
Póngase en contacto con Zhouxiang
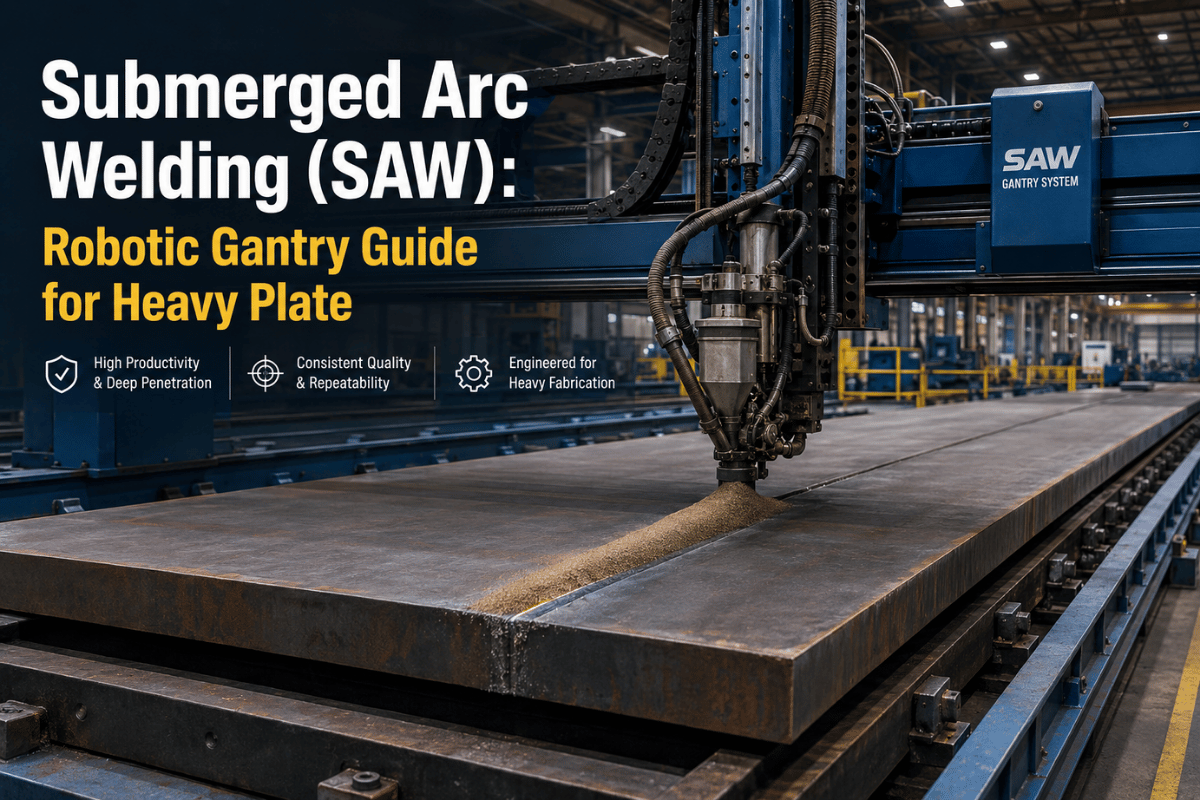
Soldadura por arco sumergido -ñonaw acortada y a veces conocida como soldadura por subarco o subarco -ñona es el caballo de batalla del mundo del acero estructural de placas pesadas, la construcción naval y los recipientes a presión. Presentado en 1935 y mejorado durante casi 100 años, deposita una gruesa manta de fundente granulada sobre la zona de soldadura de modo que el arco arde de manera invisible debajo, proporcionando tasas de deposición incluso más allá del proceso manual más hábil. En esta guía de hoy describimos los fundamentos, los equipos instalados, las aplicaciones de campo y la estación de trabajo robótica de pórtico que transforma un proceso de alta deposición en una línea de producción repetible y manos libres.
Especificaciones rápidas: soldadura por arco sumergido
| Proceso | Arco de alambre alimentado continuamente debajo de una manta de fundente granular |
| Rata de depoziție | Hasta 45 kg/h (100 lb/h) «aproximadamente 9×SMAW |
| Rango actual | 300-2.000 Un solo arco; hasta 5.000 A multiarco |
| Diámetro del alambre | 1,6 « 6,4 mm (1/16® 1/4®) |
| Espesor de la placa | 6 mm a 250+ mm (multipaso en secciones gruesas) |
| Posición de soldadura | Filete plano (1F/1G) y horizontal (2F) |
| Primero patentado | 1935 (Lloyd T. Jones et al., US 2.043.960) |
| Mejor para | Soldaduras largas, rectas o rotadas sobre acero al carbono y de baja aleación |
¿qué es la soldadura por arco sumergido?
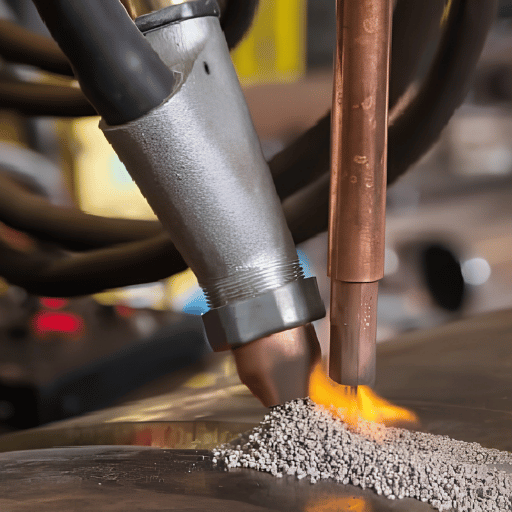
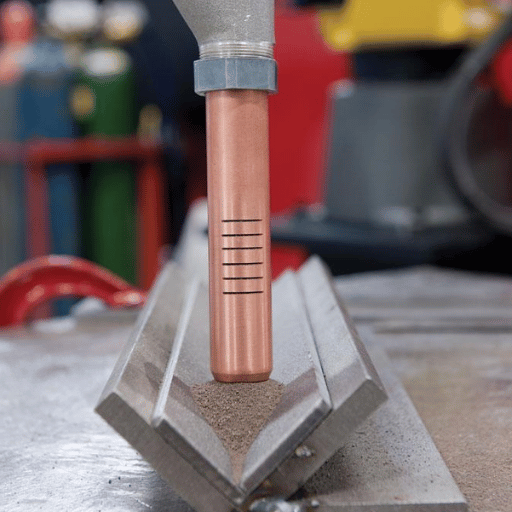
La soldadura por arco sumergido es un proceso de soldadura por fusión en el que un electrodo de alambre tubular o desnudo alimentado continuamente golpea un arco contra la pieza de trabajo debajo de una capa de fundente granulado. El fundente se funde en la zona de arco inmediata, se vuelve eléctricamente conductor y protege el baño de soldadura de la contaminación atmosférica, eliminando salpicaduras, destellos ultravioleta y la mayor parte del humo de soldadura.
El proceso fue patentado originalmente en 1935 por Lloyd T. Jones, Harry Edward Kennedy y Maynard Arthur Rothermund (patente estadounidense 2.043.960) y entró en uso industrial a través de fabricantes de acero estructural y construcción naval que necesitaban un método para depositar el metal de soldadura más rápido que la soldadura por arco individual. Los operadores podían manipular manualmente un electrodo. Hoy en día, el fundente granulado consiste en cal, sílice, óxido de manganeso, fluoruro de calcio y otros compuestos que no sólo proporcionan protección protectora sino que también pueden alear el metal de soldadura casi como si estuviera sujeto a un tubo de gas. A menudo se escucha a los fabricantes de recipientes a presión de Reddit comentar que “elegir varios fundentes SAW es como agregar aleación al metal de soldadura”.
A diferencia de la soldadura por arco metálico protegido (SMAW), donde el operador de soldadura observa una sombra del tungsteno usado o de la varilla recubierta de tungsteno, en SAW el arco se entierra debajo de una manta de escoria no involucrada. La soldadura se completa antes de que el operador pueda ver su formación en el baño de soldadura ñanamente una vez que la escoria se arranca de la soldadura y el fundente no utilizado se aspira y se reutiliza.
Cómo funciona el proceso SAW (mecánica y variables clave)

Un sistema SAW suministra tres ingredientes a la soldadura de forma preventiva: un alambre de relleno, fundente granular y electricidad. El cable se suministra de manera constante a una velocidad adecuada a través de una punta de contacto, el flujo se dirige delante del cable desde una tolva o conducto presurizado y la corriente eléctrica se entrega desde una fuente de energía de voltaje constante a través del cable hasta la pieza de trabajo. Cuando golpea el arco, el flujo inferior se funde en una escoria altamente conductora de electricidad que transporta la corriente y protege el baño de soldadura fundido, produciendo un cordón de soldadura suave sin salpicaduras y con un mínimo de humo. El flujo superior permanece granular y se recupera después de cada pasada. Se puede volver a utilizar cualquier cosa entre 50% y 90%.
La longitud del arco se mantiene constante mediante un principio de autoajuste: si la altura se acorta, el voltaje a través del arco cae, la corriente que fluye a través de los cables aumenta y el cable se funde más rápidamente y si la altura aumenta, viceversa. Esta propiedad pasiva garantiza que SAW sea operado principalmente por máquinas semiautomáticas o completamente automáticas «el control de la antorcha no es necesario una vez que se configuran los parámetros.
¿por qué la soldadura por arco sumergida se denomina “sumergida”?
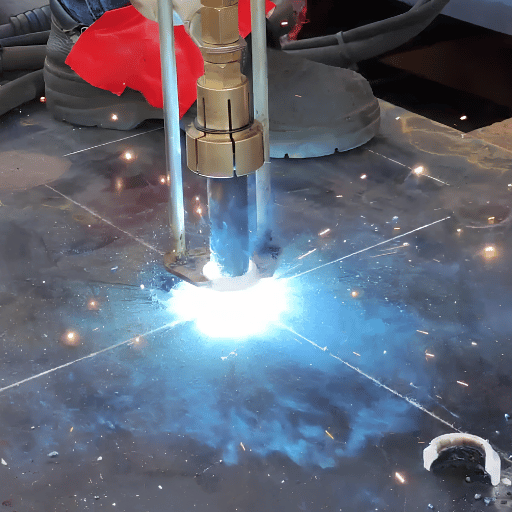
Ese nombre se refiere al arco, no a la pieza de trabajo. SAW genera el arco dentro de un lecho de fundente granular 'sumergido en fundente, no visible. No hay destellos visibles del arco, no hay lluvia de salpicaduras y su contribución ultravioleta es mínima. Los operadores no necesitan un casco o chaqueta de soldadura para trabajar cerca de este proceso, lo que supone un enorme beneficio para la seguridad en el lugar de trabajo que es poco común en los procesos de soldadura por arco.
¿cuál es la tasa de deposición de SAW?
Depósitos SAW de 9 ñame 18kg/h (20 ñame 40lb/h). Las configuraciones de doble cable y de múltiples arcos pueden alcanzar los 45 kg/h (100 lb/h), como se muestra en la cita de Wikipedia del estudio de penetración de Lappeenranta-Lahti Uni. Tapas SMAW a aproximadamente 5 kg/h. Esa diferencia de 9 en orden de magnitud es la motivación empresarial fundamental de que, un siglo después de su invención, SAW sigue siendo el proceso predeterminado de placa pesada.
📐 Nota de ingeniería: Cinco variables SAW controladas
- Velocidad de avance del cable: control primario sobre la corriente de soldadura
- El voltaje de arco « controla el ancho de la perla y el refuerzo
- La velocidad de desplazamiento « controla la entrada de calor y el perfil de la perla
- La rotura del electrodo (ESO) o la distancia entre la punta de contacto y el trabajo (CTTW) influyen en la densidad de corriente
- Polaridad, corriente: CC, CA o CA de equilibrio variable multielectrodo
Equipos esenciales y consumibles (energía, alambre, flujo, transporte)
Cada configuración de energía SAW tiene cuatro bits. Seleccionar cualquiera de ellos de forma aislada tiende a producir una celda no coincidente que tiene un rendimiento inferior.
Fuente de alimentación: la mayoría de las SAW modernas de un solo cable utilizan una fuente de alimentación de CC de voltaje constante. El balance variable de CC, con CA multiformada, es necesario para configuraciones de doble o multicable donde el soplado de arco magnético se ha convertido en un problema. Las capacidades llegan hasta 800 A para secciones delgadas y 1500 A para placas pesadas; Los sistemas de múltiples arcos suelen ser dos o tres suministros que funcionan juntos.
Alimentador de alambre: el alto torque empuja constantemente el alambre sólido o con núcleo a través de la punta de contacto hacia la ranura preparada en la superficie de trabajo. Los cables están recubiertos de cobre para permitir la transferencia de corriente y evitar la oxidación entre usos. Los cables se enrollan en tramos rectos o en bobinas.
Entrega de flujo: el flujo granular se introduce en la obra utilizando una tolva alimentada por gravedad o en flujo presurizado a través de una línea de flujo dedicada. Una cámara de succión devuelve cualquier flujo no fusionado a la tolva para que pueda reutilizarse, una eficiencia que se refleja en la economía de SAW.
Carro de viaje: el cabezal de soldadura se mueve sobre una pieza de trabajo estacionaria en un pórtico, o una viga lateral, o una pieza de trabajo se mueve, mientras que el cabezal de soldadura permanece colocado sobre una plataforma de rodillos, posicionador de colas de cabeza. Para trabajos estructurales prolongados, la estación de trabajo SAW montada en pórtico cubre fácilmente 5 metros y se desplaza sobre una vía de más de 12 metros, desacoplando la soldadura del movimiento de la grúa.
¿qué diámetro de alambre y amperaje para qué espesor de placa?
Clasificaciones de cables en AWS A5.17/A5.17M para aceros al carbono y AWS A5.23 para aceros de baja aleación. La química del alambre se especifica con la clasificación (p. ej., EM12K); esto, combinado con el tipo de fundente utilizado (p. ej., F7A2), da una predicción de las propiedades mecánicas del metal de soldadura
| Diámetro del alambre | Amperaje típico | Espesor de placa recomendado |
|---|---|---|
| 1,6 mm (1/16«) | 150 ñan 350 A | Hoja de 3 ñámetros de 12 mm, pasa raíz |
| 2,4 « 3,2 mm (3/32« « 1/8 «) | 250 «600 A | Placa estructural de 10 ñan 25 mm |
| 4,0 mm (5/32«) | 400 «800 A | Placa de casco de 20 ñan 50 mm, vigas |
| 4,8 mm (3/16«) | 500 «1.100 A | Placa de recipiente a presión de 30 «80 mm |
| 6,4 mm (1/4«) | 650 «1.350 A | 50 ñan 250 mm de espesor, multipaso |
Elección de flujo: los flujos se clasifican por proceso de fabricación (fusionado, unido o mezclado mecánicamente); y por química (activa, neutra, aleación). Los flujos activos añaden Si y Mn a la química del alambre para producir la dilución deseada del metal de soldadura; los flujos neutros no afectan la química mecánica del alambre de soldadura, y los flujos de aleación añaden niveles de elementos de aleación seleccionados por el especificador al metal de soldadura de los que transporta el alambre de soldadura. Las partículas de flujo fino coinciden con los alambres finos y el trabajo fino; Las partículas gruesas manejan el proceso de alta corriente y alta placa.
Por qué SAW gana en Heavy Plate (Ventajas)
Al elegir cualquier taller de fabricación de placas pesadas en el mundo, verá SAW con la costura más larga. He aquí por qué: confiamos en lo que se llama umbral de 5 kg/h versus 45 kg/h: el espacio entre la tasa máxima de deposición de soldadura manual con varilla y el techo para configuraciones de múltiples arcos SAW. Esa relación 9 es lo que paga al equipo, la sobrecarga de manejo de flujo y la complejidad de seguimiento de juntas que exige.
✔ Ventajas
- Deposición hasta 45 kg/h (multiarco), 9-18 kg/h de un solo alambre
- Penetración profunda en placa de una sola pasada de espesor sin preparación de bisel
- Sin arco eléctrico, ultravioleta mínimo, muy bajo nivel de humos: el operador funciona sin casco
- 50-90% de fundente granular es recuperable y reciclable
- Soldaduras sólidas y dúctiles con resistencia a la corrosión y buena tenacidad al impacto, hasta 60°C con combinaciones de alambre/flujo de alta basicidad
- La SAW de un solo alambre también puede soldar láminas delgadas a velocidades de desplazamiento de hasta 5 m/min
“Maestro MIG, TIG y quédate antes de SAW. Así es como siempre tendrás trabajo”
« Soldador senior, Reddit r/Discusión sobre la trayectoria profesional en soldadura
Ese marco comunitario importa: SAW es una especialidad de alto nivel, no un proceso de entrada. Recompensa a un taller de fabricación que ya tiene profundidad en ingeniería de soldadura, no a una startup que busca un camino más fácil hacia el trabajo estructural.
Donde SAW se queda corto (limitaciones)
Los puntos fuertes de SAW provienen de su mecanización y su alto aporte de calor. Ambos se convierten en pasivos por piezas que no se ajustan a su perfil.
⚠ Limitati
- Restringido a posiciones planas (1F/1G) y horizontales (2F), sin verticales ni superiores
- Lo mejor en costuras largas, rectas o rotadas; Las juntas cortas pierden eficiencia debido a la limpieza y configuración entre pasadas
- Los diámetros de tubería inferiores a aproximadamente 200 mm provocan una cascada de flujo fuera de la pieza de trabajo
- Limitado a aleaciones ferrosas (acero al carbono, acero de baja aleación, acero inoxidable) y algunas aleaciones a base de níquel, sin aluminio ni cobre
- El seguimiento conjunto es esencial porque el operador no puede ver el arco
- La escoria debe eliminarse entre pasadas; el manejo del flujo es una línea de costo real
Un modo de falla específico merece atención. A tasas de deposición muy altas en placas gruesas de calidad marina, los fabricantes ven un retraso en el agrietamiento del hidrógeno en las pasadas de soldadura más profundas horas o incluso días después de la soldadura. Las grietas se abren bajo tensión residual a medida que el hidrógeno difusible se acumula en la microestructura dura. El remedio es una combinación de alambre/flujo con bajo contenido de hidrógeno combinada con el almacenamiento controlado de los fundentes unidos a consumibles que absorben la humedad rápidamente, y un horno por debajo de 150 °C no es negociable para trabajos de certificación en alta mar.
Otra limitación práctica: SAW no ahorrará a una tienda trabajos de forma incorrecta. La guía de la industria de Hobart señala la cifra de longitud de articulación de 1,2 metros como el piso práctico donde la economía de SAW comienza a funcionar. Por debajo de eso, la relación entre el tiempo de arco activado y el tiempo de instalación y limpieza falla, y una celda MIG o con núcleo de flujo la superará.
SAW frente a otros procesos de soldadura (tabla comparativa)
Elija el proceso incorrecto para el trabajo y la deposición colapsará o se desperdiciará capital. La siguiente tabla compara SAW con los tres procesos con los que reemplaza o compite con mayor frecuencia en trabajos de placas pesadas: arco gas-metal (GMAW/MIG), arco de núcleo fundente (FCAW) y electroslag (ESW).
| Dimensión | VIO | GMAW (MIG) | FCAW | ESW |
|---|---|---|---|---|
| Rata de depoziție | 9-45 kg/h | 2-5 kg/h | 4-6 kg/h | 15-25 kg/h |
| Posición de soldadura | Filete plano/horizontal | Todas las posiciones | Todas las posiciones | Sólo vertical |
| Mejor espesor de placa | 12-250+ mm | 1-25 mm | 6-40 mm | 50-500 mm de paso único |
| Punto óptimo de longitud de la articulación | ≥ 1,2 m recto o girado | Cualquier longitud | Cualquier longitud | Costuras verticales > 50 mm de espesor |
| Intensidad de capital | Alto | Bajo | Bajo-moderado | Muy alto |
Árbol de decisiones de selección de procesos
- Si la placa de 25 mm Y la junta de 1,2 m Y la posición es plana SIERRA (mejor economía de deposición)
- Si la placa es de 50 mm Y posición vertical ESW (electroslag) ñona paso a través de sección gruesa
- Si la placa 6 «25 mm O posiciones mixtas FCAW con alambre con núcleo fundente de alta deposición
- Si placa < 12 mm O lámina delgada O GMAW de acceso estrecho (MIG)
Sierra robótica para pórtico: cuando la automatización vale la pena
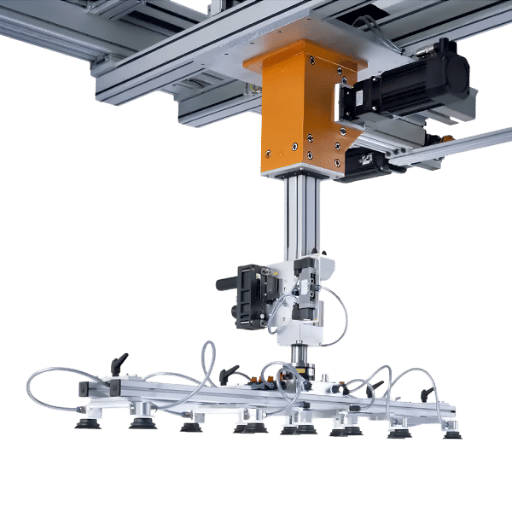
La mecanización acerca la SAW a la repetibilidad. Un pórtico robótico lo lleva el resto del camino (reemplazando un tractor o un carro de viga lateral con un robot de 6 ejes montado en un marco de portal y un riel de largo recorrido). El robot ofrece programación de trayectorias de herramientas, seguimiento de costuras guiado por visión e integración con sistemas de gestión de talleres. El pórtico ofrece el alcance para abarcar paneles de casco, unidades de puente-cubierta y grandes recipientes a presión en una sola configuración.
📐 Nota de ingeniería: Especificaciones de la estación de trabajo Gantry SAW (ilustrativa)
- Robot de soldadura de 6 ejes, precisión de posicionamiento repetido de ±0,05 mm
- Ancho máximo de soldadura: 5 m
- Longitud del carril: 12 m estándar, personalizable
- Eficiencia de soldadura: 0,3 -0,5 m/min por robot (arco único)
- Visión: cámara estéreo de escaneo lineal, precisión de nube de puntos de 0,1 mm a una velocidad de fotogramas de 400 fps
- Control: programación sin enseñanza con importación de modelos Tekla / SOLIDWORKS / UG
La SAW de pórtico robótico cambia la economía laboral. Los operadores alimentan y reciben piezas, observan parámetros y supervisan múltiples celdas en paralelo, pero no operan la antorcha. Cuando se combina con el seguimiento de costuras de circuito cerrado ofrecido por los fabricantes de sistemas de visión, anuncian una tasa de aceptación de primer paso de 98+ frente a la norma de 5 15 defectos de la SAW manual en costuras largas y pesadas.
💡 Consejo profesional «Cuando la SIERRA Robótica para Pórtico paga
Calcule el tiempo del ciclo manual, incluido el cambio, el retrabajo y la disponibilidad del operador. Si su taller funciona 1.500 horas al año de SAW de costura larga en la misma familia de productos, vigas en H, paneles de cubierta, torres de transmisión y tanques de transformadores, se abre la ventana de recuperación de 12 24 meses del pórtico. Debajo de este volumen, una disposición de tractor sobre riel captura gran parte de la economía de una fracción del gasto de capital.
La demanda automatizada de SAW está aumentando. La búsqueda DataForSEO “soldadura automática por arco sumergido” mostró una inundación de alrededor de 30 búsquedas mensuales a 110 en los últimos seis meses, un indicador monetario que los fabricantes están planeando para el salto. Para las tiendas que contemplan esta carretera, el cómo los robots pórtico ejecutan costuras SAW el cebador recorrerá el flujo de programación guiado por visión y el enfoque de cálculo del retorno de la inversión para soldadura robótica. Para una revisión en profundidad de la estación de trabajo en sí, consulte el de Zhouxiang estación de trabajo SAW de pórtico automatizada construcción de referencia.
Industrias y aplicaciones: donde SAW gana su sustento
La economía de SAW es adecuada para empresas que fabrican soldaduras largas y repetidas en secciones de acero pesado. Predominan cuatro segmentos.
Acero estructural y vigas en H
Soldaduras de filete largo en vigas en H, vigas de placa y vigas de grúa definen la aplicación directa de SAW. Las configuraciones de pórtico de doble alambre pueden formar dos costuras a la vez en bridas opuestas, cortando el tiempo del ciclo a la mitad en construcciones estructurales sustanciales. Soldadura robótica para acero estructural combina la planificación de programas impulsada por Tekla con la ruta del pórtico, eliminando el cuello de botella de programación manual que anteriormente obstaculizaba los proyectos estructurales de alta mezcla.
Secciones de casco y paneles de cubierta para construcción naval
La automatización de la soldadura de la construcción naval los maneja todos, ejecutando SAW en paneles de casco planos, mamparos, revestimiento de cubierta y refuerzos de nervaduras en U. Lo que hace que SAW sea capaz de depositar densamente es la capacidad de ejecutar (X) metros de soldadura continua sin roturas ñan, como explican fácilmente los sabios de Reddit r/metalurgia, “ver SAW agotarse 50 m en una sola pasada, el trabajo manual no puede seguir el ritmo” Automatización de soldadura de construcción naval reduce todo eso a una planificación de “paso a fondo”.
Recipientes a presión y tanques de almacenamiento
Una forma: cabezales de caldera, tanques de transformadores, tanques de almacenamiento de aceite y trabajos de presión similares donde la SIERRA circunferencial y de costura larga van de la mano. La pieza de trabajo atraviesa lechos de rodillos debajo de un cabezal de SIERRA estacionario: esto imita una costura recta, por coordenadas cartesianas centradas en la cabeza, independientemente de cuán extraña sea la forma. La Sección IX de ASME controla la calificación de las especificaciones del procedimiento de soldadura y los registros de calificación del procedimiento en estos trabajos.
Molinos de tuberías y revestimiento/revestimiento
C Y Z: los molinos de tuberías revestidos en espiral y longitudinalmente emplean SAW en el OD y el ID de tuberías de gran diámetro. S y C: SAW de electrodo de tira (una tira plana de 60 mm x 0,5 mm en lugar de alambre redondo) es común para esparcir una capa de revestimiento resistente a la corrosión en piezas de trabajo de acero al carbono (un requisito frecuente para equipos de presión de petróleo y gas e intercambiadores de calor.
Perspectivas de la industria 2026+: adopción robótica y tendencias de la fuerza laboral SAW
Cuatro señales convergentes dan forma a la dirección a corto plazo de SAW.
Escasez de soldadores. El pronosticador manufacturero estadounidense, la Sociedad Estadounidense de Soldadura, pronostica una escasez de 330.000 soldadores allí para 2028, corroborada de forma independiente en las encuestas de la industria de Randstad y en varios informes de la fuerza laboral manufacturera. La adopción generalizada de SAW mecanizada y robótica entre las refinerías de placas pesadas elimina la penalización de productividad derivada de ese resultado.
Crecimiento del mercado de soldadura robótica. Las principales empresas de investigación del mercado industrial estiman ahora que el mercado mundial de soldadura robótica estará en el rango de 15 mil millones de $10 para 2025, con tasas típicas de crecimiento anual compuesto de entre 10% y 15% hasta finales de la década de 2030. Si bien las estadísticas generales carecen de un alto índice de cobertura de alimentos zombis, las configuraciones robóticas específicas relacionadas con SAW (especialmente las máquinas pórtico) atrajeron una enorme participación del mercado caliente, a medida que el proceso de placa pesada, de lento para automatizar, se intercambia por una célula gigante impaciente para soldar.
Soldadura digital doble y adaptativa a IA. Hasta 2026, los fabricantes encargan virtualmente celdas SAW de pórtico en preparación de gemelos digitales incluso antes de que el acero salga del muelle. El ajuste de parámetros de IA de circuito cerrado está migrando fuera del espacio de investigación (la investigación SAW de doble electrodo de la Universidad de Kentucky, por ejemplo) hacia controles de soldadura comerciales.
Indicador de trayectoria de búsqueda. La “soldadura automática por arco sumergido” había aumentado su volumen de búsqueda de aproximadamente 30 a 110 búsquedas mensuales en EE. UU. durante el último semestre (una tasa de cambio modesta pero pronunciada, consistente con el interés de los compradores en sistemas SAW robóticos).
Acciones. Hoy en día, los talleres que emplean SAW manual deberían recortar el presupuesto para una actualización de SOW de pórtico dentro de esa iteración de inversión de capital de 2026 y 2027. Los barones nuevos en SAW deberían considerar SAW de pórtico como una opción de primera pila, saltando directamente de SAW manual y negando la paridad de carriles entre usuarios finales. Todos los actores del mercado deberían capacitar a los trabajadores siderúrgicos en programadores de rutas de robots en lugar de una mentalidad de “automatizar para eliminar” (después de todo, la escasez de soldadores resulta ser un verdadero impedimento).
Preguntas frecuentes
P: ¿Para qué sirve la soldadura por arco sumergido?
Ver respuesta
SAW conserva el perfil de carga de depositante con mayor tiempo de depósito frente a CV de tubo GNAT, largos, rectos o con arquitectura, en cualquier tensión dura, de carbono y casi menor. En el corazón permanecen acero estructural, construcción naval, recipientes a presión y tuberías de gran diámetro.
P: ¿Cuáles son las desventajas de la soldadura por arco sumergido?
Ver respuesta
La SAW solo se puede aplicar en posiciones planas u horizontales en aleaciones ferrosas más un puñado de grados a base de níquel. Requiere una longitud de unión de más de 1,2 m para ser rentable, requiere eliminación de escoria entre pasadas y no se puede utilizar sin supervisión de arco (de mano o montada en camión), por lo que es necesario realizar un seguimiento de las juntas. La SAW de alta deposición en alta mar también es propensa a retrasos en el envejecimiento en el craqueo de hidrógeno a menos que se apliquen consumibles bajos en hidrógeno.
P: ¿Por qué la soldadura por arco sumergido se llama “sumergido”?
Ver respuesta
El arco en sí está sumergido ñido bajo una manta de flujo granular para que nunca rompa la superficie. No hay arco eléctrico visible, ni salpicaduras y una emisión ultravioleta mínima.
P: ¿Se puede realizar SAW con un pórtico robótico?
Ver respuesta
De hecho, ahora es de facto una SAW de pórtico robótico para trabajos de placas pesadas de costura larga en barcos, cubiertas de puentes y acero estructural. En un robot de 6 ejes montado en un marco de portal, el seguimiento de costuras de extremo a extremo se combina con la generación de programas impulsados por modelos para reemplazar el concepto de carro manual de próxima generación con un proceso autoguiado.
P: ¿Cuál es el retorno de la inversión típico de una estación de trabajo con pórtico SAW?
Ver respuesta
Los rangos de recuperación de la industria nacional son de 12 a 24 meses, para los fabricantes que ejecutan más de 1500 horas al año con un flujo de productos constante y maduro. La recuperación se deriva de ganancias de calidad de primer paso desplazadas en horas y ahorros en reelaboración en soldaduras estructurales largas.
Por qué escribimos esta guía SAW
Zhouxiang ha suministrado cientos de equipos de soldadura robótica desde 1991 y posee más de 200 patentes en automatización. En este manual ingerimos el diseño del programa SAW de Wikipedia, el AWS Welding Digest y más de tres décadas de experiencia en la integración de cabezales SAW en marcos de pórtico para clientes que diseñan barcos, acero estructural y recipientes a presión en más de 50 países. En línea etiquetamos datos de nuestra página específica de equipos de pórtico; Mientras tanto, todas las fuentes de datos se enumeran a continuación.
Referencias y fuentes
- Soldadura por arco sumergido ronga Wikipedia (referencia con referencias de wikipedia a, b)
- Una guía práctica para la soldadura por arco sumergido «an-aws Welding Digest, Sociedad Estadounidense de Soldadura, julio de 2025
- AWS A5.17/A5.17M-2019: Especificación para electrodos y flujos de acero al carbono para soldadura por arco sumergido estándar de la Sociedad Americana de Soldadura
- Combinaciones deseables de electrodo y flujo para soldadura por arco sumergido -universidad del Norte de Iowa, ScholarWorks
- Superficie de cobre de acero al carbono mediante el proceso de arco sumergido tesis y disertación electrónica de la Universidad Estatal de Ohio
- Proceso de soldadura por arco de doble electrodo -universidad de Kentucky, UKnowledge
- Correlación predictiva entre dureza y propiedades de tracción de HSLA helicoidal soldado por arco sumergido PMC de la Biblioteca Nacional de Medicina de los NIH -Rona
- Métodos de soldadura comunes y defectos de soldadura en la industria de la construcción naval -- Perspectiva Marina
Artículos relacionados
- Robot de soldadura voladizo versus pórtico -'elegir la cinemática adecuada para su taller
- Robot de soldadura por pórtico de 7 ejes ñan cuando un eje extra desbloquea una geometría compleja
- Cómo funciona un robot de soldadura de pórtico --paso a paso desde el modelo CAD hasta la soldadura depositada
- Cálculo del ROI de soldadura robótica ñonas matemáticas de desplazamiento laboral y recuperación de la inversión
- Guía de costos de robots de soldadura Desglose de capex de ñona para compradores
- Soldadura manual robótica versus soldadura manual 1, ¿cuándo es cualquiera de las dos la opción correcta


