
Póngase en contacto con Zhouxiang
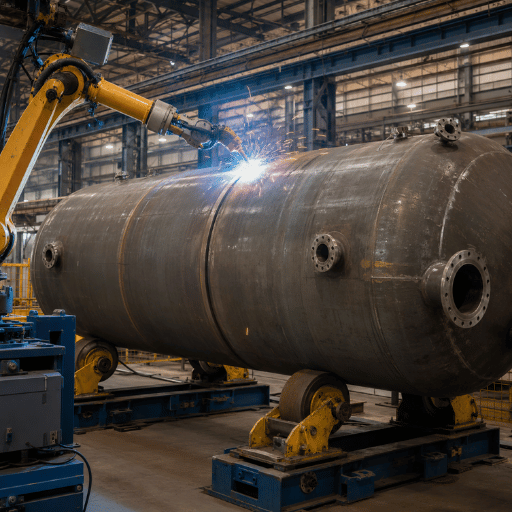
Un robot de soldadura de recipientes a presión puede hacer que sea más fácil mantener las rutas de soldadura repetidas, pero no automáticamente cumple con el código de un recipiente. En su lugar, haga la pregunta de compra más clara: ¿la celda de soldadura robótica se ajusta a la geometría del recipiente, mantiene el proceso de soldadura calificado y deja el registro de inspección lo suficientemente intacto como para ser revisado claramente por ingeniería y control de calidad?
Esta guía está destinada a gerentes de fabricación, ingenieros de soldadura, personal de control de calidad y compradores industriales que requieren una intersección práctica entre los trabajos de construcción de la Sección VIII de ASME, la calificación de soldadura de la Sección IX y la selección efectiva de celdas de soldadura robótica.
Especificaciones rápidas
| Contexto del código primario | ASME BPVC Sección VIII para la construcción de recipientes a presión; Sección IX para calificación de soldadura fuerte y fusión |
| Familias de soldadura que mejor se adaptan | Costuras de carcasa repetibles, costuras de cincha, uniones de cabeza a carcasa, soldaduras de boquillas seleccionadas y conjuntos de equipos de potencia repetibles |
| Hardware de celda clave | Brazo robótico, soplete de soldadura, fuente de energía, posicionadores de soldadura, accesorio, detección de costura o detección táctil, PLC/HMI, sistema de blindaje o fundente |
| Principal riesgo de control de calidad | Tratar la repetibilidad del robot como sustituto del control de procedimientos calificados, control de ajuste, inspección y registros rastreables |
| Gatillo de compra | Una familia de soldadura estable, geometría repetida del recipiente, ajuste disciplinado y un equipo de control de calidad listo para controlar las revisiones del programa y los registros de producción |
Ventajas
- El movimiento constante del soplete y la consistencia de la trayectoria respaldan familias de soldadura confiables.
- Alcance mejorado proporcionado por un posicionador que hace girar el recipiente a una posición de soldadura estable.
- Documentación de producción más limpia mediante el seguimiento de parámetros, niveles de revisión de código, evaluaciones de calidad de soldadura y aportes del operador.
Limitaciones
- Cambio de posición de la articulación causado por inconsistencias en el ajuste que alejan la articulación del camino establecido.
- Los robots no sustituyen la WPS, PQR, calificación del personal, NDE o evaluación del inspector requeridas.
- Es posible que el trabajo que implica repeticiones limitadas no produzca beneficios significativos de soldadura para justificar la inversión asociada en programación y configuración.
Qué ASME Sección VIII Controles en la Fabricación de Recipientes a Presión

ASME Sección VIII establece el entorno de construcción de un recipiente a presión; no es una marca de aprobación de robot. El Código ASME de Caldera y Recipiente a Presión ASME lo presenta como un código fuente central para la construcción de calderas y recipientes a presión, con una edición de 2025 y un ciclo de edición de dos años. Para cualquier taller, la discusión sobre robots debe realizarse después de que la base del código, el alcance del recipiente, el control de materiales, las reglas de soldadura, el plan de inspección y la ruta de certificación estén claros.
El Certificación ASME de Calderas y Recipientes a Presión el programa vincula la certificación con un programa de calidad, códigos de construcción aplicables y procedimientos de inspección. La tecnología de soldadura robótica puede respaldar la fabricación repetible, pero aún se encuentra dentro de ese programa de calidad. La responsabilidad del diseño, la trazabilidad del material, los procedimientos calificados y los registros de inspección de recipientes a presión siguen siendo necesarios.
Nota de ingenieríaEl punto de control de su proyecto debe ser la edición en código vigente. ASME presenta el BPVC en un ciclo de edición de dos años, por lo que los proyectos que involucran una celda de soldadura robótica deben identificar claramente la edición del código del recipiente relevante, los parámetros de construcción y las responsabilidades del inspector antes de finalizar la configuración de la celda.
Sección VIII vs Sección IX: Dónde encaja realmente el robot de soldadura
Aunque un recipiente a presión se construye de acuerdo con la Sección VIII, las cuestiones relativas al proceso de soldadura y la certificación del personal se relacionan con la Sección IX del Código. ASME describe BPVC Sección IX como cobertura de calificación para procedimientos y personal de soldadura, soldadura fuerte y fusión. En este marco, el robot es un medio por el cual se produce una soldadura calificada; no es la justificación principal para la aceptabilidad de la soldadura.
| Área de control | Lente Sección VIII | Sección IX / Lentes de Soldadura | Pregunta sobre la célula robótica |
|---|---|---|---|
| Alcance del buque | ¿Qué reglas para recipientes a presión se aplican? | ¿Qué variables de soldadura están controladas? | ¿Puede la célula repetir esas variables? |
| Procedimiento | Requisitos de diseño y construcción | Base WPS y PQR | ¿El robot utiliza el proceso de soldadura calificado? |
| Personal | Sistema de calidad e interfaz de inspección | Calificación de soldador o operador de soldadura | ¿Quién establece, ejecuta y cierra el programa? |
| Registros | Informe de datos y evidencia de inspección | Registros de soldadura de calificación y producción | ¿pueden los registros conectar el ID de soldadura, el operador, el programa y los parámetros? |
¿Se puede soldar en un recipiente a presión con un robot?
Sí, siempre que el proceso de soldadura robótica se implemente bajo los controles necesarios de construcción, procedimiento, calificación, inspección y documentación. El robot debe tratarse como un método de producción empleado dentro del camino de calidad aprobado en lugar de un atajo que eluda los requisitos de un proceso de soldadura calificado.
¿Qué tipo de soldadura se utiliza para recipientes a presión?
El trabajo en recipientes a presión puede utilizar soldadura por arco sumergido, soldadura por arco metálico con gas, soldadura por arco con núcleo fundente, soldadura por arco de tungsteno con gas o un enfoque de celda mixta basado en el tipo de junta, el espesor, el material, el acceso y los requisitos de calificación. Dado que los procesos comunes de ASME Sección IX, como SMAW, GTAW, GMAW, FCAW, SAW y PAW, se enumeran en el material de capacitación de ASME Sección IX, los posibles procesos de soldadura deben revisarse antes de solicitar el costo de un robot.
Cadena de cumplimiento de 9 registros para soldadura robótica de recipientes
Comience con una pregunta de compra más sólida que “¿Puede soldar el robot?” Más bien pregunte, “¿Puede el taller demostrar que cada soldadura se produjo en condiciones controladas?” Ingeniería, control de calidad y adquisiciones tienen herramientas como la cadena de cumplimiento de 9 registros para confirmar esta promesa antes de la compra de la estación de soldadura.
| Grabar | Por qué es importante | Propietario para confirmar |
|---|---|---|
| 1. Edición y alcance del código | Establece la base de construcción del recipiente a presión. | Ingeniería / Control de calidad |
| 2. Responsabilidad del diseño | Mantiene la fabricación robótica dentro del diseño de embarcación aprobado. | Autoridad de diseño |
| 3. Trazabilidad de materiales | Conecta placa, cabezal, boquilla y material de fijación al registro de soldadura. | Materiales / Control de calidad |
| 4. WPS | Define el proceso de soldadura y las variables permitidas. | Ingeniero de soldadura |
| 5. PQR | Apoya la base de calificación del procedimiento. | Ingeniero de soldadura / Control de calidad |
| 6. Calificación de soldador u operador | Muestra quién puede ejecutar o controlar la operación de soldadura. | Control de calidad/supervisor de soldadura |
| 7. Control de montaje y tachuelas | Protege la articulación antes de que el robot inicie el paso de producción. | Supervisor de fabricación |
| 8. Inspección y plan de ECM | Define la transferencia de examen visual, dimensional y no destructivo. | Control de calidad/inspector |
| 9. Registro de reparación y no conformidad | Evita que los trabajos de reparación se desvíen fuera del camino aprobado. | Control de calidad/producción |
El artículo técnico de Michael J. Houle para la Junta Nacional trata la soldadura por adherencia como un componente crítico de la fabricación de recipientes a presión, no solo como un paso de sujeción rápido. Ese punto importa cuando un robot depende de un ajuste estable.
Serie Técnica de la Junta Nacional, guía de soldadura por adherencia
En un Artículo de soldadura por adherencia de la Junta Nacional, la soldadura por adherencia se trata como un riesgo de defecto cuando no se controla. Para la fabricación de recipientes a presión robóticos, eso hace que la soldadura por adherencia sea un elemento listo para la celda: un robot repetible no puede corregir una junta que ya se ha movido, agrietado o distorsionado antes de que comience el arco.
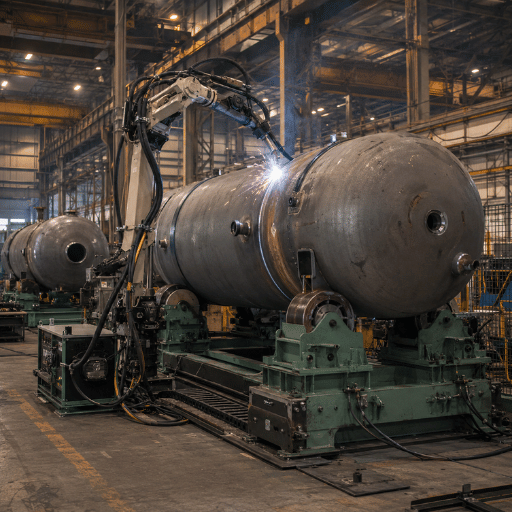
Matriz de ajuste celular del recipiente: costuras largas, costuras de cintura, cabezales y boquillas

Los talleres de embarcaciones deben poner en juego la geometría antes de pedirle al robot que produzca soldaduras consistentes. Los buenos candidatos suelen ser familias de soldaduras recurrentes con montaje repetible, acceso controlado a las juntas y ángulos prácticos de antorcha. Un mal ajuste no siempre es un problema del robot; puede ser un problema de manipulación, fijación o preparación de juntas.
| Familia de soldadura | Ajuste celular | Posicionador/necesidad de acceso | Punto de vigilancia de control de calidad |
|---|---|---|---|
| Costura longitudinal de la concha | Bueno cuando la preparación conjunta se repite por familia de embarcaciones. | Vía estable, accesorio o alcance ferroviario. | Espacio conjunto y control de rodaje/escorrentía. |
| Costura de cintura | Bueno con rotación controlada. | Rollos giratorios o posicionador cabezal-cola. | Redondez y estabilidad de rotación. |
| Costura de cabeza a cubierta | Funciona cuando el acceso y el desplazamiento se mantienen repetibles. | Rotación coordinada y alcance de la antorcha. | Cambio de perfil cerca de la transición. |
| Soldadura de boquilla a carcasa | Ajuste selectivo; Depende del ángulo y del acceso. | Alcance multieje o accesorio local. | Acceso raíz y riesgo de falta de fusión. |
| Soldadura por brida o saliente | Bueno cuando se repite parte de la familia. | Repetibilidad de accesorios y biblioteca de programas cortos. | Orientación de piezas y entrada de calor. |
| Conexión del carrete de tubería | Bueno para trabajos repetidos con carretes. | Estación de soldadura rotadora o carrete. | Pase de raíz y consistencia de tachuela. |
| Soldadura de fijación interna | Caso específico. | Llegue al estudio antes de comprar. | Acceso para inspección después de la soldadura. |
| Reparar soldadura | A menudo no se adapta bien a una celda de producción fija. | Revisión manual o de configuración especial. | Límite del procedimiento de reparación. |
| Costura de placa pesada | Bueno cuando el proceso y el manejo son estables. | Posicionador de alta resistencia, acceso a grúa y celda vigilada. | Pase el control de secuencia y distorsión. |
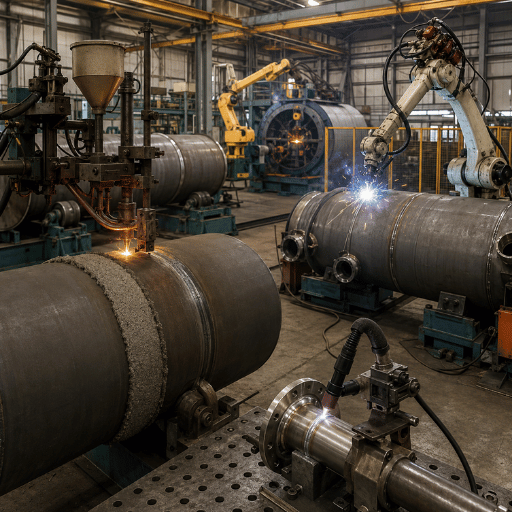
La soldadura de boquillas de recipientes a presión merece una revisión adicional. En un Artículo de la Junta Nacional sobre problemas con las boquillas de los recipientes a presión, se analizan patrones de grietas, cargas externas, falta de penetración y ataques químicos alrededor de las conexiones de las boquillas. Por lo tanto, un proceso de soldadura robótica de boquillas debe incluir acceso a las juntas, visibilidad de las raíces, control del programa y la capacidad de inspeccionar con un dispositivo aprobado antes de la compra.
Los talleres de embarcaciones que consideren la arquitectura de robots también deberían considerar el diseño de las estaciones de trabajo. A estación robótica de soldadura de rieles terrestres puede caber sobres de trabajo largos, mientras que a robot de soldadura voladizo puede ser adecuado para el acceso lateral alrededor de conjuntos voluminosos. Los subconjuntos repetidos más pequeños pueden revisarse con a estación de trabajo de soldadura de un solo robot.
Opciones de procesos de soldadura: SAW, GMAW, TIG y células robóticas híbridas
Antes de elegir un robot, se debe considerar el proceso de soldadura en sí. Aunque un sistema de soldadura robótico es capaz de recorrer algún camino, soplete en mano, realizar un bucle programado y proporcionar soldadura de alta calidad, aún debe cumplir con las juntas, materiales, espesores, posición y base de calificación adecuados para que sea práctico.
Punto de control del compradorPara un taller de fabricación, el alcance de compra debe separar la tecnología de soldadura del sistema de automatización: el robot, los servoejes, las mesas de transferencia, el software de monitoreo y los registros de control de calidad afectan la calidad y la seguridad. La programación fuera de línea puede programar previamente secuencias comunes de carcasa, tuberías y carretes, pero las reglas de paso raíz, control manual de adherencia y entrada de calor de acero al carbono aún deciden si los recipientes a presión de soldadura se mantienen estables. Una solución de soldadura robótica debe juzgarse como equipo de soldadura para un proceso de producción, no como una promesa llave en mano; el fabricante del equipo aún tiene que demostrar acceso, rendimiento y condiciones de trabajo ergonómicos alrededor del posicionador. Cuando el trabajo incluye tareas de robot de soldadura de tuberías o de robot de soldadura de carretes, pregunte si las mismas soluciones de soldadura automatizadas respaldan las familias de boquillas, costuras y accesorios sin diluir la ruta de control de calidad del recipiente a presión. Esa revisión de extremo a extremo mantiene las soluciones de automatización vinculadas a realidades de ajuste que requieren mucha mano de obra y aplicaciones de soldadura reales en lugar de amplias afirmaciones de ventas.
| Campo de datos de RFQ | Entrada de muestra para reemplazar con datos del proyecto | Uso de decisiones |
|---|---|---|
| Diámetro de la concha y pared | 1.200 mm de diámetro exterior / pared de 12 mm | Alcance del robot, ángulo de la antorcha y planificación del pase |
| Longitud y costura del recipiente | Vaso de 6 m / Costura de soldadura de 4 m | Longitud del carril, plan de rotación y envolvente de viaje |
| Geometría de la boquilla | Boquilla de 150 mm de diámetro exterior / separación de 100 mm | Acceso a boquillas y revisión de colisiones |
| Manipulación de carga | Buque de 3.000 kg/camino de grúa de 5 m | Dimensionamiento del posicionador y flujo del taller |
| Lote de producción | 12 juntas / 2 carretes | Esfuerzo de programación versus trabajo repetido |
| Ventana de prueba | Turno de 8 horas / Ejecución de muestra de 2 horas | Planificación del lanzamiento antes de la aprobación de la producción |
| Sobre eléctrico | Alimentación de 15 kW / ajuste de soldadura de 30 V | Verificación de fuente de energía e instalaciones |
| Configuración del proceso | Alimentación de cable de corriente 500 A / 8 m/min | Revisión de variables WPS, no una configuración predeterminada |
| Apertura de accesorios | Apertura de 600 mm / Espacio libre para antorchas de 120 mm | Autorización de acceso, vigilancia y mantenimiento |
| Autorización de inspección | Acceso de 300 mm / 1 punto de sujeción de la junta | ECM y planificación de límites de reparación |
| Huella celular | Ancho de suelo de 4 m / desplazamiento de protección de 1 m | Diseño del taller y movimiento de materiales |
| Paquete de soldadura de prueba | 3 juntas / 4 horas / marca testigo de 5 mm / camino de acceso de 2 m | Decisión de ejecución de muestra antes de la aprobación de la compra |
| Tolerancia de ajuste para verificar | Cambio de espacio de 2 mm / longitud de tachuela de 10 mm | Decisión de ajuste antes de que Zhouxiang revise el diseño de una celda |
| Dirección del proceso | Donde suele encajar | Pregunta sobre la célula robótica |
|---|---|---|
| Soldadura por arco sumergido | Costuras largas y repetibles donde el manejo del flujo y la trayectoria de desplazamiento son estables. | ¿se pueden integrar limpiamente el flujo, el cable, la rotación y la recuperación? |
| GMAW/FCAW | Acceso de soldadura robótica flexible en muchos conjuntos de fabricación. | ¿son estables la alimentación de cables, el blindaje, el ángulo de la antorcha y el control de salpicaduras? |
| GTAW/TIG | Calidad de la raíz o casos de entrada de calor controlado donde la productividad no es el único factor. | ¿La celda justifica el esfuerzo de programación y manejo? |
| Celda híbrida | Familias de embarcaciones que necesitan más de un proceso o estación. | ¿Puede cada proceso permanecer dentro de su rango de variables calificadas? |
Un recordatorio útil del Página de códigos y estándares de la American Welding Society es que los estándares guían el trabajo de soldadura, pero no responden a todas las preguntas de ingeniería específicas del trabajo. Para un robot de soldadura de recipientes a presión, el proveedor, el ingeniero de soldadura y el líder de control de calidad aún deben acordar los límites del proceso antes de que comience la producción.
Límites de inspección, trazabilidad y reparación después de la automatización
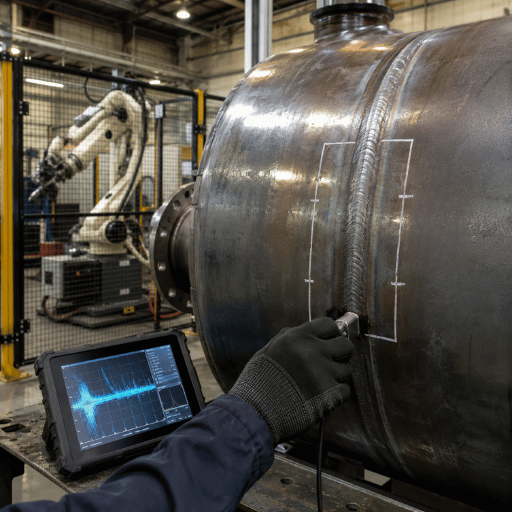
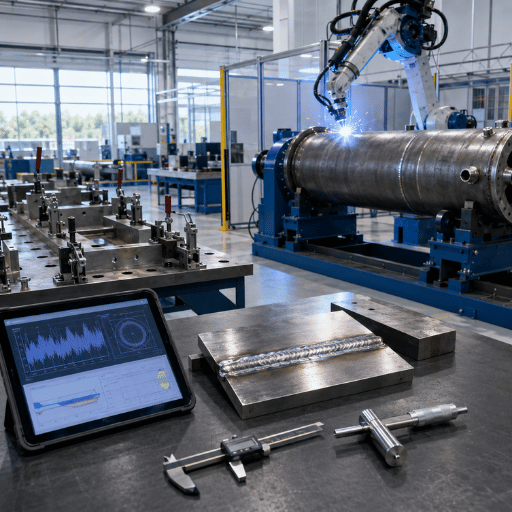
Si el sistema de soldadura está configurado para capturar información de registros, la automatización puede hacer que el archivo de calidad sea más fácil de seguir. Los registros útiles podrían incluir ID de soldadura, número de programa, ID de operador, lecturas de corriente y voltaje, velocidad del cable, referencia de ruta de viaje, fecha, número de lote de material y referencia de transferencia de inspección. Estos registros admiten, pero no reemplazan, el plan de inspección requerido.
- -- Aclarar el número de soldadura referencia a los dibujos y al documento de viaje.
- - Asegurar el control de revisión del programa en el primer visto bueno de producción.
- -- Designar quién puede revisar el programa y cuál es el proceso de revisión y aprobación.
- ñanejo Mantener registros de soldadura separados para el mundo de producción y el mundo de reparación.
- -establecer acceso visual y NDE para ambos antes de que los accesorios ocupen las articulaciones.
Los registros de elementos de retención de presión, los inspectores, el registro y el Código de Inspección de la Junta Nacional están conectados en a Descripción general de la Junta Nacional. Ese es el marco adecuado para la automatización de Zhouxiang: cree una celda que haga que el registro de calidad sea más fácil de rastrear, no más difícil.
Automatización, posicionador y rendimiento de la soldadura: cuando un robot de soldadura de recipiente a presión tiene sentido
Las aplicaciones de robots de soldadura son más valiosas en un contexto de fabricación que ya cuenta con perfiles de recipientes repetibles, preparación de juntas establecida y un volumen de producción adecuado para mantener ocupado al robot. Desde la perspectiva de una solución de soldadura, el caso de inversión puede ser más débil para recipientes de una sola pieza, ciclos de ajuste cambiantes y nuevos sistemas de control de calidad que todavía dependen principalmente de métodos manuales.
| Factor de compra | Condición de luz verde | Condición de pausa y revisión |
|---|---|---|
| Repetibilidad de la familia de soldadura | El mismo tipo de costura se repite por familia de productos. | Cada trabajo necesita una nueva estrategia conjunta. |
| Disciplina de ajuste | Los accesorios y controles de tachuelas mantienen la articulación donde el programa espera. | Los operadores ajustan las brechas a criterio de cada embarcación. |
| Madurez de control de calidad | Ya se gestionan los registros de WPS, PQR, calificación, inspección y reparación. | Se espera que el proveedor defina todo el camino de la calidad. |
| Manejo del espacio | El recipiente puede girar o indexar sin bloquear la inspección y el flujo de la grúa. | La disposición de las celdas oculta la soldadura o interrumpe el movimiento del material. |
| Presión laboral | Los soldadores calificados pueden avanzar hacia la configuración, el monitoreo y el trabajo de alto criterio. | El plan supone que el robot elimina todos los conocimientos de soldadura del taller. |
Para conjuntos, tanques y equipos industriales pesados adyacentes a calderas, revisión aplicaciones de robots de soldadura de la industria energética una vez que la familia de soldadura del recipiente y el camino de calificación estén claros. Los compradores que comparen equipos más amplios también pueden revisar el estimador de costes de robots de soldadura y la guía sobre cómo elegir un robot de soldadura.
Hoja de ruta de implementación: desde la soldadura de muestra hasta el primer lanzamiento de producción
Como ocurre con muchos proyectos que implican soldadura por automatización robótica, este tipo de inversión debería introducirse por etapas. La mayor compra de robots no es el premio; El objetivo es encontrar un proceso de soldadura, dispositivo, posicionador y programa capaz de hacer frente a la producción real, junto con el plan de inspección y los registros.
Ruta de liberación de ocho pasos
- Defina la familia de recipientes, el mapa de soldadura, las capacidades del material y la transferencia de inspección.
- Confirme la edición del código, el alcance de la construcción y la autoridad de ingeniería responsable.
- Seleccione el alcance del brazo del robot, el estilo del posicionador, el concepto del dispositivo y el rango de acceso.
- Soldaduras representativas del programa, posiblemente en la geometría real de la pieza o en una pieza de culata comparable.
- Sincronice las calificaciones de WPS, PQR, soldador y operador de soldadura, y el proceso de gestión de archivos del programa.
- Validar controles de montaje, soldadura por adherencia y limpieza de juntas.
- Completar comprobaciones visuales, volumétricas, ECM y dimensionales consistentes con el plan establecido.
- Finalizar políticas para lanzamientos de producción, revisiones de programas, cambios de operadores y reparaciones.
La programación suele ser donde los compradores subestiman el cambio. Los robots pueden repetir una ruta de soldadura, pero aún necesitan una definición sólida de las juntas, disciplina de los accesorios, acceso a las antorchas y control de revisión. Para conocer la profundidad de planificación relacionada, consulte las guías internas programación de robots de soldadura, tratamiento térmico post-soldadura, y sistemas de soldadura automatizados.
Perspectivas de la industria: por qué las tiendas de embarcaciones están revisando la soldadura robótica ahora

El tiempo no se trata sólo de robots. También se trata de disponibilidad de trabajadores, conocimiento del ciclo del código y presión de los compradores para una producción rastreable. El Lanzamiento de IFR World Robotics 2025 informa que se instalaron 542.000 robots industriales en todo el mundo en 2024, el cuarto año consecutivo por encima de los 500.000. Eso no prueba que una celda de recipiente a presión sea la compra correcta, pero muestra que la adopción de robots industriales ya no es una opción marginal.
El trabajo es parte del mismo panorama. El Perfil O*NET OnLine para soldadores, cortadores, soldadores y braseros enumera tareas de producción como inspeccionar piezas de trabajo, configurar equipos de soldadura, monitorear procesos y posicionar materiales. Una mejor planificación de la automatización no elimina la habilidad de soldadura del taller; mueve a personas capacitadas hacia la configuración, el control de procedimientos, el soporte de inspección y el trabajo que no debe reducirse al seguimiento de rutas.
La detección visual también está mejorando. Una revisión de 2024 en detección visual en soldadura robótica inteligente agrupa trabajos recientes en seguimiento de costuras, detección de defectos de perlas, medición de la geometría del pool de soldadura y planificación de rutas. Trate esto como un contexto tecnológico útil, no como un sustituto de la calificación del procedimiento o la inspección de recipientes a presión.
Preguntas frecuentes
P: ¿Puede un robot soldar en un recipiente a presión?
Ver respuesta
Sí, siempre que la soldadura siga el procedimiento prescrito, la calificación, la inspección y los controles de registro. El robot es simplemente un método de producción.
P: ¿La Sección VIII de ASME aprueba un robot de soldadura?
Ver respuesta
La Sección VIII No. controla el contexto de construcción de recipientes a presión. Independientemente del método, el uso robótico se rige por el diseño de la embarcación, el programa de calidad, el procedimiento de soldadura calificado, las calificaciones del personal o del operador, el plan de inspección y los registros del proyecto. Si un proveedor dice que un robot está “aprobado por ASME”, pregunte qué certificado, procedimiento, calificación del operador y registros de inspección se aplican a su familia de embarcaciones.
P: ¿Es la Sección IX más importante que la Sección VIII para la soldadura robótica?
Ver respuesta
Explican diferentes partes del proceso. La Sección VIII se refiere a la construcción de recipientes a presión, y la Sección IX explica el procedimiento y la calificación del personal para la soldadura. La mayoría de los proyectos de soldadura robótica requieren revisión de ambos.
P: ¿Qué tipo de soldadura se utiliza para los recipientes a presión?
Ver respuesta
Las familias de procesos comunes incluyen soldadura por arco sumergido (SAW), soldadura por arco metálico con gas (GMAW/MIG), soldadura por arco con núcleo fundente (FCAW) y soldadura por arco de tungsteno con gas (GTAW/TIG). La selección depende de la geometría de la junta, el material, el espesor, la posición, el acceso y la base de calificación. Para costuras largas y repetitivas, primero se puede revisar SAW; para trabajos de control de raíces, puede ser necesaria una ruta diferente. Elija el proceso antes de congelar la celda del robot.
P: ¿Cuánto cuesta un robot de soldadura de recipientes a presión?
Ver respuesta
El precio depende de elementos tales como el alcance del robot, el tamaño de la fuente de alimentación, las dimensiones del posicionador, los accesorios, el conjunto de sensores, la protección de seguridad, las tareas de programación y la puesta en servicio de la celda. El uso de rangos de precios en línea debe tratarse sólo como recortes iniciales. Solicite que el precio se base en dibujos reales de su familia de embarcaciones, el mapa de soldadura y todos los requisitos de inspección.
P: ¿Qué registros debo pedirle a un proveedor antes de comprar?
Ver respuesta
Pregunte sobre cómo está diseñada la celda para admitir WPS, PQR, calificaciones de operadores, control de ajuste y adherencia, registro de identificación de soldaduras, gestión de cambios de los programas, trazabilidad de materiales y traspaso a exámenes no destructivos (NDE) y reparaciones. Operaciones. Asegúrese de que la respuesta se aplique específicamente a la familia de embarcaciones que está produciendo, en lugar de utilizar materiales genéricos de marketing de robots.
P: ¿Puede una célula robótica soldar recipientes, tuberías y equipos eléctricos?
Ver respuesta
En algunos casos, pero sólo si las envolventes de trabajo, el posicionador, los accesorios, el acceso al soplete y los procesos de soldadura calificados coinciden con sus productos. Un robot construido para marcos de equipos eléctricos no se adapta automáticamente a boquillas de recipientes a presión ni a costuras de pared muy gruesas, así que analice primero la familia de soldadura.
Acerca de este análisis
Este artículo mantiene la selección del robot de soldadura de recipientes a presión vinculada al contexto de construcción de la Sección VIII de ASME BPVC, la calificación de la Sección IX, el programa de calidad y los registros de inspección. Dado que no se proporcionaron datos de producción en la planta para este documento, las reclamaciones de mano de obra, adopción de robots y soporte de códigos se basan en fuentes públicas documentadas.
Siguiente paso
Traiga un dibujo de la embarcación, un mapa de soldadura y la base del código aplicable a la discusión con el proveedor. Esto es suficiente para probar el alcance del robot, la selección del posicionador, el control de ajuste y la planificación de calificaciones antes de la aprobación del presupuesto.
Revise las opciones de robots de soldadura de la industria energética
Artículos relacionados
- Guía de automatización de soldadura por haz de H - útil para comparar la lógica de automatización de costura larga.
- Automatización de soldadura de astilleros «el manejo de piezas de trabajo grandes es paralelo a la fabricación de recipientes.
- Sistema inteligente de soldadura de estructuras de acero ñan referencia para celdas de soldadura industriales multieje.
- Cobot de soldadura vs robot industrial - útil al comparar carga útil, alcance y protección.
- Principales fabricantes de robots de soldadura -contexto del panorama de proveedores antes del trabajo de RFQ.
Referencias y fuentes
- Normas del Código ASME para calderas y recipientes a presión --ASME
- Certificación de Calderas y Recipientes a Presión --ASME
- BPVC Sección IX: Cualificaciones de soldadura, soldadura fuerte y fusión --ASME
- Descripción general del curso de capacitación de la Sección IX de ASME --ASME
- Descripción general de la Junta Nacional junta Nacional de Inspectores de Calderas y Recipientes a Presión de -Nacional
- Soldadura por clavijas de recipientes a presión y calderas serie Técnica Junta Nacional de ÑA
- Boquillas: El eslabón débil de los equipos a presión Junta Nacional ñona
- Códigos y Normas --sociedad Americana de Soldadura
- Soldadoras, Cortadoras, Soldadoras y Braseras «an O*NET OnLine
- La demanda mundial de robots en las fábricas se duplica en 10 años -federación Internacional de Robótica
- Tecnologías de detección visual en soldadura robótica «artículo de revisión de arXiv
