
Entre em Contato com Zhouxiang
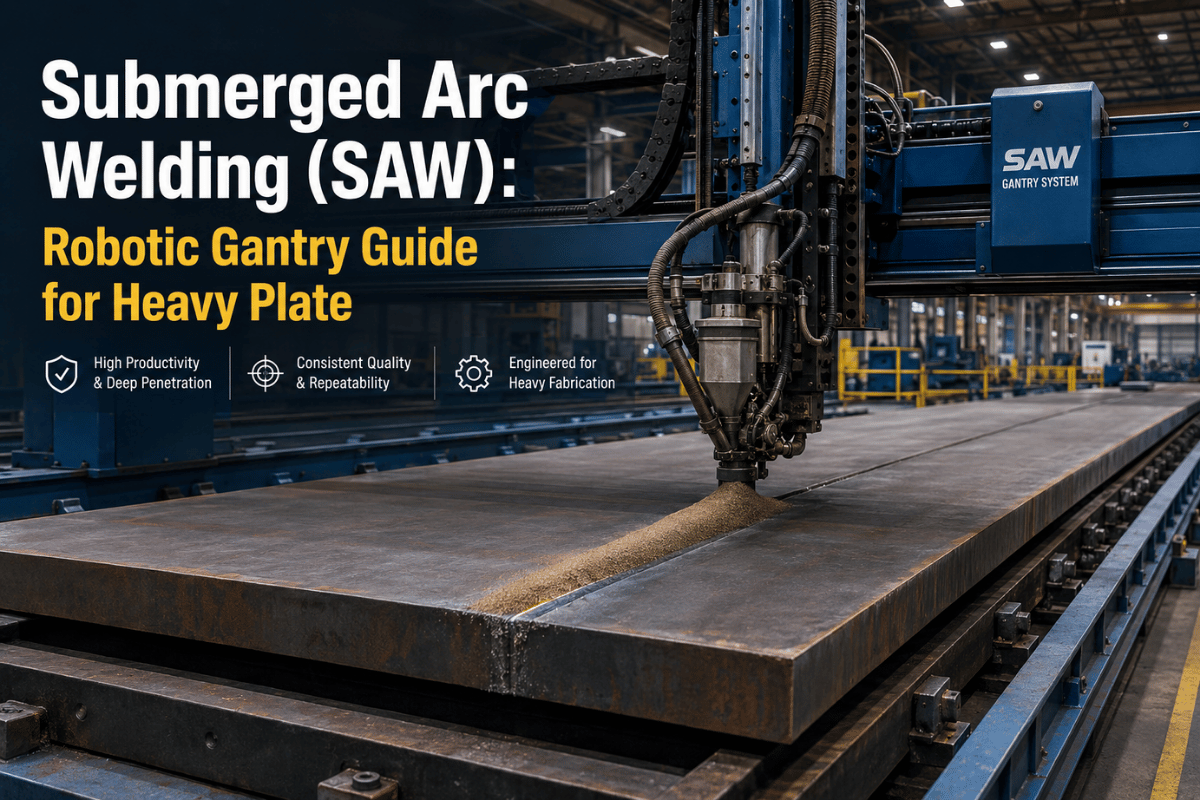
Soldagem a arco submerso (S.A.W) e às vezes conhecido como sub arco ou soldadura subarco (subarc arc ou subarc welding) é o cavalo de batalha do aço estrutural da placa pesada, construção naval-vaso mundo arquivado em 1935 e melhorado por quase 100 anos deposita um cobertor de fluxo granulado espesso sobre a zona de solda de tal forma que o arco queima invisivelmente abaixo, fornecendo taxas de deposição além até mesmo do processo manual mais qualificado Neste guia de hoje descrevemos os fundamentos, equipamentos instalados, aplicações de campo e a estação de trabalho pórtico robótico que transforma um processo de alta deposição em uma linha de produção repetível e mãos-livres.
Especificações rápidas: soldagem a arco submerso
| Processo | Arco de fio alimentado continuamente sob manta de fluxo granular |
| Taxa de deposição | Até 45 kg/h (10 lb/h) cerca de 9× SMAW |
| Faixa atual | 3000 A arco único; até 5.000 A multi-arco |
| Diâmetro fio | 1,6 6,4 mm (1/16″ (1/4″) |
| Espessura placa | 6 mm a 250+ mm (multipassagem em seções grossas) |
| Posição soldagem | Plano (1 F/1 G) e horizontal-filé (2 F) |
| Primeiro patenteado | 1935 (Lloyd T. Jones e outros, US 2.043.960) |
| Melhor para | Soldas longas, retas ou giradas em carbono e aço de baixa liga |
O que é soldagem a arco submerso?
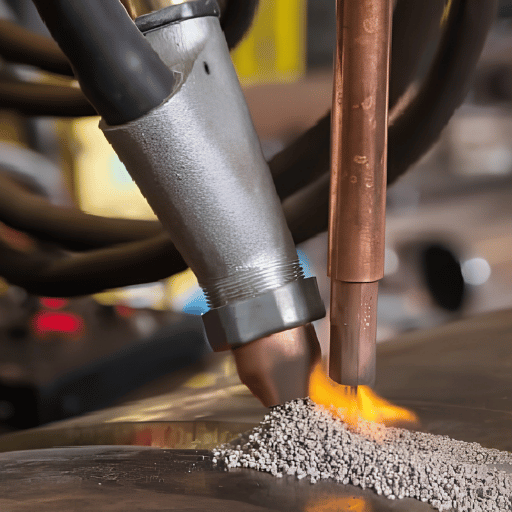
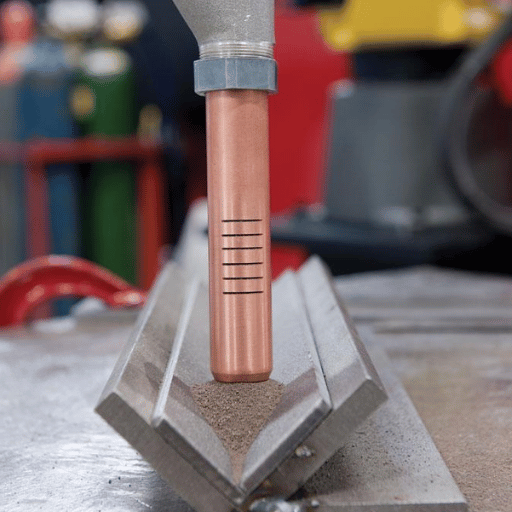
A soldagem por arco submerso é um processo de soldagem por fusão no qual um eletrodo de fio nu ou tubular alimentado continuamente atinge um arco contra a peça de trabalho sob uma manta de fluxo granulado O fluxo derrete na zona de arco imediato, torna-se eletricamente condutor e protege a piscina de solda da contaminação atmosférica, eliminando respingos, flash ultravioleta e a maioria dos fumos de soldagem.
O processo foi originalmente patenteado em 1935 por Lloyd T. Jones e Harry Edward Kennedy e Maynard Arthur Rothermund (Patente dos EUA 2.043.960) e entrou em uso industrial através de aço estrutural e fabricantes de construção naval que precisavam de um método de depositar metal de solda mais rápido do que operadores individuais de soldagem a arco eram capazes de manipular manualmente um eletrodo Hoje em dia o fluxo granulado consiste em cal, sílica, óxido de manganês, fluoreto de cálcio e outros compostos que não apenas proporcionam proteção protetora, mas também podem ligar o metal soldado quase como se ele estivesse submetido a um tubo de gás. Os fabricantes de vasos de pressão Reddit são frequentemente ouvidos comentando que escolher vários fluxos SAW é como adicionar liga ao metal de solda.
Ao contrário da soldagem a arco de metal blindado (SMAW), onde uma sombra é observada pelo operador de solda, a haste revestida de tungstênio ou tungstênio usada, no SAW o arco é enterrado sob uma manta de escória não envolvida. A solda é concluída antes que o operador possa realmente visualizar sua formação na poça de solda (uma vez que a escória é lascada da solda e o fluxo não utilizado é aspirado e reutilizado.
Como funciona o processo SAW (mecânica e variáveis-chave)

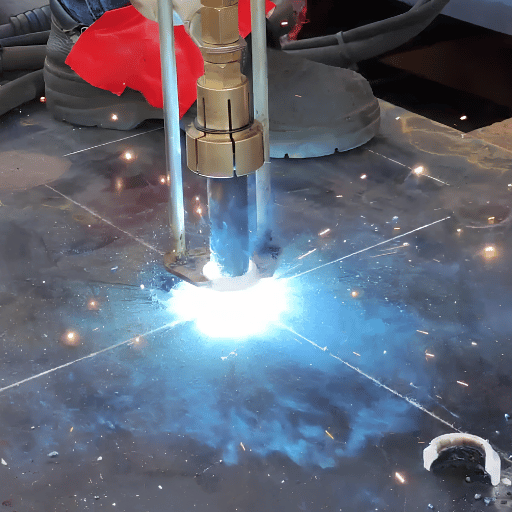
Um sistema SAW fornece três ingredientes para a solda preventivamente: um fio de enchimento, fluxo granular e eletricidade O fio é constantemente fornecido a uma taxa apropriada através de uma ponta de contato, o fluxo é direcionado à frente do fio de uma tremonha ou conduíte pressurizado, e a corrente elétrica é entregue a partir de uma fonte de energia de tensão constante através do fio para a peça de trabalho Quando o arco atinge, o fluxo inferior derrete em uma escória altamente eletricamente condutora que transporta a corrente e protege a poça de solda fundida, produzindo um cordão de solda liso sem respingos e fumaça mínima O fluxo superior permanece granular e é recuperado após cada passagem qualquer coisa entre 501TP3 T e 901TP3 T pode ser usado novamente.
O comprimento do arco é mantido constante por um princípio de autoajuste: se a altura encurtar, a tensão através do arco cair, a corrente que flui através dos fios aumentar e o fio derreter mais rapidamente e se a altura aumentar, vice-versa. Esta propriedade passiva garante que o SAW seja operado principalmente por máquinas semi ou totalmente automáticas. O controle da tocha não é necessário quando os parâmetros são configurados.
Por que a soldagem por arco submerso é chamada de “Submerged”?
Esse nome refere-se ao arco não a peça de trabalho SAW gera o arco dentro do fluxo granular uma cama submersa em fluxo, não visível flash não há arco visível, não há chuveiro de respingos e sua contribuição ultravioleta é mínima Os operadores não precisam de capacete de soldagem ou jaqueta para trabalhar perto desse processo um enorme benefício de segurança no local de trabalho que é raro em processos de soldagem a arco.
Qual é a Taxa de Deposição do SAW?
Depósitos SAW de 18 kg (20/h 40 lb/h).As configurações de múltiplos arcos de fio duplo podem atingir 45 kg/h (100 lb/h), conforme mostrado na citação da Wikipedia do estudo Lappeenranta-Lahti Uni sobre penetração. SMAW limita-se a cerca de 5 kg/h. Essa diferença de 9 em ordem de grandeza é a motivação comercial fundamental que, um século após a sua invenção, SAW ainda é o processo padrão de placas pesadas.
Nota de Engenharia: Cinco Variáveis SAW Controladas
- Velocidade de alimentação do fio controle primário sobre a corrente de soldagem
- Tensão de arco, largura e reforço do cordão
- Velocidade de viagem, entrada de calor e cordão
- O esgana-gatas do eletrodo (ESO) ou a distância entre a ponta de contato e o trabalho (CTTW) influenciam a densidade de corrente
- Polaridade, corrente: CC, CA ou CA de equilíbrio variável multieletrodo
Equipamentos essenciais e consumíveis (energia, fio, fluxo, transporte)
Cada configuração de energia SAW possui quatro bits. Selecionar qualquer um deles isoladamente tende a produzir uma célula incompatível com desempenho inferior.
Fonte de alimentação: a maioria dos SAW de fio único modernos usa uma fonte de alimentação CC de tensão constante O equilíbrio variável CC, com CA multiformato, é necessário para configurações de fio duplo ou múltiplo, onde o arco magnético-sopro se tornou um problema As capacidades vão até 800 A para seções finas e 1500 A para placas pesadas; os sistemas de arco múltiplo geralmente são duas ou três fontes trabalhando juntas.
Alimentador de fio: o alto-torque empurra o fio sólido ou com núcleo através da ponta de contato constantemente, no sulco preparado na superfície de trabalho Os fios são cobre-revestidos para permitir a transferência atual, e para impedir a oxidação entre usos Os fios são enrolados em comprimentos retos ou em bobinas.
Entrega de fluxo: o fluxo granular é alimentado no trabalho usando uma tremonha alimentada por gravidade, ou em fluxo pressurizado através de uma linha de fluxo dedicada Uma câmara de sucção alimenta qualquer fluxo não fundido de volta para a tremonha para que possa ser reutilizado uma eficiência que se reflete na economia da SAW.
Carro de viagem: a cabeça de soldagem se move, sobre uma peça estacionária em um pórtico, ou viga lateral, ou uma peça de trabalho se move, enquanto a cabeça de soldagem permanece colocada em uma base de rolos, posicionador de cauda de cabeça Para trabalhos estruturais longos, a estação de trabalho SAW montada em pórtico cobre facilmente 5 metros e percorre uma pista de mais de 12 metros, desacoplando a solda do movimento do guindaste.
Qual diâmetro e amperagem do fio para qual espessura da placa?
Classificações de fios sob AWS A5.17/A5.17M para aços carbono e AWS A5.23 para aços de baixa liga A química do fio é especificada com a classificação (por exemplo, EM12 K); isso, combinado com o tipo de fluxo usado (por exemplo, F7A2) dá uma previsão das propriedades mecânicas do metal de solda
| Diâmetro Fio | Amperagem Típica | Espessura da Placa Recomendada |
|---|---|---|
| 1,6 mm (1/16″) | 150 A 350 A | 3 3 passa folha de 12 mm, |
| 2,4 3,2 mm (3/32″ (1/8″) | 250 A 600 A | 10 25 mm placa estrutural |
| 4,0 mm (5/32″) | 400 (800 A) | 20 50 mm placa do casco, vigas |
| 4,8 mm (3/16″) | 500 1.100 A | 30 80 mm de pressão-placa de navio |
| 6,4 mm (1/4″) | 650 1.350 A | 50 250 mm seção grossa, multi-passagem |
Escolha do fluxo: os fluxos são categorizados por processo de fabricação (fundido, ligado ou misturado mecanicamente); e por química (ativa, neutra, liga).Os fluxos ativos adicionam Si e Mn à química do fio para produzir a diluição desejada do metal de solda; os fluxos neutros não afetam a química mecânica do fio de soldagem, e os fluxos de liga adicionam níveis selecionados pelo especificador de elementos de liga ao metal de solda do que o fio de soldagem carrega Partículas de fluxo fino combinam fios finos e trabalho fino; partículas grossas lidam com o processo de alta corrente e placa alta.
Por que SAW vence em placa pesada (vantagens)
Escolhendo qualquer oficina de fabricação de placas pesadas no mundo e você verá a SAW executando a costura mais longa Aqui está o porquê: confiamos no que é chamado de 5 kg/h versus 45 kg/h Limiar - a lacuna entre a taxa máxima de deposição de soldagem manual com vara e o teto para configurações de múltiplos arcos SAW Essa proporção de 9 é o que paga o equipamento, a sobrecarga de manuseio de fluxo e a complexidade de rastreamento de juntas que ele exige.
Vantagens
- Deposição até 45 kg/h (multi-arco), 918 kg/h de fio único
- Penetração profunda em placa de espessura única sem preparação chanfrada
- Nenhum arco flash, ultravioleta mínimo, muito baixo fumos-operador funciona sem capacete
- 50 e reciclável do fluxo granular de 0%
- Soldas sonoras, dúcteis com resistência à corrosão e boa tenacidade ao impacto (down) para - 60° C com combinações de alta basicidade de fluxo/fluxo
- O SAW de fio único também pode soldar chapas finas em velocidades de deslocamento de até 5 m/min
“Master MIG, TIG e stick before SAW. É assim que você sempre terá um emprego.”
(a) Soldador/Discussão sobre o caminho da carreira do Reddit
Esse enquadramento comunitário é importante: o SAW é uma especialidade de nível sênior, não um processo de entrada Ele recompensa uma oficina de fabricação que já possui profundidade de engenharia de soldagem - não uma startup que procura um caminho mais fácil para o trabalho estrutural.
Onde SAW cai curto (limitações)
Os pontos fortes da SAW vêm de sua mecanização e alto aporte de calor Ambos se transformam em passivos para peças que não se encaixam em seu perfil.
– Limitações
- Restrito às posições plana (1 F/1 G) e horizontal-filé (2 F) - sem vertical ou acima
- Melhor em costuras longas retas ou giradas; juntas curtas perdem eficiência para limpeza e configuração da interpassagem
- Diâmetros de tubo abaixo de aproximadamente 200 mm causam queda de fluxo na peça de trabalho
- Limitado a ligas ferrosas (aço carbono, aço de baixa liga, aço inoxidável) e algumas ligas à base de níquel - sem alumínio, sem ligas de cobre
- O rastreamento conjunto é essencial porque o operador não consegue ver o arco
- A escória deve ser removida entre passes - o manuseio de fluxo é uma linha de custo real
Um modo de falha específico merece atenção Em taxas de deposição muito altas em placas espessas de nível offshore, os fabricantes veem a fissuração retardada por hidrogênio nas passagens de solda mais profundas horas ou mesmo dias após a soldagem. As fissuras abrem sob tensão residual à medida que o hidrogênio difusível se acumula na microestrutura dura. O remédio é uma combinação de fio/fluxo com baixo teor de hidrogênio combinada com o armazenamento controlado dos fluxos ligados aos consumíveis absorvem a umidade rapidamente e um forno abaixo de 150°C não é negociável para trabalhos de certificação offshore.
Outra limitação prática: o SAW não salvará uma loja em trabalhos de formato errado A orientação da indústria de Hobart aponta para a figura de comprimento de junta de 1,2 metro como o piso prático onde a economia do SAW começa a funcionar Abaixo disso, a proporção de tempo de arco para configuração e tempo de limpeza trava, e uma célula flux-cored ou MIG irá superá-la.
SAW vs Outros Processos de Soldagem (Tabela de Comparação)
Escolha o processo errado para o trabalho e ou colapsos de deposição ou capital é desperdiçado A tabela abaixo compara SAW com os três processos que mais frequentemente substitui ou compete em trabalhos de placas pesadas: arco gás-metal (GMAW/MIG), arco fluxado (FCAW) e eletroescória (ESW).
| Dimensão | SERRA | GMAW (MIG) | FCAW | ESW |
|---|---|---|---|---|
| Taxa de deposição | 95kg/h | 2kg/h | 4kg/h | 15 5 kg/h |
| Posição soldagem | Filé plano/horizontal | Todas as posições | Todas as posições | Apenas vertical |
| Melhor espessura de placa | 12 + 50 mm | 15mm | 6mm | 5000 mm de passagem única |
| Ponto ideal de comprimento da junta | ≥ 1,2 m em linha reta ou girado | Qualquer comprimento | Qualquer comprimento | Costuras verticais > 50 mm de espessura |
| Intensidade capital | Alto | Baixo | Baixo | Muito alto |
Árvore de decisão de seleção de processo
- Se placa 25 mm E junta 1,2 m E posição é plana SAW (melhor economia de deposição)
- Se a placa 50 mm E posição vertical ESW) (eletroslag) passarem por seção espessa
- Se a placa 6 posiciona FCAW de 25 mm OU misto com fio fluxado de alta deposição
- Se placa < 12 mm OU folha fina OU acesso apertado GMAW (MIG)
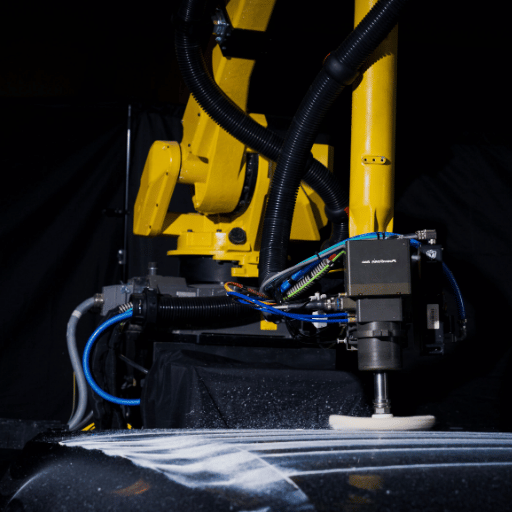
Pórtico robótico SAW: Quando a automação compensa
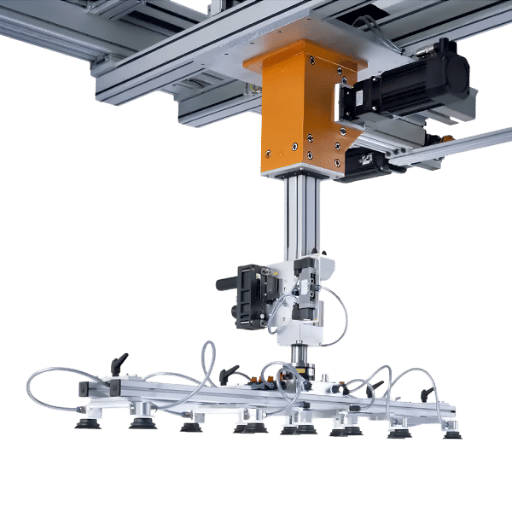
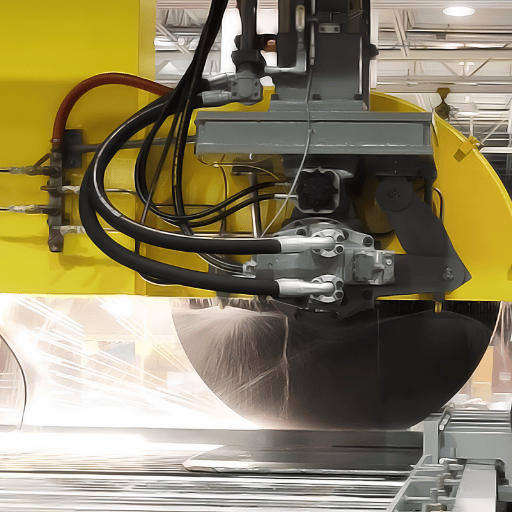
Mecanização obtém repetibilidade SAW. Um pórtico robótico leva o resto do caminho 6 próximo a um trator ou carro lateral com um robô de 6 eixos montado em uma estrutura de portal e um trilho de longo curso O robô traz programação de caminho de ferramenta, rastreamento de costura guiado por visão e integração com sistemas de gerenciamento de oficina O pórtico leva o alcance para abranger painéis de casco, unidades de convés de ponte e grandes vasos de pressão em uma única configuração.
Nota de Engenharia: Especificações da estação de trabalho Gantry SAW (ilustrativas)
- Robô de soldagem de 6 eixos, precisão de posicionamento de repetição de ±0,05 mm
- Largura máxima da solda: 5 m
- Comprimento do trilho: padrão de 12 m, personalizável
- Eficiência de soldagem 0,3 (solding efficiency): 0,5 m/min robô (arco único)
- Visão: câmera estéreo de varredura de linha, precisão de nuvem de pontos de 0,1 mm a uma taxa de quadros de 400 fps
- Controle: programação livre de ensino com importação de modelo Tekla /SOLIDWORKS /UG
O pórtico robótico SAW muda a economia do trabalho Os operadores alimentam e recebem peças, observam parâmetros e supervisionam várias células em paralelo, mas não operam a tocha. Quando acoplado ao rastreamento de costura em circuito fechado oferecido pelos fabricantes de sistemas de visão anunciam uma taxa de aceitação de primeira passagem 98+ em relação à norma de defeito 5 15 do SAW manual em costuras longas de placas pesadas.
💡 Pro Tip quando o pórtico robótico SAW retrocede
Calcule o tempo de ciclo manual, incluindo troca, retrabalho e disponibilidade do operador Se a sua loja funcionar 1.500 horas por ano de SAW de costura longa na mesma família de produtos Vigas H, painéis de convés, torres de transmissão, tanques de transformadores abre a janela de retorno de 12 24 meses do pórtico Abaixo deste volume, um arranjo trator-em-trilho captura grande parte da economia para uma fração do capex.
A demanda automatizada de SAW está em alta A pesquisa DataForSEO “automatic submerged arc welding” mostrou uma inundação de cerca de 30 pesquisas mensais para 110 nos últimos seis meses um indicador de moeda fabricantes estão planejando para o salto Para lojas contemplando esta estrada, o como os robôs de pórtico executam costuras SAW primer percorrerá o fluxo de programação guiada por visão e a abordagem de cálculo de ROI para soldagem robótica Para uma revisão aprofundada da própria estação de trabalho, consulte Zhouxiang pórtico automatizado SAW estação de trabalho referência build.
Indústrias e aplicações: onde a SAW ganha sua posição
A economia da SAW é adequada para empresas que fabricam soldas longas e repetidas em seções de aço pesado Quatro segmentos predominam.
Aço Estrutural e Vigas H
Soldas de filé longo em vigas H, vigas de placas e vigas de guindaste definem a aplicação direta de SAW. As configurações de pórtico de fio duplo podem fazer duas costuras ao mesmo tempo em flanges opostas, cortando o tempo de ciclo pela metade em construções estruturais substanciais. Soldagem robótica para aço estrutural combina o planejamento do programa com tecnologia Tekla com o caminho do pórtico, eliminando o gargalo de programação manual que anteriormente dificultava projetos estruturais de alta mistura.
Seções de casco de construção naval e painéis de convés
A automação de solda de construção naval lida com todos eles, executando SAW em painéis planos do casco, anteparas, revestimento do convés e reforços de nervuras em U. O que torna SAW densa-deposição capaz é a capacidade de executar (X) metros de solda contínua sem quebras como Reddit r/sábios de metalurgia prontamente explicar, “você vê SAW acabar 50 m em uma passagem, o trabalho manual não pode acompanhar”.” Automação de soldagem de construção naval reduz tudo isso para “yard através do planejamento put”.
Vasos de pressão e tanques de armazenamento
Uma forma: cabeças de caldeira, tanques de transformador, tanques de armazenamento de óleo e trabalhos de pressão semelhantes, onde a costura circunferencial e longa SAW anda de mãos dadas. A peça de trabalho atravessa camadas de rolos sob uma cabeça SAW estacionária: isso imita uma costura reta, por coordenadas cartesianas centradas na cabeça, independentemente de quão estranha seja a forma. A Seção IX da ASME controla a qualificação das especificações do procedimento de soldagem e dos registros de qualificação do procedimento nesses trabalhos.
Moinhos de tubos e revestimento/revestimento
C AND Z: moinhos de tubos revestidos em espiral e longitudinais empregam SAW no OD e ID de tubos de linha de grande diâmetro. S e C: o eletrodo de tira SAW (uma tira plana de 60 mm x 0,5 mm em vez de fio redondo) é comum para espalhar sobreposições resistentes à corrosão em peças de aço carbono (um requisito frequente para equipamentos de pressão de petróleo e gás e trocadores de calor.
Perspectivas da indústria 2026+: Adoção robótica e tendências da força de trabalho SAW
Quatro sinais convergentes moldam a direção de curto prazo da SAW.
Escassez de soldadores O previsor de fabricação dos EUA, a American Welding Society, prevê uma escassez de 330.000 soldadores lá até 2028, corroborada de forma independente nas pesquisas da indústria da Randstad e em vários relatórios de força de trabalho de fabricação A adoção generalizada de SAW mecanizado e robótico entre refinadores de placas pesadas elimina a penalidade de produtividade desse resultado.
Crescimento do mercado de soldagem robótica. As principais empresas de pesquisa do mercado industrial agora estimam o mercado global de soldagem robótica na faixa $10 15 bilhões por 2025, com taxas de crescimento anual compostas típicas de 10% e 1513T até o final dos anos 2030. Embora as estatísticas gerais não tenham uma alta relação de cobertura de alimentos zumbis, configurações robóticas específicas relacionadas à SAW, especialmente máquinas de pórtico - atraíram uma parcela enorme do mercado quente, à medida que o processo de placa pesada lenta a automatizada é negociado por uma célula gigante impaciente a solda.
Soldagem digital dupla e adaptativa a IA. Até 2026, os fabricantes de células SAW de pórtico de comissão virtual em preparação digital dupla antes mesmo do aço sair do cais. O ajuste de parâmetros de IA de circuito fechado está migrando para fora do espaço de pesquisa (pesquisa SAW de eletrodo duplo da Kentucky University, por exemplo) para controles de solda comerciais.
Busca-trajeto. “Automático submerso arco soldagem” tinha aumentado seu volume de busca de cerca de 30 para 110 EUA pesquisas mensais ao longo do último semestre (indicador de mudança modesta, mas íngreme, consistente com o interesse do comprador em sistemas robóticos SAW.
Ações. Hoje, as lojas que empregam SAW manual devem definir o orçamento para uma atualização de SOW de pórtico dentro daquela iteração de investimento de capital de 2026-2027. Os barões novos no SAW devem considerar o SAW de pórtico como uma opção de primeira pilha, saltando direto do SAW manual e negando a paridade de faixa do usuário final para o usuário final. Todos os intervenientes no mercado devem formar trabalhadores siderúrgicos em programadores de caminhos de robôs, em vez da mentalidade de “automato para eliminar”, a escassez de soldadores acaba por ser um impedimento real, afinal.
Perguntas frequentes
Q: O que é soldagem a arco submerso bom para?
Ver Resposta
SAW mantém o perfil de carga do depositante mais alto tempo para depositar contra CVs de tubos arquiteturados, longos, retos ou GNAT em qualquer tensão dura, de carbono e quase menor. Aço estrutural, construção naval, vasos de pressão e tubos de grande diâmetro permanecem no coração.
Q: Quais são as desvantagens da soldagem a arco submerso?
Ver Resposta
SAW só pode ser aplicado em posições planas ou horizontais de filé, em ligas ferrosas mais um punhado de tipos à base de níquel. Requer um comprimento de junta de mais de 1,2 m para ser econômico, exige remoção de escória entre passagens e não pode ser usado sem supervisão de arco (montado à mão ou em caminhão) (portanto, o rastreamento de juntas é necessário. O SAW offshore de alta deposição também é propenso a atrasos de envelhecimento no craqueamento de hidrogênio, a menos que consumíveis com baixo teor de hidrogênio sejam aplicados.
P: Por que a soldagem por arco submerso é chamada de “submerged”?
Ver Resposta
O arco em si é submerso (enterrado) sob uma manta de fluxo granular para que nunca quebre a superfície Não há flash de arco visível, nem respingos e emissão ultravioleta mínima.
P: O SAW pode ser realizado com um pórtico robótico?
Ver Resposta
Na verdade, o pórtico de transporte SAW para trabalhos de placas pesadas de costura longa em navios, conveses de pontes e aço estrutural é agora fato. Em um robô de 6 eixos montado em uma estrutura de portal, o rastreamento de costura ponta a ponta combina-se com a geração de programas orientados por modelo para substituir o conceito manual de próxima geração por um processo autoguiado.
P: Qual é o ROI típico para uma estação de trabalho de pórtico SAW?
Ver Resposta
As faixas de retorno da indústria nacional são de 12 a 24 meses, para fabricantes que operam mais de 1.500 horas/ano em um fluxo de produtos maduro e consistente. O retorno deriva de ganhos de qualidade de primeira passagem e deslocados em horas e economia de retrabalho em soldas estruturais longas.
Por que escrevemos este guia SAW
Zhouxiang forneceu equipamentos de soldagem robótica às centenas desde 1991, possuindo mais de 200 patentes em automação Neste manual ingerimos o design do programa SAW da Wikipedia, o AWS Welding Digest e mais de três décadas de experiência na integração de cabeças SAW em estruturas de pórtico para clientes que projetam navios, aço estrutural e vasos de pressão em mais de 50 países. em linha, marcamos os dados de nossa página específica de equipamentos de pórtico; enquanto isso, todas as fontes de dados estão listadas abaixo.
Referências e fontes
- Soldagem a arco submersa (Wikipedia) (referência com referências da Wikipedia a, b)
- Um guia prático para soldagem a arco submerso 2025 American Welding Digest, Sociedade Americana de Soldagem, julho de 2025
- AWS A5.17/A5.17 M-2019: Especificação para Eletrodos e Fluxos de Aço Carbono para Soldagem por Arco Submerso padrão da Sociedade de Soldagem Americana
- Combinações desejáveis de eletrodo e fluxo para soldagem por arco submerso 1o de Iowa do Norte, ScholarWork
- Superfície de cobre do aço carbono pelo processo Submerged-Arc & Dissertação Eletrônica da Universidade Estadual de Ohio
- Processo de soldagem a arco de eletrodo duplo 1o de Kentucky, Reino Unido
- Correlação preditiva entre dureza e propriedades de tração do HSLA soldado por arco submerso helicoidal 10 Biblioteca Nacional de Medicina PMC
- Métodos comuns de soldagem e defeitos de solda na indústria de construção naval 0Insight marinho
Artigos Relacionados
- Robô de soldagem Cantilever vs Gantry 1000, a cinemática certa para o seu chão de fábrica
- Robô de soldagem de pórtico de 7 eixos Ção quando um eixo extra desbloqueia geometria complexa
- Como funciona um robô de soldagem de pórtico 1o passo a passo do modelo CAD para solda depositada
- Cálculo de ROI de soldagem robótica ‘math-deslocamento e payback’
- Guia de custos do robô de soldagem Ção do ápice para compradores
- Soldagem robótica versus soldagem manual quando a escolha certa é


