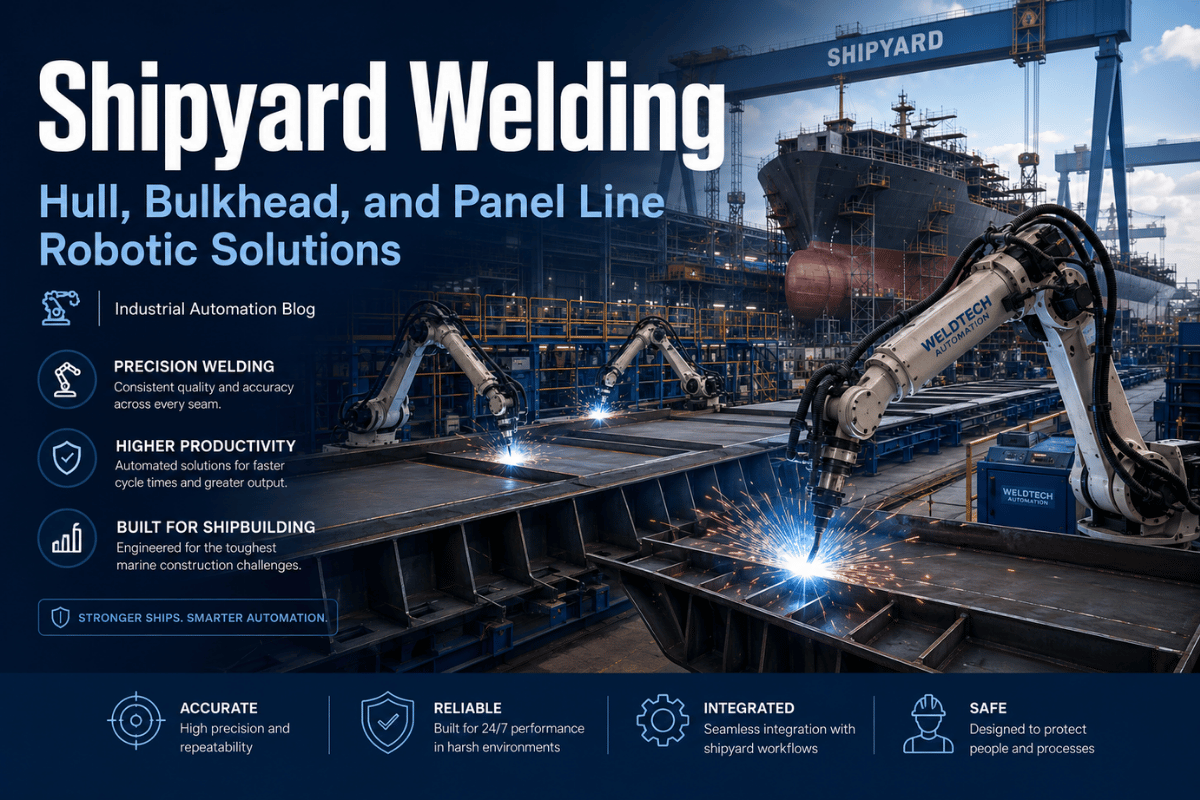
Get in Touch with Zhouxiang
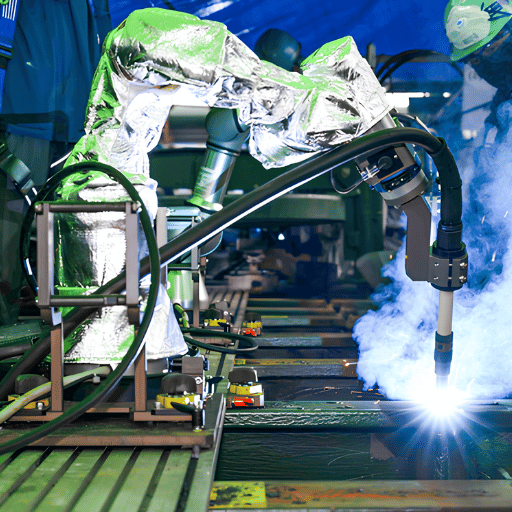
Shipyard welding has fractured into two parallel universes. One involves the human pipe welder tucked inside a double-bottom tank, still pulling a U.S. median welder salary in $51,000 in May 2024, according to BLS data. The other is a robot cell on a panel line spitting out 5 to 9 kg/h of weld metal, with a heat-input controlled to ABS Part 2 Chapter 4 limits, and replacing two or three human welders on a shift.
This article is about the second world-robot-welding for hull seams, bulkhead stiffeners and panel-line longitudinals, in 2026.
Quick Specs — Robotic Shipyard Welding at a Glance
| Deposition rate (robotic FCAW, hull plate) | 5–9 kg/h vs 1.5–3 kg/h manual SMAW |
| Industrial 6-a×is robotic cell (system) | $150,000–$400,000 (typical, 2024–2026 USD) |
| Cobot welding cell (single-station) | $80,000–$200,000 (typical, 2024–2026 USD) |
| Payback at full utilization | 12–22 months one shift / 8–14 months two shifts |
| Defect rate, robotic vs manual | <1% robotic (calibrated) vs 5–8% manual |
| U.S. welder shortage projection | 320,500 new pros needed by 2029 (AWS); 80,000 annual openings |
| Governing codes | AWS D3.6M-2017 underwater; D3.6M-202× in ANSI Public Review; ABS Rules for Building & Classing Steel Vessels |
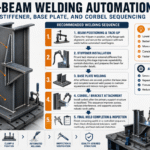
1. What “Shipyard Welding” Means in 2026 — From Pipe Welder Trades to Robotic Cells
If you Googled “shipyard welding,” the first thing you likely saw was a welding job page. That’s because the industry, in the U.S., still needs tens of thousands of certified welders across naval and commercial yards, respectively.
The BLS OEWS NAICS 336600 data on ship and boat building is one of the few with a largest occupation group for Welders, cutters, and brazers, and still shows the U.S. median welder wage somewhere in the $51,000 region of May 2024 per BLS occupational data.
What has evolved in the past five years is the parallel building of robotic-welding capacity. An AWS Welding Workforce Data estimate indicates that there will be need for 320,500 new welders by 2029 in the U.S., requiring roughly 80,000 jobs filled per year between 2025 and 2029.
As most certified welders are in the over-55 club and with roughly 153,000 skilled welders approaching retirement, yards still relying on growing headcount and entry-level talent streams run squarely into a wall. Becoming a welder in shipyards still looks much like a pipe journey starting with aws-certified welding fundamentals, good shipbuilding welding salaries with a hardening welding market and the same conditions on an aircraft carrier as aboard a merchant vessel. Robots provide the supply-side solution for a manageable joint, and the human is still the safety entrant into an environment for the work the machines do not do. To become a shipyard welder is still a viable apprentice pathway starting with AWS-certified welding techniques, AWS / marine-specific certification, and the recruit pipelines run by yards and naval programs.
The focus of this article is on this second world — exactly what robots do for shipbuilding and what they can’t, and how fabricators decide to buy and deploy them.
2. Why Shipyards Are Now Buying Welding Robots — The 5 Robotic Trigger Signals

Yards do not purchase welding robots for the “gee whiz” factor. They buy them only when one of these five trigger conditions has breached some threshold.
If two or more of these apply to your yard, the discussion about what type of robots to buy, where to put them, and how much to pay is already happening somewhere around a table.
The 5 Robotic Trigger Signals
- Labor cliff signal. Your hiring funnels for certified welders are running dry after a dozen months, and the foreman is scrambling to cycle personnel into backlog tasks.AWS e×pects need for approximately 80,000 per year to be met in the period between now and 2029 (AWS Workforce Data).
- Defect rate signal. Repair and grind hours per ton for all work at your facility has increased over two consecutive fiscal quarters.Robotic FCAW (flux-cored arc welding) has yielded quality control defects well below 1% in systems where parameters are tuned properly against 5-8% (eureka.patsnap, 2024 industry synthesis).
- Single-format throughput signal. One ship section – usually panel-line longiudinals or stiffener-to-plate fillets – runs every week and consumes more arc-hours than any other joint family. Repeatability favors a robot.
- Multi-station displacement signal. A welder spends a measurable share of the shift walking, fixturing or waiting. A cobot platform that moves between stations recovers that idle time without a facility rebuild.
- Policy-tailwind signal. Your jurisdiction passed a shipbuilding investment incentive or a class society pushed a stricter consistency rule. In the U. S., the SHIPS for America Act (S.1541) includes a 25% investment tax credit for shipyard capital investment, which directly improves automation payback math.
Korea provides the sharpest example of the labor-cliff signal. Trade-press reporting on Korean Welding Association labour-market data points to a roughly 2-to-1 demand-to-supply imbalance for automated welding technicians and supervisors in 2024, with reported demand outpacing qualified-candidate supply by a wide margin. That gap is what is driving the rapid robotization at HD Hyundai’s affiliates, where HD Hyundai Samho has stated that an “intelligent autonomous shipyard” achieved by 2030 could raise productivity and cut production time by 30 percent.
3. The Three Robotic Zones — Hull, Bulkhead, and Panel Line Compared
Most procurement decks treat “robotic shipyard welding” as one thing. It is three things, and they make different demands on the robot architecture. We call the comparison below the Hull / Bulkhead / Panel Line Robotic Zone Matrix — a 9-row decision grid covering joint geometry, plate thickness, weld length, workpiece mobility, robot architecture, process choice, automation maturity, dominant defect mode and the governing class-society code.
| Zone dimension | Hull plate seam | Bulkhead stiffener | Panel line longitudinal |
|---|---|---|---|
| Dominant joint type | Butt (single-V, double-V) | T-joint fillet | Long fillet + straight butt |
| Plate thickness range | 10–30 mm (DH36/EH36) | 6–20 mm web on 10–25 mm plate | 8–18 mm panels |
| Continuous weld length per section | High (12–18 m straight) | Medium, repeated geometry | Very high (20–30 m per panel) |
| Workpiece mobility | Low — assembly stays in place | Medium — sub-assemblies can move | High — panels feed through a line |
| Practical robot architecture | Mobile cobot or rail-mounted gantry | Cobot multi-station or fixed cell | Fixed gantry + multi-laser/MIG |
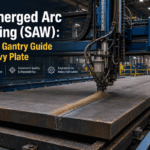
| Typical process | Robotic FCAW; SAW for long flats | Robotic GMAW | Hybrid laser-MAG; SAW; GMAW |
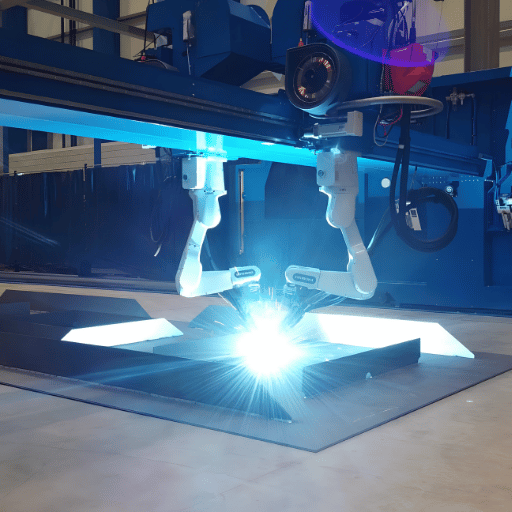
| Robotization maturity | Emerging (mobile cobots since 2023) | Established (cobots since 2020) | Mature (Meyer Werft hybrid laser since 2000) |
| Dominant defect mode | Plate distortion + porosity | Lack of fusion at web-toe | Burn-through + warp on long seams |
| Governing class-society code | ABS Part 2 / AWS D3.5 | ABS Part 2 + IACS UR W7 | ABS Part 2 + LR Welding Procedure |
What is non-obvious is that panel line is mature not because the joint is easy, but because panels can be brought to a fixed cell. Hull plate seams are not harder physically – the geometry is simpler – but the robot has to come to the assembly. That architectural distinction drives vendor selection in section 5.
Meyer Werft’s panel shop is the limit case. Its largest cruise ships, 350 metres long by 40 metres wide, now contain about 450 km of hybrid laser-welded seaming. Meyer was the first yard to introduce hybrid laser welding to panel production in 2000, and the same shop’s 30 × 25 m panel installation is still the largest of its kind. Architectural counterpoint sits in the public-domain seam-tracking literature, including USPTO US 12304013 (seam tracking for pipe welding) and NIH PMC11281207 (YOLOv8s-Seg seam-tracking model, 2024). Sister Korean yards have taken a different route. HD Hyundai’s 2026 announcement of a compact 24-pound welding robot built with JCT and Rainbow Robotics targeted “tough-to-reach shipbuilding tasks” — the mobile half of the same problem.
4. Robotic Welding Processes for Ships — MIG/MAG, FCAW, TIG, and Laser-Hybrid

Four robotic welding processes and techniques matter for shipbuilding, and they are not interchangeable. Each one matches a different combination of plate thickness, joint geometry and class-society heat-input constraint. A weld procedure specification (WPS) is what locks the right combination to the right structural welding application, and a welding inspector will use it to interpret the as-built blueprint against the qualified parameters.
| Process | Typical deposition | Best fit | Class-society notes |
|---|---|---|---|
| Robotic GMAW (MIG/MAG) | 3–6 kg/h | Stiffener fillet welds 6–15 mm, light frames | Heat input controlled per ABS Part 2 Chapter 4 |
| Robotic FCAW | 5–9 kg/h | Hull plate seams 10–30 mm in DH36/EH36 | Wire to AWS A5.20/A5.29; ASTM A131 hull-grade acceptance |
| Robotic GTAW (TIG) | 0.5–1.5 kg/h | Stainless tankage, small piping, root passes | AWS D3.6M for any wet/dry underwater work |
| Hybrid laser-MAG | 2–4× single-process speed | Long panel-line fillets and butts, cruise hulls | Meyer Werft pioneered for panel production since 2000 |
📐 Engineering Note
The minimum preheat for preheat for hull plate greater than 30mm in AH36 / DH36 / EH36 for ABS hull will be in the range 120 – 150 ° C. Preheat for 30 mm plating where the shop temperature will be below 5°C shall be 75°C, and where the shop temperature will be below 0°C then the preheat should be 75- 100° C. For ASTM A 131, Group 1 or 2 ( depending on thickness and heat treatment), specification, details of acceptance testing and condition of mechanical property delivery shall be given for these grades; all of these grades shall have a guaranteed minimum yield strength of 355MPa and a low temperature toughness control.
Robotic FCAW conditions should be fixed to reflect these preheat temperatures and interpass temperature limits during the welding procedure qualification process, not approximated.
On the standards front, the AWS D3 Committee on Welding in Marine Construction remains the U.S. canonical body. Underwater welding has been under AWS D3.6M:2017, still in effect; however, the revised D3.6M-202x is in ANSI Public Review with an October 2025 expiration date, so the next edition may come out with an update before too long. Cross-referenced regulator-facing standards include NIH PMC4824921 (Confined Space Ventilation by Shipyard Welders), which informs the hand-welder carve-out treated in section 8. Any repair work or block-erection work that takes place below the water line should be welded to D3.6M today, for both robotic and manual workflows.
5. Industrial Robots vs Cobots — When Each Wins in a Shipyard
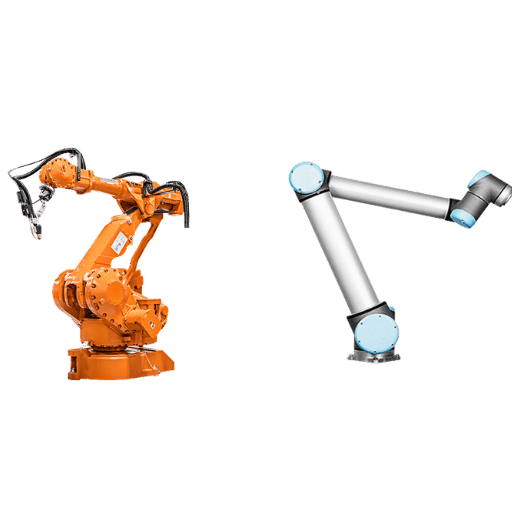
Are cobots strong enough for ship hull welding?
In brief: yes on fillet and most stiffeners up to about 20 mm plate, “with magnetic base and multipass programming” for thicker hull plate. In longer: cobots are not replacements for 6-axis robots and robots are not replacements for cobots in the QC of shipyard environments.
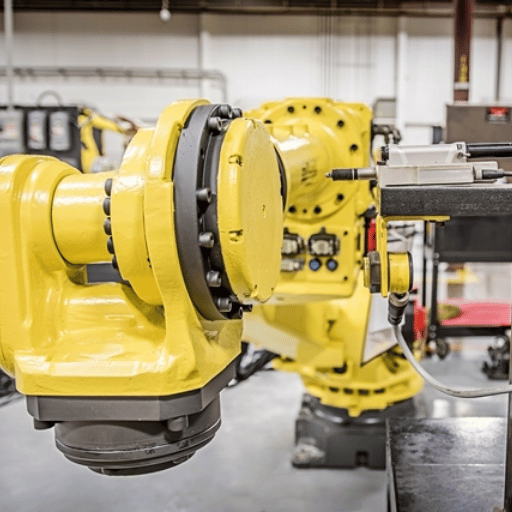
✔ Industrial 6-axis robot — strengths
- Large duty cycle for arc-on times in the 60 to 100% range throughout an entire shift
- Works best on static panels, repetition in shape and uniform large volume family.
- Higher deposition ceiling — supports hybrid laser-MAG
- Lower cost-per-meter at high utilization
⚠ Industrial 6-axis robot — limitations
- Needs fixed footprint, safety enclosure, fixturing program
- Idle when the next job is across the yard
- Reprogramming time penalty for variant geometry
- Higher entry capital ($150K–$400K typical, more for gantry)
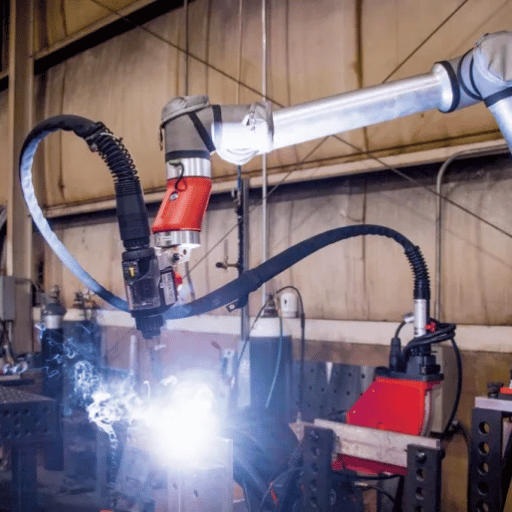
✔ Cobot welding cell — strengths
- Transitions from stiffener fixtures, bulkhead assemblies and frame build shops
- Magnetic-base, lightweight torches can provide for multiple passes on thicker plate without the need for rebuilding the shop
- Lower entry capital — single-station cells run $80K–$200K
- Hand-guided programming compresses changeover time
⚠ Cobot welding cell — limitations
- Slower arc-on duty cycle than a hardened industrial robot
- Payload constraints — torch + wire-feed mass matters
- Seams longer than ~3 m are better served by the easier gantry travel than by the more labor-intensive cobot reach!
- Confined-space welding is required to have a human entry under OSHA 29 CFR 1915 Subpart B.
The architectural failure mode is well documented. As recent automation trade coverage notes, “if robots cannot move with the work, they sit idle while welders work across the yard” — fixed-cell systems break down here because ship fabrication is hardly ever repetitive. Stiffeners get welded across multiple fixtures and bulkhead assemblies shift bays based on size. That observation echoes years of practitioner experience captured at outlets like the Practical Machinist forum: process selection in heavy fabrication is rarely about the welding process itself; it depends on whether the work or the welder is the moving part.
It’s believed there are nearly 80 cobots working at the floor at Hanwha Ocean’s Geoje yard, and Samsung Heavy Industries (SHI) has openly said it plans to boost its design automation by over 100% by 2030. That trend stays consistent with the diagram above: cobots aren’t gobbling up production in the same way robots once did, rather, they’re operating the same joint families the work cells spent most of their lives on as unused.
6. Vendor Landscape — Fanuc, ABB, Yaskawa, Kawasaki, and China OEMs Compared
Welding-robot vendors come in four practical tiers. None of them is “best” in the abstract; they are different bets on parts-lead-time and total landed cost. A yard sourcing for a 2026 capital plan should pick the tier that matches its existing controls stack and maintenance footprint, then negotiate within it.
| Tier | Representative vendors | Heritage | Where they typically win in a shipyard |
|---|---|---|---|
| Japanese Big Four | Fanuc, Yaskawa, Kawasaki, OTC (Daihen) | 40+ years of arc-welding controls; deepest installed base | Panel-line industrial cells; high-duty FCAW; long-life maintenance contracts |
| European | ABB, Kuka, IGM (Austria) | Strong path planning, integration with class-society process control | EU cruise yards; structural fillets; hybrid laser-MAG with laser partners |
| US integrators & cobot platforms | Lincoln Electric, Miller, Path Robotics, Hirebotics, Novarc, Universal Robots-based cells | Process power-source heritage + AI seam tracking | Mobile cobots; pipe seam tracking; HII/Navy programs (HII × Path Robotics 2026) |
| China OEMs | Multiple system integrators in Jiangsu, Zhejiang, Guangdong (including shipbuilding welding robot solutions from China-based OEMs) | Younger arc-welding heritage; competitive landed cost | Structural fillets at $/m below tier-1; gantry frames; project-scope integration |
Total system cost in each tier is closer than line items suggest. For an industrial 6-axis cell, the robot arm itself is roughly 30-40% of total system cost; power source, positioner, fixtures, safety enclosure and integration engineering make up the rest.
A China-OEM bid that looks 30% cheaper on the robot can still land within 10% of a tier-1 bid once the integration scope is normalized. Lock the scope on those non-robot line items first.
7. Cost & ROI — The 3-Lever Robotic Cell Payback Model
How long does a robotic welding cell typically take to pay back?
Industry data clusters at 12-22 month payback on a single shift, and 8-14 months on two shifts, for robotic welding cells installed in heavy fabrication. Conventional 18-36 month rule of thumb borrowed from automotive welding overstates the timeline for current-generation systems with seam tracking and integrated power sources.
Variance between yards is explained by three levers, none of which is the robot itself. Run your own numbers on these three terms.
The 3-Lever Robotic Cell Payback Model
- Lever 1 – Deposition uplift. Robotic FCAW lays down 5-9 kg/h on hull plate versus 1.5-3 kg/h for skilled manual SMAW. That alone is a 2-3 throughput gain on the joint families where the robot can stay in arc.
- Lever 2 – Labor displacement. One robotic cell typically replaces 2-3 manual welders per shift.U.S. 2025 median certified welder wage runs $48,000-$58,000; fully-loaded employment cost lands between $67,000 and $93,000 per welder per year depending on region and benefits load.
- Lever 3 – Defect-rate delta.Calibrated robotic welding with seam tracking lands defect rates below 1%, against typical 5-8% for manual work. One structural fabricator reclaimed 17% of weekly technician time previously spent on weld corrections. In shipbuilding specifically, weld defects mean grinding, fume, noise and rework – all expense items that the lever-3 delta drives down (Inrotech, 2024).
📐 Worked example
A $225,000 industrial cobot welding cell, single shift, replacing two welders at a $75,000 fully-loaded annual cost each, with a 3% defect-rate improvement on a typical rework budget, lands at roughly 17 months payback and a five-year ROI near 248% on the labor-and-rework line items alone. That number moves up or down by the second-shift factor – two-shift utilization shortens payback to 8-10 months on an unchanged capital outlay.
8. Robotic Welding vs Human Welder — The 5-Joint Decision Threshold
Honest framing is not “which joints does a robot weld better.” It is “which joints stop making economic sense to keep on a human.” We call the five-point test below the Robot vs Welder Decision Threshold (5-Joint Rule). Apply it at the joint level, not the project level.
- Repeatability test:The same joint geometry repeats more than 100 times per month on the same fixture. If yes robotic candidate.
- Continuous-length test:The single uninterrupted weld is longer than 1.5 m, or 3 m on a panel line. Above that, deposition uplift dominates.
- Accessibility test:A robot or cobot is able to access the joint with a standard torch, without entering the confined space. If entry would require an entrant rescue procedure under OSHA 29 CFR 1915 Subpart B, that joint stays on a human welder.
- Deposition test:The joint requires a deposition rate of 4 kg/h or more of weld metal. Less than that, and manual SMAW or hand-guided GMAW are still competitive for a small batch.
- Code-class test:The joint has a code class (ABS or AWS D3.6M) designating it as a routine production weld, rather than a tier-1 hull-critical rework weld. Tier-1 welds, particularly the subsea variety, are a different kettle of fish, better left to human technicians.
The carve-out list is as important as the threshold list:Confined space welding inside double-bottom tanks and complicated pipe-shoe penetrations remain the turf of hand-welders in every major US Navy shipbuilding program today (as of 2024). A study conducted by NIH PMC4824921 on confined-space ventilation by shipyard welders documents why the human must still be the entrant, since all systems — ventilation, monitoring, rescue — are built around a human being, not a robot.
“Welding is one of the hardest processes to automate in any industry, and shipbuilding is no exception. Ship fabrication isn’t clean or perfectly repeatable.”
— Industry automation engineer, summarizing the 2026 mobile-cobot procurement pattern across U.S. and Korean yards
9. 2026 Industry Outlook — Korean, Chinese, Japanese Yard Adoption and US Re-shoring
Three regional dynamics will shape the next 24 months of shipyard welding automation at noticeable different paces.
| Region | 2026 forward signal | Action implication |
|---|---|---|
| Korea | HD Hyundai Samho 30% productivity / time target by 2030; Hanwha Ocean ~80 cobots at Geoje; Samsung Heavy doubling design automation by 2030 | Korean tier-1 hull-block deliveries continue to accelerate. Buying a robotic cell now to compete on cycle time is a defensive, not offensive, move. |
| China & Japan | Capacity expansion in commercial tonnage; Japanese vendor exports of arc-welding controls remain dominant | Sourcing landed cost favors China-OEM cells with tier-1 process controls bolted on. Verify class-society process-qualification path before purchase. |
| US & EU | SHIPS for America Act (S.1541) — 25% investment tax credit, Maritime Prosperity Zone program; HII × Path Robotics physical AI partnership Feb 2026; Meyer Werft DIGIMAR digital-twin laser welding | U.S. capital plans dated after Q3 2026 should size the 25% ITC into payback math. EU yards continue to lead on hybrid laser; expect technology transfer to U.S. cruise programs. |
One actionable idea:If you are planning a cell purchase in excess of $1M for 2026, factor the SHIPS Act tax-credit windows and the Q3-Q4 2026 vendor lead times in your plan. We are hearing quotations of 9-12 months for full panel-line installations from tier-1 vendors;cobots can be sourced in 8-14 weeks.
FAQ
Q: What is shipyard welding?
View Answer
Shipyard welding covers structural and outfitting welds within ship and boat construction, repair, and conversion. This can include the fabrication of hull-plate seams, bulkhead stiffeners, longidutinals for panel-line construction and pipe and tank construction. In 2026 it will increasingly bifurcate between manual welding carried out by qualified pipe and structural welders, and robotic welding of panels, stiffeners and seam-tracked hull joints.
Q: Can ship hull welding be fully automated in 2026?
View Answer
No. Panel-line work is extensively automated at HD Hyundai, Meyer Werft and other top tier yards with almost 450 km of hybrid laser welding within huge cruise liners, but hull plate seams on existing blocks are already moving to mobile cobots with AI seam tracking. Welding work within complex pipe-shoe penetrations, double-bottom tanks, and in subsea tier-1 applications stays hand-welder territory under OSHA / AWS D3.6M rules.
Q: How long does a robotic welding cell typically take to pay back in a shipyard?
View Answer
Using industry-data payback clusters around 12-22 months for a single-shift and 8-14 months on double-shifts. A fully loaded $75,000 and its 17-month payback with 5-year ROI in excess of 248% from one two-welder $225,000 robotic cell represents merely replacing two full-time equivalents for labor and rework while also improving weld defect rates by 3%-even before considering SHIPS Act benefits, which can offset up to 25% of the depreciable basis.
Q: How much do shipyard welders make in 2026?
View Answer
As of May 2024, BLS reports the US median wage as $51,000, but the job premium over this for certified pipe or hull welding, with associated confinement and overtime pay, can significantly increase compensation.
Q: What is the scope of welding in the shipbuilding industry?
View Answer
Welding is the backbone of any hull structure, machinery foundation, piping, tank, and outfitting installation. Today, the industry uses common process family welding technologies on a large scale – these include Gas Metal Arc Welding (GMAW/MIG/MAG), Flux-Cored Arc Welding (FCAW), Shielded Metal Arc Welding (SMAW), Gas Tungsten Arc Welding (GTAW), Submerged Arc Welding (SAW), and Increasingly, hybrid laser-MAG processes on panel lines. Our world class, leading maritime Class societies-ABS, ClassNK, LR, DNV, and BV-provide requirements for the qualification of welding procedure, but for the marine environment AWS D3 applies, while D3.6M details underwater welding. As of 2024 BLS OEWS NAICS 336600 data, welders comprise some of the largest job classifications among skilled-trades work within shipyards today, but robots are reshaping that landscape by doing an increasing proportion of deposition that makes sense economically.
Q: Can a cobot handle hull plate welding, or do you need a 6-axis industrial robot?
View Answer
A collaborative or ‘cobot’ system is ideally suited for stiffener-to-plate fillet welds as well as many multiple pass welds up to about 20 mm-and the tool can be magnetized and then anchored to many locations-like above a deck. On the other hand, long uninterrupted plate or panel seams above 3m; and Full panel-line productivity demands a heavier-duty approach – typically 6-axis industrial robot systems or gantry systems that hold a high duty cycle and a larger deposition capability ceiling. Many yards are implementing both systems now – using the cobot for the variably geometry work like stiffeners, and the robots for the panel seams.
Related — explore the shipbuilding welding robot solution
If you’d like a walkthrough of any of the specific robotic systems that we reference throughout this article-including the platform on which our system for ship hull, bulk-head and full panel line welding is built-we invite you to take a tour of our shipbuilding robot solutions page for an enterprise-grade B2B demonstration.
References & Sources
- Welders, Cutters, Solderers, and Brazers — Occupational Outlook Handbook — U.S. Bureau of Labor Statistics
- May 2024 OEWS National Industry-Specific Employment, NAICS 336600 Ship and Boat Building — U.S. Bureau of Labor Statistics
- AWS Welding Workforce Data Dashboard — American Welding Society
- D3 Committee on Welding in Marine Construction — American Welding Society
- AWS D3.6M:2017 Underwater Welding Code (with D3.6M-202x ANSI Public Review) — American Welding Society
- 29 CFR 1915 Subpart B — Confined or Enclosed Spaces — Shipyard Employment — U.S. Occupational Safety and Health Administration
- Confined Space Ventilation by Shipyard Welders — NIH/NCBI PMC
- Welding Seam Tracking and Inspection Robot Based on Improved YOLOv8s-Seg Model — NIH/NCBI PMC, 2024
- US12304013B2 — Systems and methods for seam tracking in pipe welding — Google Patents / Novarc Technologies, May 2025
- S.1541 — SHIPS for America Act of 2025 — 119th Congress
- New SHIPS Act Legislation Aims to Revamp U.S. Shipbuilding Industry — U.S. Naval Institute News, December 2024
- Innovation in shipbuilding using vertical-down hybrid laser welding — Laser Focus World
- HII Teams with Path Robotics to Integrate Physical AI into Manned and Unmanned Shipbuilding — HII Newsroom, February 2026
- Ingalls “Shipyard of the Future” Upgrades Welding Automation — WorkBoat
- HD Hyundai Buys Tiny Welding Robots for Tough-to-Reach Shipbuilding Tasks — The Maritime Executive
- Outlook, Trends, and Pay for the Welding Workforce According to AWS Data — The Fabricator
About This Analysis
This is a 2026 guide for shipbuilding welders based on the aggregation of roughly 16 diverse public sources of data; this analysis pulls together BLS occupational projections, the AWS workforce forecast, codes including AWS D3.6M for underwater welding and OSHA 29 CFR 1915 rules for shipyard safety and hygiene, plus authoritative industry recommendations including ABS steel preheat guidance and coverage from shipbuilding industry presses like the ones reporting on Meyer Werft, HD Hyundai, Hanwha Ocean, Ingalls Shipbuilding, HII Path Robotics, and a review of the US SHIPS for America Act. Figures for cost, payback and deposition all represent industry reported values from early 2024-mid 2026 and are denoted as such where provided-any cited number or statistic over six months old is clearly marked with an asterisk. The analytical frame work-consisting of a 3-Lever Payback Model and a 5-Joint Decision Threshold-are our own original constructs formulated based on this data and should be understood solely as a basis or starting point for the development of any shipyard-specific technology adoption analysis.