
Póngase en contacto con Zhouxiang
Cómo las celdas de soldadura integradas AGV llevan la soldadura robótica a donde está el trabajo
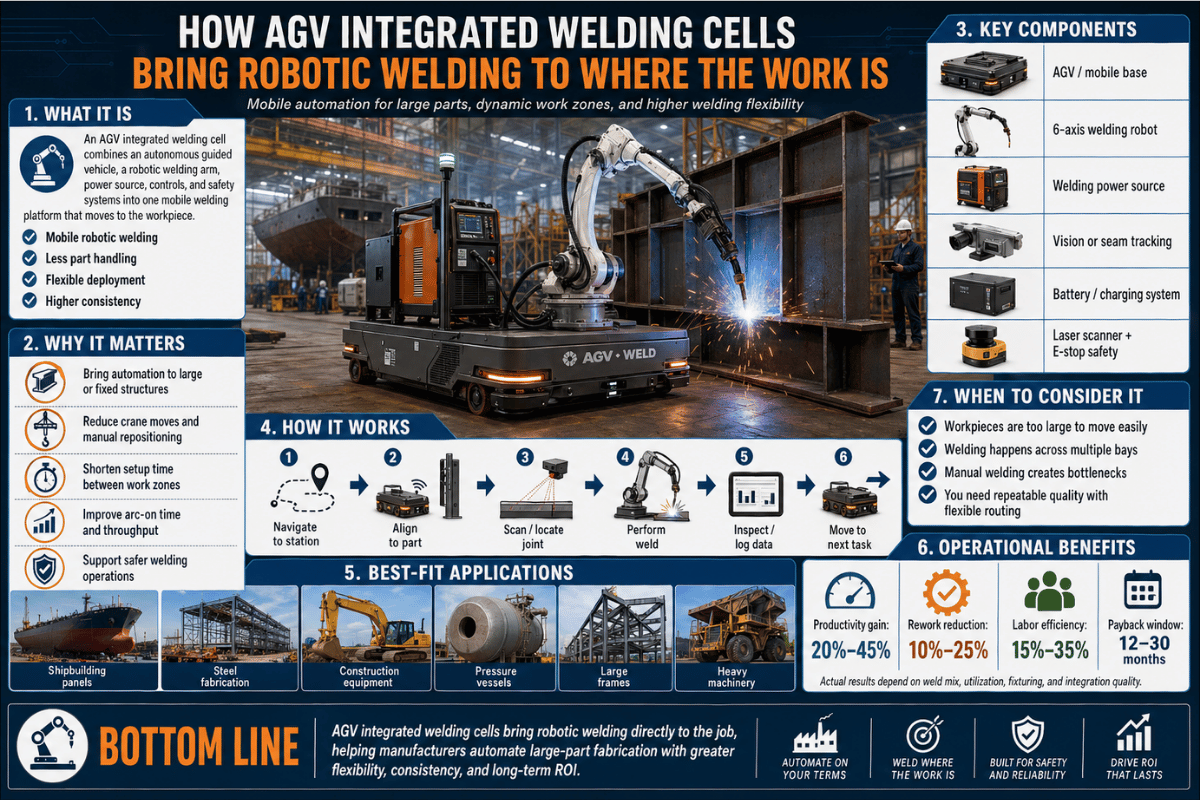
Un Celda de soldadura integrada AGV es un sistema de soldadura robótico completo montado en un vehículo guiado automáticamente, por lo que el robot rueda hacia la pieza de trabajo en lugar de esperar a que una carretilla elevadora lleve la pieza a una jaula fija. Esta guía recorre qué es, cómo funciona, cuándo sobresale y cuándo no, cuánto cuesta y cómo instalar uno en fábrica, utilizando datos de ingeniería de implementaciones de 2025-2026 y fuentes industriales validadas.
Especificaciones rápidas “ Celda de soldadura AGV típica
| Tipo de unidad | Ruedas (suelos de hormigón) / Seguimiento (superficies rugosas) |
| Velocidad de viaje | 1,0-3,0 km/h bajo carga |
| Peso del sistema (configuración completa) | 2.000-3.000 kg |
| Brazo robótico | Repetibilidad de 6 ejes, ±0,05 mm |
| Precisión de visión de la cámara | 0,1 mm (laboratorio) / 0,2-0,3 mm (producción con arco eléctrico) |
| Fuente de alimentación | ~50 KVA, 380V/50Hz trifásico |
| Procesos de soldadura | MIG/MAG (más común), TIG, SAW, híbrido láser de fibra |
| Rango de costos de capital | $80K-$250K+ dependiendo de la carga útil y la visión |
| Ventana de recuperación típica | 12-24 meses (rendimiento manual 3-5×) |
¿qué es una celda de soldadura integrada AGV?
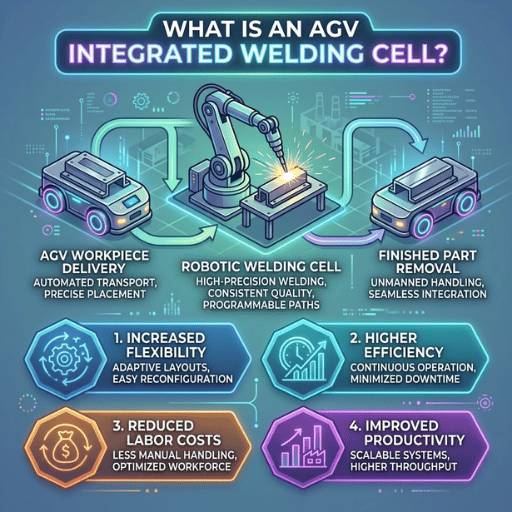
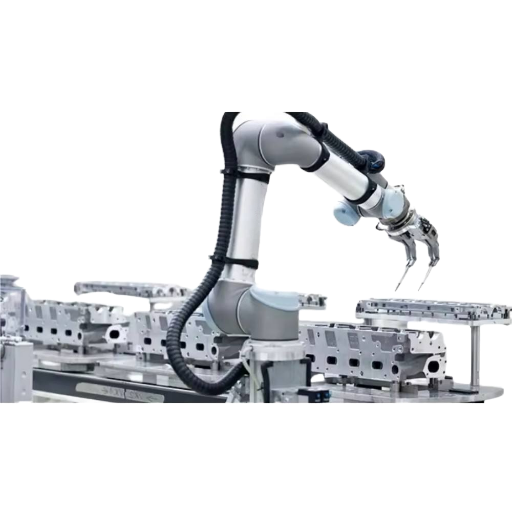
Una celda de soldadura integrada AGV es una celda de soldadura robótica cuya base es un vehículo guiado automáticamente (AGV), un carro autónomo que lleva el robot, la fuente de energía, el alimentador de alambre y el sistema de visión a la pieza de trabajo y luego se suelda en su lugar. Las celdas de soldadura automatizadas convencionales fijan el robot en una jaula y requieren que la pieza se levante, se mueva y se mueva dentro de la jaula. Las celdas AGV cambian esa lógica: la celda va a la pieza.
Un AGV se rige por una pista predefinida mediante cinta magnética, marcadores QR, triangulación láser o un sistema de guía híbrido, controlado en la capa de seguridad por ISO 3691-4 (carretillas industriales sin conductor). En el lado de la soldadura, la celda normalmente lleva un brazo articulado de 6 ejes, una fuente de alimentación MIG/MAG de 350-500 A y una cámara láser lineal o estéreo 3D que encuentra la articulación mientras el carro estaciona. La seguridad del sistema robótico está controlada por el recién publicado ISO 10218-1:2025, dejando la seguridad de la integración a ISO 10218-2.
Las células AGV se encuentran dentro de la industria más grande de células de soldadura robótica, que Research and Markets estimó $4.220 millones en 2026 y se prevé que aumente a $6.080 millones en 2030 a una tasa de crecimiento anual de 9,51 TP3T. Las células AGV son el subconjunto de más rápido crecimiento, porque relajan la limitación más común de las células fijas: la movilidad de la pieza de trabajo.
Esta tecnología comparte una familia matriz con los AGV de manipulación de materiales utilizados en líneas de montaje de automóviles y en el transporte de almacenes, pero la variante de soldadura añade un robot, una fuente de energía y un sensor de seguimiento de costuras en la parte superior. Mientras que los sistemas de manipulación convencionales transportan paletas entre estaciones, el AGV de configuración de soldadura lleva la celda de producción a la pieza, práctico cuando la pieza es demasiado grande o pesada para una carretilla elevadora o una línea transportadora, y útil para escalar la producción sin expansión del piso. Los caminos definidos por el software también minimizan el costo de desvío cuando cambia el diseño del taller.
¿qué es la integración AGV?
La integración AGV es el proceso de conectar la parte AGV de una celda de soldadura al resto del entorno de producción: la fuente de energía de soldadura, el posicionador o rotador, los escáneres de seguridad, la infraestructura de guía a nivel del suelo y el PLC o MES de la planta. Bien hecho, significa que el operador carga un trabajo, el AGV navega a la siguiente pieza de trabajo, el robot suelda, el carro se carga automáticamente entre ciclos y un supervisor ve toda la flota en un solo tablero. Si se hace mal, el robot se suelda maravillosamente en un carro que se atasca en una junta de expansión de hormigón vertido y no tiene forma de alertar a la línea.
¿cómo funciona una celda de soldadura AGV? «Anatomía del sistema
Una celda de soldadura AGV gestiona 5 subsistemas. Los elementos mecánicos son simples; El flujo de información a través de la suite es donde ocurren la mayoría de los retrasos en la integración.
1. Base AGV
Capa de movilidad. Impulsado por ruedas o orugas, con sensores para controlar la dirección, escáner de seguridad, baterías e interfaz de carga. Velocidad 1,0-3,0 km/h según conducción.
Capa de movilidad. Impulsado por ruedas o orugas, con sensores para controlar la dirección, escáner de seguridad, baterías e interfaz de carga. Velocidad 1,0-3,0 km/h según conducción.
2. Brazo robótico de 6 ejes
El manipulador articulador sobre el que se sujeta el soplete de soldadura. Conocido por su repetibilidad (aproximadamente 0,05 mm) y su alcance (alrededor de 1,4 m a 2,0 m desde la base). Una vez que el carro se estaciona, el brazo de 6 ejes ejecuta el camino de soldadura real.
El manipulador articulador sobre el que se sujeta el soplete de soldadura. Conocido por su repetibilidad (aproximadamente 0,05 mm) y su alcance (alrededor de 1,4 m a 2,0 m desde la base). Una vez que el carro se estaciona, el brazo de 6 ejes ejecuta el camino de soldadura real.
3. Fuente de energía para soldadura
El acero estructural es normalmente un inversor MIG/MAG de 350-500 A, con cabezales híbridos montados indistintamente TIG, arco sumergido y soldadura láser de fibra como opciones modulares de “intercambio”. El consumo máximo de energía es de 30 a 50 KVA.
El acero estructural es normalmente un inversor MIG/MAG de 350-500 A, con cabezales híbridos montados indistintamente TIG, arco sumergido y soldadura láser de fibra como opciones modulares de “intercambio”. El consumo máximo de energía es de 30 a 50 KVA.
4. Visión y seguimiento de costuras
El láser lineal o la cámara 3D escanean la junta, identifican la posición real de la costura y generan correcciones relevantes en la ruta de la celda del robot. Importante ya que la pieza de trabajo rara vez se encuentra dentro de los 0,05 mm de donde está programada.
El láser lineal o la cámara 3D escanean la junta, identifican la posición real de la costura y generan correcciones relevantes en la ruta de la celda del robot. Importante ya que la pieza de trabajo rara vez se encuentra dentro de los 0,05 mm de donde está programada.
5. Capa de seguridad y comunicaciones
Escáneres láser de 360° y cadenas de parada electrónica más un enlace de bus de campo (Modbus TCP, EtherNet/IP o PROFINET) al PLC de la planta. Obligatorio según ISO 10218-2.
Escáneres láser de 360° y cadenas de parada electrónica más un enlace de bus de campo (Modbus TCP, EtherNet/IP o PROFINET) al PLC de la planta. Obligatorio según ISO 10218-2.
Día a día, el ciclo de soldadura es corto:
- Asignación de posición « el operador carga o selecciona un programa de soldadura; el sistema ubica la pieza de trabajo en el mapa de diseño.
- Navegación: el AGV se mueve hacia el objetivo con escáneres de detección de obstáculos activos durante toda la carrera.
- Alineación « una vez estacionado, el sensor de visión encuentra la articulación y corrige la tolerancia de posicionamiento parcial; el posicionador (si está instalado) inclina la pieza.
- Soldar y reposicionar « el brazo de 6 ejes sigue la costura, el carro avanza unos centímetros para costuras largas y la batería se carga automáticamente durante el tiempo de inactividad.
📐 Nota de ingeniería « El espacio de realidad de 0,1 mm
Los sistemas de visión tienen una precisión de 0,1 mm con un separación de ~500 mm en el laboratorio en condiciones de luz perfectas y controladas. En un taller de trabajo, el flash de arco, el humo de soldadura y la niebla refrigerante se arremolinan en la lente. La precisión efectiva en las celdas de producción está más cerca de 0,2-0,3 mm. Esto sigue siendo suficiente para un MIG de una sola pasada en acero estructural (tolerancia de ranura de 3 mm), pero no para TIG de múltiples pasadas en costuras aeroespaciales o de acero inoxidable de pared de 0,8-1,5 mm, sin limpieza adicional de lentes ni filtrado de imágenes.
Establezca las dimensiones de la soldadura en la figura del taller de trabajo, no en la figura del laboratorio.
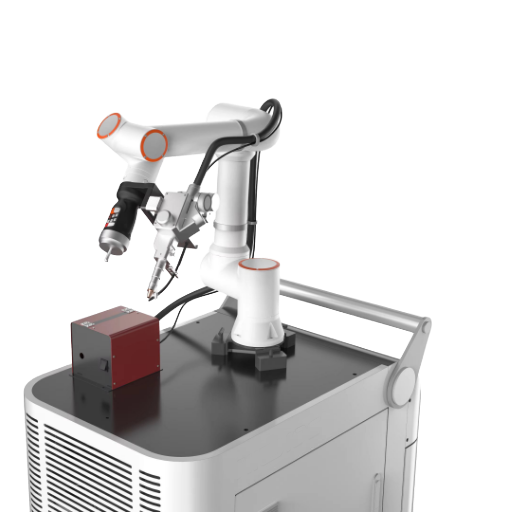
Como muestra de producción de cómo se tienden a empaquetar estos subsistemas, eche un vistazo a Zhouxiang Línea de productos de robots de soldadura móviles AGV, que se envía con el brazo CRP2010A de 6 ejes, una fuente MIG/MAG Aotal NBC500RP Plus 500 A, visión TracerStudio y un paquete de escáner de seguridad integrado.
AGV vs. Celda Fija vs. Cobot vs. Pórtico « Un Marco de Decisión
Con diferencia, el error más común cometido en la contratación es la compra del formato incorrecto. Las celdas AGV no son mejores que las celdas fijas; son simplemente la respuesta correcta para una forma específica de problema. La siguiente es la comparación cara a cara en forma de matriz de puntuación que puede aplicar a su tienda.
| Dimensión | Celda AGV | Celda fija | Cobot | Pórtico/Cantilever |
|---|---|---|---|---|
| ¿La pieza de trabajo se puede mover? | No (la celda se mueve) | Sí (levantar a jaula) | Sí (pequeñas piezas) | Partes largas bajo riel de pórtico |
| Flexibilidad de diseño | Alto « redireccionamiento en software | Jaula anclada baja | Medium « reubicar mediante carretilla elevadora | Vano de carril fijo bajo |
| Tiempo típico de ciclo | Más lento (tránsito + soldadura) | Más rápido (soldadura pura) | Lento (límites de velocidad de seguridad) | Rápido en costuras largas |
| Costo de capital inicial (típico) | $80K-$250K+ | $120K-$300K+ | $40K-$120K | $200K-$800K+ |
| Mejor ajuste | Piezas de trabajo grandes e inamovibles; tiendas multiestación | Piezas pequeñas a medianas, alto volumen, SKU único | Tiendas de empleo, de bajo volumen, piezas mixtas | Vigas largas, columnas, costuras de casco |
La puntuación AGV-Fit (una rúbrica de decisión de 6 dimensiones)
Puntuación de cada dimensión de 0 a 2 frente a su operación. La puntuación total se sitúa entre 0 y 12.
- ①
Movilidad de la pieza (0-02) « 2: no se puede mover económicamente (paneles de casco de 12 m, vigas estructurales de 18 m). 1: móvil pero lento. 0: fácilmente fijable en una jaula. - ②
Volatilidad del diseño (0-02) « 2: mezcla de producción y turno de planta trimestral. 1: turnos anuales. 0: proceso estable de una sola línea. - ③
Cobertura multiestación (0-02) « 2: estaciones de soldadura repartidas en >500 m². 1: 100-500 m². 0: un solo banco. - ④
Preparación de la superficie del suelo (0-02) « 2: hormigón vertido con juntas de dilatación lisas. 1: superficies mixtas. 0: rugoso o exterior (favorece variante de seguimiento o celda fija). - ⑤
Disponibilidad de habilidades del operador (0-02) « 2: cero soldadores de repuesto para contratar. 1: mercado ajustado. 0: banco completo de soldadores expertos. - ⑥
Objetivo de rendimiento (0-02) « 2: necesita salida de corriente 3-5× sin expansión de piso. 1: necesita 1,5-2×. 0: el rendimiento actual está bien.
Leyendo la partitura
- 8-ona2 → AGV es el formato correcto. Los beneficios de movilidad y diseño flexible dominarán el ciclo de tránsito más soldadura, ligeramente más lento.
- 5-ñan7 → considerar un híbrido. Empareje una celda AGV para las partes inmuebles con una celda fija o celda de soldadura robótica de una sola estación por lo demás.
- 0-4 → utilizar un formato fijo. Un pórtico, voladizo o a soldar cobot en lugar de una celda industrial completa dará un mejor tiempo de ciclo y un menor desembolso de capital.
Una versión simple de 4 preguntas de esta lógica de puntuación vive en el Selector de robot de soldadura móvil AGV si quieres un presupuesto rápido para tu propia tienda.
Donde ganan las células de soldadura AGV (y dónde no)
La verdad: las células AGV se adaptan a un pequeño conjunto de formas problemáticas y no se adaptan a otro conjunto pequeño. Ambos conjuntos son importantes para la adquisición.
✔ Donde ganan las células AGV
-
- Paneles de casco y cubierta para construcción naval. Los despliegues documentados en astilleros de Zhouxiang promedian ~14 paneles por turno en paneles de doble fondo de 12 m con plataformas de alcance extendido, frente al manual 6.
- Vigas y columnas de acero estructural. Los fabricantes de talleres que manejan más de 80 configuraciones de vigas únicas por semana descubren que los cambios de diseño en el software impulsan cambios de menos de 3 minutos.
- Soldaduras de circunferencia de tubería en el campo. Las unidades de clase IP65 con gestión térmica activa realizan soldaduras circunferenciales en condiciones exteriores de alta temperatura ambiente donde los ciclos de trabajo del soldador manual colapsan « la ganancia de productividad sobre el manual depende de la temperatura ambiente y la geometría de la junta, pero el espacio manual versus automatizado se amplía con el calor.
- Fabricación pesada para contratos OEM. Los contratos OEM de nivel 1 requieren cada vez más telemetría por soldadura y trazabilidad del ciclo de vida; Las implementaciones documentadas de Zhouxiang en conjuntos estructurales de acero de alta resistencia Q690D (incluida la producción de pluma de excavadora Yangtze) registran tasas de defectos cercanas a 0,3% ^ muy por debajo de los puntos de referencia típicos de soldadura manual.
⚠ Donde las células AGV son la respuesta incorrecta
- Piezas pequeñas repetitivas en una sola línea. Se corrigió un mejor tiempo de ciclo con piezas más pequeñas si la instalación se puede realizar con un solo elevador y juntas. Revisar soldadura robótica para piezas pequeñas de gran volumen para ese perfil de carga.
- Fabricación aeroespacial o de sala limpia sensible al clima. Los presupuestos de limpieza, el control de FOD y los requisitos de clase ISO 14644 para la eliminación de partículas en el piso afectan el tráfico rodado con una carga libre. El pórtico o la celda fija es la herramienta adecuada.
- En tiendas existentes con flexibilidad de pasillos estrechos. Los radios de giro de AGV son una realidad; En las tiendas donde los pasillos de las carretillas elevadoras ya son los pasillos más aptos, el carro simplemente no gira. La demolición adicional del piso para volver a pintar las líneas de los pasillos a menudo cuesta más que la celda en sí.
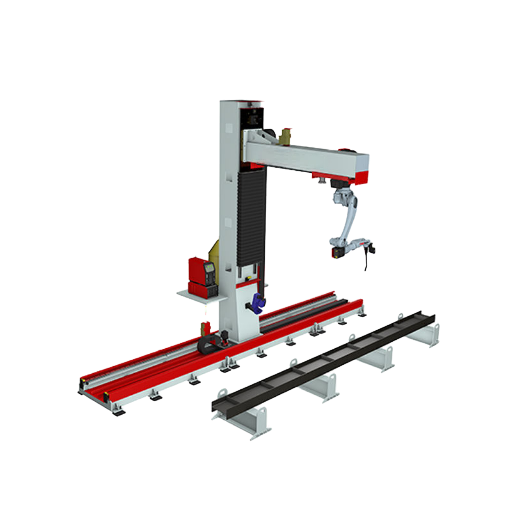
Para casos de uso de gama alta, revise el de Zhouxiang soluciones de robots de soldadura para construcción naval y soluciones de soldadura robótica de acero estructural, que implementan celdas AGV para las piezas más grandes y configuraciones de riel terrestre o voladizo para el resto.
Costo y retorno de la inversión: ¿Cuánto cuesta realmente una celda de soldadura AGV?
El costo de capital depende de la carga útil, la sofisticación de la visión y el alcance de la integración. Tres niveles cubren la mayoría de los escenarios de adquisiciones.
| Nivel | Rango | Mejor para | Recuperación típica |
|---|---|---|---|
| Estándar $ | $80K-$150K | Tiendas de hormigón de interior; Sólo MIG/MAG; guía magnética | 12-18 luni |
| $$ Pesado / Láser | $150K-$250K | Plataforma reforzada, híbrido láser de fibra, guía láser/SLAM | 18-24 meses |
| $$$ OEM personalizado | $250K+ | Software completo de gestión de flotas, multiproceso y geometría personalizada | 24-36 meses (depende del volumen) |
La parte específica del costo laboral de la calculadora es la razón por la que la mayoría de los directores financieros ven de manera diferente: por proyecciones de fuerza laboral respaldadas por la Sociedad Estadounidense de Soldadura, EE. UU. necesita 320.500 profesionales de soldadura adicionales para 2029, con aproximadamente 80.000 aperturas anuales entre 2025 y 2029. En mercados ajustados, la diferencia entre dos semanas de inactividad esperando un soldador de reemplazo y un cambio de celda de 180 segundos decide si la línea sigue funcionando. Los parámetros “matriz” preprogramados permiten a un operador supervisar varias celdas, mientras que un soldador marginado todavía produce chatarra y retrabajo en cualquier estación a la que recurra.
La filosofía de retorno de la inversión tiene tres habilitadores clave: costos laborales evitados, reducción de desechos y retrabajos y capacidad recuperada. Una capa de telemetría incorporada registra cada parámetro de soldadura para que el operador pueda auditar los defectos en lugar de especular sobre su causa, con una interfaz intuitiva de enseñanza colgante que permite a un solo técnico supervisar varias celdas. Las celdas con visión modular y cabezales de fuente de energía se adaptan a una ruta de actualización 'comience con MIG/MAG, agregue soldadura láser más tarde 'sin adquirir un carro nuevo.
📐 Nota de ingeniería « Una fórmula de retorno de la inversión en funcionamiento
Ahorro anual ¦ (Soldadores reemplazados × salario cargado × multiplicador de rendimiento) « (1 operador × salario cargado + depreciación de celda + mantenimiento + consumibles delta)
Donde: el salario cargado aplica un factor de beneficios y gastos generales de ~30% además de la base; el multiplicador de rendimiento se cita como 3-5 para el trabajo del ciclo MIG/MAG; El delta de consumibles es menor pero no debe pasarse por alto en aplicaciones de gran volumen. La mayoría de los compradores de células B2B AGV obtienen un retorno de la inversión en dos años.
12-24 mo
Rango de recuperación documentado
3-5×
Rendimiento versus manual
~90%
Reducción de la tasa de defectos
Para conocer la descomposición más profunda de los costos, consulte el de Zhouxiang desglose de costes de celdas de soldadura robóticas; para conectar su propia tasa de trabajo y nivel de celda a la fórmula, el Estimador de ROI específico de AGV genera una cifra de recuperación en menos de un minuto.
Solicite una cotización de celda AGV personalizada →
Hoja de ruta de integración: cómo agregar una celda AGV a su línea de producción

La parte AGV rara vez es problemática. La integración del lado de la planta es el punto de ruptura. Los informes de lecciones aprendidas de la industria y las revisiones post mortem de instalaciones AGV fallidas apuntan al mismo plan de cinco pasos y a los mismos tres peligros ocultos.
Lista de verificación de integración de cinco pasos
- ✔
Estudio del sitio y escaneo de pisos. Mapee cada junta de expansión de concreto, canal de drenaje, pasarela de instalación, ruta de montacargas y bandeja de cables. Subestimar este paso es la razón más común por la que los despliegues de AGV se deslizan. - ✔
Mapeo de interfaz PLC. Decida qué bus de campo transporta tráfico de celda a línea « Modbus TCP, EtherNet/IP o PROFINET « y documente cada señal: solicitud de trabajo, posición alcanzada, soldadura completa, falla, parada electrónica. - ✔
Sincronización de accesorios y posicionadores. Si la pieza de trabajo se asienta sobre un posicionador o rotador motorizado, la celda AGV debe arbitrar la sincronización del movimiento. El robot no inicia la soldadura hasta que el posicionador informe “en tolerancia” - ✔
Planificación de zonas de seguridad. Defina la distancia de separación protectora tanto para el AGV en movimiento como para el arco de soldadura. Cumplir con la norma ISO 10218-2 para seguridad de integración; cumplir con OSHA Subparte Q (Soldadura, corte y soldadura fuerte) para los peligros específicos de la soldadura. - ✔
Capacitación de operadores y pruebas de períodos de sombra. Ejecute la celda en modo sombra (programada pero sin soporte de carga para la producción) durante al menos un turno antes de la transferencia completa. Capture cada falla, cada casi accidente, cada ciclo abortado.
⚠¦ Importante « Los tres riesgos ocultos que la mayoría de los compradores pasan por alto
- Precisión del estudio del piso. Un delta de 5 mm de altura en una junta de expansión es invisible en un plano de planta y un obstáculo para un AGV con ruedas. Los informes de campo de AGV go-live identifican rutinariamente estudios de pisos incompletos como la causa más citada de solución de problemas posteriores a la instalación.
- Deriva de complejidad del proceso. Los diseños se mueven. Aparecen nuevos accesorios. Los fabricantes subestiman la complejidad de la implementación de AGV y descubren la brecha sólo cuando el carrito no puede adaptarse a un cambio de diseño trimestral.
- Protocolo de batería y carga. Las reparaciones de AGV frecuentemente se remontan a niveles de agua de batería descuidados y a un desgaste lento de las ruedas que erosiona la precisión de la navegación automática. Establezca un protocolo de mantenimiento en las listas de verificación de cambio de tripulación desde el primer día.
Para una mirada más profunda al lado del diseño espacial de la integración, consulte principios de diseño de diseño de celdas de soldadura y el más amplio guía del comprador de sistemas de soldadura automatizados.
Perspectivas de la industria para 2026: hacia dónde se dirigen las celdas de soldadura AGV
Tres señales darán forma a los próximos 24 meses del segmento de celdas de soldadura AGV. Se hace referencia a cada uno desde una publicación formal en lugar de desde un proveedor.
Tamaño del mercado « la categoría más amplia
Investigación y Mercados cotizan el mercado de células de soldadura automatizadas en $3.84 B (2025) → $4.22 B (2026) → $6.08 B (2030), a Tasa de crecimiento anual compuesta de 9,5% impulsado por la inversión en fábricas inteligentes, la adopción de soldaduras basadas en inteligencia artificial y la dinámica de escasez de mano de obra. El pronóstico de IFR World Robotics 2025 valida el entorno upstream: En 2024 se instalaron 542.000 robots industriales en todo el mundo, el segundo año más alto registrado.
La soldadura adaptativa habilitada por IA de Signal 1 avanza desde la fase de prueba a la práctica normativa. El monitoreo continuo de la calidad de la soldadura y el ajuste basado en muestras a los factores del proceso, asistido por la telemetría de monitoreo de la soldadura, será el diferenciador claro en el desarrollo del producto en 2026: la celda percibe, toma decisiones e inicia ajustes dentro de la misma pasada de soldadura.
Las flotas conectadas a Signal 2 reemplazan las celdas solitarias. Las unidades de adquisición evolucionan de “comprar una celda” a “comprar una flota, administrarla con un panel de control”. Las flotas coordinadas a nivel de celda (quién carga cuándo; gestión del flujo de tráfico; envío por trabajo) comienzan a ser una ventaja competitiva. Pasar de una unidad a un solo carro mitiga el desafío del punto único de falla que ralentiza los lanzamientos de una sola unidad. La oportunidad más rentable tanto para compradores como para integradores es un paquete de software de gestión de flotas combinado con hardware.
Los gemelos digitales Signal 3 « son obligatorios antes de su implementación. El modelado de la celda antes de que llegue al taller «ruta AGV, envolvente de alcance del robot, zona de seguridad superpuesta con pasarelas humanas «cierra el mayor riesgo de integración difícil de solucionar. A finales de 2026, espere que sea el valor predeterminado para órdenes de compra superiores a $200 K.
“El verdadero cambio en 2026 es de trozos de células robóticas aisladas a sistemas inteligentes y conectados. Los fabricantes que ven su suelo de soldadura como una flota, en lugar de una mezcla de robots dispersos, lo alimentan de los datos de los que depende la soldadura por IA”
«Vista sintetizada de los analistas de la industria, basándose en el informe Trends Shaping Welding Automation de 2026 de Pemamek y en las perspectivas de monitoreo de soldadura de Xiris para 2026
Una regulación para monitorear: ISO 10218-1:2025 reemplaza la edición de 2011 de décadas de antigüedad. Los integradores con documentación y evaluaciones de peligros basadas en el lenguaje de 2011 encontrarán que necesitan actualizarse en consecuencia. Solicite el paquete de cumplimiento 10218-1:2025 a su proveedor antes de comprometerse con un pedido programado para entrar en funcionamiento en 2026.
Hable con Ingeniería sobre su proyecto →
Preguntas frecuentes
P: ¿Cuánto cuestan los robots AGV?
Ver respuesta
Una celda AGV para fines de soldadura generalmente aterriza en tres bandas: $80K-$150K para una celda MIG/MAG con ruedas estándar, $150K-$250K para una configuración híbrida láser o de carga útil pesada, y $250K y superior para construcciones OEM totalmente personalizadas con administración de flotas. La cifra de capital es sólo la mitad de la historia; Se evitaron ahorros salariales cargados en los soldadores y se redujo la recuperación de la mayor parte de la recuperación.
P: ¿Cuál es la diferencia entre AGV, AMR y AGC?
Ver respuesta
Un AGV (vehículo guiado automático) sigue una ruta definida: cinta magnética, códigos QR o triangulación láser. Un AMR (robot móvil autónomo) navega dinámicamente utilizando cámaras SLAM y 3D, desviando en tiempo real personas y obstáculos. Un AGC (carrito guiado automático) es un subconjunto de AGV más simple y de menor costo, generalmente sin inteligencia a bordo más allá del seguimiento de línea. Para las células de soldadura, AGV es, con diferencia, el más común porque la soldadura tolera rutas predecibles y se beneficia de la repetibilidad del proceso.
P: ¿Cuánto cuesta una celda de soldadura en general?
Ver respuesta
En todos los formatos, las celdas de soldadura van desde aproximadamente $40K para una configuración de cobot pequeño hasta $800K+ para un sistema de pórtico grande con múltiples robots. Las celdas industriales fijas suelen estar en $120K-$300K. Las celdas AGV se encuentran en la banda media ($80K-$250K). El precio aumenta con la carga útil, la complejidad del proceso de soldadura, la sofisticación de la visión y el alcance de la integración.
P: ¿Puede una celda de soldadura AGV soportar piezas de trabajo grandes?
Ver respuesta
Sí, ese es el caso de uso principal. La celda AGV se dirige a la pieza de trabajo, por lo que el tamaño de la pieza está limitado por el espacio del piso y la envoltura de soldadura en lugar del tamaño de una jaula de accesorios. Los despliegues documentados incluyen paneles de casco de doble fondo de 12 m en astilleros y vigas estructurales de 18 m en pisos de fabricación. Para piezas de trabajo más largas que la envoltura del robot, dos celdas coordinadas o un brazo de traslación extienden la cobertura.
P: ¿Qué procesos de soldadura admiten las células AGV?
Ver respuesta
MIG y MAG son los más comunes porque el ciclo de trabajo, la tasa de deposición y la línea de suministro de consumibles se adaptan al funcionamiento de AGV. TIG es compatible y se utiliza para costuras aeroespaciales de precisión o de acero inoxidable de pared delgada, pero el rendimiento es menor. La soldadura por arco sumergido (SAW) aparece en la fabricación pesada. Existen configuraciones híbridas de láser de fibra para aplicaciones de láminas delgadas y de alta velocidad. La selección está impulsada por el espesor del metal, la tasa de deposición y la clase final de inspección de soldadura.
P: ¿Los AGV están reemplazando a los soldadores?
Ver respuesta
No de la forma que implica el titular. Las células AGV remodelan el trabajo de soldadura para desempeñar funciones de operador, programador y control de calidad en lugar de eliminar la plantilla relacionada con la soldadura. Las proyecciones de la Sociedad Estadounidense de Soldadura muestran que para 2029 se necesitarán 320.500 nuevos profesionales de la soldadura, incluso con una rápida adopción de la automatización: la demanda es de operadores cualificados que puedan ejecutar células, interpretar datos de calidad e intervenir en casos extremos. Las células manejan el volumen repetitivo; la gente maneja la variedad, el retrabajo y la calificación.
Revisado por la División de I+D de Zhouxiang
Revisado por los Zhouxiang Robot de soldadura División de I+D “33 años de automatización de soldadura industrial, una cartera de más de 200 patentes (incluidas más de 50 patentes de invención) y células de soldadura implementadas en más de 60 países. Escrito por Li Wei, ingeniero senior de automatización (miembro de CWI / AWS), con 18 años en sistemas de automatización de soldadura.
Acerca de este análisis
Las bandas de costos y las ventanas de retorno de la inversión en esta guía de celdas de soldadura integradas de AGV se basan en implementaciones documentadas de astilleros, aceros estructurales, tuberías y fabricación pesada de Zhouxiang, cotejadas con el pronóstico automatizado de celdas de soldadura de Investigación y Mercados de 2026 (CAGR 9.5%), el Cifras de instalación de IFR World Robotics 2025 y proyecciones de la fuerza laboral de soldadores estadounidenses respaldadas por AWS. El AGV-Fit Score es original de este artículo y refleja cómo los integradores de Zhouxiang evalúan las compensaciones de AGV versus las de celdas fijas en compromisos de adquisiciones reales.
Referencias y fuentes
- ISO 10218-1:2025 « Robótica: Requisitos de seguridad (Parte 1: Robots industriales) « Organizare internațională pentru standardizare
- ISO 10218-2 « Requisitos de seguridad para robots industriales: Integración « Organizare internațională pentru standardizare
- OSHA 29 CFR 1910 Subparte Q « Soldadura, corte y soldadura fuerte « Administración de Salud y Seguridad Ocupacional de EE. UU
- Proyecciones de fuerza laboral de soldadura en EE. UU. « Se necesitan 320.500 nuevos profesionales para 2029 « Respaldado por la Sociedad Estadounidense de Soldadura (AWS); datos obtenidos de la base de conocimientos Lightcast
- Informe World Robotics 2025 “542.000 robots industriales instalados en 2024 « Federación Internacional de Robótica
- Informe de mercado de células de soldadura automatizadas 2026 « $4.22B → $6.08B, 9.5% CAGR « Investigație și Markets
- Tendencias que darán forma a la automatización de la soldadura en 2026 « Analiza industriei Pemamek
Artículos relacionados
- Cómo elegir un robot de soldadura « Guía de selección
- Soldadura robótica versus soldadura manual « costo, calidad y velocidad
- Cálculo del ROI de soldadura robótica « Fórmula y números reales
- Estación de robots de soldadura de rieles terrestres « Cómo funciona y selección
- Los 15 principales fabricantes de robots de soldadura « Resumen de la industria 2026
- Cobot de soldadura versus robot industrial « Elegir el formato adecuado


