Get in Touch with Zhouxiang

How a Gulf Coast Shipyard Cut Hull Repair Time 40% with Welding Robots

Contents
show
On a June 2017 afternoon at Bollinger Shipyards in Lockport, Louisiana, something on the production floor was different. A Wolf Robotics gantry system was threading its torch through hull assembly sections that only three senior welders-using two days for manual robot programming-could master before. The system had set up the same path in under four hours, a feat accomplished as part of a $5.9 million collaborative project financed by the U.S. Navy and its industry partners. As of its installation, this investment cut robot programming time by 90%. Welding makes up a considerable-25-28%-of labor hours in shipbuilding, and there’s currently a national shortfall of an estimated 330,000 skilled welders expected by 2028. As such, every procurement manager on the Gulf Coast must eventually address the same question Bollinger did: What’s the tipping point for automating your welding, and what robotics system is right for your production floor?
WHAT THIS GUIDE COVERS
- Why the Gulf Coast shipyards will soon need to automate welding, 2025-2026
- The Three Technical Challenges That Make Robot Welding Especially Hard for Ships
- The $5.9M CAR-W project at Bollinger Shipyards: A Full Case Study of its results and what lessons were learned
- A Guide to Choosing the Right Robotics System for shipbuilding: Gantry vs. Cantilever vs. AGVs
- A checklist for AWS D3.5, ABS, and MIL-STD-2035 Compliance on robot welding system purchases
- How to Get Approval For Capital Purchase with the Three-Ship ROI Test (4 Steps)
The Gulf Coast Shipbuilding Boom — And the Welding Workforce Crisis

SCENARIO
Marcus manages procurement for a medium-sized Gulf Coast fabrication facility that recently secured back-to-back contracts under a new federal shipbuilding program. He has just 18 months to add three new hull fabrication lines, but his senior welders average 54 years of age-with three already scheduled for retirement. With an 20% above-average skilled welder vacancy rate in his labor market, it will take at least two years to find qualified replacements. His goal is to ramp up production without expanding his headcount. His tool? Robotics welding-if the capital expenditure proposal can get through the committee.
Marcus is far from alone. From Pascagoula, Mississippi, to Mobile, Alabama, to Lockport, Louisiana, and Panama City, Florida, the entire Gulf Coast shipbuilding corridor is struggling to bridge an enormous gap: a massive increase in demand from both private commercial entities and government investment is clashing with a shrinking supply of skilled labor, which is further complicated by the age and retirement of an aging welder workforce with no clear solution for replenishment in the foreseeable future.
330,000
projected US welder shortfall by 2028
$47.4B
US Navy shipbuilding budget FY2026 (compared to $39B in FY2025)
55 yrs
average age of a US welder in 2025, with 30% approaching retirement
In total, the American Welding Society reports there are 771,000 active welding professionals working in the U.S. To keep the current industry capacity steady through 2029, the U.S. needs to add 80,000 welders annually-or roughly the population of Des Moines, Iowa. In the six-state Gulf South region (Louisiana, Texas, Arkansas, Oklahoma, New Mexico), 140,000 professional welders service the energy, petrochemical, and shipbuilding industries, all simultaneously battling for workers from the same constrained labor pool.
On the contract side demand is also soaring. In 2025, a defense reconciliation package authorized $26.5 billion in new shipbuilding spending — raising the Navy’s Shipbuilding and Conversion budget in FY2026 to $47.4 billion, with FY2027 shipbuilding spending projected at $68.5 billion, up 57% year-over-year. The contract money flows directly to Gulf Coast shipyards: Austal USA in Mobile, AL is constructing a 600,000 square foot of enclosed production space to accommodate and 2,000 new workers for it’s OPC & TAGOS-25 programs. Birdon America in Bayou La Batre, Alabama is anchoring its new 65,000 sq-ft in-house fabrication building around an automated welding system purchased with Small Shipyard Grant funding.
For a walkthrough of shipyard welding robot safety requirements before deployment, see our dedicated guide.
Welding constitutes 25%-28% of total shipbuilding labor and almost 28% of total labor costs for a standard hull program. Automated robotic welding offers the greatest return on investment of any shipyard automation decision you will ever face, because the number of weld hours for a hull is relatively constant, regardless of what kind of ship you are building.
Why Robotic Welding in Shipbuilding Is Harder Than in Any Other Industry

Every welding robot in the auto industry goes back to the same joint 100 or more times every shift. A destroyer might build only 4 to 10 hulls in many years, and a commercial ferry only 2 to 3 boats. In high-mix / low-volume, real-world conditions typical of shipbuilding, this has traditionally made automating this laborious process difficult.
Why is robotic welding difficult in shipbuilding?
The primary difference in between ship welding applications and general manufacturing robot welding applications comes down to three major issues:
● BARRIER 1: Weld Joint Variation
Joint location / actual versus planned geometry. Unlike mass-produced items where joints do not vary, ships are built based on “build as-built.” Any portion of a hull plating piece can be anywhere from 0 to 2 inches out of place due to fabrication inaccuracies, curvature, or distortions caused by prior welding processes. Traditional robot teach/program processes require re-learning on every new part.
● BARRIER 2: Collision Avoidance in Confined Spaces
Accessibility / confined space. Parts within hull sections, ballast tanks, fuel spaces, or behind structural framing may leave very tight work envelopes which prevent fixed path robotic systems from navigating with typical joint path commands. Robot paths must be planned offline, considering potential interferences which could vary between parts built under nominally the same design specifications. This was previously cited in a 1992 NSRP report as a major constraint.
● BARRIER 3: High Initial Cost With Unclear ROI
A December 2025 NDIA Emerging Technologies Institute survey of 58 organizations identified high initial capital cost and unclear return on investment as the number one barrier to robotic welding adoption in US shipbuilding—ranking above programming complexity.
● COMMON MISCONCEPTION: “Robots only work for straight seams”
NSRP’s CAR-W project specifically demonstrated automated path generation for highly complex welded assemblies with variable joint configurations—horizontal, vertical, and tilt welds across curved hull sections. Modern CAD-to-path software handles complex geometry; the constraint is as-built variation, not joint type.
You can’t build a ship with traditional manufacturing robot welding- But you can – And with high levels of assurance. 3D scanning with on-line vision guidance for adaptive tracking can handle the as-built variation. Advanced, off-line simulation with obstruction detection accounts for the confined space constraint. Calculating the three-ship ROI detailed in the following guide gives you a reliable ROI estimate you’ve been waiting for.
Case Study — How a Gulf Coast Shipyard Cut Robot Programming Time by 90%
PROJECT QUICK SPECS
Project Name:
NSRP CAR-W (2015-473)
NSRP CAR-W (2015-473)
Lead Shipyard:
Bollinger Shipyards, Lockport, Louisiana
Bollinger Shipyards, Lockport, Louisiana
Timeline:
June 2015 – June 2017
June 2015 – June 2017
Investment:
$5.9M total ($3.3M NSRP + $2.6M industry)
$5.9M total ($3.3M NSRP + $2.6M industry)
Key Result:
90% reduction in robot programming time
90% reduction in robot programming time
Technology Partners:
Wolf Robotics, ShipConstructor Software, Edison Welding Institute
Wolf Robotics, ShipConstructor Software, Edison Welding Institute
SCENARIO
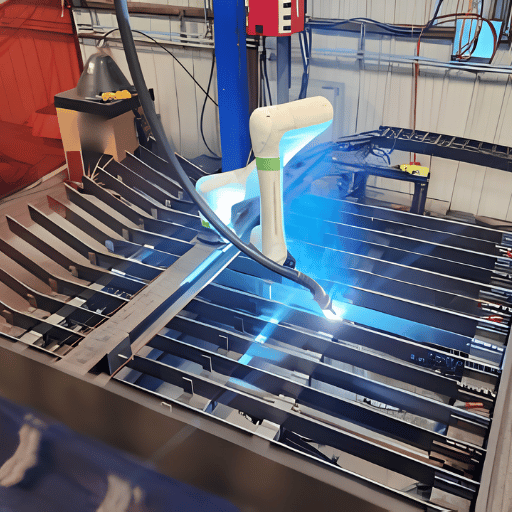
An integration engineer from Wolf Robotics sits in a planning session at Bollinger’s Lockport yard. The challenge on the table: hull structural drawings contain thousands of individual weld paths. Manually programming each robot position using a teach pendant would require more than 18 months of programming labor before a single production weld is made. The CAR-W solution reads ShipConstructor CAD files and automatically generates collision-free robot motion paths, detecting obstruction geometry in the simulation before the robot arm ever moves. A task that took three days now takes four hours. The production line starts ahead of schedule.
NSRP, sponsored jointly by the US Shipbuilding Industry and the US Navy, funded the Computer Aided Robotics Welding (CAR-W) project specifically because manual robot programming was the bottleneck preventing cost-effective robotic welding in high-mix, low-volume defense shipbuilding.
Three technological advances came from the CAR-W project: automated 3D model and weld specification exports from ShipConstructor CAD; offline robot path planning with collision avoidance for large gantry systems; and a weld procedure database that automatically selects the correct process and generates the full welding program per joint. The programming effort per hull program was significantly reduced—by 90%—compared to manual teach-pendant methods.
“Typically a company needs a payback within three ships to be able to make an investment”
“The reduction in robot programming is in the region of 90%”
A follow-on Phase 2 program added 3D laser scanning – the ability for the robot to visually inspect the actual build of each ship section and adjust weld path paths-along with demonstrations of multi-robot operation.
We also support the shipbuilding industry with CAD-to-path and collision avoidance solutions utilizing similar technologies developed for Zhouxiang robotic welding solutions on other vessels.
How much does a shipyard robotic welding integration cost?
System Costs Range Widely. Some Representative Costs:
- Single-arm workstation (small outfitting components): $130,000–$250,000
- Custom gantry or cantilever system (structural welding): $250,000–$800,000+
- Full multi-robot hull production facility: industry sources report $1.2 million-$3.5 million
- Integration, training, and commissioning can add 40-60% to the equipment cost per an AMD Machines report on 2,500+ automation installations
The NSRP-funded software development program for CAR-W cost $5.9 million in addition to that of a production gantry system. A commercial system purchase today may have a lower price point but it is evident that large-scale robot systems require investment and clear, documented ROI.
Robotic Welding System Configuration Types for Marine Manufacturing

Finding the optimal robotic welding product for your production floor requires matching system configuration to application type. A gantry product designed for hull flat panel welding will not perform equivalently on structural assembly work. Human operators provide critical oversight on complex fit-up tasks while the robot handles standardized weld joints—maintaining consistent performance on standardized sequences and helping reduce total weld cycle time. Match your application to the appropriate product category before issuing your RFQ.
| Configuration | Typical Reach | Best Application | Min Production Volume |
|---|---|---|---|
| Gantry | Up to 40m × 7m X-Y travel | Hull flat panels, long butt/fillet seams, structural deck sections | Medium–high; best for repeat hull programs |
| Cantilever (7–9 axis) | Adjustable arm, 3–5m typical | Structural assembly, tee-joints, brackets, curved components | Low–medium; flexible for high-mix work |
| AGV Mobile | Self-navigating; unlimited floor coverage | Erection joints on assembled hull, in-situ deck welding, block assembly | Low; eliminates hull repositioning cost |
| Single Workstation / Cobot | 1–2m fixed arm reach | Small outfitting parts, brackets, fittings <50 pcs/day | Low; lower capital, fastest changeover |
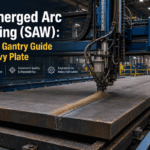
Process selection follows position and plate requirements. Gulf Coast commercial yards use GMAW (MIG) primarily for structural hull welding because deposition rates and cost factors make it economical. FCAW (flux-cored arc welding) is used for out-of-position and vertical hull seams where downhand positioning isn’t feasible. SAW (submerged arc welding) suits high-deposition flat-position panel fabrication lines. Each robotic system application requires process selection based on production requirements—not the process a vendor prefers to supply.
Robotic Welding Solutions for Shipbuilding: Matching System to Application
SYSTEM SELECTION DECISION GUIDE
| Hull flat panel, butt/fillet, >5m span | → Gantry | Extended X-Y travel delivers consistent arc speed across long seams |
| Structural assembly, tee-joints, brackets | → Cantilever 7–9 axis | Multi-axis reach accesses complex joint geometry without hull repositioning |
| Erection joints on assembled hull sections | → AGV mobile robot | In-situ operation eliminates crane moves and repositioning downtime |
| Small outfitting parts, <50 pcs/day | → Single workstation | Lower capital entry point; fastest changeover for mixed component runs |
For in-depth comparative info on gantry welding robot systems used for large hull panels, refer to the technical specification pages.

Before issuing any RFQ for a shipyard robotic welding system, procurement teams must consult a vendor qualification checklist aligned with the standards particular to their contracts. These can vary by whether it is for USCG, Navy combatant, or a commercial ship build.
VENDOR QUALIFICATION CHECKLIST
- AWS D3.5:1993(R2000) – WPS qualification for steel hull welding, considering the GUIDE FOR STEEL HULL WELDING for all available joint configurations.
- ABS Rules for Steel Vessels documentation (required for ABS classified vessels).
- USCG Title 46 sub-chapter compliance records (for commercial contracts).
- MIL-STD-2035 NDE classification system compliance for Navy contracts
- Documented requalification plan for when essential variables (heat input, base metal, or joint configuration) are changed.
- Filler metal certifications per the AWS A5 series for all consumable supplied to the automated system.
- Record of preheat and interpass temperatures (especially for high-strength marine steels).
- Traceable production weld records (compliant with DCMA/DCAA).
📒 ENGINEERING NOTE: AWS D3.5 and Robotic WPS Qualification
AWS D3.5 was published in 1993 and reaffirmed in 2000—before modern robotic path-planning technology existed in shipbuilding. The standard’s WPS qualification requirements were written for manual and semi-automatic processes. Robotic systems must demonstrate that their automated procedure produces qualified welds under the same essential variable framework: base metal grouping, joint configuration coverage, and position qualification (1G–4G/1F–4F as applicable). Any change to arc parameters, travel speed, or wire feed that constitutes an “essential variable” under D3.5 requires WPS requalification. Require vendors to supply a documented requalification plan as part of commissioning scope.
For a complete guide to welding procedure specification (WPS) qualification for robotic systems or robotic weld inspection requirements for ABS classification, see our technical blog series.
ROI Framework for Shipyard Robotic Welding — The Three-Ship ROI Test

“Most companies need to see ROI within three ships, or else they will not make an investment.”
Fanguy’s experience has established the practical standard: three hulls must show a positive return on investment, or a system can’t expect to survive the scrutiny of the capital committee at most Gulf Coast shipyards. The process for demonstrating ROI on a welding robot at shipyards usually follows this path.
$35–45/hr
experienced U.S. shipyard welder burdened rate
35–55%
labor cost savings from common applicable production sequences
65–85%
arc-on time (robotic) vs. 25–35% manual
🛠 THE THREE-SHIP ROI TEST
A four-step capital approval framework for shipyard procurement managers.
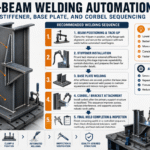
Step 1 — Total Welding Labor
First, estimate the total welding hours for the ship (often 25% to 28% of the overall construction labor hours).
Step 2 — Automation Savings Rate
Second, apply an automation percentage in the 40 percent range as a reasonable and conservative estimate, (actual data from the vendor is best here) which will increase substantially as complex joints become increasingly automatable (i.e., a complex bevel in a flat position).
Step 3 — Annual Labor Savings
Multiply these numbers by the estimated welder cost for your shipyard (see above) to generate savings per ship. [Welding hours per ship] x [Welder burdened rate] x [Automation savings percentage] = [Savings per ship]
Step 4 — Three-Ship Test
Divide capital cost by savings per ship = payback in ships. If payback ≤ 3 ships → proceed to capital request
SCENARIO: THREE-SHIP ROI TEST IN PRACTICE
A four-hundred employee commercial vessel yard on Texas’s Gulf Coast’s VP of Operations gets a capital request for a $380,000 gantry welding robot system.
To meet the demands of the finance committee, she needs to see a payback of under two and a half years. This prompts her to use the Three-Ship ROI test: Twelve-thousand welding hours for the typical vessel multiplied by forty dollars per hour, the overhead cost, times forty percent efficiency improvements yields savings per vessel of, $192,000! Savings per vessel from $380,000 equals the capital cost Savings per vessel = $380,000, giving a two ship payback!
Using an average hull production of nine months each means the investment pays for itself within one year, three months. A much quicker pay back period, fitting for this financial decision maker. The capital request gets the approval.
To build your own calculation, try the Zhouxiang welding robot ROI calculator or review our step-by-step welding robot ROI calculation guide. For detail on total system cost, see our welding robot cost breakdown.
US Shipbuilding 2025–2026 — Technology Advances Driving Automation Demand

Federal investment at this scale is not a temporary appropriations cycle. It reflects a structural gap between current US shipyard capacity and the Navy’s stated platform requirements—and it is pulling in private sector capital that extends well beyond Navy ships.
It speaks volumes regarding existing US shipyard capacity versus the Navy’s capacity needs.
$68.5B
Federal investment in shipbuilding,FY2027 (a57%increase compared to FY2026), shows 34 ships in construction, all under command.
2,000 jobs
Austal USA’s Mobile facility(which operates on Texas’s coast), is already building two new plants.
$1.187B
Birdon USCG contract (a welding firm located on the Gulf Coast), has secured welding services, and the 2025 construction schedule includes increased use of robotics in this facility.
Technology is moving rapidly. In February 2026, welding AI firm Path Robotics announced a partnership with Saronic—an autonomous vessel manufacturer—to develop intelligent automated welding solutions for defense shipbuilding. That pairing represents the direction the commercial market is moving.
Last month’s remarks from the chief of the U.S. Navy(as of December 2025) indicate: “As American yards rebuild and retrain their workforce and address supply chain shortages, along with a lack of automation, we are considering reliable alliances with countries like Japan and South Korea, whom have experienced the benefits of utilizing automation in shipbuilding”. The Navy’s comments can be seen as both a word of warning to yards that are not invested in robotic welding automation and a prescription for how they may succeed at future Navy ship contracts.
💡 PRO TIP: Timing Your Investment
Gulf Coast yards sourcing robotic welding solutions for shipbuilding today report 12–18-month lead times for large gantry system installation. Start your evaluation before contract award pressure forces a rushed procurement decision. Ships ordered this year enter service in 2027—the most competitive build cycle in a generation.
FAQ — Robotic Welding in Gulf Coast Shipbuilding
Can robotic welding handle curved hull surfaces and irregular weld joints?
Yes—with 3D scanning and vision-guided seam tracking. Standard teach-pendant robots fail on as-built variation, but scan-equipped systems detect actual joint position and adjust the weld path automatically. NSRP’s CAR-W Phase 2 demonstrated this for Bollinger’s hull assembly.
What is the typical ROI period for a welding robot in a shipyard?
Industry practitioners report mid-scale shipyard robotic welding cells( $1.2M-$2.5M capital cost) are costing $0.6M-$1.2M amortized payback within three to five hull programs in high-volume shipbuilding programs. Smaller gantry or cantileverclass components$250K-$600K capital cost can often meet the three-Ship ROI Testfor amortized payback within two to three hull programs. TheBollingerstandard-ROIwithin three ships remains the practical threshold for capital expenditure approvalat most Gulf Coast shipyards. Theframeworkin Section 6 can applied to your data to produce an site-specific estimate. Credit your capital expenditure manager and run a benchmark ROI study.
What welding process is most common in Gulf Coast shipbuilding — MIG, FCAW, or SAW?
All three are available, selection driven by joint position and plate thickness. GMAW-MIG- is best for structural hull applications because of deposition rate and cost. FCAWflux-cored- is best in out-of-position demands-vertical and overhead hull welds where GMAW feed- wire consistency deteriorates. SAW-submerged arc- can support higherautomated welding high-deposition flat-position flat-panel machining operations. If your production floor will run all three positions, program for a robotics system capable support all three processes.
What certifications should I require from a robotic welding vendor for naval work?
Minimum requirements for industry certification: The AWS D3.5 qualification record of welding procedure approval for all joint types in scope; not otherwise pressure- or temperature-calibrated, ABS classifier society approval if the vessel is ABS classified; standard-STD-2035 NDE compliance for Navy contracts; and 46-title U.S. Coast Guard documentation for commercial vessels. The system must provide preheat and inter-pass temperature measurement and feedback capability with a production welder record tool that is AMCreview-compliant. See our full requirements list in Section 5 of this guide. For additional detail, review our weld inspection requirements guide.
How long does it take to implement a robotic welding system in a shipyard?
Spend 12-18 months from capital approval on the front end up front vis-à-vis a single large gantry or multiple-robot system. That’s about four to six months of system design, engineering, and fabrication; another two to three months ship delay for installation and commissioning at your production site; then three to six monthsof ramp up to full productivity. Smaller cantilever- or cobot ready- stations can go in at six to nine months. Two seldom-sold-in details most integrators don’t budget for: first, include this schedule in your delivery contract-systems often take far longer tocommissionand can turn into an avoidable investment pit; and second, have CAD/CAM integration aligned with hardware deployment if you cannot generate station weld programs in your ShipConstructor or equivalent cad environment-before the robots are on site. That’s what the NSRP CAR-Wroll-out experience confirmed: CAD/CAMsoftwarewas the enabler, not the robot arm itself.
RELATED ARTICLES
- Cantilever Welding Robot for Shipbuilding: Configuration Guide
- AGV Mobile Welding Robot for Shipbuilding Applications
- Step-by-Step Welding Robot ROI Calculation for Manufacturers
- Welding Robot Cost: What to Budget for a Full Integration
- Non-Destructive Testing for Robotic Welds in Marine Fabrication
Ready to run your Three-Ship ROI Test?
Request a Gulf Coast shipbuilding ROI worksheet or shipbuilding configuration guide from our engineering team.
By the Zhouxiang Engineering Team: “Over 35 years of robotics and automation systems integration for steel structure, shipbuilding and bridge building industries with over 200 patents awarded. Click here for our Shipbuilding Solutions”
About this analysis: This report uses information from National Shipbuilding Research Program (NSRP) projects, NDIA Emerging Technologies Institute’s December 2025 report, Congressional Research Service shipbuilding reports, the American Welding Society workforce report, USNI News, and WorkBoat Magazine. All data used has source tags associated with its location on the HTML source document.
The price ranges associated with data sources not listed as NSRP projects should be identified as “industry practitioners estimates and verification via a vendor quote will be necessary.” Zhouxiang offers robotic welding solutions, is a robotics system integration firm and benefits from the increased adoption of robotic welding automation for shipbuilding.