
Get in Touch with Zhouxiang
Quick Specs
Metric:
Accepted welds on first inspection / total inspected welds
Accepted welds on first inspection / total inspected welds
Do not mix:
First-pass acceptance with final acceptance after repairs
First-pass acceptance with final acceptance after repairs
Best use:
Structural steel beams, box columns, trusses, bridge parts, heavy frames
Structural steel beams, box columns, trusses, bridge parts, heavy frames
Evidence needed:
WPS, inspection records, defect codes, heat input, fixture notes, retest logs
WPS, inspection records, defect codes, heat input, fixture notes, retest logs
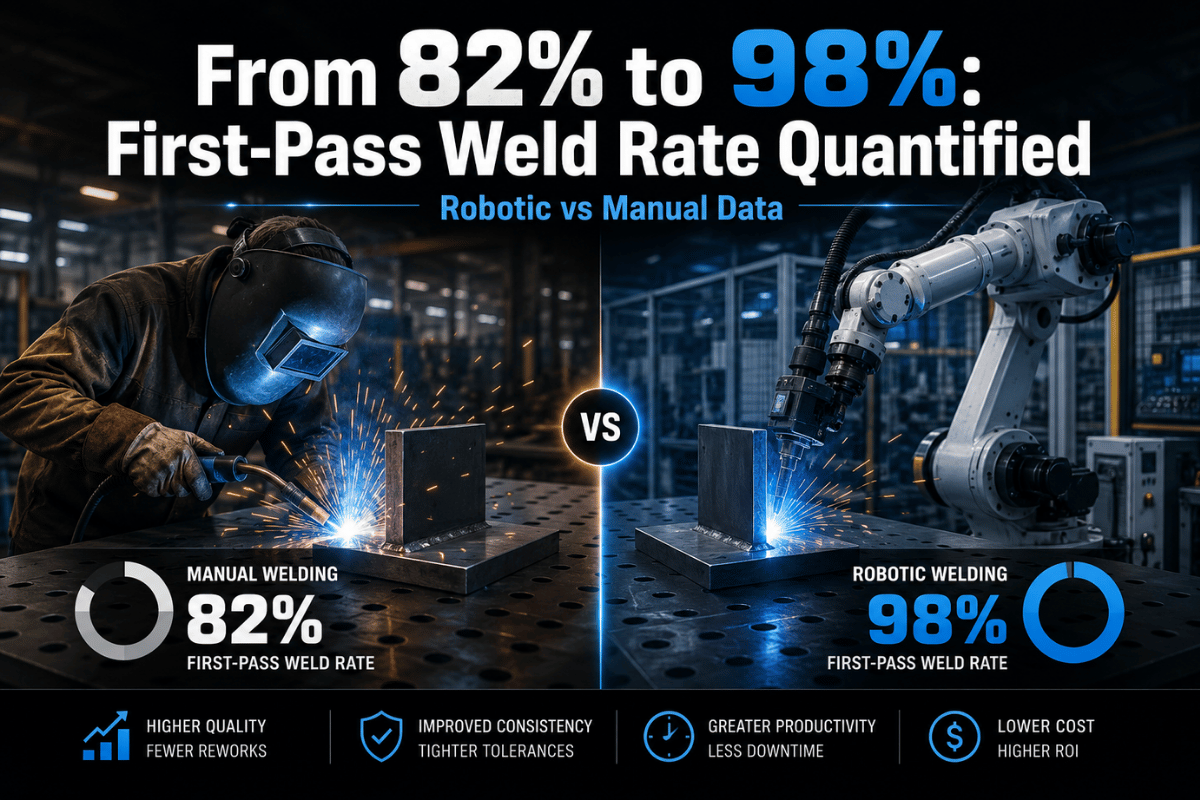
One Zhouxiang structural steel project example shows a Southeast Asia fabricator moving from an 82% manual first-pass rate to 98.5% after two robot systems were installed. A bridge project example shows rejection rate falling from 8.2% to 1.3%. Those figures are useful reference points, but not universal averages. Ask instead: which process controls made those welds more repeatable, and can your shop measure the same inputs before buying a robot?
This guide separates the acceptance-rate logic from the broader robotic welding vs manual welding debate. Here, the focus is narrower: rejected-weld causes, inspection proof, rework math, and pilot data for structural steel automation.
What First-Pass Weld Acceptance Rate Measures

First-pass weld acceptance rate is the share of welds accepted the first time they are inspected against the project criteria. Any weld that fails visual testing, ultrasonic testing, radiographic testing, magnetic particle testing, or other required checks does not count, even if it later passes after repair.
Formula: first-pass weld acceptance rate = accepted welds on first inspection / total welds inspected x 100.
That definition matters because final acceptance can hide the true cost of poor weld quality. Shops can reach 100% final acceptance after grinding, gouging, repair welding, and retesting. First-pass data shows how much waste happened before the final record looked clean.
For structural steel, the acceptance rule usually appears in the project specification, the welding procedure specification, the inspection plan, and the applicable code. AWS D1.1/D1.1M:2025 is the Structural Welding Code-Steel for welded structures made from carbon and low-alloy constructional steels. ISO 3834-1:2021 gives the general outline for quality requirements in fusion welding and criteria for choosing the right quality level.
Robotic vs Manual Welding Acceptance Rate: The 9-Line Matrix

A robotic welding system can raise first-pass acceptance when variation is controlled before the arc starts. Manual welding can still produce excellent welds, especially with a skilled welder on low-repeat work. Use the matrix below to see where each method tends to gain or lose acceptance consistency.
| Acceptance factor | Manual welding risk | Robotic welding control | Evidence to ask for |
|---|---|---|---|
| Fit-up tolerance | Welder adjusts by feel | Fixture datum plus seam tracking | Gap map by joint family |
| Torch angle | Shift changes and fatigue affect angle | Programmed robot arm path | TCP check sheet |
| Heat input | Travel speed can drift | Locked welding parameters | WPS record and run log |
| Weld pool control | Excellent for repair and odd access | Repeatable motion on known joints | Macro test or first article record |
| Shielding gas | Flow errors may go unnoticed | Cell checks can verify flow | Gas flow log |
| Consumables | Tip wear changes stickout | Reamer and tip-change routine | Maintenance interval |
| Distortion | Pass order depends on habit | Programmed weld sequence | Sequence plan and restraint note |
| Inspection trace | Paper notes may be incomplete | Robot log links weld to program | Weld ID and parameter export |
| Batch repeat | Skill is applied one weld at a time | Same path repeats across parts | First-piece and tenth-piece inspection |
A robot does not make a good weld automatically. In practice, a robot makes the welding process easier to repeat after the fixture, program, torch center point, power source, wire feed, and WPS are under control.
Why Manual Structural Welds Miss First-Pass Acceptance

Manual welding misses first-pass acceptance for many reasons that are not signs of a poor welder. Large structural parts move. Plate edges vary. Cope openings, backing, root gap, mill scale, tack quality, and access all affect the weld pool. Skilled welders can compensate, but compensation changes from person to person and from shift to shift.
Common rejection drivers include undersized welds, undercut, lack of fusion, porosity, slag inclusions, arc strikes, excessive convexity, and distortion that pulls a member out of tolerance. For a deeper defect taxonomy, see Zhouxiang’s guides to weld defects, weld inspection, and weld testing.
- Fit-up variation: Root opening and part mismatch can push a qualified weld procedures package outside its practical window.
- Heat input drift: Manual travel speed changes bead profile, penetration, and distortion.
- Access limits: Heavy beams and box columns force uncomfortable torch angles that increase defect risk.
- Consumable variation: Contact tip wear, liner drag, and wire feed issues change arc stability.
- Inspection feedback delay: If defects are found hours later, the same mistake may already be repeated across many welds.
For one-off repairs or restricted field joints, manual welding remains the right tool. For repeated beam-to-stiffener, column, web, flange, and bracket welds, variation is more likely to be process waste than useful flexibility.
How Robotic Welding Systems Raise Repeatability
A structural steel robot improves acceptance rate by turning hidden hand adjustments into controlled inputs. Strong examples start before the robot arm moves: joint families are grouped, fixtures locate the workpiece, WPS ranges are locked, and inspection feedback is connected to program changes.
Zhouxiang’s robotic welding for structural steel workflow uses a teachless, 3D-vision approach for beams, box columns, trusses, and bridge parts. Related products such as the intelligent steel structure welding system and ground rail welding robot station are built for large, repeated steel members rather than small bench parts.
| Robot feature | Acceptance-rate effect | Buyer question |
|---|---|---|
| Laser seam tracking | Finds joint position changes before or during robotic welding | What joint gap range can it correct? |
| 3D scanning | Reduces manual teaching on variable steel members | Can it read my beam and column families? |
| Parameter lock | Keeps current, voltage, travel speed, and wire feed inside a set window | How is WPS change approval handled? |
| Torch service routine | Protects TCP, gas coverage, and arc stability | What is the contact tip and nozzle check interval? |
| Program traceability | Connects each weld to a program, operator, and parameter history | Can records be exported by weld ID? |
Precision Notes: Types of Robotic Welding for Acceptance Pilots

Not every welding robot belongs in the same first-pass acceptance pilot. For structural steel, the usual starting point is robotic arc welding in a guarded robotic welding cell, because the robot can control travel speed, arc length, wire feed, and the welding torch across repeated joints. Robotic welding uses programmable motion; the value comes from making one weld joint behave like the next weld joint.
Other types of robotic welding can still matter. A shop may compare MIG welding, TIG welding, laser welding, plasma welding, spot welding, and resistance spot welding during early process planning. Stainless parts, carbon steel members, and alloy fixtures do not respond the same way to heat, shielding gas, and restraint. That is why thermal distortion, filler metal choice, and weld integrity checks need to be tied to production requirements before a robotic system is purchased.
| Process option | Where it fits | Acceptance-rate caution |
|---|---|---|
| Robotic arc welding | Repeated fillet and groove welds on structural members | Needs fixture control before multi-pass welding begins |
| Robotic TIG or TIG robotic welding | Precision work where heat input and bead profile are tightly reviewed | Lower speed can hide handling losses |
| Collaborative robots and cobot welding | Smaller cells, lower reach, and simpler welding setups | Manual loading variation can still drive defects |
| Spot welding robots | Sheet, brackets, and repeat assemblies | Acceptance logic differs from structural weld inspection |
| Laser or plasma welding | Specialty geometry, thin sections, or high-control metal fabrication | Requires separate qualification and sensor review |
Manual welding cannot be removed from every job, and a shortage of skilled welders does not change the inspection rule. Human welders still bring welding expertise to repair, fit-up review, and first-article feedback. Robotic automation, a robotic arm, or an automated welding cell should be judged by whether it improves single pass and single weld outcomes under the American Welding Society code path used on the job.
For 2026 pilots, ask the integrator to show welding programs, robotic path records, simulation notes, sensor data, and digital twin assumptions next to the weld inspection record. Robotic welding systems address repeat work best when the acceptance record proves the machine, fixture, and welding arc stayed inside the same qualified window.
Practical robotic-welding maintenance guidance supports this systems view: burnback, contact-tip wear, reamer problems, TCP loss, poor grounding, consumable installation errors, and path issues can all affect weld consistency. Robot motion helps only after the process is made measurable.
Engineering Note
A robot should not be sold as a substitute for qualification work. Ask for WPS alignment, first-article weld testing, fume extraction planning, fixture review, torch TCP checks, and a written plan for defects found during the pilot.
What Inspectors Check Under AWS D1.1 and NDT Workflows

Inspectors do not accept a weld because it was made by a robot. They accept it because it meets the required dimensions, profile, location, and discontinuity limits under the project code and inspection plan. That is why first-pass acceptance records must sit next to the WPS, welder or operator identification, material heat details when required, and NDT report.
What counts as first-pass acceptance in weld inspection?
Only welds that pass the specified checks before repair count. ASNT lists common nondestructive testing methods including visual testing, radiographic testing, ultrasonic testing, magnetic particle testing, penetrant testing, and eddy current testing. Its visual testing page notes that VT is surface-focused; subsurface issues need methods such as UT or RT.
For structural steel, visual inspection is often the first filter. It catches size, contour, undercut, crater, arc strike, overlap, and obvious surface discontinuity issues. UT or RT may be required for deeper weld integrity checks, depending on joint type and project rules.
- Weld ID and member location
- Applicable code or project specification
- WPS number and revision
- Robot program or welder ID
- Inspection method and acceptance criteria
- Defect code if rejected
- Repair action and retest result
That record set gives a fabricator a usable acceptance-rate baseline. Without it, the shop is only discussing anecdotes.
Rework Math: Turning Acceptance Rate Into Cost per Ton

First-pass weld acceptance becomes persuasive when it is converted into hours. Rework is not only the repair arc time. It also includes defect review, grinding or gouging, repair welding, cooling time, inspection scheduling, retest, paperwork, and potential paint or assembly delay.
Rework hours avoided: weld count x rejection-rate reduction x average repair hours per rejected weld.
| Pilot input | Manual baseline | Robot target |
|---|---|---|
| Welds inspected per month | 1,000 | 1,000 |
| First-pass acceptance | 82% | 98.5% |
| Rejected welds | 180 | 15 |
| Repair hours at 0.75 hour each | 135 | 11.25 |
| Monthly hours avoided | – | 123.75 |
This example uses Zhouxiang’s 82% and 98.5% project figures as a scenario, not a guarantee. Your repair hour number may be lower for short fillet welds or higher for thick members that need gouging, preheat, controlled cooling, and retest.
To model your own shop, start with Zhouxiang’s welding robot ROI calculator, then replace generic labor assumptions with your rejected-weld records. Acceptance rate is most useful when it is tied to tons shipped, repair hours, and inspection queue delay.
When Manual Welding Still Belongs in the Process
Automation decisions fail when the buyer treats manual welding as a problem to remove instead of a capability to place correctly. Skilled welders can see access issues, adjust for odd gaps, repair small defects, and handle site work where a welding cell is impractical.
Robotic welding fits best when…
- Joint families repeat across beams, columns, trusses, or frames.
- Fixtures can hold workpieces in a known datum scheme.
- Inspection records show recurring defects by joint type.
- Cycle times and rework hours affect delivery dates.
- Robot logs will help quality teams trace each weld.
Manual welding stays valuable when…
- Parts are low-repeat or change every shift.
- Field access blocks a fixed welding system.
- TIG welding or small repair work needs close human judgment.
- Fit-up variation is too high for the fixture budget.
- Safe cell loading is not practical for the workpiece.
Use a mixed process: repetitive structural welds move into robotic welding, while manual welders focus on fit-up correction, repair, fixture feedback, nonstandard work, and high-judgment tasks. That staffing model also protects the robot investment because experienced welders know when a program is masking a fixture or material problem.
How to Run a Fair First-Pass Rate Pilot

A fair pilot starts with baseline records. If a vendor only receives drawings, the proposal may focus on reach, payload, rail length, and price while missing the acceptance-rate reason for the project. Send inspection and defect data with the drawings so the pilot can target the real cost.
What data should a fabricator send before requesting a robot quote?
| Pilot field | Why it matters |
|---|---|
| 1. Part family and annual quantity | Shows repeat potential. |
| 2. Steel grade and thickness range | Frames WPS and heat input limits. |
| 3. Joint types by weld length | Separates high-volume welds from edge cases. |
| 4. Current first-pass acceptance rate | Sets the baseline. |
| 5. Defect Pareto by joint family | Tells the robot integrator what to fix first. |
| 6. Repair hours per defect type | Turns quality into cost. |
| 7. Inspection method and code | Prevents vague acceptance claims. |
| 8. Fixture photos and datum notes | Shows whether the part can repeat. |
| 9. Fit-up tolerance samples | Tests laser seam tracking requirements. |
| 10. Current cycle times | Separates weld time from handling time. |
| 11. Floor layout and crane access | Affects cell layout and material flow. |
| 12. Acceptance target and payback rule | Keeps the pilot tied to business value. |
Zhouxiang can review this worksheet against beam, box-column, bridge, and heavy-frame welding requirements. Useful pilots should return not only cycle time, but also weld acceptance evidence, defect causes, fixture notes, and the changes needed before production launch.
Acceptance Pilot Measurement Bands for Structural Steel

A fair pilot needs measurement bands before anyone chooses manual welding, robotic welding, or a mixed route. These bands are not universal acceptance limits. They are logging targets that help a welding engineer decide whether the robot, fixture, WPS, inspection plan, or part-prep process should change first.
Use the table below as a decision aid during a 2-week or 4-week acceptance pilot. If the shop cannot collect a field, keep the pilot open and fix the measurement gap before signing off on production requirements. That discipline prevents a strong-looking acceptance rate from hiding a weak process window.
| Pilot measurement | Logging band | Decision rule |
|---|---|---|
| Joint gap spread | 0 mm, 1 mm, 2 mm, 3 mm, and 5 mm samples | If most rejects sit above 3 mm, choose fixture correction before robot speed work. |
| Fillet leg sample | 6 mm, 8 mm, 10 mm, and 12 mm nominal welds | If size scatter is high, choose a tighter WPS window and operator check sheet. |
| Torch TCP drift | 0.5 mm, 1 mm, and 2 mm check points | If drift exceeds 1 mm after service, choose a shorter torch-check interval. |
| Part location repeat | 1 mm, 2 mm, and 4 mm fixture repeat readings | If the workpiece moves more than 2 mm, choose datum changes before program changes. |
| First-piece inspection | 100% VT for first 10 parts | If defects repeat on part 2 or part 3, stop the pilot and correct the cause. |
| NDT sampling change | 10%, 25%, 50%, or 100% inspection lots | If UT or RT rejects cluster by joint family, choose that joint family for rework analysis. |
| Repair-rate trigger | 2%, 5%, 8%, and 10% reject bands | If a cell stays above 5%, choose root-cause review before capacity claims. |
| Preheat record | 50°C, 100°C, and 150°C checkpoints when the WPS requires heat control | If heat control is missed, choose procedure discipline over motion tuning. |
| Distortion review | 2 mm, 5 mm, 8 mm, and 10 mm post-weld readings | If distortion moves above 5 mm, choose sequence changes before adding more weld passes. |
| Acceptance target | 90%, 95%, 97%, and 99% first-pass bands | If the target is 97% or higher, choose a traceable approval route for every program edit. |
These bands give buyers a way to choose the next action. A manual cell with a 95% first-pass result and 1 mm fit-up scatter may not need immediate robotic automation. A repeated beam family at 82% first-pass acceptance, 5 mm gap scatter, and 8% repair rate is a stronger candidate for a robotic welding system, fixture redesign, and tighter WPS governance. A robotic system that cannot hold a 2 mm location window should not be accepted as production-ready just because cycle time looks attractive.
Standards still govern the final decision. AWS D1.1, ISO 3834, ASNT VT, ASNT UT, ASNT RT, WPS, PQR, NDT procedure, material traceability, and project-specific acceptance criteria all need to line up with the pilot data. When those records agree, the buyer can choose a production release with fewer assumptions and fewer repair surprises.
For export or bridge work, map the pilot records twice: first to the local project code, then to the customer’s contract language. A U.S. job may center on AWS D1.1, while a European structural package may also require ISO 3834 quality records and EN 1090 execution controls. If the buyer asks for ISO documentation, do not treat it as a paperwork add-on after welding. Put ISO 3834, EN 1090, WPS approval, PQR evidence, and AWS D1.1 acceptance language in the pilot checklist before the first production run. IFR robot-adoption data can justify the automation trend, but AWS D1.1 and ISO records still decide whether a weld is accepted.
2026 Outlook: Weld Acceptance Becomes a Traceability Metric
Industrial robot demand is still growing. IFR reported 542,000 robot installations in 2024 and forecast 575,000 installations in 2025. That growth does not mean every structural steel shop needs the same cell. It does mean more buyers will expect digital proof of weld quality, not just an installed robot.
Near-term, the shift is from “Can a robot weld this joint?” to “Can the welding automation system prove this weld met the required window?” For structural steel, that proof may include program revision, welding parameters, operator action, inspection result, repair status, and retest outcome by weld ID.
- Build defect codes that match inspection reports.
- Record manual and robotic welding acceptance separately.
- Review robot logs with quality, not only production.
- Keep WPS changes traceable to approved revisions.
- Use pilot data to choose the next workpiece family.
If a shop already uses Tekla models, CNC cutting, and digital inspection records, robotic welding can become part of a traceable fabrication system instead of a stand-alone machine. Acceptance-rate gains are strongest when drawings, fit-up, welding, inspection, and repair feedback all describe the same weld.
FAQ
What is a good first-pass weld acceptance rate?
Good rates depend on code, joint type, inspection method, and material thickness. For a robot pilot, compare against your own baseline rather than a generic benchmark. Moving from 82% to 98.5%, for example, is meaningful when both numbers use the same inspection rule and weld population.
Is robotic welding always better than manual welding for acceptance rate?
No. Robotic welding helps when part families repeat, fixtures hold the work, and parameters are controlled. Manual welding can be better for field repair, very low-repeat work, and access-limited joints.
What causes welds to fail first-pass inspection?
Common causes include undercut, lack of fusion, porosity, slag inclusion, wrong weld size, poor profile, arc strikes, excess distortion, and missed WPS controls.
How does seam tracking affect weld acceptance?
Laser seam tracking can help the robot locate the joint when fit-up varies. It is not a cure for poor fixtures, oversized gaps, or missing process qualification.
Does AWS D1.1 allow robotic welding?
AWS D1.1 addresses welded structural steel requirements. Qualification still matters: the process must meet the applicable procedure, inspection, and acceptance rules for the job.
What should I measure before buying a structural steel welding robot?
Measure first-pass acceptance rate, defect types, repair hours, weld length by joint family, fit-up tolerance, inspection method, fixture condition, and current cycle times.
Next Step: Compare Your Weld Baseline With a Structural Steel Robot Cell
If first-pass acceptance is already tracked in your shop, Zhouxiang can review representative drawings, defect codes, inspection records, and fixture photos against its structural steel welding robot workflow.
References
- AWS D1.1/D1.1M:2025 Structural Welding Code-Steel
- ISO 3834-1:2021 quality requirements for fusion welding
- ASNT nondestructive testing methods
- ASNT visual testing overview
- IFR World Robotics 2025 release
- Bernard and Tregaskiss: common failures in robotic welding
- Zhouxiang guide to welding procedure specification
