
Get in Touch with Zhouxiang

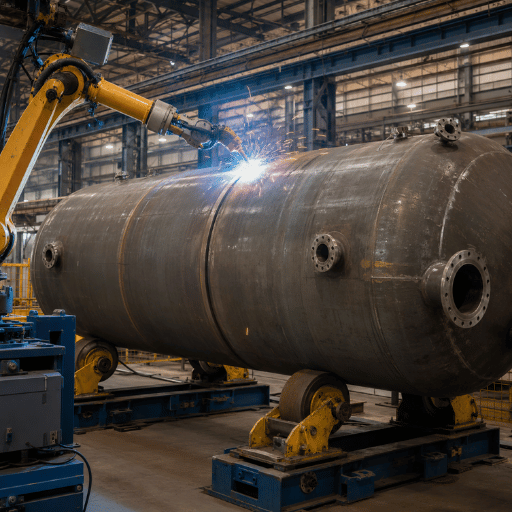
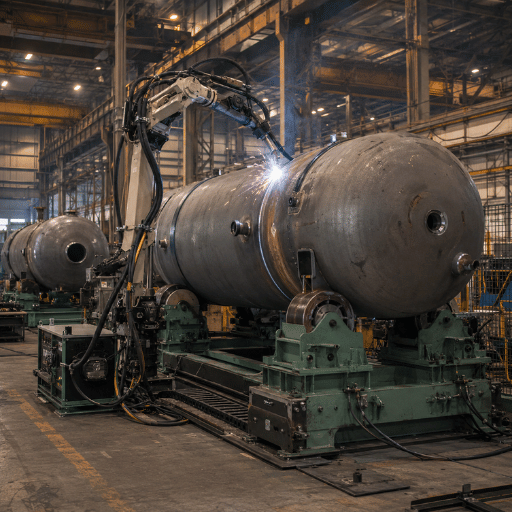
A pressure vessel welding robot may make repeat weld paths easier to hold, but it does not automatically make a vessel code-compliant. Ask the sharper buying question instead: does the robotic weld cell fit the vessel geometry, maintain the qualified welding process, and leave the inspection record sufficiently intact to be clearly reviewed by engineering and QA?
This guide is intended for fabrication managers, welding engineers, QA personnel and industrial purchasers who require a practical intersection between ASME Section VIII construction work, Section IX welding qualification, and effective robotic welding cell selection.
Quick Specs
| Primary code context | ASME BPVC Section VIII for pressure vessel construction; Section IX for welding, brazing, and fusing qualification |
| Best-fit weld families | Repeatable shell seams, girth seams, head-to-shell joints, selected nozzle welds, and repeatable power-equipment assemblies |
| Key cell hardware | Robot arm, welding torch, power source, welding positioners, fixture, seam sensing or touch sensing, PLC/HMI, shielding or flux system |
| Main QA risk | Treating robot repeatability as a substitute for qualified procedure control, fit-up control, inspection, and traceable records |
| Buying trigger | A stable weld family, repeated vessel geometry, disciplined fit-up, and a QA team ready to control program revisions and production records |
Advantages
- Consistent torch movement and path consistency support reliable weld families.
- Enhanced reach provided by a positioner that pivots the vessel into a stable weld position.
- Cleaner production documentation through tracking of parameters, code revision levels, weld quality assessments, and operator input.
Limitations
- Joint position shift caused by fit-up inconsistencies that moves the joint away from the established path.
- Robots are not substitutes for required WPS, PQR, personnel qualification, NDE, or inspector evaluation.
- Work involving limited repetitions may not yield significant weld benefits to justify the associated programming and setup investment.
What ASME Section VIII Controls in Pressure Vessel Manufacturing

ASME Section VIII establishes the construction environment for a pressure vessel; it is not a robot approval mark. The ASME Boiler and Pressure Vessel Code is presented by ASME as a core code source for boiler and pressure vessel construction, with a 2025 edition and a two-year edition cycle. For any workshop, the robot discussion should come after the code basis, vessel scope, materials control, welding rules, inspection plan, and certification path are clear.
The ASME Boiler and Pressure Vessel Certification program ties certification to a quality program, applicable construction codes, and inspection procedures. Robotic weld technology can support repeatable fabrication, but it still sits inside that quality program. Design responsibility, material traceability, qualified procedures, and pressure vessel inspection records remain necessary.
Engineering NoteYour project’s control point should be the code edition in effect. ASME presents the BPVC on a two-year edition cycle, so projects involving a robotic weld cell should clearly identify the relevant vessel code edition, construction parameters, and inspector responsibilities before finalizing the cell configuration.
Section VIII vs Section IX: Where the Welding Robot Actually Fits
Although a pressure vessel is constructed in accordance with Section VIII, questions concerning welding process and personnel certification relate to Section IX of the Code. ASME describes BPVC Section IX as covering qualification for welding, brazing, and fusing procedures and personnel. Within this framework, the robot is a means by which a qualified weld is produced; it is not the primary justification for the weld’s acceptability.
| Control Area | Section VIII Lens | Section IX / Welding Lens | Robot Cell Question |
|---|---|---|---|
| Vessel scope | Which pressure vessel rules apply? | Which welding variables are controlled? | Can the cell repeat those variables? |
| Procedure | Design and construction requirements | WPS and PQR basis | Does the robot use the qualified welding process? |
| Personnel | Quality system and inspection interface | Welder or welding-operator qualification | Who sets, runs, and signs off the program? |
| Records | Data report and inspection evidence | Qualification and production weld records | Can logs connect weld ID, operator, program, and parameters? |
Can you weld on a pressure vessel with a robot?
Yes, provided the robotic weld process is implemented under the necessary construction, procedure, qualification, inspection, and documentation controls. The robot should be treated as a production method employed within the approved quality path rather than a shortcut bypassing the requirements for a qualified welding process.
What type of welding is used for pressure vessels?
Pressure vessel work may use submerged arc welding, gas metal arc welding, flux-cored arc welding, gas tungsten arc welding, or a mixed cell approach based on joint type, thickness, material, access, and qualification requirements. Since common ASME Section IX processes such as SMAW, GTAW, GMAW, FCAW, SAW, and PAW are listed in ASME Section IX training material, potential welding processes should be reviewed before a robot cost is requested.
9-Record Compliance Chain for Robotic Vessel Welding
Start with a stronger purchasing question than “Can the robot weld?” Rather ask, “Can the shop prove each weld was produced under controlled conditions?” Engineering, QA, and Procurement have tools like the 9-Record Compliance Chain to confirm this promise prior to the welding station purchase.
| Record | Why It Matters | Owner to Confirm |
|---|---|---|
| 1. Code edition and scope | Sets the construction basis for the pressure vessel. | Engineering / QA |
| 2. Design responsibility | Keeps robotic fabrication inside the approved vessel design. | Design authority |
| 3. Material traceability | Connects plate, head, nozzle, and attachment material to the weld record. | Materials / QA |
| 4. WPS | Defines the welding process and allowed variables. | Welding engineer |
| 5. PQR | Supports the procedure qualification basis. | Welding engineer / QA |
| 6. Welder or operator qualification | Shows who may run or control the weld operation. | QA / welding supervisor |
| 7. Fit-up and tack control | Protects the joint before the robot starts the production pass. | Fabrication supervisor |
| 8. Inspection and NDE plan | Defines visual, dimensional, and nondestructive examination handoff. | QA / inspector |
| 9. Repair and nonconformance record | Prevents repair work from drifting outside the approved path. | QA / production |
Michael J. Houle’s technical article for the National Board treats tack welding as a critical component of pressure-vessel fabrication, not just a quick holding step. That point matters when a robot depends on stable fit-up.
National Board Technical Series, tack welding guidance
In a National Board tack welding article, tack welding is treated as a defect risk when it is not controlled. For robotic pressure vessel manufacturing, that makes tack welding a cell-readiness item: a repeatable robot cannot correct a joint that has already moved, cracked, or distorted before the arc starts.
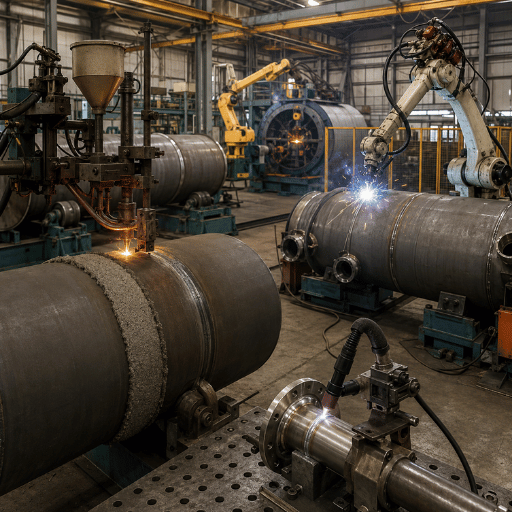
Vessel Cell-Fit Matrix: Long Seams, Girth Seams, Heads, and Nozzles

Vessel shops need to bring geometry into play before asking the robot to produce consistent welds. Good candidates are usually recurring weld families with repeatable fit-up, controlled joint access, and practical torch angles. A poor fit is not always a robot problem; it may be a handling, fixture, or joint-preparation problem.
| Weld Family | Cell Fit | Positioner / Access Need | QA Watch Point |
|---|---|---|---|
| Longitudinal shell seam | Good when joint prep repeats by vessel family. | Stable track, fixture, or rail reach. | Joint gap and run-on/run-off control. |
| Girth seam | Good with controlled rotation. | Turning rolls or headstock-tailstock positioner. | Roundness and rotation stability. |
| Head-to-shell seam | Works when access and offset stay repeatable. | Coordinated rotation and torch reach. | Profile change near transition. |
| Nozzle-to-shell weld | Selective fit; depends on angle and access. | Multi-axis reach or local fixture. | Root access and lack-of-fusion risk. |
| Flange or boss weld | Good when part family repeats. | Fixture repeatability and short program library. | Part orientation and heat input. |
| Pipe spool connection | Good for repeated spool work. | Rotator or spool welding station. | Root pass and tack consistency. |
| Internal attachment weld | Case-specific. | Reach study before purchase. | Access for inspection after welding. |
| Repair weld | Often poor fit for a fixed production cell. | Manual or special setup review. | Repair procedure boundary. |
| Heavy plate seam | Good when process and handling are stable. | Heavy-duty positioner, crane access, and guarded cell. | Pass sequence and distortion control. |
Pressure vessel nozzle welding deserves extra review. In a National Board article on pressure vessel nozzle problems, cracking patterns, external loads, lack of penetration, and chemical attack are discussed around nozzle connections. A robotic nozzle welding process should therefore include joint access, root visibility, program control, and the ability to inspect with an approved fixture in place before purchase.
Vessel shops considering robot architecture should also consider workstation layout. A ground rail welding robot station can fit long work envelopes, while a cantilever welding robot may suit side access around bulky assemblies. Smaller repeated subassemblies may be reviewed against a single robot welding workstation.
Welding Process Choices: SAW, GMAW, TIG, and Hybrid Robotic Cells
Before choosing a robot, the welding process itself should be considered. Although a robotic welding system is capable of running around some path, torch in hand, performing a programmed loop and providing high-quality welding, it still must meet with the appropriate joints, materials, thicknesses, position, and qualification base in order to be practical.
Buyer checkpointFor a fabrication shop, the buying scope should separate welding technology from the automation system: robot, servo axes, transfer tables, monitoring software, and quality control records all affect quality and safety. Offline programming can pre-programme common shell, pipe, and spool sequences, but root-pass, manual tack control, and carbon steel heat-input rules still decide whether welding pressure vessels stays stable. A robotic welding solution should be judged as welding equipment for a production process, not as a turn-key promise; the equipment manufacturer still has to prove ergonomic access, throughput, and working conditions around the positioner. Where the work includes pipe welding robot or spool welding robot duties, ask whether the same automated welding solutions support nozzle, seam, and fixture families without diluting the pressure-vessel QA path. That end-to-end review keeps automation solutions tied to labor-intensive fit-up realities and real welding applications instead of broad sales claims.
| RFQ Data Field | Sample Entry to Replace With Project Data | Decision Use |
|---|---|---|
| Shell diameter and wall | 1,200 mm OD / 12 mm wall | Robot reach, torch angle, and pass planning |
| Vessel length and seam | 6 m vessel / 4 m weld seam | Rail length, rotation plan, and travel envelope |
| Nozzle geometry | 150 mm nozzle OD / 100 mm standoff | Nozzle access and collision review |
| Handling load | 3,000 kg vessel / 5 m crane path | Positioner sizing and workshop flow |
| Production batch | 12 joints / 2 spools | Programming effort versus repeat work |
| Trial window | 8 hours shift / 2 hours sample run | Release planning before production approval |
| Electrical envelope | 15 kW supply / 30 V weld setting | Power-source and facility check |
| Process setup | 500 A current / 8 m/min wire feed | WPS variable review, not a default setting |
| Fixture opening | 600 mm opening / 120 mm torch clearance | Access, guarding, and maintenance clearance |
| Inspection clearance | 300 mm access / 1 joint hold point | NDE and repair boundary planning |
| Cell footprint | 4 m floor width / 1 m guard offset | Workshop layout and material movement |
| Trial weld package | 3 joints / 4 hours / 5 mm witness mark / 2 m access path | Sample-run decision before purchase approval |
| Fit-up tolerance to verify | 2 mm gap change / 10 mm tack length | Fit-up decision before Zhouxiang reviews a cell layout |
| Process Direction | Where It Often Fits | Robot Cell Question |
|---|---|---|
| Submerged arc welding | Long, repeatable seams where flux handling and travel path are stable. | Can flux, wire, rotation, and recovery be integrated cleanly? |
| GMAW / FCAW | Flexible robotic weld access on many fabrication assemblies. | Are wire feed, shielding, torch angle, and spatter control stable? |
| GTAW / TIG | Root quality or controlled heat input cases where productivity is not the only driver. | Does the cell justify programming and handling effort? |
| Hybrid cell | Vessel families that need more than one process or station. | Can each process stay inside its qualified variable range? |
One useful reminder from the American Welding Society codes and standards page is that standards guide welding work, but they do not answer every job-specific engineering question. For a pressure vessel welding robot, the supplier, welding engineer, and QA lead still need to agree on the process boundary before production starts.
Inspection, Traceability, and Repair Boundaries After Automation
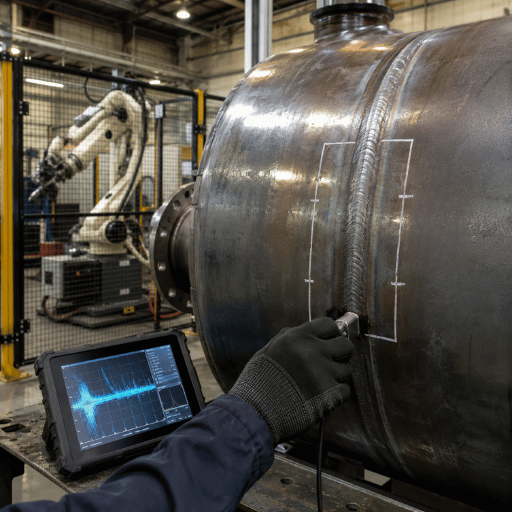
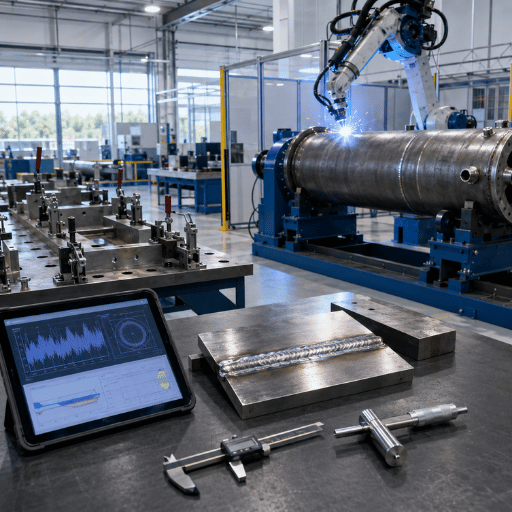
If the welding system is set to capture record information, automation can make the quality file easier to follow. Useful logs could include weld ID, program number, operator ID, current and voltage readings, wire speed, travel path reference, date, material batch number, and inspection handoff reference. These records support, but do not replace, the required inspection plan.
- – Clarify the weld number reference to the drawings and to the traveler document.
- – Secure the revision control of the program upon first production go-ahead.
- – Designate who can revise program and what the revision and signoff process is.
- – Maintain separate weld records for the production world and the repair world.
- – Establish visual, and NDE access for both before fixtures occupy the joints.
Pressure-retaining-item records, inspectors, registration, and the National Board Inspection Code are connected in a National Board overview. That is the right framing for Zhouxiang automation: build a cell that makes the quality record easier to trace, not harder.
Welding Automation, Positioner, and Throughput: When a Pressure Vessel Welding Robot Makes Sense
Welding robot applications are most valuable in a manufacturing context that already has repeatable vessel profiles, established joint preparation, and adequate production volume to keep the robot busy. From a welding solution perspective, the investment case may be weaker for single-piece vessels, shifting fit-up cycles, and new QA systems that still rely mainly on manual methods.
| Buying Factor | Green-Light Condition | Pause-and-Review Condition |
|---|---|---|
| Weld family repeatability | Same seam type repeats by product family. | Each job needs a new joint strategy. |
| Fit-up discipline | Fixtures and tack controls hold the joint where the program expects it. | Operators adjust gaps by judgment on each vessel. |
| QA maturity | WPS, PQR, qualification, inspection, and repair records are already managed. | Supplier is expected to define the whole quality path. |
| Handling space | Vessel can rotate or index without blocking inspection and crane flow. | Cell layout hides the weld or disrupts material movement. |
| Labor pressure | Skilled welders can move toward setup, monitoring, and high-judgment work. | Plan assumes the robot removes all welding knowledge from the shop. |
For boiler-adjacent assemblies, tanks, and heavy industrial equipment, review power-industry welding robot applications after the vessel weld family and qualification path are clear. Buyers comparing broader equipment can also review the welding robot cost estimator and the guide on how to choose a welding robot.
Implementation Roadmap: From Sample Weld to First Production Release
As with many projects that involve robotic automation welding, this type of investment should be introduced in stages. The biggest robot purchase is not the prize; finding a welding process, fixture, positioner, and program capable of standing up to real production, along with the inspection plan and records, is the objective.
Eight-Step Release Path
- Define the vessel family, the weld map, material capabilities and inspection transfer.
- Confirm code edition, construction scope, and responsible engineering authority.
- Select the robot arm reach, positioner style, fixture concept, and access range.
- Program representative welds, possibly on actual part geometry or a comparable piece of stock.
- Synchronize the WPS, PQR, welder and weld-operator qualifications, and the program file management process.
- Validate fit-up, tack welding, and joint-cleaning controls.
- Complete visual, volumetric, NDE and dimensional checks consistent with the established plan.
- Finalize policies for production releases, program revisions, operator changes and repairs.
Programming is often where buyers underestimate the change. Robots can repeat a weld path, but they still need sound joint definition, fixture discipline, torch access, and revision control. For related planning depth, see the internal guides on welding robot programming, post-weld heat treatment, and automated welding systems.
Industry Outlook: Why Vessel Shops Are Reviewing Robotic Welding Now

Timing is not only about robots. It is also about worker availability, code-cycle awareness, and buyer pressure for traceable production. The IFR World Robotics 2025 release reports 542,000 industrial robots installed globally in 2024, the fourth straight year above 500,000. That does not prove a pressure vessel cell is the right purchase, but it shows that industrial robot adoption is no longer a fringe choice.
Labor is part of the same picture. The O*NET OnLine profile for welders, cutters, solderers, and brazers lists production tasks such as inspecting workpieces, setting up welding equipment, monitoring processes, and positioning materials. Better automation planning does not remove welding skill from the shop; it moves skilled people toward setup, procedure control, inspection support, and work that should not be reduced to path-following.
Visual sensing is also improving. A 2024 review on visual sensing in intelligent robotic welding groups recent work into seam tracking, bead defect detection, weld-pool geometry measurement, and path planning. Treat that as useful technology context, not a substitute for procedure qualification or pressure vessel inspection.
FAQ
Q: Can a robot weld on a pressure vessel?
View Answer
Yes, provided weld follows the prescribed procedure, qualification, inspection and record controls. The robot is simply a method of production.
Q: Does ASME Section VIII approve a welding robot?
View Answer
No. Section VIII controls the pressure vessel construction context. Regardless of method, robotic use is governed by the vessel design, quality program, qualified welding procedure, personnel or operator qualifications, inspection plan, and project records. If a supplier says a robot is “ASME approved”, ask which certificate, procedure, operator qualification, and inspection records apply to your vessel family.
Q: Is Section IX more important than Section VIII for robotic welding?
View Answer
They explain different parts of the process. Section VIII concerns pressure vessel construction, and Section IX explains procedure and personnel qualification for welding. Most robotic welding projects require review of both.
Q: What type of welding is used for pressure vessels?
View Answer
Common process families include submerged arc welding (SAW), gas metal arc welding (GMAW/MIG), flux-cored arc welding (FCAW), and gas tungsten arc welding (GTAW/TIG). Selection depends on joint geometry, material, thickness, position, access, and the qualification basis. For long repetitive seams, SAW may be reviewed first; for root-control work, a different path may be needed. Choose the process before freezing the robot cell.
Q: How much does a pressure vessel welding robot cost?
View Answer
Price is contingent upon such elements as the reach of the robot, power supply size, positioner dimensions, fixtures, sensor suite, safety guarding, programming tasks and the commissioning of the cell. Use of online price ranges should be treated only as initial rough cuts. Request that pricing be based upon actual drawings for your vessel family, weld map, and all inspection requirements.
Q: What records should I ask a supplier for before buying?
View Answer
Ask about how the cell is designed to support WPSs, PQR, operator qualifications, fit-up and tack control, weld identification logging, change management of the programs, material traceability, and hand-off to non-destructive examination (NDE) and repair operations. Ensure the answer applies specifically to the vessel family that you are producing, rather than using generic robot marketing materials.
Q: Can one robotic cell weld vessels, pipes, and power equipment?
View Answer
In some cases, but only if the work envelopes, positioner, fixtures, torch access, and qualified welding processes match your products. A robot built for power-equipment frames will not automatically fit pressure vessel nozzles or very thick wall seams, so analyze the weld family first.
About This Analysis
This article keeps pressure vessel welding robot selection tied to ASME BPVC Section VIII construction context, Section IX qualification, the quality program, and inspection records. Since no in-plant production data was supplied for this document, labor, robot adoption, and code-support claims are grounded in documented public sources.
Next Step
Bring one vessel drawing, one weld map, and the applicable code basis to the supplier discussion. That is enough to test robot reach, positioner selection, fit-up control, and qualification planning before budget approval.
Related Articles
- H-beam welding automation guide – useful for comparing long-seam automation logic.
- Shipyard welding automation – large workpiece handling parallels vessel fabrication.
- Intelligent steel structure welding system – reference for multi-axis industrial welding cells.
- Welding cobot vs industrial robot – useful when comparing payload, reach, and guarding.
- Top welding robot manufacturers – supplier landscape context before RFQ work.
References & Sources
- ASME Boiler and Pressure Vessel Code standards – ASME
- Boiler and Pressure Vessel Certification – ASME
- BPVC Section IX: Welding, Brazing, and Fusing Qualifications – ASME
- ASME Section IX training course overview – ASME
- National Board overview – National Board of Boiler and Pressure Vessel Inspectors
- Tack welding of pressure vessels and boilers – National Board Technical Series
- Nozzles: The weak link in pressure equipment – National Board
- Codes and Standards – American Welding Society
- Welders, Cutters, Solderers, and Brazers – O*NET OnLine
- Global robot demand in factories doubles over 10 years – International Federation of Robotics
- Visual sensing technologies in robotic welding – arXiv review article

