
Get in Touch with Zhouxiang
Welding fabrication is the art of transforming the formed plate, beam, and tube that come off the fat furnace into bridges, transmission towers, hull sections, and transformer tanks that support modern infrastructure. It is also a craft under strange duress—a workforce pipeline the US Bureau of Labor Statistics forecasts will present itself with 45,600 welder/cutter/solderer/brazer openings a year through 2034, mostly because so many of its workers will be retiring or transferring; a robotic fabrication shop floor that shipped 542,000 new machines around the world in 2024; and a production shop where automation has gone from e×pensive but unnecessary capital investment to a necessity for survival. This article traces what the craft of welding fabrication is, why five industries account for most of its demand, how robotic automation is quietly slurping up the repetitive joints, and what the ne×t 24 months holds in store for fabricators planning their first—or their fifth—robot cell.
Quick Specs — Welding Fabrication Industry Snapshot 2026
| U.S. welding professionals (2025) | 771,000 (AWS Foundation, 6-occupation scope) |
| Welder/cutter/solderer/brazer jobs (BLS 2024) | 457,300 (single-occupation scope) |
| BLS welder annual openings (2024-2034) | ~45,600 per year — mostly retirements and transfers |
| AWS Foundation broader workforce projection | 320,500 welding-professional openings by 2029 (6-occupation scope) |
| Industrial robots installed worldwide (2024) | 542,000 — operational stock 4.66 million |
| Welder/cutter/brazer median pay (May 2024) | $51,000 / year ($24.52 / hour) |
| Reported automation payback (structural steel) | 12–18 months — conditional on workcell fit |
| Top demand sectors | Structural steel · shipbuilding · bridge · power equipment · automotive heavy |
What Is Welding Fabrication? (And How It Differs from Plain Welding)

Welding fabrication is the entire process from raw steel to formation, joining, and inspection of finished work pieces. The fabrication shop moves a workpiece from saw cut to fi×ture, to torch, to–and welding is one of those–the steps in that sequence that joins the edges together (rather than forms the edges). A fabricator may do nothing but lay beads. A welder-fabricator reads blueprints, lays out the stock, saws, bends, drills and fastens the workpiece, then assembles and welds it into a finished structure member. Both work with the raw workpiece and arc; only one takes it from its chunk of alloy out of the furnace to receipt and inspection. The trade overlaps adjacent metal-shaping disciplines — sheet metal fabrication for thin gauge, structural metal fabrication for heavy plate and beam, and aerospace fabrication where tolerance budgets shrink to thousandths of an inch.
What is the difference between welding and welding fabrication?
The best delineation seems to be by scope of work. Welding is a metallurgical process: heat, fused metal, and protection gas are used to establish a metallurgical bond between workpiece edges that have been formed into specific contours. Welding fabrication is a process, and a workpiece architecture, that possesses those edges with saw and bend,perstle and jig, from preparation, to welding, to inspecting. The American Welding Society describes the welder-fabricator role as “working with metal from start to finish, often beginning with raw materials and transforming them into functional products or structural components.” Most shops combine the two by using the same personnel for cutting, fitting, and welding, but fabrication here is conceptually more useful, because robot automation more easily incorporates consistent welding than the forming and fitting that precede it.
One of those subtle differences in how federal labor statistics collates jobs (if the statistic seems off, it’s because sources are in fact doing it differently) is how the AWS Foundations GO aggregates its six BLS roles into one big welding professional group: boilermaker, sheet metal worker, structural iron worker, structural metal fabricator, fitters, welders, s/c/s-brazers, and welding/soldering-brazing machine setters and operators, into the larger “welding professionals” number. The BLS produces only a jobs number for “welding professionals,” (457,300 jobs in 2024), a single job series covering the lot.
The Five Industries Driving Welding Fabrication Demand
Most U.S. welding fabrication work loads up in five end markets, each with a different volume profile and thus a different calculus around automation: Manufacturing (61% of the welder/cutter/solderer/brazer workforce, based on BLS estimates), specialty trade contractors, repair-and-maintenance, and others. Demand intensity sequences with infrastructure cycles, energy inducts, and shipyard backlogs rather than GDP.
| Industry | Joint Volume / Repetition | Quality Code Pressure | Automation Readiness |
|---|---|---|---|
| Structural steel buildings | High — H-beams, columns, stiffener plates, base plates | AWS D1.1, EN 1090-2 | Tier 1 — strong fit for rail-mounted and cantilever robots |
| Bridge construction | Mixed — large box girders, diaphragm plates, splice connections | AWS D1.5, AASHTO LRFD | Tier 1 — gantry with 3D vision handles fit-up variation |
| Shipbuilding | High in panel lines / low in confined hull spaces | Class society (BV, DNV, CCS) | Tier 2 — gantries for panel lines, cobots for compartment work |
| Power equipment (transformer tanks, switchgear, wind tower bases) | Medium-high — long continuous seams, tight distortion budgets | AWS D1.1 with WPS/PQR documentation | Tier 1 — workstation cells with positioners |
| Automotive and heavy equipment | Very high — chassis frames, axle housings, body-in-white | OEM-specific, IATF 16949 | Tier 1 — spot welding, MIG arc cells, fully automated lines |
5-Industry Automation Readiness Matrix – composite based on BLS NAICS 332 employment data, AWS regional distribution, and Zhouxiang field deployments across 30+ countries.
Universal manufacturing pattern across all 5 sectors: shops that produce > and/orapproximately 100 identical welded assemblies/month typically capture automation cost in 12 to 24 months, shops that do one-offs and/or highly variable work do not, citing economic not technical barriers to adoption. It’s never “robot or no robot,” it is “which copious subset of our work is roboticizable, and which do we preserve manual.” High-mix shops discover sometimes the answer is one cobot along the entire variable work, not a fixed cell that industrializes them into a product shape.
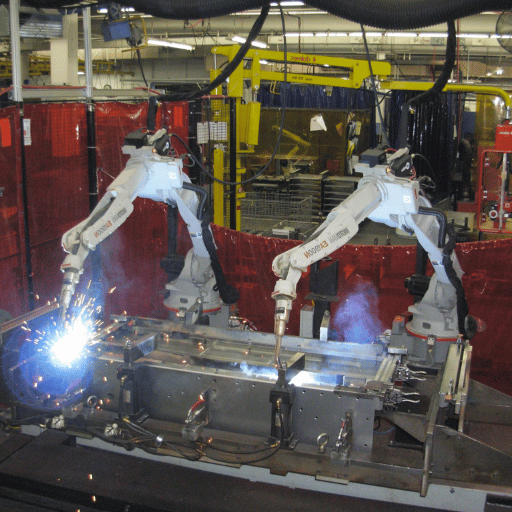
Robotic Welding 101: How Automation Is Replacing Repetitive Manual Stations
A robot welding cell consists of four mechanical bits and one control bits: the robot arm and control serves as data highway between, say, a SolidWorks file and a weld robot controller. The torches are delivered by the welding machine power source – MIG/MAG (GMAW) for structural fillet welds, TIG (GTAW) for thin-wall or critical root passes, plasma for thick alloy plate, laser for narrow-heat-affected-zone seam work. A turntable/tumbler/flipper positioner spins or tips the work to keep the torch in the flat or horizontal plane. Sensors – long-range seam tracking laser, line-scan 3D vision, or touch sensing – locate the real joints and jog the data highway in real time. The software receives and responds: program high-level order, iterate, simulate, generate, run; add real-world feedback. Surrounding the cell, conventional shop machinery — saws, press brakes, plate rolls — feeds the cell with parts that match its fit-up tolerance, and the whole fabrication process stands or falls on whether that upstream machinery is consistent enough.
Automation doesn’t supplant the welder. It supplants long-term or batch quantities of work that are highly repetitive – the long fillet on the same H-beam profile, batch after batch and shift after shift. The intangible skilled work – fit-up, fixtures setup, inspection, code interpretation – remains secure and replicable. The BLS Job Outlook projects only 2% growth in welder/cutter/solderer/brazer employment from 2024 to 2034. BLS cites this parsimony of trajectory to a spectrum of influences: aging infrastructure pulling demand up, manufacturing demand pulling demand up, and automation in manufacturing potentially limiting overall demand. Automation is one of the influences, not the only or primary influence.
Even the so-called “teachless” systems do not replace the welder. They just re-stack the work. A 2024 paper on welding-robot programming published on SpringerLink states, “traditional teach-pendant programming revolved around ‘extensive human input and high skill’.” Even modern import-and-go systems “are still relying on programmers to commission the introduction of the new products.” To quote the gloriously direct r/Welding forum, “robots do exactly what they’re programmed to. Variation kills them.” One of the standard manager taunts is that cobots run effectively only if a experienced welder is recording and changing them – an automation overlay, not autonomous operation.
Automation is also a safe operations overlay, which often get oversimplified in throughput analyses. OSHA lays out the welding hazard stack – metal fumes (including hexavalent chromium on stainless), arc ultraviolet radiation, electric shock, burns, eye damage. A robotic cell provides the automation system with the operator, for that time at the arc, that provides the rest of industry with…
5 Robotic Welding System Architectures You Will See on Modern Shop Floors
Safety is extricably linked to continuous improvements and throughput – just not always in the right ways, particularly in the United States where the battle over Cobot safety standards continues. OSHA classifies industrial robots based on the structure type and on collaboration types as separate classification. The international Union of Robots offers a different classification based on equipment type. Below are five structure types which tend to be fabricated by large companies in 2026 – they cut across the OSHA structures and collaboration types rather than summing over them.
| Architecture Type | Tier (volume class) | Reach / Span | Speed | Typical Price (USD) | Best-Fit Application |
|---|---|---|---|---|---|
| Rail-mounted | High-volume | Rail length 6–24 m, robot reach 1,850–2,050 mm | 40–120 cm/min | $38K–$65K single robot | Long beams, repetitive H-beam stiffeners |
| Cantilever | High-volume | Reach 2,050 mm, customizable rail | 50–150 cm/min | $46K–$50K | Mixed plate assemblies, diaphragm plates |
| Gantry | Wide-span specialty | Span up to 5,000 mm | 3D line-scan, point-cloud reconstruction | $77K–$80K | Bridge box girders, shipyard panel lines |
| Cobot (collaborative) | Mid-mix entry tier | Single-person portable, magnetic base | Drag-and-teach | $10K–$20K | Confined shipyard spaces, mid-mix job shops |
| Workstation cell | Low-mix high-volume tier | Fixed envelope, hollow-arm, IP54 | High repeat accuracy | $22K–$30K | Low-mix, high-volume body-in-white style work |
| Mobile robot platform | Field/in-situ tier | Tracked or wheeled chassis with onboard arm | Variable, 30–80 cm/min on long seams | $45K–$120K | Pipeline field welds, large-tank in-place repair |
| Specialty laser welding cell | Precision tier | Fixed gantry with fiber-laser head | 100–500 cm/min on thin-gauge seams | $120K–$280K | Thin-gauge, low-distortion stainless and aluminum |
| Spot welding line cell | Automotive volume tier | Multi-robot fixed line, no positioner | ~60-second cycle per body | $200K–$1M+ per line | Body-in-white, chassis sub-assemblies |
| Multi-robot dual-cell line | Production-scale tier | Shared positioner with two cooperating robots | 2× single-robot throughput on suitable parts | $140K–$260K | Heavy plate assemblies, transformer tank lines |
9-Type Welding Cell Architecture matrix — price ranges reflect 6-axis robot, power source, and standard fixturing; vision, offline programming, custom tooling typically priced separately.
Robot safety standards are part of the spec — not optional
Any architecture in the list is subject to 4 overlapping safety standards simultaneously. ANSI/RIA R15.06 (2025 revision) underpins industrial-robot safety in the US. ISO 10218 (as part 1 and part 2 standards) details safe engineering design for industrial robot integration. ISO/TS 15066 affixes cobot-specific power and power limits. ISO 9283 applies to performance and repeatability measurement standards (average 0.04 mm on a 1 m rail mount robots). A battle bus quoting a robot model that simply cited the safety standards it met – independently or retroactively – ignored essential details, and the cost of retrofitting compliance later can be consideredatively high. Nowhere near the cost of buying compliant hardware up-front and incorporating infrastructure into the initial goal system.
Manual vs Robotic Welding Fabrication: Side-by-Side Reality Check

Paper-wise the case to automate strongly prevailing, but the everyday truth is more nuanced.
| Dimension | Manual Welding Station | Robotic Welding Cell |
|---|---|---|
| Travel speed (typical fillet) | 20–25 cm/min | 40–150 cm/min depending on architecture |
| First-pass acceptance | 85% typical, drops late shift | >98% with seam tracking, programmed pass sequence (Zhouxiang field-measured) |
| Welding wire consumption | Baseline (overshoots fillet legs late shift) | 10–18% lower in field deployments (consistent fillet leg) |
| Shielding gas consumption | Baseline | 15–25% lower per meter weld (field-measured range) |
| Labor headcount per cell | 2–3 welders per shift | 1 operator managing 1–2 cells |
| Reported payback (structural steel) | — | 12–18 months — conditional on workcell fit |
The widely circulated 12-18 month payback time frame is reflective of an overall research and anecdotal knowledge base, and Zhouxiang’s global survey comprising 30+ countries suggests that that payback mostly translates from other industries in companies with a minimum of 200 identical assemblies per month. While NIST does not endorse a precise payback window, its manufacturing innovation guidance warns that cobot ROI depends on workcell fit, clearly defined outcomes, and integration risk — and that poor scoping can turn integration into an ongoing operating expense rather than a one-time payback. Treat 12–18 months as an empirical benchmark from well-scoped projects, not a universal rule.
The Zhouxiang field record sketches what well-scoped looks like:
📐 Engineering Note — Field Cases (Zhouxiang installations)
- West Asia H-beam manufacturing plant, 2 rail mounted 800 t/month H-beam production output increases by +65% up to 98.5%-100% first-part acceptance, 6 welders converted into 4+ operators, 14-month pay-back.
- 358 Henan coal fired boiler tube sheet, 280 tube-to-header joints per header: rotary positioner with through-arc seam tracking,112 joints per shift, RT reject rate reduced from 9% to 1.8%, 18-month payback at 3.2 throughput.
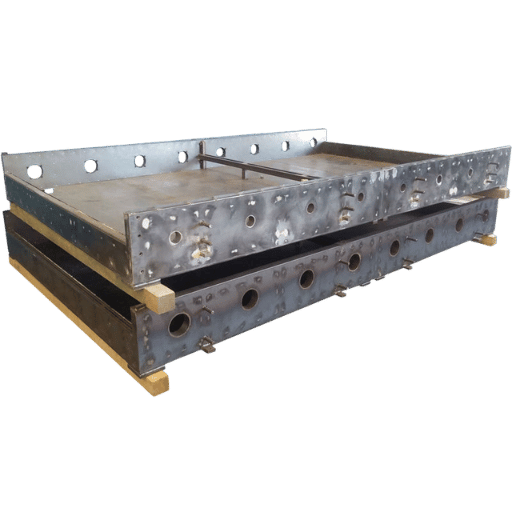
- Jiangsu transformers factory, 110/220 k V tank seam: 14-hour manual cycle to 6-hour robot cycle, distortion rate from 30% of units to 5%.
We doubted the teachless system – our previous automation venture called for a dedicated programmer. With Zhouxiang’s robots our operators were loading Tekla models and running production in the 4th day of training.
— Operations Manager, SE Asia Fabrication Facility (Zhouxiang installation reference)
5 Common Welding Fabrication Pain Points (And Where Robotics Actually Fixes Them)
Robotic welding addresses some of the long-time fabrication pain points in a resounding way. It doesn’t address others—and the whitewashing of these shortcomings (that shops have to address separately on many, many fronts) is how shops lose money on automation projects.
| Pain Point | Manual Workaround | Robotic Fix (and Real Limit) |
|---|---|---|
| Welder shortage and turnover | Overtime, contract welders, training pipeline | One operator manages 1–2 cells. Limit: still need a skilled welder for fitting, fixture troubleshooting, code interpretation. |
| Inconsistent fillet leg over an 8-hour shift | Welder over-welds 15–25% to compensate | Robotic ±0.5 mm with seam tracking. Limit: only on parts that fit upstream tolerance. |
| Multi-pass thermal distortion on thick plate | Hand-tuned pass sequence, post-weld flame straighten | Programmed sequence, repeatable inter-pass temp control. Limit: still requires WPS/PQR engineering up front. |
| Programming bottleneck | 4–8 hours teach pendant per beam | Teachless: 10 minutes from Tekla model. Limit: new product introductions still need a programmer. |
| Fit-up tolerance | ±5 mm gap acceptable, hand-adjust on the fly | Robots expect ±1.5 mm — the upstream cutting and assembly must tighten to match. This is the most-skipped item on automation feasibility checklists. |
5-Pain Point Automation Fix Map—screenshots and other limits from the KC Robotics shop report, OSHA safety hazard lists, and reports from r/Welding
The fit-up tolerance line is the one shops most readily ignore. r/Welding contributors debate automation projects and consistently arrive at the same conclusion: “robots will repeat what they are told to repeat,any variation will kill them. ” A shop that tack-ups at 5 mm won’t suddenly run at 1.5 mm once the robot is installed. Cutting, plate markup, fixtures, and assembly tolerances all must shrink at the same time. Automation hastens another source of upstream quality investment.
This often costs more than the robot.
The Welding Fabrication Career Path

For workers reading this and weighing the trade against college, the math is concrete. The BLS reports a May 2024 median of $51,000 per year ($24.52 per hour) for the welder/cutter/solderer/brazer occupation — entry-level education is a high-school diploma plus moderate-term on-the-job training. The lowest 10% earned under $38,130; the highest 10% earned more than $75,850. Specialty trade contractors paid the highest median at $57,310.
Can welders make $100,000 a year?
Possible but not typical. The BLS top-decile threshold sits at $75,850 for the welder/cutter/solderer/brazer profile. Six-figure earnings concentrate in pipeline welding, underwater welding, military shipyard work with security clearance, and traveling rig work — usually with significant overtime, travel, or hazard premium. For comparison, the AWS Foundation reports a $55,600 national median across its broader 6-occupation welding-professionals scope.
How much do welder fabricators get paid?
Structural metal fabricators and fitters fall under a separate BLS occupation and trend slightly below the welder median. Welding/soldering/brazing machine operators — the people who run robotic and automated cells — fall under another category again. The trend over the next decade favors machine-operator skill: BLS projects roughly 45,600 annual openings for welder/cutter/solderer/brazer through 2034, most from retirements and transfers, and shops increasingly hire candidates who can supervise both arc work and a robotic cell.
Welding Fabrication in 2026 and Beyond — 5 Forces Reshaping the Industry
The next 24 months are not a smooth growth curve. The macro picture is shaped by labor demographics, regional capital cycles, and slowly maturing automation technology — they sometimes pull in opposite directions.
- Work force gap accelerates, not alleviates. BLS projects about 45,600 welder/cutter/solderer/brazer openings a year through 2034: mostly through exiting the trade/aging out, not through industry-wide expansion. The AWS Foundation projects 320,500 openings through 2029, using its 6-occupation welding-professional framework. Both views show the same shape U and the AWS Foundation’s age-band data show more than 157,000 welding-pros in the 55+ bracket already. By Q4 2026 a majority of America’s sheet-metal fabricators will be quoting work against the possibility that two of their current welders will walk out the door in the next 18 months, for good.
- Globally robot installation is flat – and declining regionally. IFR World Robotics 2025 estimates 542,000 industrial robots installed globally in 2024, for 4.66m non-planned stock installed globally. But regional deployment declined 10% and US deployment declined 9% in 2024 while world stock grew. Growth today reflects a cyclical and regional pattern rather than a universal one – treat U.S. demand softness in 2024 as a timing issue, not a reversing trend.
- Seam tracking enabled by AI and 3D vision break down the programming barrier. Cutting edge teachless systems and point-cloud conversion of existing works onto drawing make drawing free welding feasible for those shops that never generated a 3D replica first. Almost 3 years of PMC NCBI physics-informed physics-based framework, published in 2024, foreshadows the next wave of automation – closed loop, in-process, adaptive welding: parameter control during the weld arc, rather than off-line post-inspection. Expect this to simmer in research environments and pilot commercial systems over the next 18 months before fully entering the mid-market welding automation arena.
- Structural steel demand is elevating on infrastructure trend cycles. Search-volume signals for “structural steel fabrication” increased roughly 86% across the last 6 months — a trend-signal, rather than a precise one, but inline with recent U.S. infrastructure-bill allocations and EU Green Building programs. Structural steel fabricators looking at upcoming capacity expansions should begin planning for a demand spike that arrives well before the society-bridging workforce shortfall must be closed.
- Cobots move the mid-market up-sell A shop sub-$50K cobot welding cell, taking 60 days to deploy, long thought impossibly small to be in any shop, becoming commonplace for shops of 50 or fewer people. In conjunction with ABB’s 2026 cobot breakthroughs and implemented applications observed by author, demand signals for the foot traffic of mid-tier fabricators seeking their first welding cobot are overwhelming: they are to gain 20% or more productivity as an initial target, not 50%. By 2028, the shop without any sort of automation, vanishingly seldom in structural and pressure vessel work.
5-Force 2026 Reshape Outlook – synthetic, composite signal from AWS Foundation workforce data, IFR World Robotics 2025 stock and installer data, BLS occupational projections, NIST cobot standards, and observed FIELD deployment across 30+ export countries.
Choosing Your First Robotic Welding Investment — A 5-Step Decision Framework

For those shops that are sure that automation should be considered, the question changes from whether, to what. This 5 step methodology distills the general machine purchasing pattern observed across Zhouxiang deployments, line-by-line, matching industry failure mode report age exactly.
5-Step Procurement Framework
- Calculate volume. Count joint identical-weldment volume per month, across a what percentage of your top-5 that show up in the same pattern every month. below 100 by volume per month per family, automated welding does not often provide positive ROI. Above 200 – assuming the joints are orientable/pro-robotically configurable.
- Joint-repetition audit. Prepare a table by each high-volume part showing the entity number and the weld joints (fillet length, position, and stack-up). Robots are competitive on long flat/horizontal fillets, while critical pipe out-of-position root passes often remain manual.
- Floor plan audit. Measure free floor area, crane access, work piece staging capabilities. Rail-based systems require 6-24 m of straight rail; cantilevers and gantry-types need overhead clearance. Cobots are flexible on- or off-line given magnetic-base anchoring—they are the logical solution for shops logistically unable to devote floor space.
- Labor math audit. Calculate the loaded labor cost with existing welders on the enabled welding shifts. One robotic cell generally replaces 3-4 manual welders over two shifts. At $25-$40/hour fully burdened in North America or Europe, that comes to $80,000–$150,000 of annual labor cost — the actual ROI input, not the robot price tag.
- Pilot project scope. Select a single part family and a welding cell. Resist the temptation to automate the entire facility simultaneously. The smoothest automation implementation often has begun with a single cell; iron out the upstream cutting and fixturing tolerances; and then expand—usually in 6 to 12 months from initial arc.
For structural steel fabricators among the readers, the most immediate subsequent consideration is how rail-mounted and cantilever cells work with your beam sections and shop layout. Zhouxiang’s section on robotic welding options for structural steel provides specifications for both systems in terms of reach, payload, and rail length. For shops processing pipe spools in conjunction with structural fabrication, the pipe welding automation report analyzing robotic GMAW, orbital, and manual approaches elaborates on the pressure piping cluster.
Frequently Asked Questions About Welding Fabrication
Q: What does a welding fabricator actually do day to day?
View Answer
A welding fabricator interprets blueprints, distributes and marks layout, cuts parts to size, bends or forms members, assemblies with tack welds, finishes welds the joints, and verifies accuracy against design specifications. The distribution of activity varies based on specific shop operations—the high-volume operators focus more on welding speed, while the job shops focus more on fitting expertise.
Q: Is welding fabrication a good career path in the age of automation?
View Answer
Yes, for workers willing to add a robotics-supervisor skill set to their manual arc work. BLS forecasts ~45,600 new annual welder/cutter/solderer/brazer openings from 2019 to 2034—primarily due to retirements. More manufacturers are recruiting applicants familiar with torch and arc welding concepts who can also supervise a robotic welding cell. The career hazard is remaining in purely manual welding tasks now addressed by automation, thus limiting career advancement and earning potential.
Q: How long is welding fabrication training?
View Answer
Pathways range from 6 to 18 months for a technical-school welding certificate, 2 years for a community-college associate degree, 3 to 4 years for an apprenticeship leading to a journeyman card, and 4 years for a bachelor’s degree in welding engineering technology. AWS Foundation data shows technical school is the most common route into the trade, with median program tuition under $20,000. Apprenticeships pay a small hourly wage from day one and bypass tuition entirely; community colleges sit in between on cost and time. Workers who add a robotics-supervisor skill on top of base welding training tend to earn 15 to 25 percent above the BLS median within three to five years on the floor.
Q: Will robots replace welders entirely?
View Answer
No, based on present data. BLS predicts a 2% expansion in job opportunities for welders/cutters/solderers/brazeurs through 2034—in a moderate but positive trend, given the high attrition rate from retirements generating roughly 45,600 new positions annually. Robots take over monotonous welds; humans retain fitting, fixture troubleshooting, code adherence assessments, weld evaluation, and complexities too unpredictable to be programmed economically.
Q: What welding processes are most automated in fabrication?
View Answer
GMAW (MIG/MAG) leads on fillet welds; GTAW (TIG) handles critical root passes; resistance spot welding dominates automotive body-in-white.
Q: How do small fabrication shops adopt robotic welding without huge capital?
View Answer
Welding cobots make the most practical entry – sub-$50K systems with magnetic mounts and drag-and-teach controls let a 20-worker shop test automation on one of many free-chosen volumes. OSHA warns ROI depends on fit. Best practice findings are a dedicated cell, one part family, and lean upstream cut/fit process before scaleup.
Why We Track These Numbers
This 2026 view report is built off Zhouxiang’s automatic implementation experience in structural steel, bridge, shipbuilding, and power-plant fabricators in 30+ export markets – including the Southeast Asian steel plant, licensed boiler-tube sheet, and transformer case suppliers discussed herein. Cost bands and efficiency improvements are based on actual bid rounds and post-installation evidence, not catalogures.
References & Sources
- AWS Welding Workforce Data — American Welding Society Foundation, 2025
- BLS Occupational Outlook Handbook — Welders, Cutters, Solderers, and Brazers — U.S. Bureau of Labor Statistics
- BLS NAICS 332 — Fabricated Metal Product Manufacturing — U.S. Bureau of Labor Statistics
- World Robotics 2025 — International Federation of Robotics
- OSHA Welding, Cutting, and Brazing — Safety and Health Topics — U.S. Occupational Safety and Health Administration
- NIST — Collaborative Robots in High-Mix/Low-Volume Manufacturing — National Institute of Standards and Technology
- ANSI/RIA R15.06 (2025 revision) — Industrial Robots and Robot Systems Safety Requirements
- ISO 10218-1/2 — Robots and Robotic Devices Safety Requirements; ISO/TS 15066 — Collaborative Robots
- ISO 9283:1998 — Manipulating Industrial Robots Performance Criteria; ISO 9001:2015 — Quality Management; ISO 3834 — Welding Quality Requirements
- AWS D1.1 — Structural Welding Code Steel; EN 1090-2 — Execution of Steel Structures
Related Articles
- Robotic Welding for Structural Steel — Beam Welding Automation — pillar overview of rail-mounted and cantilever systems for structural fabrication
- Pipe Welding Automation: Robotic GMAW vs Orbital vs Manual — comparison of three pipe-spool welding methods with case data
- Ground Rail Welding Robot Station — Specifications — rail-mounted system technical detail
- Cantilever Welding Robot — Specifications — overhead cantilever for batch and high-mix work
- Collaborative Welding Robot (Cobot) — portable cobot for in-situ shipyard and confined-space work
- Shipbuilding Welding Robot — solutions for hull panels, bulkheads, and deck assemblies


