
Póngase en contacto con Zhouxiang
El fabricante de maquinaria forestal Ponsse redujo su programación de robots de soldadura de diez días a uno “una aceleración de 10x “pasando de la programación colgante de enseñanza a programación fuera de línea. Ese número (publicado por el proveedor de OLP Visual Components en 2025) explica exactamente por qué la programación fuera de línea es el flujo de trabajo predeterminado dentro de un robot de soldadura de pórtico: un riel de 12 m con cientos de TCP no es algo por lo que un humano quiera caminar con un colgante portátil. Este método cubre qué es la programación fuera de línea para robots de soldadura de pórtico, el flujo de trabajo de siete etapas que utiliza cada paquete OLP, las razones específicas del pórtico que OLP importa más aquí que en las celdas estacionarias, números reales de estudios de casos, una comparación honesta con la programación de colgantes de enseñanza y una lista de verificación del comprador para elegir el software OLP que se adapta a su tienda.
Especificaciones rápidas « Flujo de trabajo de programación sin conexión de un vistazo
| Entorno de programación | Réplica virtual basada en PC de la célula robótica física |
| Entradas CAD típicas | Tekla, SolidWorks, NX, CATIA, Creo (STEP o nativo) |
| Marcas de robots compatibles (típicas) | ABB, FANUC, Yaskawa, KUKA (un asiento OLP, multimarca) |
| Etapas del flujo de trabajo | 7 (importación de CAD → diseño de celda → generación de TCP → simulación → generación de código → retoque → producción) |
| Aceleración típica de programación | Colgante de 2x a 10x frente a enseñador (depende de la aplicación) |
| Precisión inicial (antes del retoque) | Dentro de ~1/4 de pulgada (6 mm) después de la calibración |
| Costo típico de licencia de software | $3k-$30k/año por asiento (OLP de terceros de nivel medio) |
¿qué es la programación sin conexión para robots de soldadura de pórtico?

La programación sin conexión (OLP) consiste en escribir, probar y validar el programa de movimiento de un robot de soldadura en una PC dentro de una réplica virtual de la celda, sin siquiera detener el robot físico. En cambio, el robot continúa soldando su trabajo actual mientras los ingenieros construyen el siguiente programa en simulación, exportan el código generado al controlador y lo implementan con un breve pase de retoque.
En comparación con el método “en línea” de enseñar programación colgante, donde un técnico se para dentro de una valla de seguridad haciendo jogging en el brazo punto por punto con una unidad de control portátil, OLP desplaza la programación del taller hacia las estaciones de trabajo de ingeniería. Ese cambio importa en cualquier robot, pero importa desproporcionadamente en un pórtico robot soldador, donde un riel lineal de 12 m lleva un brazo de 6 ejes sobre piezas de trabajo de cinco metros de ancho, generando cientos de puntos de centro de herramientas (TCP) por pasada. Pasar a un operador a través de esos puntos en un colgante de enseñanza simplemente no escala.
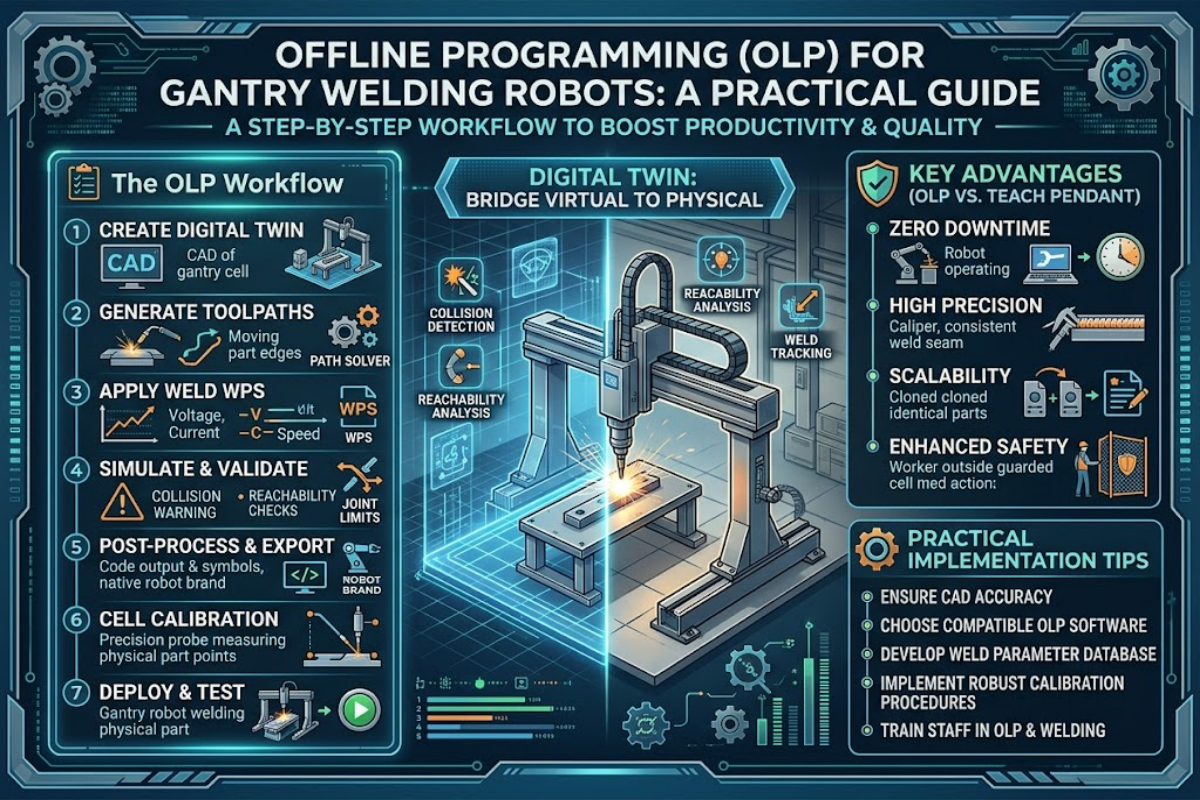
El flujo de trabajo de OLP: 7 etapas paso a paso

Cada paquete OLP serio para soldadura robótica sigue en términos generales la misma canalización de siete etapas, ya sea RoboDK, Visual Components, Robotmaster, FASTSUITE, OCTOPUZ o una herramienta patentada por OEM. Comprender estas etapas le indica qué datos CAD necesita en sentido ascendente y qué recibe el controlador del robot en sentido descendente.
- Importar datos CAD. La geometría del robot proviene del OEM; piezas de trabajo del modelo CATIA o NX del cliente; accesorios de SolidWorks; herramientas de Creo. Los archivos llegan a través de formatos neutros (STEP, IGES) o traductores nativos. La precisión de la representación de límites (B-Rep) de la geometría importada es de lo que depende la generación de TCP posterior.
- Dispone la celda virtual. Coloque el robot, los posicionadores, los accesorios y la pieza de trabajo en un entorno 3D que refleje la geometría del taller.
- Generar TCP. El software calcula los puntos del centro de herramientas a partir de las normales de la superficie y la geometría del borde a lo largo de las costuras de soldadura previstas; El muestreo de longitud de arco mantiene el espaciado de TCP uniforme a lo largo de trayectorias curvas.
- Simule el movimiento con detección de colisiones. Ejecute el programa completo virtualmente. Este solucionador comprueba si hay colisiones de pares de cuerpos, fallas de accesibilidad y singularidades (configuraciones conjuntas donde el jacobiano cinemático pierde rango y el movimiento se vuelve indefinido).
- Generar código específico del robot. Un posprocesador exporta código nativo para el controlador de destino « ABB RAPID, FANUC TP, Yaskawa INFORM o KUKA KRL. Los paquetes OLP de terceros suelen enviar postprocesadores para marcas de robots 10-15.
- Retoque físico. Cargue el programa en el controlador real. Enseñe al robot un puñado de puntos de referencia (ubicación de la mesa de trabajo, origen del eje de rotación, inicio de la soldadura) y deje que el software concilie las desviaciones de CAD a físicas. Los programas bien calibrados generalmente aterrizan dentro de ~1/4 de pulgada (6 mm) de precisión final antes del retoque.
- Ejecutar producción. Inicie la soldadura, supervise a través del controlador o MES e itere en el siguiente programa en paralelo.
Este patrón de siete etapas está documentado en a Documento de Procedia Manufacturing de 2017 sobre una celda de programación de robots basada en CAD fuera de línea para la construcción naval, que describe el mismo flujo aplicado a un sistema de 9 grados de libertad (un brazo robótico de 6 ejes montado en un pórtico XYZ de 3 ejes). Sus autores argumentan que los programadores inexpertos pueden producir secuencias de soldadura listas para la producción una vez que la tubería CAD está en su lugar, una premisa central del OLP moderno.
Por qué los robots de soldadura por pórtico necesitan OLP más que las celdas estacionarias

Los robots estacionarios de 6 ejes son programables con un colgante de enseñanza dentro de la razón: la envoltura de trabajo está delimitada, cada junta es visible desde fuera de la cerca y una soldadura típica tiene decenas de TCP, no cientos. Los robots de soldadura de pórtico rompen esas tres suposiciones.
Primero, el carril es un eje verdadero, no un paso de transporte. Un único controlador coordina la carrera lineal con las seis juntas articuladas durante Soldar, lo que significa que la planificación de rutas tiene que resolver la cinemática inversa en más de 7 grados de libertad. El análisis espacial de 2026 de la tecnología de programación fuera de línea señala explícitamente que los sistemas de pórtico “agregan grados adicionales de libertad más allá del brazo robótico... el solucionador tiene que tratar los ejes del pórtico como parte de la cadena cinemática”, lo que cambia el espacio de trabajo accesible y el paisaje de singularidad en comparación con un pedestal fijo. En segundo lugar, la envolvente física es enorme: un riel de 12 m con un tramo de soldadura de 5 m significa que un programador necesitaría caminar metros entre los TCP en un colgante de enseñanza. En tercer lugar, las celdas de pórtico a menudo incluyen un posicionador de pieza de trabajo como octavo o noveno eje, y un caso de construcción naval revisado por pares describe una celda de 9-DOF (brazo de 6 ejes + pórtico de 3 ejes) diseñada explícitamente para que un “programador sin experiencia” pueda producir programas de producción.
Si ha leído nuestra guía complementaria sobre el Robot de soldadura pórtico de 7 ejes, la conclusión aquí sigue directamente: el mismo eje agregado que expande el ámbito de trabajo es lo que hace que la enseñanza manual sea inviable « y lo que hace que una cadena de herramientas OLP adecuada sea obligatoria en lugar de opcional. Para conocer la mecánica más amplia, consulte cómo funciona un robot de soldadura de pórtico y el comparación entre riel terrestre, voladizo y pórtico.
💡 Consejo profesional
OLP se beneficia más rápidamente con costuras de soldadura largas y continuas con muchos TCP. El trabajo puro de recogida y colocación con 4-5 puntos sigue siendo más económico de programar en el colgante. Asociación industrial Notas de la A3 (Asociación para el Avance de la Automatización) el mismo umbral en su cebador OLP.
Beneficios respaldados por datos de casos reales
Argumentar a favor de OLP en un robot de soldadura de pórtico es un trabajo concreto, no una especulación. Varios fabricantes han publicado recortes verificables en el tiempo de programación tras adoptar OLP de terceros:
10x
Ponsse: 10 días → programación de 1 día
70%
Adjuntos AMI: 2 semanas → 4 días
80%
Jardines de Berlín: recorte de tiempo de programación
2,5x
AFRIT: salida diaria 8 → 20 contenedores
Estas cifras provienen de estudios de casos de fabricantes publicados por Visual Components en 2025 y reflejan implementaciones en el mundo real en líneas de soldadura, datos de referencia no proyectados ni agregados. Ponsse, un fabricante finlandés de máquinas forestales, redujo el tiempo de programación de un robot de soldadura ABB montado en un pórtico de tres ejes de diez días a uno; Los programas se crearon según el modelo CAD 3D de cada nueva pieza de trabajo antes de que el controlador los viera, lo que eliminó la ventana de tiempo de inactividad que los flujos de trabajo tradicionales de enseñanza colgante fuerzan. AMI Attachments, un fabricante norteamericano de accesorios para equipos pesados, redujo un ciclo de programación típico de taller de dos semanas a cuatro días. AFRIT, un constructor de remolques sudafricano, duplicó la producción diaria de ocho a veinte contenedores al eliminar la programación manual como cuello de botella.
Debajo de los números principales hay tres mecánicas de refuerzo. La programación ocurre en paralelo con la producción, por lo que el robot gana dinero mientras se escribe el siguiente programa. Las herramientas de calibración (transformación de tres puntos, mejor ajuste multipunto, sondeo en proceso) concilian la celda virtual con la celda real una vez, y esa reconciliación se mantiene en los programas posteriores. Y un único asiento OLP de terceros puede impulsar flotas mixtas de robots « El proveedor de software OCTOPUZ envía postprocesadores para aproximadamente 15 marcas, por lo que una tienda que ejecuta los programas de robots ABB, FANUC, Yaskawa y KUKA, todos ellos a través de una interfaz de usuario en lugar de cuatro. Nuestro cálculo del ROI de soldadura robótica la guía cubre cómo este ahorro de tiempo de programación se traslada a las matemáticas generales de recuperación de la automatización.
Enseñe colgante frente a programación sin conexión: cuando gana OLP

La programación sin conexión no reemplaza por completo el colgante de enseñanza; Cada implementación todavía utiliza un colgante para el pase de retoque final. Lo que importa es quien hace la mayor parte de la programación: un técnico dentro de la cerca o un ingeniero en un escritorio.
| Dimensión | Colgante Teach (en línea) | Programación sin conexión |
|---|---|---|
| Producción durante la programación | Detenido | Corriendo en paralelo |
| Es hora de una ruta de soldadura de 100 TCP | Días | Horas |
| Soporte multimarca de robots | Un OEM a la vez (colgante patentado por marca) | Un solo asiento conduce 10-15 marcas |
| Integración CAD | Ninguno (manual punto por punto) | Importación directa desde Tekla / SolidWorks / NX / CATIA / Creo |
| Compre el mejor ajuste | Producción en masa de baja complejidad, trabajos de 4-5 puntos | Células pórtico largas, continuas, de bajo volumen y de alta mezcla |
OLP no es universalmente superior. La programación colgante todavía gana en las tiendas que ejecutan una sola parte en volumen con un puñado de TCP. El manual OLP de la asociación industrial A3 señala que la programación colgante sigue siendo más rentable “para procesos con sólo cuatro o cinco puntos”. También gana cuando su equipo de ingeniería no tiene flujo de trabajo CAD para introducir en el software: sin CAD en el software no hay programas disponibles. Y la licencia OLP en sí funciona aproximadamente $3k-$30k por año por asiento, que es una línea real para tiendas con un solo robot.
Una comparación de métodos más profunda vive en nuestro artículo más amplio métodos de programación de robots de soldadura, y se cubre el equilibrio de productividad frente a la soldadura manual en general soldadura robótica versus soldadura manual.
Calcule la recuperación antes de comprometerse
Antes de escribir una orden de compra para el software OLP, ejecute los números según su propia combinación de piezas de trabajo y costo de programación-trabajo. Nuestro calculadora de ROI del robot de soldadura y el nivel de estación de trabajo estimador de eficiencia le permite evaluar el ahorro de tiempo de programación frente a la licencia + el costo de capacitación « no es necesario iniciar sesión.
Qué hay dentro del software OLP: cinco componentes que importan

Todos los paquetes OLP se ven similares desde el exterior: una ventana gráfica 3D, un árbol de componentes celulares, un editor de ruta de soldadura, un posprocesador. Las diferencias reales viven en las cinco capas que realizan el trabajo oculto. Cuando evalúa proveedores, estos son los componentes sobre los que debe preguntar. Para obtener una visión más amplia de la pila de automatización, consulte nuestra descripción general tecnología de soldadura robótica.
Capa traductora CAD
Cada celda de robot implica geometría de múltiples sistemas CAD. El traductor lee archivos nativos CATIA, NX, SolidWorks, Creo, Inventor y neutral STEP, preservando al mismo tiempo la topología B-Rep, PMI (información de producto y fabricación) y metadatos. Si el traductor deja caer las normales de la superficie o aplana los bordes, la generación de TCP posterior se vuelve inexacta. La fidelidad en esta capa no es negociable.
Modelo cinemático de su pórtico
Los solucionadores de robots genéricos pueden manejar un brazo de 6 ejes. Una celda de pórtico agrega el riel (7 DOF) y, a menudo, un posicionador (8 o 9 DOF). Este solucionador necesita una biblioteca cinemática que coincida con la longitud específica del riel, la marca del brazo y la configuración del posicionador; de lo contrario, el análisis de accesibilidad y singularidad no es confiable en las posiciones de final de viaje. Pídale al proveedor un archivo de modelo que coincida con su hardware exacto antes de comprarlo.
Solucionador de colisiones
La detección de colisiones se ejecuta en dos modos. Durante la simulación interactiva, el solucionador devuelve una señal rápida de primer contacto a la interfaz de usuario. Antes de su implementación, realiza un pase exhaustivo que informa cada par de cuerpos en colisión y punto de intersección: el diagnóstico que el programador necesita para arreglar el camino. En un pórtico, el alcance de la colisión debe incluir el riel, el carro, la cadena de cables y el soplete en relación con la pieza de trabajo y los accesorios, no solo el brazo contra la pieza.
Generador TCP
La evaluación de la superficie normal le da a la antorcha su ángulo de aproximación en cada punto de ruta. El muestreo parametrizado de la longitud del arco a lo largo de los bordes mantiene el espaciado TCP uniforme a lo largo de la geometría de la curva física, en lugar de puntos de agrupamiento en regiones de alta curvatura. Para costuras soldadas que siguen un borde a través de trayectorias de múltiples segmentos, el generador también necesita una propagación suave del borde para que el movimiento resultante permanezca G1 continuo.
Postprocesador específico del robot
Los posprocesadores traducen el programa de movimiento generado al idioma nativo de cada controlador: ABB RAPID, FANUC TP, Yaskawa INFORM, KUKA KRL. Un OLP de terceros que envía posprocesadores para 10-15 marcas permite que un asiento impulse una flota mixta. Un OLP patentado por OEM (RobotStudio, RoboGuide, MotoSim, KUKA.Sim) suele ser más profundo en su propia marca, pero no ayudará si también utiliza otras dos marcas en el suelo.
Cinco cheques antes de comprar el software OLP para su pórtico
Revise esta lista antes de firmar una orden de compra. Cada artículo ha quemado al menos una tienda que se lo omitió.
- Cobertura cinemática de pórtico. Confirme que la biblioteca del proveedor tenga un modelo que coincida con la longitud del riel, la marca del brazo y la configuración del posicionador. Los solucionadores genéricos pierden precisión en las posiciones al final del riel; Solicite una demostración sobre la geometría de una celda que coincida con la suya.
- Cobertura en formato CAD. Haga coincidir las importaciones respaldadas por proveedores con su pila de ingeniería. Los talleres de acero estructural trabajan principalmente en Tekla; los astilleros gestionan CATIA; La fabricación general utiliza SolidWorks o NX. Un paquete que solo importa STEP forzará un paso de traducción y perderá PMI.
- Postprocesadores multimarca. ¿Utilizar una flota mixta de FANUC / ABB / Yaskawa / KUKA? Un OLP de terceros es más barato y más fácil que un asiento propietario de OEM por marca. Solicite la lista actual de posprocesadores antes de comprometerse.
- Herramientas de calibración. La transformación de tres puntos, el mejor ajuste multipunto y el sondeo en proceso son las herramientas que concilian las desviaciones de CAD a físicas. Un caso documentado del proveedor de OLP CENIT describe exactamente cómo se recuperó una celda de 13 ejes de Crown Equipment una vez que los dibujos del integrador divergieron de la configuración física. La calibración es lo que hace que OLP funcione en la práctica, no sólo en teoría.
- Detección de colisiones con riel. Su solucionador debe ver el riel, el carro y la cadena de cable como obstáculos, no solo como un brazo contra una pieza de trabajo. Valide esto en la demostración: solicite al proveedor que muestre la detección de colisiones entre el carro del pórtico y el riel central del accesorio.
📐 Nota de ingeniería « Ejemplo trabajadoUn taller de acero estructural de volumen medio que utiliza un carril de 12 m con un solo brazo FANUC y un flujo de trabajo de importación de modelos Tekla normalmente aterriza a $8k-$15k por año para un asiento OLP de terceros de nivel medio, además de una capacitación de una semana. factura para el equipo de ingeniería. La recuperación del tiempo de programación por sí sola es de 6 a 9 meses a más de 1500 haces H por año. Nuestro guía de selección de robots de soldadura cubre el contexto más amplio de capex.
Solicite una cotización de estación de trabajo de robot de soldadura de pórtico de Zhouxiang →
Preguntas frecuentes

P: ¿Cuál es la diferencia entre programación fuera de línea y programación colgante de enseñanza?
Ver respuesta
La programación colgante de enseñanza (también llamada programación en línea) se realiza en el robot físico, con un técnico dentro de la cerca de seguridad haciendo jogging en el brazo y registrando los puntos de referencia uno a la vez. La producción se detiene durante el proceso de programación. La programación sin conexión (OLP) se ejecuta completamente en una PC usando una réplica virtual de la celda del robot, por lo que el robot físico puede seguir produciendo mientras se construye el siguiente programa. Aún así se utiliza el colgante de enseñanza para un breve pase de retoque final para conciliar cualquier pequeña compensación de CAD a física, pero la mayor parte del trabajo sale del taller y llega a las estaciones de trabajo de ingeniería.
P: ¿Cuánto más rápido es OLP que enseñar programación colgante en un pórtico?
Ver respuesta
Los estudios de casos publicados informan aceleraciones de 2 a 10 veces. Ponsse pasó de diez días a un día; Los archivos adjuntos de AMI pasaron de dos semanas a cuatro días.
P: ¿Necesito un modelo CAD de cada accesorio y pieza de trabajo?
Ver respuesta
Necesita CAD para su robot (generalmente suministrado por el OEM), su pieza de trabajo y cualquier accesorio por el que se mueva el robot. Si realiza trabajos de fabricación para imprimir sin CAD ascendente, una opción de nube de puntos de cámara estéreo le permite escanear y soldar sin modelar primero, pero esta es una característica paga y no todos los paquetes OLP la envían.
P: ¿OLP funcionará con mi marca de robots existente?
Ver respuesta
Los paquetes OLP de terceros suelen admitir 10.15 marcas (ABB, FANUC, Yaskawa, KUKA, Panasonic, Kawasaki y similares). Confirme el modelo de controlador específico y el firmware con la lista actual de posprocesadores del proveedor antes de comprar.
P: ¿Puedo saltarme completamente el retoque colgante con OLP?
Ver respuesta
No. OLP normalmente te acerca a aproximadamente 1/4 de pulgada de la precisión final, lo que luego necesita un breve pase de retoque en la celda. Saltarse ese paso generalmente produce defectos de soldadura a partir de pequeños desplazamientos entre el modelo CAD y el dispositivo físico.
P: ¿Vale la pena OLP para una tienda con un solo robot de soldadura de pórtico?
Ver respuesta
Si el pórtico tiene costuras largas y continuas con muchos TCP “vigas en H, columnas de caja, paneles de casco ^ sí, un OLP de un solo asiento generalmente se amortiza en un año sólo con ahorros de tiempo de programación, incluso sin agregar un segundo robot. Si el taller realiza la producción en masa de una sola pieza simple con pocos puntos de soldadura, el colgante de enseñanza aún gana en capex y la licencia OLP es difícil de justificar. Las tiendas que ejecutan marcas de robots mixtos son las que más se benefician, porque un asiento OLP reemplaza múltiples colgantes OEM y programas de capacitación.
Artículos relacionados
- Desglose del costo de las celdas de soldadura robóticas « artículos de las líneas capex y opex
- Programa de mantenimiento del robot de soldadura « ce să verificați și când
- Desglose de costos de robots de soldadura « matematică cu costul total al proprietatei
- Robot Pórtico vs Robot Articulado para Soldadura « compensaciones de configuración
Referencias y fuentes
- Parametrización de soldadura y programación de robots basada en CAD fuera de línea de una celda robótica flexible y adaptativa para la construcción naval « Procedia Manufacturing (Elsevier), 2017
- Desmitificando la programación sin conexión de robots «Asociación para el Avance de la Automatización (A3)
- Informe Mundial de Robótica 2025 « Federación Internacional de Robótica
- Portal de datos de la fuerza laboral de soldadura « Sociedad Americana de Soldadura
- Programación y simulación fuera de línea a partir de dibujos CAD (arXiv) « studio de aplicaciones industriales revisado por pares
Acerca de este análisis
Esta guía está escrita para ingenieros de fabricación que evalúan software de programación fuera de línea para celdas de robots de soldadura de pórtico. Las cifras de productividad de los estudios de caso (Ponsse 10x, AMI Adjects 70%, Berlin Gardens 80%, AFRIT 2,5x de salida) se extraen de informes de casos publicados por los fabricantes; Los mapas técnicos del flujo de trabajo para el estudio de células de construcción naval de 9 grados de libertad revisado por pares en Procedia Manufacturing. Los 34 años de experiencia en implementación de automatización de soldadura de Zhouxiang dan forma a la lista de verificación de compras específica del pórtico, pero todas las estadísticas obtenidas anteriormente provienen de autoridades independientes, no de literatura de proveedores.


