
Get in Touch with Zhouxiang
How AGV Integrated Welding Cells Bring Robotic Welding to Where the Work Is
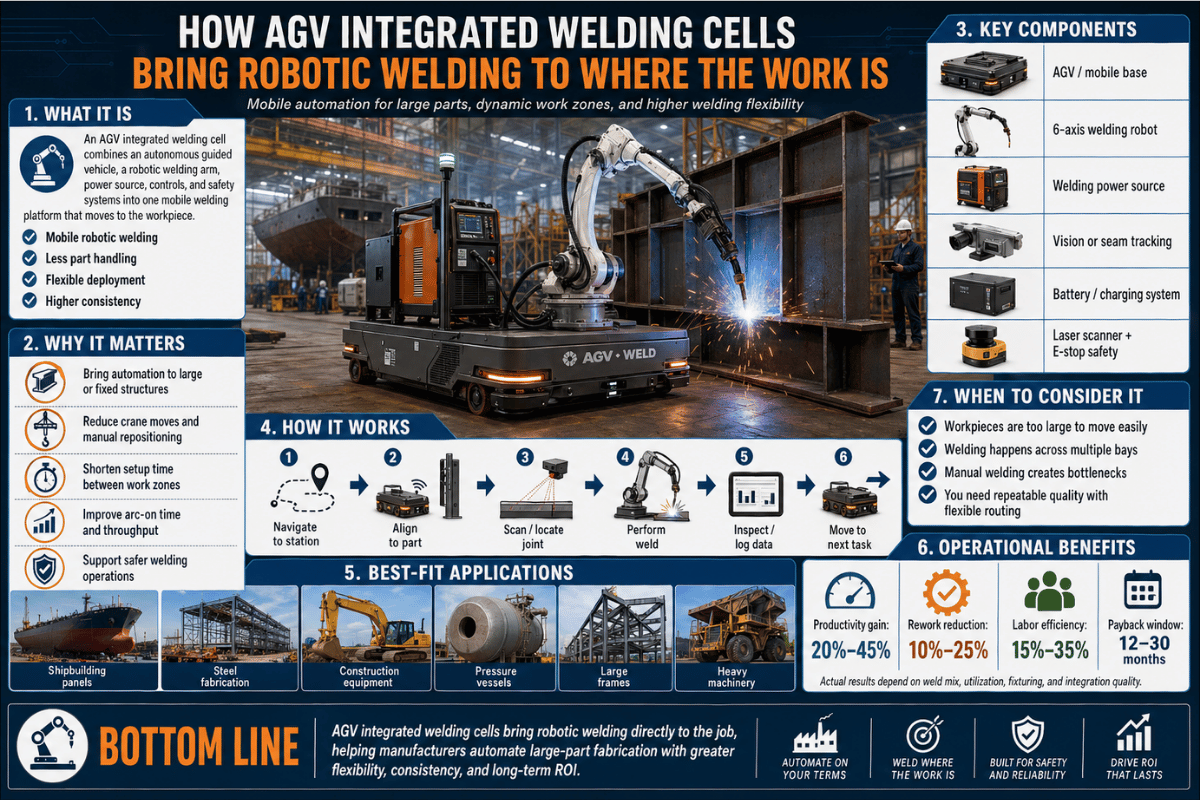
An AGV integrated welding cell is a complete robotic welding system mounted on an automated guided vehicle, so the robot rolls over to the workpiece instead of waiting for a forklift to bring the part into a fixed cage. This guide walks through what it is, how it functions, when it excels and when it doesn’t, what it costs, and how to factory-install one — using engineering data from 2025-2026 deployments and validated industry sources.
Quick Specs — Typical AGV Welding Cell
| Drive type | Wheeled (concrete floors) / Tracked (rough surfaces) |
| Travel speed | 1.0–3.0 km/h under load |
| System weight (full setup) | 2,000–3,000 kg |
| Robot arm | 6-axis, ±0.05 mm repeatability |
| Camera vision accuracy | 0.1 mm (lab) / 0.2–0.3 mm (production with arc flash) |
| Power supply | ~50 KVA, 380V/50Hz 3-phase |
| Welding processes | MIG/MAG (most common), TIG, SAW, fiber laser hybrid |
| Capital cost range | $80K–$250K+ depending on payload and vision |
| Typical payback window | 12–24 months (3–5× manual throughput) |
What Is an AGV Integrated Welding Cell?
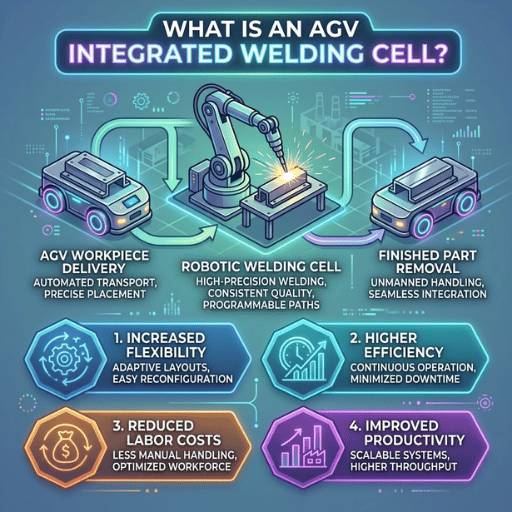
An AGV integrated welding cell is a robotic welding cell whose base is an automated guided vehicle (AGV) — a self-driving cart that carries the robot, the power source, the wire feeder and the vision system to the workpiece, then welds in place. Conventional automated welding cells fix the robot in a cage and require the part to be lifted, jigged, and moved into the cage. AGV cells flip that logic: the cell goes to the part.
An AGV abides by a predefined track using magnetic tape, QR markers, laser triangulation or a hybrid guidance system, controlled at the safety layer by ISO 3691-4 (driverless industrial trucks). On the welding side, the cell typically carries a 6-axis articulated arm, a 350-500 A MIG/MAG power source and a line-laser or 3D stereo camera that finds the joint as the cart parks. Robot system safety is controlled by the just-published ISO 10218-1:2025, with integration safety left to ISO 10218-2.
AGV cells sit inside the larger robotic welding cell industry, which Research and Markets estimated at $4.22 billion in 2026 and forecast to climb to $6.08 billion by 2030 at a 9.5% annual growth rate. AGV cells are the fastest-growing subset, because they relax the most common limitation of fixed cells: the workpiece mobility.
This technology shares a parent family with material handling AGVs used on automotive assembly lines and in warehouse transport, but the welding variant adds a robot, a power source and a seam-tracking sensor on top. Where conventional handling systems shuttle pallets between stations, the welding-configuration AGV brings the production cell to the part — practical when the part is too large or heavy for a forklift or conveyor line, and useful when scaling output without floor expansion. Software-defined paths also minimize the reroute cost when the shop layout shifts.
What is AGV integration?
AGV integration is the process of connecting the AGV portion of a welding cell to the rest of the production environment — the welding power source, the positioner or rotator, the safety scanners, the floor-level guidance infrastructure, and the plant PLC or MES. Done well, it means the operator loads a job, the AGV navigates to the next workpiece, the robot welds, the cart auto-charges between cycles, and a supervisor sees the whole fleet on a single dashboard. Done badly, the robot welds beautifully on a cart that gets stuck on a poured-concrete expansion joint and has no way to alert the line.
How Does an AGV Welding Cell Work? — System Anatomy
An AGV welding cell manages 5 subsystems. Mechanical elements are simple; information flow across the suite is where most integration delays occur.
1. AGV Base
Mobility layer. Driven by wheels or tracks, with sensors to control direction, scanner for safety, batteries & charge interface. Speed 1.0-3.0 km/hr according to drive.
Mobility layer. Driven by wheels or tracks, with sensors to control direction, scanner for safety, batteries & charge interface. Speed 1.0-3.0 km/hr according to drive.
2. 6-Axis Robot Arm
The articulating manipulator on which the welding torch is held. Known for its repeatability (approximately 0.05 mm) and its reach (around 1.4 m to 2.0 m from the base). Once the cart parks, the 6-axis arm executes the real weld path.
The articulating manipulator on which the welding torch is held. Known for its repeatability (approximately 0.05 mm) and its reach (around 1.4 m to 2.0 m from the base). Once the cart parks, the 6-axis arm executes the real weld path.
3. Welding Power Source
Structural steel is normally a 350-500 A MIG/MAG inverter, with TIG, submerged arc, and fiber laser welding hybrid interchangeably mounted heads as modular “swap-in” options. Peak power draw runs 30-50 KVA.
Structural steel is normally a 350-500 A MIG/MAG inverter, with TIG, submerged arc, and fiber laser welding hybrid interchangeably mounted heads as modular “swap-in” options. Peak power draw runs 30-50 KVA.
4. Vision & Seam-Tracking
Line-laser or 3D camera scans the joint, identifies the actual position of the seam and generates relevant corrections to the robot cell path. Important as the workpiece is seldom located within 0.05 mm of where it is programmed.
Line-laser or 3D camera scans the joint, identifies the actual position of the seam and generates relevant corrections to the robot cell path. Important as the workpiece is seldom located within 0.05 mm of where it is programmed.
5. Safety & Comms Layer
360° laser scanners and e-stop chains plus a fieldbus link (Modbus TCP, EtherNet/IP, or PROFINET) to the plant PLC. Mandatory under ISO 10218-2.
360° laser scanners and e-stop chains plus a fieldbus link (Modbus TCP, EtherNet/IP, or PROFINET) to the plant PLC. Mandatory under ISO 10218-2.
Day-to-day, the weld cycle is short:
- Position assignment — the operator loads or selects a weld program; the system locates the workpiece against the layout map.
- Navigation — the AGV moves to the target with obstacle-detection scanners active throughout the run.
- Alignment — once parked, the vision sensor finds the joint and corrects for part-positioning tolerance; the positioner (if fitted) tilts the part.
- Weld & reposition — the 6-axis arm follows the seam, the cart inches forward for long seams, and the battery auto-charges during the idle window.
📐 Engineering Note — The 0.1 mm Reality Gap
Vision systems are accurate to 0.1 mm at ~500 mm standoff in the lab under perfect, controlled light conditions. In a working shop—arc flash, weld fume and coolant mist swirling at the lens—effective accuracy in production cells is closer to 0.2-0.3 mm. That is still plenty for a single pass MIG on structural steel (3 mm groove tolerance), but not for multi-pass TIG on 0.8–1.5 mm wall stainless or aerospace seams, without additional lens cleaning and image filtering.
Set weld dimensions to the working shop figure, not the lab figure.
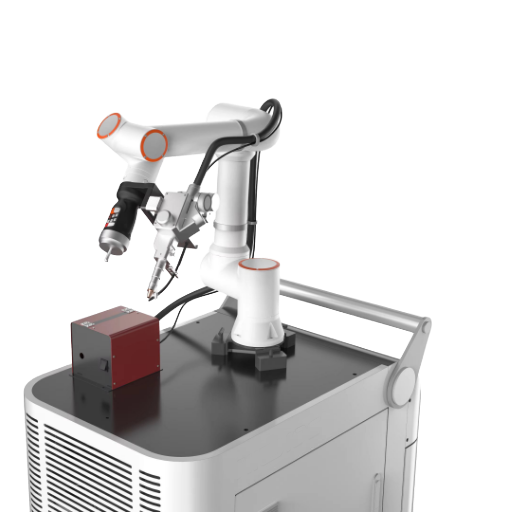
As a production-sample of how these subsystems tend to be packaged, take a look at Zhouxiang’s AGV mobile welding robot product line, which is shipped with the CRP2010A 6-axis arm, an Aotal NBC500RP Plus 500 A MIG/MAG source, TracerStudio vision and a integrated safety scanner package.
AGV vs. Fixed Cell vs. Cobot vs. Gantry — A Decision Framework
By far the most common mistake made in procurement is the purchase of the wrong format. AGV cells are not better than fixed cells; they are simply the right answer for a specific shape of problem. The following is the head to head comparison in the form of a scoring matrix you can apply to your shop.
| Dimension | AGV Cell | Fixed Cell | Cobot | Gantry/Cantilever |
|---|---|---|---|---|
| Workpiece can be moved? | No (the cell moves) | Yes (lift to cage) | Yes (small parts) | Long parts under gantry rail |
| Layout flexibility | High — re-route in software | Low — anchored cage | Medium — relocate by forklift | Low — fixed rail span |
| Typical cycle time | Slower (transit + weld) | Fastest (pure weld) | Slow (safety speed limits) | Fast on long seams |
| Upfront capital cost (typical) | $80K–$250K+ | $120K–$300K+ | $40K–$120K | $200K–$800K+ |
| Best fit | Large, immovable workpieces; multi-station shops | Small-to-medium parts, high volume, single SKU | Job shops, low-volume, mixed parts | Long beams, columns, hull seams |
The AGV-Fit Score (a 6-Dimension Decision Rubric)
Score each dimension from 0 to 2 against your operation. Total score sits between 0 and 12.
- ①
Workpiece mobility (0–2) — 2: cannot be moved economically (12 m hull panels, 18 m structural beams). 1: movable but slow. 0: easily fixtured into a cage. - ②
Layout volatility (0–2) — 2: production mix and floor plan shift quarterly. 1: shifts annually. 0: stable single-line process. - ③
Multi-station coverage (0–2) — 2: weld stations spread across >500 m². 1: 100–500 m². 0: a single bench. - ④
Floor surface readiness (0–2) — 2: poured concrete with smooth expansion joints. 1: mixed surfaces. 0: rough or outdoor (favours tracked variant or fixed cell). - ⑤
Operator skill availability (0–2) — 2: zero spare welders to hire. 1: tight market. 0: full bench of skilled welders. - ⑥
Throughput target (0–2) — 2: need 3–5× current output without floor expansion. 1: need 1.5–2×. 0: today’s throughput is fine.
Reading the score
- 8–12 → AGV is the right format. Mobility and layout-flex benefits will dominate the slightly slower transit-plus-weld cycle.
- 5–7 → consider a hybrid. Pair an AGV cell for the immovable parts with a fixed cell or single-station robotic welding cell for the rest.
- 0-4 → use a fixed format. A gantry, cantilever, or a welding cobot rather than a full industrial cell will give better cycle time and lower capital outlay.
A simple 4-question version of this scoring logic lives in the AGV mobile welding robot selector if you want a quick estimate for your own shop.
Where AGV Welding Cells Win (and Where They Don’t)
The truth: AGV cells are suited to a small set of problem shapes, and ill-suited to another small set. Both sets matter for procurement.
✔ Where AGV cells win
-
- Shipbuilding hull and deck panels. Documented Zhouxiang shipyard deployments average ~14 panels per shift on 12 m double-bottom panels with extended-reach rigs—versus manual 6.
- Structural steel beams and columns. Job-shop fabricators handling 80+ unique beam configurations per week find that in-software layout changes drive sub-3-minute changeovers.
- Pipeline girth welds in the field. IP65-class units with active thermal management run circumferential welds in high-ambient-temperature outdoor conditions where manual welder duty cycles collapse — the productivity gain over manual depends on ambient temperature and joint geometry, but the manual-versus-automated gap widens with heat.
- Heavy fab for OEM contracts. Tier-1 OEM contracts increasingly require per-weld telemetry and lifecycle traceability; documented Zhouxiang deployments on Q690D high-strength-steel structural assemblies (including Yangtze excavator-boom production) record defect rates near 0.3% — well below typical manual-weld benchmarks.
⚠ Where AGV cells are the wrong answer
- Small repetitive parts onto a single line. Fixed is better cycle time with smaller parts if installation can be made single-lift and together. Review robotic welding for small high-volume parts for that load profile.
- Climate-sensitive clean-room or aerospace fab. Cleanliness budgets, FOD control, and ISO 14644-class requirements for floor particulate clearance hit wheeled traffic with a free-running freight. Gantry or fixed cell is the right tool.
- In existing shops with narrow aisle flexibility. AGV’s turn radii are a reality; in shops where forklift aisles are already the fitter walkways, the cart simply won’t turn. The extra floor demolition to re-paint aisle lines often costs more than the cell itself.
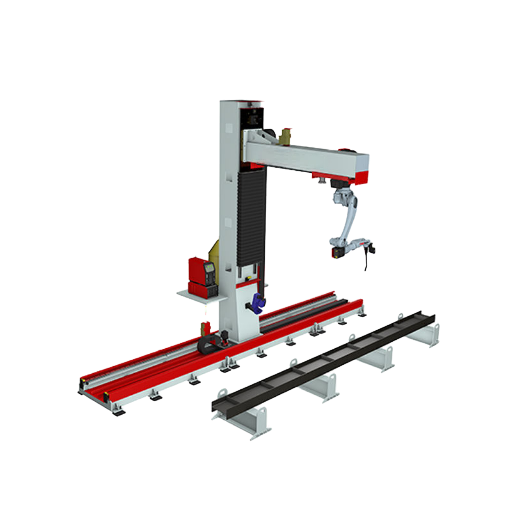
For higher-end use cases, review Zhouxiang’s shipbuilding welding robot solutions and structural steel robotic welding solutions, which deploy AGV cells for the largest pieces and ground-rail or cantilever configurations for the rest.
Cost & ROI: What Does an AGV Welding Cell Actually Cost?
Capital cost depends on payload, vision sophistication, and integration scope. Three tiers cover most procurement scenarios.
| Tier | Range | Best for | Typical payback |
|---|---|---|---|
| $ Standard | $80K–$150K | Indoor concrete shops; MIG/MAG only; magnetic guidance | 12–18 months |
| $$ Heavy / Laser | $150K–$250K | Reinforced platform, fiber laser hybrid, laser/SLAM guidance | 18–24 months |
| $$$ Custom OEM | $250K+ | Full custom geometry, multi-process, fleet management software | 24–36 months (depends on volume) |
The labor-cost specific part of the calculator is the reason most CFOs view differently: per workforce projections endorsed by the American Welding Society, the U.S. needs an additional 320,500 welding professionals by 2029, with roughly 80,000 openings annually between 2025 and 2029. In tight markets, the difference between two weeks of downtime waiting for a replacement welder and a 180-second cell changeover decides whether the line keeps running. Pre-programmed “matrix” parameters let one operator supervise multiple cells, while a sidelined welder still produces scrap and rework on whatever station they fall back to.
Return on investment philosophy has three key enablers: avoided labor costs, lowered scrap and rework, and recovered capacity. A built-in telemetry layer logs each weld parameter so the operator can audit defects rather than speculate on their cause, with an intuitive teach-pendant interface enabling single technician supervision of several cells. Cells with modular vision and power-source heads accommodate an upgrade path – begin with MIG/MAG, add in laser welding later – without acquiring a new cart.
📐 Engineering Note — A Working ROI Formula
Annual savings ≈ (Welders replaced × loaded salary × throughput multiplier) − (1 operator × loaded salary + cell depreciation + maintenance + consumables delta)
Where: loaded salary applies a ~30% benefits-and-overhead factor on top of base; throughput multiplier is cited as 3-5 for MIG/MAG cycle work; consumables delta is minor but should not be overlooked in high-volume applications. Most B2B AGV cell purchasers realize ROI within two years.
12–24 mo
Documented payback range
3–5×
Throughput vs. manual
~90%
Defect-rate reduction
For the deeper cost decomposition see Zhouxiang’s robotic welding cell cost breakdown; to plug your own labour rate and cell tier into the formula, the AGV-specific ROI estimator outputs a payback figure in under a minute.
Request a Custom AGV Cell Quote →
Integration Roadmap: How to Add an AGV Cell to Your Production Line

The AGV portion is seldom problematic. Plant-side integration is the breakage point. Industry lessons-learned reports and post-mortem reviews of failed AGV installations all point to the same five-step plan and the same three hidden hazards.
Five-step integration checklist
- ✔
Site survey and floor scan. Map every concrete expansion joint, drain channel, fitter walkway, forklift route, and cable tray. Underestimating this step is the most common reason AGV deployments slip. - ✔
PLC interface mapping. Decide which fieldbus carries cell-to-line traffic — Modbus TCP, EtherNet/IP, or PROFINET — and document every signal: job request, position-reached, weld-complete, fault, e-stop. - ✔
Fixture and positioner sync. If the workpiece sits on a powered positioner or rotator, the AGV cell must arbitrate motion timing. The robot does not start the weld until the positioner reports “in tolerance.” - ✔
Safety zone planning. Define the protective separation distance for both the moving AGV and the welding arc. Comply with ISO 10218-2 for integration safety; comply with OSHA Subpart Q (Welding, Cutting, and Brazing) for the welding-specific hazards. - ✔
Operator training and shadow-period testing. Run the cell in shadow mode (programmed but not load-bearing for production) for at least one shift before full handoff. Capture every fault, every near-miss, every aborted cycle.
⚠️ Important — The Three Hidden Risks Most Buyers Miss
- Floor survey accuracy. A 5 mm height delta at an expansion joint is invisible on a floor plan and a roadblock for a wheeled AGV. Field reports of AGV go-live routinely identify incomplete floor surveys as the most cited cause of post-installation troubleshooting.
- Process-complexity drift. Layouts move. New fixtures appear. Manufacturers underestimate AGV deployment complexity and discover the gap only when the cart cannot adapt to a quarterly layout change.
- Battery-and-charging protocol. AGV repairs frequently trace to neglected battery water levels and slow wheel wear that erodes auto-navigation precision. Establish a maintenance protocol into crew changeover checklists from day one.
For a deeper look at the spatial layout side of integration, see welding cell layout design principles and the broader automated welding systems buyer’s guide.
2026 Industry Outlook: Where AGV Welding Cells Are Heading
Three signals will shape the next 24 months of the AGV welding cell segment. Each is referenced from a formal publication rather than vendor.
Market sizing — the broader category
Research and Markets prices the automated welding cell market at $3.84 B (2025) → $4.22 B (2026) → $6.08 B (2030), a 9.5% compound annual growth rate driven by smart-factory investment, AI-based welding adoption, and the labour-shortage dynamic. The IFR World Robotics 2025 forecast validates the upstream environment: 542,000 industrial robots were installed globally in 2024, the second-highest year on record.
Signal 1 – AI-enabled adaptive welding progresses from trial phase to normative practice. Continuous monitoring of weld quality and sample-driven adjustment to process factors, assisted by weld monitoring telemetry, will be the clear differentiator in 2026 product development: the cell perceives, makes decisions, and initiates adjustments within the same weld pass.
Signal 2 – connected fleets replace lonely cells. Procurement units evolve from “buy one cell” to “buy a fleet, manage with one dashboard.” Fleets—coordinated at the cell level (who chargers when; traffic-flow management; per-job dispatching)—begin to be a competitive advantage. Moving to one cart from one unit mitigates the single-point-of-failure challenge that slows single-unit rollouts. The more profitable opportunity for both buyers and integrators is a fleet management software package bundled with hardware.
Signal 3 – digital twins are mandated before deployment. Modeling of the cell before it hits the shop floor—AGV path, robot reach envelope, safety zone overlaps with human walkways—closes the biggest hard-to-fix integration risk. By late 2026, expect this the default for purchase orders over $200 K.
“The real change in 2026 is from hunks of isolated robot cells to intelligent, connected systems. Manufacturers that view their welding floor as a fleet—rather than a jumble of scattered robots—feed it the data AI welding depends on.”
— Synthesised industry analyst view, drawing on Pemamek’s 2026 Trends Shaping Welding Automation report and Xiris welding monitoring outlook 2026
One regulation to monitor: ISO 10218-1:2025 supersedes the decades-old 2011 edition. Integrators with documentation and hazard assessments based on 2011 language will find they need to update accordingly. Request the 10218-1:2025 compliance package from your vendor before committing to an order scheduled for go-live in 2026.
Talk to Engineering About Your Project →
Frequently Asked Questions
Q: How much do AGV robots cost?
View Answer
A welding-purpose AGV cell typically lands in three bands: $80K–$150K for a standard wheeled MIG/MAG cell, $150K–$250K for a heavy-payload or laser-hybrid configuration, and $250K and up for fully custom OEM builds with fleet management. The capital figure is only half the story; loaded salary savings on welders avoided plus reduced rework drive most of the payback.
Q: What is the difference between AGV, AMR, and AGC?
View Answer
An AGV (Automated Guided Vehicle) follows a defined path — magnetic tape, QR codes, or laser triangulation. An AMR (Autonomous Mobile Robot) navigates dynamically using SLAM and 3D cameras, re-routing in real time around people and obstacles. An AGC (Automated Guided Cart) is a simpler, lower-cost subset of AGV, usually without onboard intelligence beyond line following. For welding cells, AGV is by far the most common because welding tolerates predictable paths and benefits from process repeatability.
Q: How much does a welding cell cost in general?
View Answer
Across all formats, welding cells run from roughly $40K for a small cobot setup to $800K+ for a large gantry system with multiple robots. Fixed industrial cells typically sit at $120K–$300K. AGV cells fall in the middle band ($80K–$250K). Pricing scales with payload, weld process complexity, vision sophistication, and integration scope.
Q: Can an AGV welding cell handle large workpieces?
View Answer
Yes — that is the core use case. The AGV cell drives to the workpiece, so part size is bounded by floor space and weld envelope rather than by the size of a fixture cage. Documented deployments include 12 m double-bottom hull panels in shipyards and 18 m structural beams on fabrication floors. For workpieces longer than the robot reach envelope, two coordinated cells or a translating arm extend coverage.
Q: What welding processes do AGV cells support?
View Answer
MIG and MAG are the most common because the duty cycle, deposition rate, and consumable supply line all suit AGV operation. TIG is supported and used for thin-wall stainless or precision aerospace seams, but throughput is lower. Submerged arc welding (SAW) appears in heavy fabrication. Fiber laser hybrid configurations exist for thin-sheet and high-speed applications. Selection is driven by metal thickness, deposition rate, and the final weld inspection class.
Q: Are AGVs replacing welders?
View Answer
Not in the way the headline implies. AGV cells reshape welding work toward operator, programmer, and quality-assurance roles rather than eliminating welding-related headcount. American Welding Society projections show that 320,500 new welding professionals will be needed in the U.S. by 2029 even with rapid automation adoption — the demand is for skilled operators who can run cells, interpret quality data, and intervene on edge cases. Cells handle the repetitive volume; people handle the variety, the rework, and the qualification.
Reviewed by Zhouxiang R&D Division
Reviewed by the Zhouxiang Welding Robot R&D Division — 33 years of industrial welding automation, a portfolio of 200+ patents (including 50+ invention patents), and welding cells deployed in 60+ countries. Written by Li Wei, Senior Automation Engineer (CWI / AWS Member), with 18 years in welding automation systems.
About This Analysis
The cost bands and ROI windows in this AGV integrated welding cell guide draw on documented Zhouxiang shipyard, structural-steel, pipeline and heavy-fabrication deployments, cross-checked against the 2026 Research and Markets automated welding cell forecast (9.5% CAGR), the IFR World Robotics 2025 installation figures, and AWS-endorsed U.S. welder workforce projections. The AGV-Fit Score is original to this article and reflects how Zhouxiang integrators evaluate AGV versus fixed-cell trade-offs in real procurement engagements.
References & Sources
- ISO 10218-1:2025 — Robotics: Safety requirements (Part 1: Industrial robots) — International Organization for Standardization
- ISO 10218-2 — Safety requirements for industrial robots: Integration — International Organization for Standardization
- OSHA 29 CFR 1910 Subpart Q — Welding, Cutting, and Brazing — U.S. Occupational Safety and Health Administration
- U.S. Welding Workforce Projections — 320,500 new professionals needed by 2029 — American Welding Society (AWS) endorsed; data sourced from Lightcast Knowledge Base
- World Robotics 2025 Report — 542,000 industrial robots installed in 2024 — International Federation of Robotics
- Automated Welding Cell Market Report 2026 — $4.22B → $6.08B, 9.5% CAGR — Research and Markets
- Trends Shaping Welding Automation in 2026 — Pemamek industry analysis
Related Articles
- How to Choose a Welding Robot — Selection Guide
- Robotic Welding vs. Manual Welding — Cost, Quality & Speed
- Robotic Welding ROI Calculation — Formula and Real Numbers
- Ground Rail Welding Robot Station — How It Works and Selection
- Top 15 Welding Robot Manufacturers — 2026 Industry Roundup
- Welding Cobot vs. Industrial Robot — Choosing the Right Format


