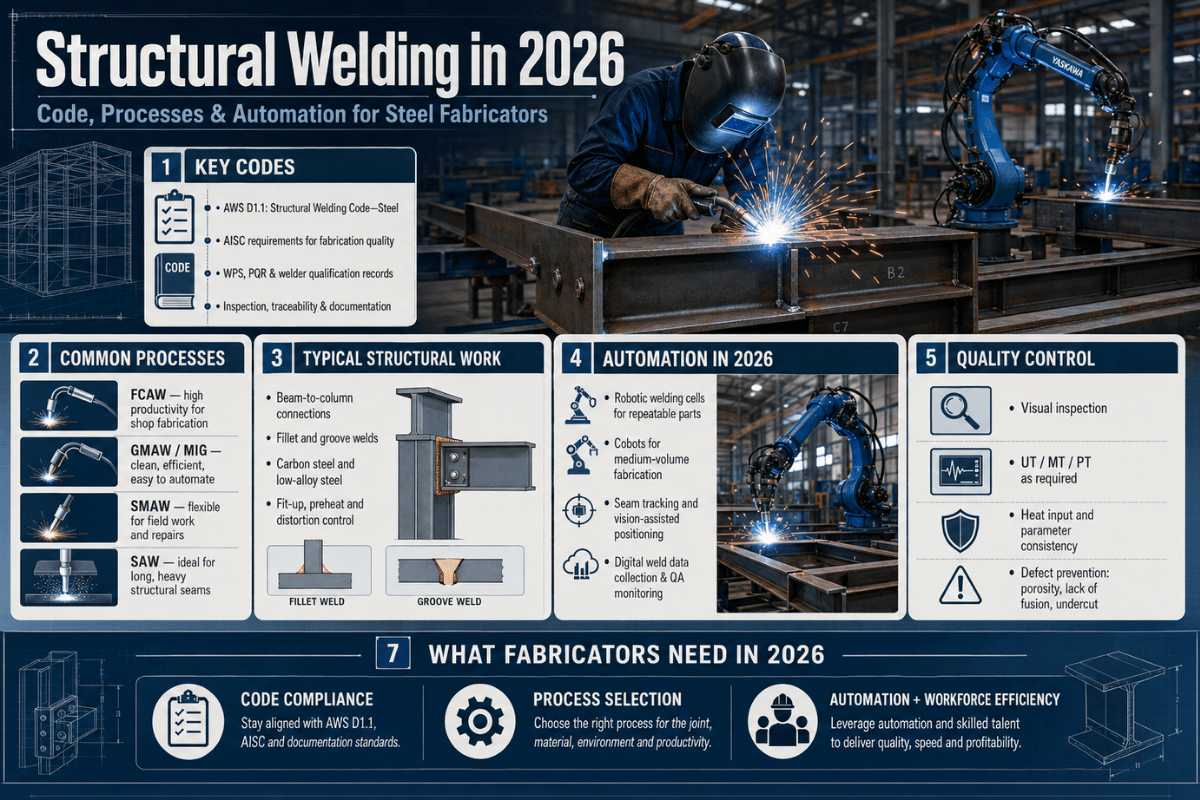
A soldagem estrutural está na convergência de três pressões em 2026: um código dramaticamente atualizado (AWS D1.1:2025), uma força de trabalho decidida a automatizar mais rapidamente do que com a FCAW nos anos 80 e uma indústria siderúrgica atualmente de-GA-ing, 501TP3 T re-shoring e zombando dos trabalhadores das fundações Este guia é escrito para as pessoas que realmente possuem essas decisões: proprietários de lojas de fabricação, engenheiros de solda, gerentes de qualidade, compradores de novos equipamentos; não para o estudante do ensino médio considerando uma carreira de soldagem.
Até a conclusão do artigo você estará presente entre o AWS e as versões 2020 e 2025, - determine o processo de soldagem mais adequado a qualquer serviço/finalidade, - coloque a soldagem estrutural robótica no contexto, identifique onde é aplicável e onde não é, - identifique os parâmetros que a AWS D1.1 exige em 2026 para qualificação e inspeção de procedimentos e - conheça o mercado imediato de 12224 meses e o cenário regulatório.
Soldagem estrutural de especificações rápidas (2026 Snapshot)
| Código de governo (EUA) | AWS D1.1/D1.1M:2025 (2³a edição, ciclo de revisão de 5 anos) |
| Metais básicos primários | ASTM A³6, A572 Gr. 50, A992; A913 Gr. 80 adicionado em 2025 (Grupo V) |
| Processos de campo comuns | SMAW (stick) e FCAW-S (autoproteger flux-cored) |
| Processos comuns de loja | FCAW-G, GMAW (sólido + com núcleo metálico), SAW |
| Inspeção (D1.1 Cláusula 8) | VT obrigatório; MT, PT, UT, PAUT por documentos contratuais |
| Qualificação soldador | AWS D1 Cláusula 6.1 por posição (1G4G ranhura, 14F filete |
| Adoção robótica | Mercado global de soldagem robótica $10.44B (2025) → $11.49B (2026), CAGR 9.94% |
O que é soldagem estrutural?

A soldagem de membros de aço de estruturas de transporte de carga, viga, treliças, vigas de placa, membros de ponte de aço e detalhes de conexão a um código regulando, qualificação, fabricação e exame é soldagem estrutural Nos Estados Unidos AWS D1.1/D1.1 M, Código de Soldagem Estrutural (Structural Welding Code), publicado pela American Welding Society é o código Os códigos para outros materiais são ASTM AWS D1.2 para alumínio, D1.3 para chapa de aço, D1.4 para barra de reforço, AASHTO/AWS D1.5 para pontes, D1.6 para inoxidável, D1.7 para chapa de alumínio.
Esta distinção é significativa porque algum aço soldado não é aço estrutural código-especificado Enquanto um suporte de corrimão e um momento resistindo viga-coluna conexão são ambos soldados em aço, apenas o último é coberto por toda parte por D1.1: o procedimento de solda, o soldador, o detalhe da junta, o metal de enchimento, a inspeção, e os registros.
A escala faz sentido Uma percentagem não trivial desses 1 884 milhões de toneladas registadas pelo Associação Mundial Aço em 2024, como sendo aço bruto global, em 2024 teve que eventualmente terminar como membros estruturais soldados para edifícios, pontes, refinarias e centrais eléctricas, o que pode ser considerado o produto de cada uma dessas soldaduras.
Para os fabricantes americanos típicos, é geralmente assim: Os documentos contratuais exigem um código de construção (digamos IBC); o código de construção, por sua vez, requer AISC 360 para projeto de aço; o AISC360 refere-se novamente ao AWS D1.1 para conexões soldadas; D1.1 então arbitrou especificações da série AWS A5 para metais de enchimento e ASTM para metais básicos. Aparafuse qualquer uma dessas camadas e a conexão não estava em conformidade, mesmo que a poça parecesse bonita.
AWS D11.2025.1 Mudanças de código que os fabricantes de aço precisam saber

AWS D1.1 está em um cronograma de revisão de cinco anos, e a AWS D1.1/D1.1 M:2025 23a edição substitui a AWS D1.1:2020 Essas mudanças de 2025 foram maiores que os cosméticos, elas incluem cálculos de resistência lateral do projeto, requisitos para WPS pré-qualificado, distâncias de pré-aquecimento, aceitação de inspeção e soldagem de pinos.
Aqui está o resumo prático que a maioria das lojas precisará.
O que mudou no AWS D1.1:2025 vs 2020?
| Área | AWS D1.1:2020 | AWS D1.1:2025 |
|---|---|---|
| Força de projeto (Cláusula 4.7) | Apenas Design de Estresse Permitido (ASD) | ASD + Design de Fator de Carga e Resistência (LRFD) adicionado; A Tabela 4.3 lista as dosagens disponíveis |
| Classificação de metais de enchimento | Referências à AWS A5.36 em todo o | Todas as referências A5.36 foram removidas (a especificação foi retirada); os eletrodos permanecem classificados em A5.18, A5.20, A5.28, A5.29 |
| Gás de blindagem (Cláusula 5.6.4) | Não está claro quais gases se qualificam para WPS pré-qualificados | Define Equivalente de Oxigênio (OE = %O2 + 0,5 × %CO2); o gás de produção deve estar em conformidade com o limite de OE do fabricante do eletrodo |
| Distância de pré-aquecimento (Cláusula 7.6.2) | Estenda a espessura máxima do metal base em todas as direções, não menos que 3″ | Para t<1,5″: pelo menos 2× de espessura. Para t≥1,5″: pelo menos espessura, não inferior a 3″ |
| Geometria de descontinuidade (Cláusula 8.10.1) | Definições de linear vs arredondado não explícitas | Linear = comprimento > 3× largura; Arredondado = comprimento ≤3× largura ou irregular |
| Certificação de pessoal de END (Cláusula 8.14.6) | Referência geral à prática do empregador | Duas rotas explícitas: baseadas no empregador por ASNT SNT-TC-1 A ou ANSI/ASNT CP-189; terceiros por ANSI/ASNT CP-9712, CAN/CGSB-48.9712 ou ISO 9712 |
| Soldagem de pinos (Cláusula 9) | Tipos A, B, C | Tipo D adicionado de fio/barra formado por ASTM A706/A706 M Grau 60; teste de tensão 25% de rendimento mínimo especificado |
| Novo metal base | A913 Gr. 70 no grupo inferior | A913 Gr. 80 adicionado ao novo Grupo V na Tabela 5.6 |
A inclusão do código da abordagem LRFD é uma novidade As suposições essenciais relativas às relações de carga de morto a vivo e à confiabilidade estrutural são as mesmas, se não idênticas, àquela derivada do ANSI/AISC 360 nas últimas décadas Para atingir a confiabilidade direcionada, o ajuste aos fatores de redução de resistência do AISC 360 LRFD pode ser realizado.
(Reuters) - Green, Tom Schlafly, Mike Gase, Subcomitê de Estruturas de Aço da AWS D1Q, AWS Welding Journal
Algumas implicações orientadas para a loja para 2026: 1. Se um WPS fizer referência à AWS A5.36, ele precisará ser revisado para uma das outras especificações A5 restantes a tempo de evitar o acionamento da requalificação por outras variáveis críticas. 2. As lojas que realizam trabalhos estruturais de seção fina (menos de 1,5 polegadas) serão capazes de aquecer um perímetro menor ao usar o novo requisito de distância de pré-aquecimento, o que significa menos tempo de tocha, menos custo de combustível e aumento mais rápido das soldagens, uma vez que o pré-aquecimento não seja mais uma produção com gargalos.
Processos de soldagem comuns para aço estrutural

Cinco processos de soldagem respondem pela maior parte da tonelagem de fabricação estrutural Existe um nicho justificável para cada um dado ambiente, geometria da junta, medidores de materiais e estrutura de custos de mão de obra Uma resposta correta não é apenas “go com o mesmo processo”.
| Processo | Classe AWS | Deposição | Posição | Melhor para |
|---|---|---|---|---|
| SMAW (Stick) | A5.1, A5.5 | ~3 libras/hora | Todos | Reparação de campo, soldas curtas, mobilidade |
| FCAW-S (autoproteger) | A5.20, A5.29 | 5 lb/h | Todos | Soldagem de campo ao ar livre/vento |
| FCAW-G (blindado a gás) | A5.20, A5.29 | 81 lb/h | Todos | Compre soldas em escala de moinho e operadores com habilidades mistas |
| GMAW (sólido + com núcleo metálico) | A5.18, A5.28 | 61 lb/h | Todos (sólidos: fora de posição limitada) | Limpe as soldas da loja, nenhuma escória, pilhas robóticas |
| SERRA | A5.17, A5.23 | 15 0+ lb/ | 1F, 1G principalmente | Soldas longas, contínuas e multipassagens (vigas I, vigas de placas) |
Algumas exceções que a tabela não suporta. todos a maioria dos eletrodos de bastão AWS 7018 que são o cavalo de batalha de soldagem do SMAW estrutural são H4 (4 ml/100 g de depósito).todos os fios FCAW auto-blindados são H8 ou superior, nenhum H4 em química auto-blindada Se uma especificação de campo exigiria H4, isso normalmente seria para SMAW com eletrodos de baixo teor de hidrogênio, não FCAW-S.
Há um tipo de fio semi-blindado, no entanto, que precisa de sua própria discussão Os fios com núcleo metálico são realmente fios GMAW (sem fluxo, limpeza mais fácil como o fio sólido), mas eles se depositam como FCAW (alta deposição).Uma ampla piscina de solda perdoa mais a escala do moinho do que o fio sólido e permite mais variabilidade do operador.
Para uma oficina que possui uma variedade de níveis de habilidade de soldador, esta é a escolha de alta deposição que mais perdoa o operador.
Nota de Engenharia
Tabela 5.1. para a submissão pré-qualificada de WPS (Especificação de Procedimento de Soldagem (Welding Procedure Specification) sob AWS D1.1:2025 agora é dividida em grupos de processos separados (SMAW, SAW, GMAW/FCAW).Também é dividido pelo modo de operação (não curto-circuito, modo de transferência pulsada).O limite no perfil máximo de solda também é adicionado.
Certifique-se de que seus procedimentos pré-qualificados atuais sejam auditados em relação a esta nova tabela antes da transferência cega de 2020.
Campo vs. Loja: Como o aplicativo impulsiona a escolha do processo

A maior despesa em qualquer operação de soldagem é a mão de obra Cada momento que um operador gasta não depositando metal de solda (troca de eletrodos, reposicionamento, moagem, espera de pré-aquecimento, etc) vem na empresa paga à taxa de sobrecarga total Na verdade, para o aço estrutural, a seleção de processos é principalmente uma questão de produtividade.
Esta matriz, sobreposta à aplicação, torna aparentes os dois fatores que determinam o custo: localização (campo versus loja) e espaço de estado (produção vs mobilidade).
| Campo | Loja | |
|---|---|---|
| Produção dominante (soldas longas, operador estacionário) | FCAW-S Deposição alta, tolerante ao vento, sem gás de proteção a perder | SERRA ou FCAW-G Ção de depósito mais elevada, escória gerida em estação fixa |
| Mobilidade dominante (soldas curtas, reposicionamento, acesso misto) | SMAW 0, simples, familiar para a maioria dos soldadores | GMAW com núcleo metálico 0 slag, reinício rápido, tolerante à escala do moinho |
Três dados específicos da comparação real Hobart Brothers mostram o grande jogo produtividade Um fio sólido SAW de 1/8″ a 100 wfs, 30 V, 650 A tem uma velocidade de deslocamento de 22″ por min. para um determinado tamanho de solda alvo O mesmo tamanho de fio de diâmetro executado como metal cored a 150 wfs (mesmo 30 V, 650 A) obtém 27,5 ipm. para fazer a mesma solda + 25% velocidade de viagem, -2513T entrada de calor Em uma costura de vigas de 40', que tem cerca de 10 minutos a menos de tempo de arco por solda e menos distorção para endireitar no campo.
Quando o stick vence
- Operador deve reposicionar entre a maioria das soldas
- A velocidade do vento impede processos de gás protegido
- Requisito de H4 com baixo teor de hidrogênio (FCAW-S atinge o máximo em H8)
- As compensações dos níveis de experiência do soldador misto (SMAW) são a linha de base
- Reparação em campo de estruturas em serviço com acesso limitado
– Quando o bastão perde
- O operador permanece estacionário em longos filés ou ranhuras
- O tempo de ciclo rege o cronograma do projeto
- Soldas multipassagens onde a taxa de mudança de eletrodo é composta
- Condições de loja com fornecimento confiável de gás de proteção
- Carro de solda robótico ou mecanizado disponível
Se um projeto permite a troca de processos, os custos de requalificação geralmente são pagos dentro de um único projeto Muitos códigos estruturais da AWS D1.1 Cláusula 5 permitem WPSs aprovados qualificam por nome em determinados níveis de produção, o que reduz os custos de requalificação ao aderir ao FCAW ou mudar de fio sólido para fio tubular. Diga sobre as economias em vários projetos a seguir.
Soldagem Robótica para Aço Estrutural (E Onde a Automação Vive) (E Onde Não Vem)
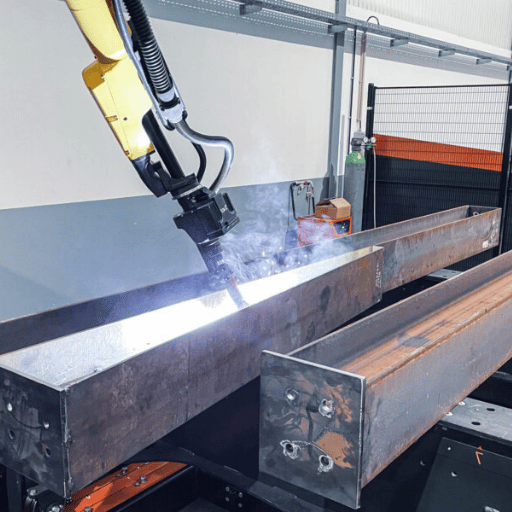
O mercado mundial de soldagem robótica em 2025 gerou 10,44 bilhões de USD e crescerá para 11,49 bilhões de USD em 2026 (uma taxa de crescimento de 10,051TP3 T).E o encontrado de 10 anos Pesquisa Precedência as projeções prevêem que pode chegar a 26,94 bilhões de dólares até 2035 (um CAGR de 9,941TP3 T).E fabricação de aço estrutural será um dos segmentos de macro aplicação impulsionando esse crescimento, mas devido às restrições nem toda oficina estrutural é um ajuste Se você ignorá-los os limites são como sete investimentos de equipamentos de capital figura estão sentados em baías sub-utilizadas.
Uma estação de soldagem robótica de fabricação estrutural assume uma das quatro formas físicas: um robô de seis eixos em um pedestal fixo para membros curtos, um robô em um estação robótica de soldagem de trilho terrestre para vigas longas, uma sobrecarga estação de trabalho robô soldagem pórtico para vigas de placas e soldagens grandes, ou a robô solda cantilever montado em uma coluna-mistura lojas Cada formulário impõe diferentes alcance, carga útil, e acessibilidade restrições & nus cada um carrega diferentes programa-throughput economia.
| Dimensão | Soldagem estrutural manual | Soldagem estrutural robótica |
|---|---|---|
| Taxa de transferência (arc-on %) | 15 0% | 600% após a afinação da primeira peça |
| Consistência do cordão | Operador-dependente; CV varia de trabalho para trabalho | CV apertado; reproduzível em turnos |
| Programação/tempo de configuração | N/A operador funciona para imprimir | Minutos (sem ensino/importação Tekla) a horas (ensino manual) por parte da família |
| Tipos de solda mais adequados | Tudo curto, variado, reparador | Filetes longos, vigas repetíveis, costuras de vigas de placas, soldas de reforço a teia |
| Caminho de conformidade do código | Qualificação de soldador da cláusula 6 da AWS D1.1 | AWS D1 Cláusula 6.17 qualificação do operador de soldagem.17 mesmas variáveis essenciais, mesmo teste |
| Onde o manual ainda ganha | Montagem em campo, reparação, projetos de mistura muito baixa, acesso restrito | — |
A soldagem robótica pode atender aos requisitos da AWS D1.1?
Sim. AWS D1.1 aplica as mesmas Cláusulas 4 e 5 projeto e estrutura de pré-qualificação para sistemas de soldagem robótica como para soldagem manual Os operadores de soldagem (aquelas pessoas que executam o equipamento) são qualificados para Cláusula 6.17 em vez de Cláusula 6 qualificação soldador Um WPS robótico tem que passar pelo mesmo teste essencial-variável ou caminho pré-qualificado Identicamente, enquanto as variáveis essenciais são controladas de forma diferenteo conjunto de parâmetros do robô é memorizado e salvo no controlador que faz a rastreabilidade tighternot afrouxador Além disso, século 21 flexivelmente programado sistema de solda de estrutura de aço inteligente as configurações registram cada uma das centenas de variáveis de passagem, o que torna os registros de inspeção da Cláusula 8 fáceis, não difíceis e satisfaz a rastreabilidade digital exigida pelos requisitos de qualidade da Indústria 4.0.
Onde a automação não paga de volta a cauda de baixa mistura e alta variabilidade é Para tais lojas, a fabricação de conexões arquitetônicas pontuais de 801TP3 T em uma loja não recuperará o custo do tempo de programação da célula As células que pagam são aquelas que executam trabalho de mistura média, onde 30-501TP3 T de minutos de solda vêm de um punhado de famílias de peças repetíveis Para tais lojas, o detalhamento dos custos de soldagem manual vs robótica normalmente mostrará retorno apenas dentro de 18 a 30 meses de economia de trabalho, antes de levar em consideração menor retrabalho ou endireitamento por distorção.
Os dados de campo também desafiam os “robôs instintivos que substituirão o enquadramento dos soldadores”. Março de 2026 Resumo de soldagem AWS descreve a transição como a mudança de trabalhos mais para programação, verificação de qualidade e supervisão do sistema, não como eliminação de rede. Uma célula robótica ainda precisará de um CIT de soldagem e de uma tecnologia de manutenção; o que muda é o que essas pessoas fazem com seu tempo.
Especificações do procedimento de soldagem (WPS) e juntas pré-qualificadas

Sob AWS D1.1, toda solda deve ter uma especificação de procedimento de soldagem por escrita Que WPS lista as variáveis essenciais (processo, metal base, enchimento, posição, pré-aquecimento, temperatura interpass, parâmetros elétricos e detalhes de junta (que o soldador operador de soldagem deve usar Todo WPS é pré-qualificado (Cláusula 5) ou qualificado por testes através de um Registro de Qualificação de Procedimento (Cláusula 6).
Caminho pré-qualificado é o atalho de produtividade Se o seu detalhe de junta aparecer na Figura 5.1 ou 5.2, seu metal base está na Tabela 5.6, seu metal de adição está na Tabela 5.7, e seu pré-aquecimento é via Tabela 5.11 e você fica dentro do limite das variáveis essenciais você pode produzir um WPS sem teste de qualificação Isso poupa a despesa e o atraso da soldagem de teste, testes mecânicos e registro PQR mantendo esse procedimento de teste de qualificação exigiria.
Duas atualizações práticas do 2025 para ter em mente: uma, a lista WPS pré-qualificada (5.1) agora é subdividida para cada tipo de processo para ler a legibilidade (verifique seus procedimentos pré-qualificados em relação à lista específica do processo).e segundo, a Cláusula 7.6.2 agora encurta a distância de pré-aquecimento necessária para metais básicos com menos de 1,5 polegadas de espessura para o dobro da espessura, em vez da antiga dimensão de metal base “max em todos os lugares, não menos de 3 polegadas Em um flange de meia polegada, que reduz a zona aquecida de 3 polegadas para 1 polegada (combustível mensurável da tocha) e o tempo de permanência do operador economizado a cada passagem.
“AWS.1 é frequentemente um padrão de soldagem, mas na verdade é um padrão de disciplina para correção de execução. A maioria das falhas estruturais não remonta a soldas ruins. Eles remontam a variáveis WPS” perdidas.
0,52 Tiwari, CQP FCQI, praticante de controle de qualidade de soldagem estrutural
Para oficinas que exigem qualificar um procedimento por teste, o teste de verificação de metal de adição detalhado na Cláusula 6.15 foi retirado da cláusula de qualificação de filete devido à sua aplicabilidade a outros tipos de solda onde o metal de adição não é classificado na Cláusula 5 ou onde o WPS não foi qualificado conforme 6.11 ou 6.12. Seu teste permanece o mesmo em finalidade e apenas o local foi alterado.
Inspeção de soldagem estrutural VT, MT, PT, UT e PAUT
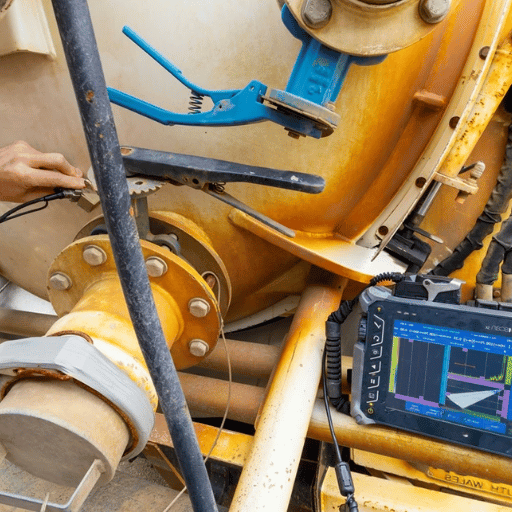
Inspeção AWS D1.1-8. exigiu testes visuais (VT) em todas as soldas Outros métodos de teste, partícula magnética (MT), penetrante (PT), ultrassônico (UT) e PAUT são feitos de acordo com os documentos do contrato - uma combinação de métodos como MT ou PT, a fim de encontrar imperfeições superficiais em soldas de filé, UT ou RT em soldas de ranhura de penetração total e PAUT mais e mais em membros ciclicamente carregados ou críticos para fratura.
| Método | Detecta | Usado para |
|---|---|---|
| VT (Visual) | Defeitos superficiais, perfil, corte inferior, porosidade | Cada solda (obrigatória) |
| MT (Partícula Magnética) | Fissuras superficiais e próximas à superfície em aço ferromagnético | Soldas de filete, soldas reparadas, soldas após moagem |
| PT (Penetrante) | Falhas de quebra de superfície (abertas apenas para superfície) | Materiais não magnéticos; às vezes sobreposições inoxidáveis |
| UT (ultrassônico) | Falhas internas de fusão, escória | soldas de ranhura CJP em conexões de momento, soldas de topo |
| PAUT (Phased Array UT) | Falhas internas com imagem e dimensionamento de profundidade | Soldaduras (pontes) ciclicamente carregadas/críticas à fratura |
A AWS D1.1:2025 fornece uma definição clara da geometria que determina como as descontinuidades são classificadas De acordo com a Cláusula 8.10.1, uma descontinuidade é classificada como linear se a relação comprimento/largura exceder 3:1, e como arredondada se a relação for menor ou igual a 3:1 ou a descontinuidade for irregular A aceitação ainda segue a Tabela 8.1, mas o critério de geometria agora está claro.
As qualificações dos inspetores também são mais explícitas em 2025. O pessoal de END pode ser certificado de acordo com a Cláusula 8.14.6 por meio de dois caminhos possíveis: um programa de certificação baseado no empregador escrito para ASNT SNT-TC-1A ou ANSI/ASNT CP-189, ou um certificação de terceiros de acordo com ANSI/ASNT CP-9712, CAN/CGSB-48.9712-2022 ou ISO 9712:2021. As lojas que exportam internacionalmente ou trabalham com seguradoras que exigem certificação de terceiros agora têm reconhecimento explícito de código.
Nota de Engenharia
A porosidade parece ser a rejeição da cláusula 8 mais citada para QA/QC estrutural. Filetes de tamanho inferior e falta de fusão são o segundo e o terceiro. Causas radiculares: base contaminada (escala de moinho, óleo, tinta); umidade no fluxo de lh que foi deixada na caixa quente não aquecida; gás de proteção afastado (pelo vento ou fluxo muito baixo).
Freqüentemente, uma análise de causa comum indicada no compartimento de fio não indiciará o fio, mas sim o processo de preparação conjunta.
Uma outra questão da Cláusula 8 que não está em algum lugar do livro de códigos, mas faz parte de todas as operações de soldagem, é a segurança dos fumos. Pesquisa financiada pelo CDC NIOSH observou que das amostras de zona respiratória de soldadores de construção coletadas, 25% excedeu o limite de exposição permitido pela OSHA de 5 g/m 2 de cromo hexavalente (CrVI); a exposição mediana mais alta foi a soldagem a arco de metal blindado em aço inoxidável (5,0 g/m 2 no PEL).Quando a ventilação de exaustão local foi introduzida em ensaios controlados, a exposição mediana ao CrVI foi reduzida 68%.
Para oficinas que soldam sobreposições inoxidáveis em aço estrutural, esta é uma questão de inspetor da Cláusula 8 que realmente viaja com o operador, não com a solda.
certificação e qualificação de desempenho do soldador AWS D1.1

Os testes de desempenho de qualificação de desempenho do soldador (WPQ) sob a cláusula 6 do AWS D1.1 são construídos para testar a capacidade do soldador de depositar metal de solda sadio em uma configuração e posição predeterminadas Um WPQ é dado por posição (1 G, 2 G, 3 G, 4 G para soldas de ranhura), por processo, por grupo de metais básicos e por classificação de metal de enchimento Só porque um soldador é qualificado por 3 G FCAW na placa A36 não significa que ele está qualificado para segurar uma solda 4 G SMAW em A572.
As variáveis são diferentes e os testes são diferentes.
Os cupons de teste são testados por flexão e examinados visualmente A ranhura de penetração conjunta completa (CJP) tem a opção de ser substituída pelo uso de um teste radiográfico ou ultrassônico em vez de testes de flexão para um empreiteiro, os padrões de aceitação devem estar na seção 6. Os pinos tipo D adicionados em 2025 devem ser testados por tensão para 1251TP3 T do limite de escoamento mínimo especificado para ASTM A706 Grau 60.
A continuidade da qualificação de desempenho é de seis meses de soldagem de qualquer processo para o qual um soldador é qualificado, a menos que o sistema de qualidade do seu empreiteiro declare o contrário Muitos fabricantes executam uma solda de renovação interna todos os anos, apenas como uma salvaguarda, mesmo que esse soldador negocie vários processos.
Para comparação de custos, um único WPQ D1.1 em um laboratório de testes externo custa entre 300 e 700 dólares em 2026, dependendo da posição, espessura da placa e se o RT ou UT é substituído por testes de curvatura Lojas que mantêm sua própria infraestrutura de testes espalham os custos do equipamento e do inspetor por muitos soldadores, diminuindo o custo por teste, mas aumentando os custos do sistema de qualidade; o Calculadora ROI de robô de soldagem em nosso site permite a comparação de qualquer caminho de certificação e salário.
Materiais A36, A57 Gr. 50, A992 e o que D1.1 diz sobre cada um

Para capturar em todo o mundo, os três tipos de aço que continuam a dominar o mercado de fabricação estrutural dos EUA são ASTM A36 (aço carbono estrutural geral, rendimento de 36 ksi), A572 Grau 50 (liga baixa de alta resistência, rendimento de 50 ksi) e A992 (formas W para edifícios, o padrão AISC para vigas de flange larga).Todos os três estão na AWS D1.1:2025 Tabela 5.6 (Metais Base Aprovados para WPSs Pré-qualificados) com seus requisitos de metal de enchimento pré-qualificado e pré-aquecimento necessários.
| Especificação | Rendimento MÍNIMO | Tênsil | Uso comum | Grupo D1.1 |
|---|---|---|---|---|
| ASTM A36 | 36 ksi | 58 ksi | Placa estrutural geral e barra | I |
| ASTM A572 Gr. 50 | 50 ksi | 65 ksi min | placa HSLA, barras, formas estruturais | II |
| ASTM A992 | 50 ksi | 65 ksi min | Formas de construção de flange larga | II |
| ASTM A913 Gr. 80 (novo) | 80 ksi | 90 ksi min | Formas QST de alta resistência (sísmicas) | V (novo em 2025) |
O código de 2025 introduziu definições específicas de correspondência, subcorrespondência e sobrecorrespondência de metais de enchimento (Cláusulas 4.4.1).Quando os metais básicos especificaram rendimento mínimo de 60 ksi ou mais, a tração do enchimento deve ser pelo menos a do metal base mais baixo na junta, mas não mais que 10 ksi acima Abaixo do rendimento de 60 ksi, o máximo é de 20 ksi acima A sobrecorrespondência às vezes é especificada para intemperismo ou tenacidade, mas a resistência da conexão ainda é calculada usando a tração do enchimento correspondente (uma nuance) que muitas vezes confunde os engenheiros não familiarizados com os padrões de projeto.
Os níveis de tolerância para curvatura e varredura no nível de conexão em colunas e vigas individuais são fornecidos pela ASTM A6/A6 M e AWS D1.1 em combinação Certifique-se de que os níveis de tolerância fabricados possam acomodar tolerâncias finais de fabricação que geralmente são uma fonte de retrabalho, antes de fazer ordens de tolerância apertadas.
Perspectivas da indústria 2026 Crescimento, automação e força de trabalho do mercado de trabalho

Três forças influenciarão o curso da soldagem estrutural em 2027: expansão de capital da infraestrutura de soldagem robótica, emissão da AWS D1.1:2025 como código operacional e escassez de mão de obra que somente a automação pode mitigar.
$11.49B
Mercado global de soldagem robótica, projeção 2026
+10.05%
2025 → 2026 Crescimento ioi (Pesquisa de Precedência)
9.94%
CAGR projetado, 2026 a 2035
No que diz respeito à tecnologia, as ferramentas de soldagem digital 4.0 que podem registrar automaticamente a entrada de calor, tensão, amperagem, velocidade de deslocamento e a consistência dos parâmetros de solda estão rapidamente se tornando o mero padrão para lojas que competem para fazer infraestrutura ou trabalhos críticos de fratura Rastreabilidade que a cláusula 8 da AWS D1.1 costumava exigir pela manutenção manual de registros agora é produzida automaticamente no controlador As lojas que já registram todos os passes estão em vantagem se uma disputa resultar em uma auditoria após uma não conformidade de campo.
A soldagem híbrida a arco a laser e a soldagem por fricção continuam sendo tecnologias de nicho em 2026, uma boa escolha para trabalhos de seção fina e alta precisão na indústria aeroespacial e ferroviária, mas ainda não a resposta de produção para soldas de filé de viga I. A fabricação estrutural principal continuará a ser SMAW, FCAW, GMAW e SAW no futuro previsível, com os aumentos de produtividade espalhados pela automação desses processos, em vez de se espalharem pela substituição deles.
Uma variável que o capital não pode resolver completamente é o quadro da força de trabalho As curvas de aposentadoria de soldadores estruturais experientes nos Estados Unidos têm sido acentuadas ao longo da década de 2020, e o AWS Welding Digest de março de 2026 atribui isso como um dos principais impulsionadores da forte demanda de soldadores, mesmo com o crescimento da automação As lojas que estarão melhor posicionadas em 2026 são aquelas que executam trabalho de mistura média em células automatizadas, certificando seus operadores de soldagem na cláusula 6.17 da AWS D1.1 e usando seus CWIs seniores para supervisionar várias células em vez de inspecionar cada solda uma de cada vez Se planos de capital estiverem sendo feitos para 2027, a questão a posar não é “robot ou nenhum robô,”, mas sim “quais minutos de solda simplesmente pertencem à célula, e que ainda pertencem a uma tocha na mão de uma. estrutura de compra de sistema de soldagem automatizado geralmente mostra que essa é sempre a questão mais acionável.
Um regulamento que vale a pena monitorar: Limites de exposição recomendados pelo NIOSH ao cromo hexavalente ainda estão em revisão, com a proposta de reduzir ainda mais os limites, o que reforçaria os controles sobre operações de soldagem inoxidável e outras operações de soldagem com alto teor de cromo As lojas que não possuem ventilação de exaustão local já estão excedendo o PEL atual em uma porcentagem significativa de amostras, e estariam funcionando em uma capacidade operacional que excede os limites mais apertados também.
Perguntas frequentes
Q: O que é um soldador estrutural?
Ver Resposta
Um soldador estrutural é qualquer pessoa que fabrica ou erige estruturas de aço de suporte de carga, como edifícios, pontes, vigas de placas, plataformas de suporte de pressão para um código de soldagem estrutural Nos Estados Unidos, esse código é AWS D1.1. essa função requer qualificação de desempenho por posição na Cláusula 6, conhecimento de qual WPS está sendo usado e adesão aos critérios de inspeção e aceitação aplicáveis na Cláusula 8.
P: Qual é a diferença entre AWS D1.1 e AWS D1.2?
Ver Resposta
AWS D1.1 é o Código de Soldagem Estrutural para Aço AWS D1.2 é o Código de Soldagem Estrutural para Alumínio Os dois códigos cobrem escopo semelhante no projeto, qualificação, fabricação e inspeção de estruturas, no entanto, para diferentes bases de metais O ponto de fusão mais baixo, maior condutividade térmica e comportamento da camada de óxido de alumínio rendem diferentes critérios de qualificação e projeto de juntas, a fim de separar o alumínio do código D1.1 já existente, o alumínio obtém o seu próprio.
P: O que mudou na AWS D1.1:2025?
Ver Resposta
A publicação de 2025 adiciona Design de Fator de Carga e Resistência, bem como Design de Estresse Permitido à Cláusula 4.7, retira todas as menções à especificação de metal de adição AWS A5.36 agora retirada, reduz a distância mínima de pré-aquecimento necessária para seções finas na Cláusula 7.6.2, esclarece geometria de descontinuidade linear versus arredondada na Cláusula 8.10.1, agora descreve explicitamente duas rotas para a certificação de pessoal de END na Cláusula 8.14.6, anuncia o aparecimento do pino Tipo D na Cláusula 9 e introduz ASTM A913 Grau 80 na Tabela 5.6 como um novo metal base do Grupo V. Os WPSs existentes podem ter retenção de referência limitada quando verificados em relação à Tabela 5.1 específica do processo.
P: Quais processos de soldagem a AWS D1.1 pré-qualifica?
Ver Resposta
AWS D1.1 requer que quatro processos de soldagem estrutural de aço sejam qualificados: soldagem blindada a gás usando um eletrodo de arco metálico (SMAW), soldagem blindada a gás usando um eletrodo de arco cozido em fluxo (SAW), soldagem a arco com núcleo de fluxo autoprotendido (FCAW-S) ou soldagem a arco com núcleo de fluxo blindado a gás usando um eletrodo de arco metálico (FCAW-G) Todos os quatro devem qualificar geometrias de junta usando metais de enchimento que atendam às designações da classe A5 (ver Tabela 5.7, Figura 5.1 e Figura 5.2).O arco de tungstênio a gás, eletroescória e eletrogás são qualificados por meio de procedimentos testados sob a Cláusula 6.
Q: A soldagem robótica pode atender aos requisitos da AWS D1.1?
Ver Resposta
Sim. Uma célula automatizada pode produzir uma solda que atenda à conformidade com AWS D1.1 operando sob um WPS aprovado, seja um procedimento pré-qualificado de acordo com a Cláusula 5 ou qualificado por meio de testes de acordo com a Cláusula 6. O operador de soldagem que opera a célula automatizada sinaliza de acordo com a Cláusula 6.17 (em vez de um soldador manual desligar de acordo com as qualificações da Cláusula 6), mas a junta, o eletrodo, o material do subestado e os critérios de inspeção são precisamente os mesmos Várias lojas acham que a automação, ao automatizar cada parâmetro do processo, melhora a repetibilidade e outros problemas de qualidade da solda Eles percebem que o carro ganhará rastreabilidade, uma vez que o controlador registra automaticamente todas as variáveis essenciais para cada solda.
P: Quanto custa a certificação de soldador AWS D1.1?
Ver Resposta
A Qualificação de Desempenho do Soldador D1.1 de qualidade de lote convencional feita em um laboratório de testes independente de terceiros geralmente custa em 2026 entre $300 e $700, dependendo da posição do ombro (1 G-4 G ou 1 F-4 F), uso de material mais espesso e se inspeção radiográfica ou ultrassônica em vez de testes de curvatura O custo de reaplicar para renovação após a lacuna de capacidade de solda de seis meses ou para novas posições ou processos adiciona despesas incrementais Modelos de retorno de investimento de automação, para lojas que executam programas internos de qualificação de trabalho, amortizam o custo do equipamento sobre muitos soldadores Para engenheiros adquirentes de equipamentos de capital que modelam um tie-in para automação, o Estimador de custos do robô de soldagem compara as curvas de custo de mão de obra por solda.
P: Quais métodos de inspeção a AWS D1.1 exige para soldas de ranhuras?
Ver Resposta
Testes visuais sob os requisitos da Cláusula 8 são exigidos de cada solda, qualquer ranhura ou de outra forma Para ranhuras completas de penetração de juntas, os contratos também exigirão testes radiográficos ou ultrassônicos, tanto para serviços críticos de fratura. Testes de partículas magnéticas ou penetrantes líquidos podem ser especificados para inspeção superficial de soldas acabadas. Em membros carregados ciclicamente para serviço de pontes rodoviárias, a inspeção ultrassônica de phased array é a abordagem volumétrica em expansão porque fornece informações de tamanho de profundidade com uma imagem registrável. Os critérios de aceitação estão na Tabela 8.1, mas a revisão de 2025 esclarece a forma das descontinuidades.
Pronto para conversar sobre planejamento de capital?
Se o seu processo de comparação de código mostrar que uma célula robótica será necessária para atender à demanda de 2026-27, a conversa relevante não é a genérica, mas uma específica com base em seu mix de peças, no layout da sua loja e na lista WPS atual. Faça uma série de análises parte por parte, começando com um modelo de dimensionamento e orientação da avaliação de conformidade de código para as soldas que seriam transferidas de manual para automação.
Explore Sistemas de Robôs de Soldagem de Aço Estrutural →
Sobre Esta Análise
Sobre Esta Análise
Esta soldagem de aço é fornecida pelo grupo de escrita técnica Zhouxiang informações de automação com base em 33 anos de experiência no projeto de equipamentos de soldagem a partir de 1991, para o mercado de aço estrutural. Os resumos de código citam a edição publicada AWS D1.1/D1.1 M:2025 indicada no Published Welding Journal Monthly AWS do Subcomitê D1Q; os números de mercado citam Precedence Research e o AWS Welding Digest, março de 2026. Quando não conseguimos encontrar dados primários sobre um número específico, citamos pesquisas do setor, não uma estatística inventada.
Referências e fontes
- AWS D1.1/D1.1:2025 Código de soldagem estrutural 1/D1.1, aço (via ANSI Webstore)
- Novidades no AWS D1.1 2025, Código de soldagem estrutural (Structural Welding Code) em Aço AWS (Reimpresso)
- AWS D11.2025.1 Alterações no código de soldagem estrutural, aço (2025-05-19)
- O Futuro da Soldagem: Tendências e Inovações (Março de 2026) Sociedade de Soldagem, Welding Digest (Março de 2026)
- Tamanho do mercado de soldagem robótica atingirá US$ 26,94 bilhões até 2035 – Pesquisa
- Exposição e controle de cromo hexavalente em tarefas de soldagem (Revista de Higiene Ocupacional e Ambiental), Susi, Flynn, publicado no CDC Stacks (NIOSH)
- Dados anuais de produção de aço bruto Associação Aço do
Artigos Relacionados
- Soldagem robótica Soldagem manual (Custo, qualidade e rendimento) Comparação de custo, qualidade e rendimento
- Cálculo de ROI de soldagem robótica: fórmula, números reais e análise de retorno
- Como funciona um robô de pórtico Arquitetura e controle de soldagem mecânica
- Critérios de seleção de pórtico de robô de soldagem cantilever vs para tecido estrutural
- Fabricação de soldagem Seleção de processos, controle de qualidade e integração de equipamentos


